ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THIẾT KẾ VỎ NẮP HỘP GIẢM TỐC ĐẠI HỌC CÔNG NGHIỆP HÀ NỘI

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THIẾT KẾ VỎ HỘP GIẢM TỐC ĐẠI HỌC CÔNG NGHIỆP HÀ NỘI
MỤC LỤC
LỜI GIỚI THIỆU ................................................................ 5
PHẦN I:PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU KĨ THUẬT CỦA CHI TIẾT GIA CÔNG............................ 7
I PHÂN TÍCH CHI TIẾT GIA CÔNG ........................................... 7
1.Phân tích yêu cầu kĩ thuật của hộp giảm tốc..................................... 7
II. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CÂU.......... 8
III xác định dạng sản xuất và đường lối công nghệ gia công cơ .. 8
1.Xác định dạng sản xuất:..................................................................... 8
2.Xác định trọng lượng của chi tiết:..................................................... 10
IV Xác định đường lối công nghệ và chọn phương pháp chế tạo phôi 11
1.: Chọn phương pháp chế tạo phôi ................................................... 11
PHẦN II: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT.................................................................................. 12
I: Xác định đường lối công nghệ :................................................... 12
II: Lập tiến trình công nghệ:............................................................ 12
III:Tính lượng dư gia công lỗ Ф85 ......................................... 12
III: THIẾT KẾ CÁC NGUYÊN CÔNG:.............................. 15
Nguyên công 1: Đúc phôi .............................................................. 15
Nguyên công 2: Phay mặt đáy........................................................ 16
Nguyên công3: Phay mặt Bu lông cẩuvà mặt quan sát................. 21
Nguyên công4: Khoan các lỗ lắp ghép với thân Ф12,Ф10.......... 26
Nguyên công 5: Khoan Taro 4 lỗ M6, 2 lỗ M20 .......................... 31
Nguyên công 6:Phay 2 mặt đầu các ổ trục chính 2 bên................. 38
Nguyên công 7: Khoét, doa các lỗ lắp ghép với trục chính ......... 43
Nguyên công 8: Khoan ta rô các lỗ lắp ghép với mặt bích 2 bên. 48
Nguyên công 9: Kiểm tra. ......................................................... 52
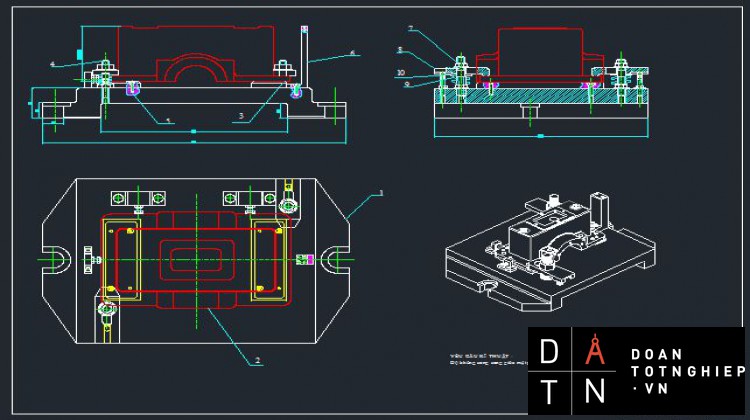
Phần IV:Thiết kế đồ gá gia công lỗ Ф85....... 52
I Khái quát chung về đồ gá.................................................................. 52
II Thiết kế đồ gá: ................................................................................ 53
III Tính lực kẹp khi gia công:................................................................... . 54
IV Xác định sai số chế tạo đồ gá: ....................................................... 58
KẾT LUẬN............................................................... 60
Tài liệu tham khảo: .................................................................................... 61
LỜI GIỚI THIỆU :
Nền kinh tế nước ta trong giai đoạn hiện nay đang phát triển không ngừng về mọi mặt nhờ vào các chính sách đầu tư trong các lĩnh vực thu hút vốn đầu tư nước ngoài. Trong đó, các ngành công nghiệp nặng đang được ưu tiên hàng đầu nhằm tạo thành ngành kinh tế mũi nhọn trong công cuộc phát triển đất nước. Trong công cuộc công nghiêp hoá và hiện đại hoá đất nước, ngành cơ khí nói chung và ngành công nghệ chế tạo máy nói riêng đang dần được khôi phục và phát triển, sau một thời gian dài bị ngừng trệ
Yêu cầu cấp thiết của cơ khí nước ta hiện nay là dần dần nội địa hoá các sản phẩm cơ khí nhằm đưa công nghệ kỹ thuật Việt Nam đuổi kịp với sự phát triển của các nước trong khu vực. Để làm được điều này thì việc nghiên cứu, ứng dụng các phương pháp gia công tiên tiến vào sản xuất là một việc cấp thiết. Các sản phẩm động cơ cũng là một lĩnh vực quan trọng trong tiến trình nội đia hoá sản phẩm cơ khí .Công nghệ sản xuất các chi tiết của động cơ cũng chưa phổ biến ở nước ta , do vậy trong quá trình thực hiện đồ án, em đã được giao đề tài : Thiết kế quy trình công nghệ gia công chi tiết vỏ hộp giảm tốc trục vít- bánh vít”.
