THIẾT KẾ QUY TRÌNH SỬA CHỮA TRỤC PISTON NHỎ
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH SỬA CHỮA TRỤC PISTON NHỎ, đồ án môn học công nghệ chế tạo máy NẮP XYLANH ĐẨY, bài tập lớn công nghệ chế tạo máy TRỤC PISTON NHỎ, thiết kế quy trình công nghệ gia công chi tiết TRỤC PISTON NHỎ
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG
I. Phân tích chức năng và điều kiện làm việc của chi tiết gia công
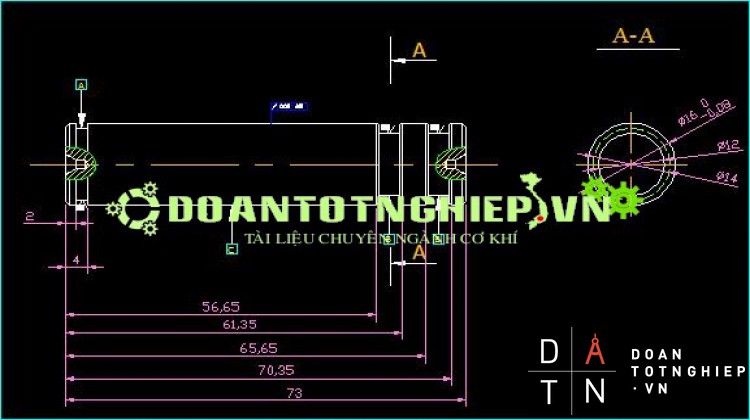
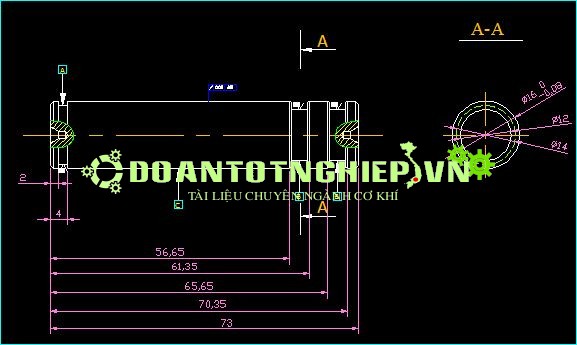
- Chi tiết gia công là trục píttông nhỏ, thuộc họ chi tiết dạng trục , được dùng trong các máy để đảm bảo độ ăn khớp của các chi tiết.
- Chi tiết này được lắp trên máy các máy cơ khí
- Ở chi tiết này có những mặt làm việc cần gia công đạt độ chính xác cao. Những kích thước, khoảng cách, độ song song, độ vuông góc giữa những bề mặt làm việc yêu cầu có độ chính xác cao.
- Chi tiết này khi làm việc chịu rung động, cần có độ cứng vững.
II. Phân tích độ chính xác gia công
1/ Vật liệu
- Để chế tạo chi tiết dạng hộp ta chọn thép C45 có thành phần hóa học là:
|
C |
Si |
Mn |
P |
S |
|
2,8 ¸ 3% |
1,5 ¸ 3% |
0,5 ¸ 10% |
0,1 ¸ 0,2% |
<0,14% |
Ngoài ra còn có Cr,Mo,Ni,Cu.
- Mác thép C45 có graphit tấm chịu được rung động, cơ tính khá cao, được sử dụng trong các chi tiết chịu lực, chịu mài mòn nên nó phù hợp để chế tạo chi tiết gia công này.
- Cơ tính:
+ Giới hạn bền kéo: 210 ¸ 250 MPa.
+ Độ cứng HB: 200 HB.
+ Độ dãn dài tương đối: 0,5%.
2/ Kết cấu
- Chi tiết được làm bằng phôi thanh
- Chi tiết có bậc để lắp ghép với các bộ phận khác.
3/ Độ chính xác gia công
- Mặt đáy dùng lắp với máy phay cần độ nhám đạt cấp 7 (Rz40) và dung sai độ phẳng 0,02mm. Mặt đáy có rảnh dẫn hướng dùng để lắp ghép cần đạt kích thước 20+0,105 cấp chính xác cấp 7,độ nhám đạt cấp 7 (Rz20).
-Lỗ 16+0,018 là lỗ lắp với chi tiết máy nên cần đạt cấp chính xác cao. Cần đạt Ra 1.25.
Chuẩn gia công có 2 chuẩn đó là mặt đáy A và 2 mặt C D tạo thành 1 chuẩn.
Vì thế muốn gia công thì ta phải gia công chuẩn. 2 mặt C và D cần độ nhám đạt cấp 4 (Rz20) và dung sai độ phẳng 0,02mm.
- Các lỗ phải được gia công đúng yêu cầu.
4/ Xác định dạng sản xuất
Theo yêu cầu của bài tập lớn dạng sản xuất cho trước là hàng loạt vừa.