Quá trình thực hiện, là việc đo đạc, lên bản vẽ và lập quy trình công nghệ gia công chi tiết này đảm bảo các yêu cầu kỹ thuật, phù hợp với điều kiện công nghệ và máy móc nước ta hiện nay với một chi phí sản xuất là thấp nhất . Trong đồ án này, quy trình công nghệ gia công cơ được cơ bản thiết kế cho việc gia công trên máy công cụ thông thường, một xu hướng chung của quá trình gia công cơ.
Để hoàn thành đề tài này, ngoài sự cố gắng của bản thân là sự giúp đỡ tận tình của thầy giáo hướng dẫn, thầy NGUYỄN TRỌNG MAI,các Thầy trong văn phòng khoa cơ khí.
Do thời gian và trình độ còn hạn chế cho nên không tránh khỏi những thiếu sót, do vậy em rất mong nhận được sự đóng góp ý kiến của các thầy để đề tài này được hoàn thiện.
PHẦN I:PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU KĨ THUẬT CỦA CHI TIẾT GIA CÔNG
PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Phân tích yêu cầu kỹ thuật của hộp giảm tốc:
Đảm bảo vị trí tương đối giữa các chi tiết và bộ phận máy
Tiếp nhận tải trọng do các chi tiết lắp trên truyền xuống
Bảo vệ các chi tiết máy tránh bụi bặm
Độ cứng cao.
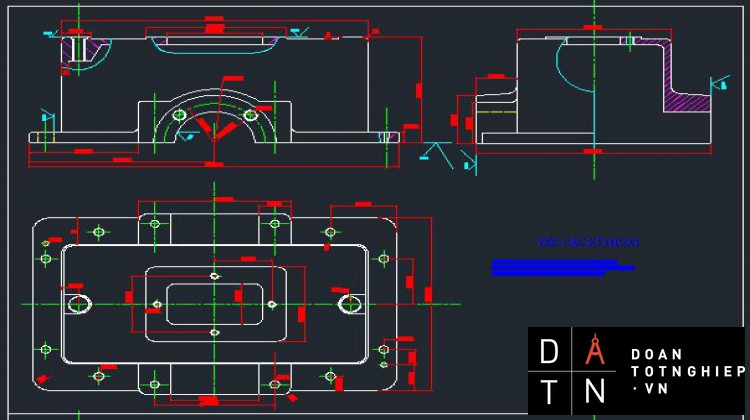
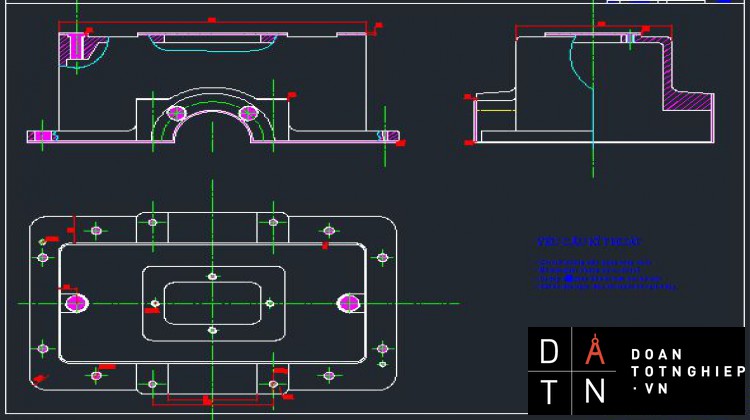
Bề mặt Ф 85H7 để lắp thân hộp với ổ bi nên cần độ chính xác cao, nếu độ chính xác không cao sẽ tạo độ đảo, không đồng tâm, với dung sai (0;+0.035) với độ bóng 1.25µm.
Các tâm trục phải đồng phẳng
Các tâm trục phải song song với mặt phẳng đáy
Khoảng cách tâm trục phải chính xác
Các lỗ lắp gối trục phải đồng tâm
Vỏ hộp phải kín (tránh dầu chảy ra ngoàI)
Việc xác định dạnh sản xuất quyết định phương án công nghệ tức là quyết định
+ Trình tự gia công chi tiết
+ Mức độ tập trung nguyên công, thiết bị kiểm tra
+ Chọn máy, thiết bị gia công, thiết bị kiểm tra
+Các phương pháp gá đặt dụng cụ, thiết bị đồ gá
+Vật liệu: Gang xám15-32.
II PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU
Chú ý đến kết cấu của chúng như :
- Hộp phải có độ cứng vững để khi gia công không bị biến dạng và có
thể dùng chế độ cắt cao,đạt năng suất cao.
- Các bề mặt làm chuẩn phải có đủ diện tích nhất định,phải cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và phải cho phép thực hiện quá trình gá đặt nhanh.
- Các bề mặt cần gia công không có vấu lồi, lõm,phải thuận lợi cho việc ăn dao,thoát dao.Kết cấu của các bề mặt phải tạo điều kiện cho việc gia công đồng thời bằng nhiều dao.
- Các lỗ trên hộp nên có kết cấu đơn giản, không nên có rãnh hoặc dạng định hình,bề mặt lỗ không được đứt quãng.Các lỗ đồng tâm phải có kích thước giảm dần từ ngoài vào trong.Các lỗ nên thông suốt và ngắn.
- Không nên bố trí các lỗ nghiêng so với mặt phẳng của các vách để khi gia công tránh hiện tượng dao khoan,khoét,doa bị ăn dao lệch hướng.
- Các lỗ kẹp chặt của hộp phải là các lỗ tiêu chuẩn.
III. xác định dạng sản xuất và đường lối công nghệ gia công cơ.
1.Xác định dạng sản xuất:
Mỗi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau. Người ta căn cứ vào từng dạng sản xuất mà có các phương án gia công chi tiết nhất định. Tuy nhiên ở đây chúng ta không đi sâu nghiên cứu những đặc điểm của từng dạng sản xuất mà chỉ nghiên cứu phương pháp xác định chúng theo tính toán.
Muốn xác định dạng sản xuất của chi tiết trước hết phải biết sản lượng hàng năm của chi tiết gia công ( ở đây ta đã biết sản phẩm chi tiết trong một năm là 8.000 sản phẩm/năm.) và khối lượng của một chi tiết.
Dựa vào bảng sau :
Bảng phân loại dạng sản xuất
|
Dạng sản xuất |
Trọng lượng của chi tiết |
||
|
|
4 ¸ 200 kg |
>200 kg |
|
|
Đơn chiếc |
<100 |
<10 |
<5 |
|
Hàng loạt nhỏ |
100 ¸ 500 |
10 ¸ 200 |
55 ¸ 100 |
|
Hàng loạt vừa |
500 ¸ 5.000 |
200 ¸ 500 |
100 ¸ 300 |
|
Hàng loạt lớn |
5.000 ¸ 50.000 |
500 ¸ 1.000 |
300 ¸ 1.000 |
|
Hàng khối |
>50.000 |
>5.000 |
>1.000 |
Với yêu cầu sản lượng hàng năm là
N =8000 (cái)
Nếu tính cả sản lượng chi tiết phế phẩm do chế tạo phôi, quá trình gia công và giữ trữ ta có sản lượng ban đầu là
Trong đó
No :Sản lượng cần hoàn thành theo kế hoạch
m : Số chi tiết trong 1 sản phẩm
: Số chi tiết dữ trữ do chế tạo phôi hỏng lấy
: Số chi tiết được chế tạo thêm để dự trữ lấy
Vậy được sản xuất trong năm là:
(cái)
Sản lượng là 8000 cái / năm ta có dạng sản xuất là hàng loạt lớn . Với quy mô sản xuất hàng loạt cho phép ta phân tán nguyên công và quy trình công nghệ thực hiện máy vạn năng có trang thiết bị đồ gá chuyên dùng .