Xác định sản lượng hàng năm bằng công thức:
Trong đó
: Số chi tiết được sản xuất trong một năm;
: Số sản phẩm sản xuất được trong một năm; N1 = 2000chiếc ( tra bảng 2.2 bài giảng bài tập lớn công nghệ chế tạo máy).
m : Số chi tiết được chế tạo thêm để dự trữ (5% đến 7%) , lấy m = 6%
: Số chi tiết phế phẩm trong năm (1% đến 3% )lấy = 4%
=> = 2200 chi tiết/năm.
PHẦN II :PHÂN TÍCH ĐẶC ĐIỂM, NGUYÊN NHÂN HƯ HỎNG VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG.
Nguyên nhân hư hỏng:
Hư hỏng của piton thường là bị mài mòn hình ôvan, khe hở giữa piston và xilanh lớn. Ắc piston bị dơ, đỉnh piston bị xâm thực ( dỗ ).
Trục khuỷu bị cong, vênh. Gối đỡ trục khuỷu bị dơ, chạy dọc trục.( trục khuỷu ít khi bị hỏng ).
Thanh truyền bị nứt, vỡ, cong, vênh.
Hư hỏng hay gặp nhất là khe hở giữa piston và xilanh lớn do xilanh bị mài mòn thành hình ôvan, các xéc măng không kín làm hở hơi, dầu nhớt lên buồng đốt, thêm nữa là các bạc lót chốt piston, bạc lót thanh truyền bị mòn.
Biện pháp khắc phuc hư hỏng:
Phương pháp chế tạo mới:
Phương pháp hàn đắp
PHẦN III: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chọn vật liệu phôi
- Kí hiệu: C45.
- Tên gọi: Thép.
- Vật liệu chế tạo thép C45.
- Độ chính xác của thanh đạt cấp II.
- Dùng thép vì:thép có cấu trúc graphit dạng tấm có thể làm giảm rung động do các lực sinh ra trong quá trình gia công truyền đến. Có khả năng chống mài mòn do ma sát cao.
- Cơ tính của thép: độ cứng thép khoảng 150-250HB,độ dãn dài tương đối 0,5%, dễ gia công cắt.
- Thành phần hóa học của thép:
|
C |
Si |
Mn |
P |
S |
|
2,8-3,5% |
1,5-3% |
0,5-1% |
0,1-0,2% |
0,08-0,12% |
Ngoài ra còn có Cr, Mo, Ni, Cu.
- Chọn phương pháp chế tạo phôi:
- Chi tiết được sử dụng từ phôi thanh để gia công.
- Xác định lượng dư.
- Sử dụng phương pháp tra bảng.
- Phôi đúc đạt cấp chính xác II. Tra bảng 3.2 bài giảng bài tập lớn công nghệ chế tạo máy ta được:
+ Bề mặt A lượng dư 3mm.
+ Bề mặt C và D lượng dư 4mm va 3mm
- Vẽ bản vẽ sơ đồ chế tạo phôi.
- Vẽ bản vẽ chi tiết lồng phôi.
- Tính khối lượng phôi.
- Trọng lượng chi tiết:
+ V= 7,2.105 mm3 : thể tích chi tiết.
+ = 6,8 : trọng lượng riêng của vật liệu.
=> = 4.9 kg
- Trọng lượng chi tiết lồng phôi:
+ V= 9,2.105 mm3 : trọng lượng chi tiết lồng phôi
+ = 6,8 : trọng lượng riêng của vật liệu.
=> = 6.2 kg
- Hệ số sử dụng vật liệu:
+ = 4.9 kg
+ = 6.2 kg
=> = 0,78 >0,7.
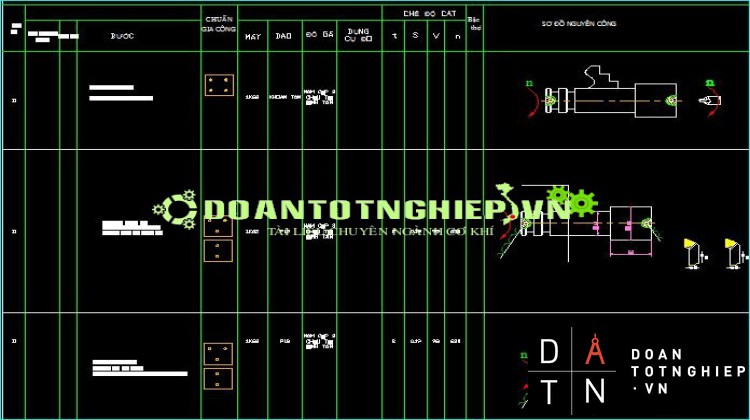
PHẦN IV: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ
GIA CÔNG CƠ
- Lập tiến trình công nghệ
- Lập bảng quy trình công nghệ gia công cơ
...............................................................................
MỤC LỤC
Trang
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG 4
PHẦN II: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI 5
PHẦN III: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ 7
GIA CÔNG CƠ
PHẦN IV: TÍNH TOÁN CHẾ ĐỘ CẮT 8
PHẦN V: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ 18
PHẦN VI: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ 26
KẾT LUẬN 28
TÀI LIỆU THAM KHẢO 28