Căn cứ vào
Bảng phân loại dạng sản xuất
|
Dạng sản xuất |
Trọng lượng của chi tiết |
||
|
|
4 ¸ 200 kg |
>200 kg |
|
|
Đơn chiếc |
<100 |
<10 |
<5 |
|
Hàng loạt nhỏ |
100 ¸ 500 |
10 ¸ 200 |
55 ¸ 100 |
|
Hàng loạt vừa |
500 ¸ 5.000 |
200 ¸ 500 |
100 ¸ 300 |
|
Hàng loạt lớn |
5.000 ¸ 50.000 |
500 ¸ 1.000 |
300 ¸ 1.000 |
|
Hàng khối |
>50.000 |
>5.000 |
>1.000 |
Þ Q = 19,79 (kg)
Dựa vào bảng trên ta xác định dạng sản xuất là: Sản xuất hàng khối.
2Xác định trọng lượng của chi tiết:
Khối lượng chi tiết được xác định theo phần mềm solidword
Vậy trọng lượng của chi tiết là:
Qt = 19.79(kg) = 20 (kg)
- Sản lượng hàng năm của chi tiết N = 8000( chi tiết )
IVXác định đường lối công nghệ và chọn phương pháp chế tạo phôi
1.: Chọn phương pháp chế tạo phôi
Vật liệu chế tạo hộp giảm tốc là GX15-32,do vậy phương án chế tạo phôi là Đúc. Do gang có tính chảy loãng cao, thường có những phương pháp đúc sau
a: Đúc trong khuôn cát
Phương pháp này dùng mẫu gỗ, làm khuôn bằng tay. Phương pháp này cho độ chính xác thấp đòi hỏi tay nghề công nhân cao. Thích hợp với dạng sản xuất nhỏ, vừa
b : Đúc trong khuôn kim loại
Khuôn cát làm bằng kim loại, phương pháp này có độ chính xác cao, lượng dư gia công nhỏ và đều. Thích hợp với dạng sản xuất hàng loạt lớn và hàng khối.
c : Đúc trong khuôn vỏ mỏng
Phôi đúc có độ chính xác cao tính chất cơ học tốt, phương pháp này dùng trong sản xuất hàng loạt lớn, hàng khối. Nhưng chỉ thích hợp với chi tiết nhỏ, kết cấu đơn giản.
d : Một số phương pháp khác
Đúc li tâm, đúc áp lực
Kết luận
Dựa vào điều kiện nước ta, theo kết cấu và độ phức tạp của chi tiết hộp giảm tốc. Ta chọn phương pháp đúc bằng mẫu kim loại, khuôn cát làm bằng máy. Khi đúc chi tiết được đặt ở khuôn dưới và trên mặt phân khuôn chính là mặt trên và mặt dưới của hộp) đậu ngót và đậu rót ở khuôn trên.
PHẦN II: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
I: Xác định đường lối công nghệ :
Đối với các loạt sản xuất hàng loạt vừa, hàng loạt lớn, hang khối muốn chuyên môn hoá cao để có thể đạt năng suất cao trong điều kiện sản xuất ở Việt Nam, thì đường lối công nghệ thích hợp nhất là phân tán nguyên công(ít bước công nghệ trong một nguyên công). ở đây máy gia công dùng là máy vạn năng kết hợp với các đồ gá chuyên dùng(có thể các máy chuyên dùng dễ chế tạo).
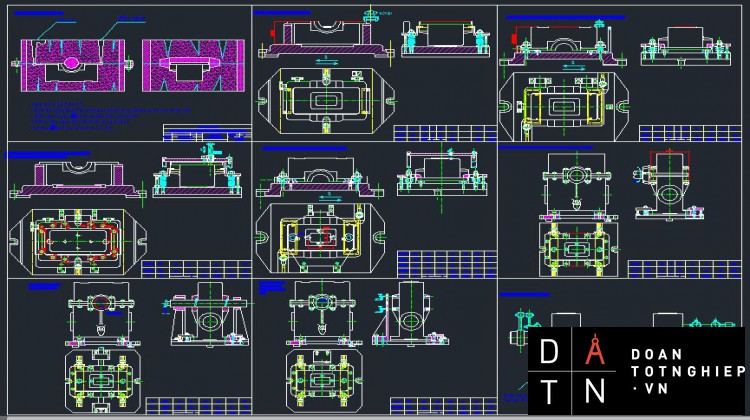
II: Lập tiến trình công nghệ:
1. Nguyên công 1 : Đúc phôi.
2. Nguyên công 2 : Phay mặt đáy.
3. Nguyên công 3 : Phay mặt bu lông cẩu, mặt quan sát
4. Nguyên công 4 : Khoan ta rô các lỗ lắp ghép với than Ф12, Ф10.
5. Nguyên công 5: Khoan taro 4 lỗ M6, 2 lỗ M20
6. Nguyên công 6:Phay 2 mặt bên lắp ghép với trục chính
7.Nguyên công 7: Khoan khoét doa lỗ lắp ghép với trục chính
8. Nguyên công 8: Khoan ta rô các lỗ lắp ghép mặt bích với 2 bên
9. Nguyên công 9: Kiểm tra.
III Tính lượng dư khi gia công lỗ Ф85
Độ chính xác phôi cấp II khối lượng phôi 20kg, vật kliệu gang xám GX15 -32. Qui trinh công nghệ gồm 3 bước khoét, doa thô, doa tinh. Chi tiết được định vị bằng mặt đáy và 2 lỗ Ф10.
Theo bảng 10 Thiết kế đồ án CNCTM ta có Rza = 250 µm và Ta = 350 µm.
Trong đó:
Rza: chiều cao nhấp nhô tế vi do bước công nghệ trước để lại.
Ta: chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước để lại.
Sau khi khoét tra bảng 3-87 TKĐACNCTM 1 ta có
Rza = 50 µm, Ta = 50 µm.
Sau khi tiện doa thô tra bảng 3-87 TKĐACNCTM 1 ta có
Rza = 10 µm, Ta = 20 µm.
Sau khi doa tinh tra bảng 3-87 TKĐACNCTM 1 ta có
Rza = 6,3 µm, Ta = 10 µm
Sai lệch không gian tổng cộng dược xác định theo công thức sau:
ρ = (ρ2cv+ ρ2lt)
Trong đó:
ρlt: Sai số lệch thao. Chính bằng dung sai thành đúc: ρlt = 2500 µm
Ρcv: Sai số độ cong vênh của mặt lỗ sau khi đúc.
rcv = 0,7 .L= 0,7. 246 = 172,2 µm
Þr = (25002+172,22) = 2500 µm.
Sai số không gian còn sót lại sau khi khoét là
rcl =0,06.rph = 0,06.2500= 150 μm.
Sai số không gian còn sót lại sau khi doa thô là
rc2 = 0,04.150 = 6 μm.
Sai số không gian còn sót lại sau khi doa tinh là
rc3 = 0,02.6 = 0,12 μm.
Sai số gá đặt của phôi.
εgđ = 0,25.δ = 0,25.2000 = 500µm
Tra bảng 2.11TKDACNCTM δ= 2000: sai lệc kích thước giới hạn của phôi đúc.
Theo công thức:
*Khi khoét : Rza = 50, Ta = 50 tra theo bang 13 HDTKDACNCTM
=5300(μm).
*Khi doa thô : Rza = 10, Ta = 20
= 360 (μm).
* Khi doa tinh : Rza = 35, Ta = 0
= 44,6 (μm).
Ta có bảng lượng dư sau:
|
Bước công nghệ |
Rz |
Ta |
ρ |
ε |
2Zmin |
dp |
δ |
Dmax |
Dmin |
2Zmin |
2Zmax |
|
Phôi |
250 |
350 |
2500 |
500 |
0 |
79330 |
2000 |
79,33 |
77,33 |
|
|
|
khoét |
50 |
50 |
150 |
0 |
5300 |
84630 |
250 |
84,33 |
84,38 |
4960 |
7050 |
|
Doa thô |
35 |
0 |
6 |
0 |
360 |
84990 |
100 |
84,99 |
84,89 |
360 |
510 |
|
Doa tinh |
20 |
0 |
0,12 |
0 |
45 |
85035 |
35 |
85,035 |
85,0 |
45 |
110 |
2 Zmax = 7050
2Zmin = 5000
Lượng dư tổng cộng danh nghĩa:
Z0dn = Z0min + 0,04
= 4,96 + 0,04 = 5,0 mm
Lấy lượng dư danh nghĩa la 2x2.5
Các lượng du còn lại tra bảng với phôi cấp chính xác III ta có
( bảng 3-95(1)/ 252)
Lượng dư gai công mặt đáy Zb = 2,5 mm
Lượng dư gia công 2 mặt đầu Zb = 2,5 mm.
Lượng dư gia công lỗ trụ 2Zb = 2,5 mm
III: THIẾT KẾ CÁC NGUYÊN CÔNG:
Nguyên công 1: Đúc phôi
- Phôi đúc bao gồm phôi gang, thép hoặc hợp kim, đồng là những loại phổ biến nhất để chế tạo chi tiết. Chế tạo phôi đúc thường dùng các phương pháp sau.
+ Đúc trong khuôn cát mẫu gỗ làm khuôn bằng tay, phương phap này cho độ chính xác thấp, lượng dư để gia công cắt gạt lớn, năng suất thấp, đòi hỏi trình độ công nhân cao, thích hợp cho sản xuất đơn chiếc hoặc loại nhỏ.
+ Dùng mẫu kim loại, khuôn cát, làm máy đạt độ chính xác và năng suất cao, lượng dư gia công cắt gọt nhỏ phương pháp này thích hợp mang sản xuất hàng loạt và khối, vật đúc ra không có vết nứt, rõ hay các khuyết tật khác.
Tóm lại từ các chức năng làm việc và sản lượng của chi tiết ta chọn phương pháp chế tạo phôi đúc mang khuôn cát, khuôn kim loại là phù hợp với nền sản xuất cơ khí nước ta.
Nguyên công 2: Phay mặt đáy
1. Chọn máy:
Chọn máy phay đứng có đặc điểm sau : 6H12
- Mặt làm việc của bàn máy : 400 x1600mm
- Công suất động cơ : 10kw/h
- Tốc độ trục chính 18 cấp: 30; 37,5; 47,5; 60; 75; 90; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500.
2. Chọn dao:
Dao phay mặt đầu răng chắp mảnh hợp kim cứng BK8 .Để đạt năng suất thì đường kính dao phay D cần lớn hơn chiều rộng dao phay B chọn theo bảng (4-94) [STCNCTM1] ta chọn dao có D= 100 , B=39 , Z: = 10 (răng), đường kính lỗ dao Ф 32H7
3. Định vị:
- Dùng phiến tỳ hạn chế 3 bậc tự do: tịnh tiến theo phương oz, quay quanh ox,oy
- Dùng 3 chốt tỳ để hạn chế nốt 3 bậc tự do còn lại
4.Kẹp chặt:
- Dùng 2 mỏ kẹp, lực kẹp vuông góc với phiến tỳ
5 .Tính lượng dư và chế độ cắt
..........................
Þ Q = = 7568 (N)
Với lực kẹp vít kẹp Q ³ 7844 (N) thì chi tiết đảm bảo độ cứng vững khi gia công
Với lực kẹp cần thiết W = 7844 N ta tính được đường kính bulông kẹp là :
hay (***)
Với :
- ứng suất kéo cho phép của vật liệu làm bulông, chọn vật liệu
làm bulông là thép 45, tra bảng ta được = 360 N/mm2
N/mm2
n = 1,5 – hệ số an toàn của vật liệu
Thay vào công thức (***) ta được :
mm
Chọn bu lông là M16
Chọn cơ cấu so dao và các cơ cấu khác.
- Cơ cấu so dao:
Khi phay ta phải có cơ cấu so dao nhằm xác định chính xác vị trí dao phay so với đồ gá. Khi dao bị mòn phải mài lại Þ Kích thước làm việc của dao thay đổi nên phải điều chỉnh lại vị trí của dao so với đồ gá. Cơ cấu so dao nhằm điều chỉnh nhanh khi lắp đồ gá.
Về kết cấu cơ cấu so dao gồm cũ so dao, miếng căn và thân của cơ cấu.
- Các cơ cấu khác:
Cơ cấu kẹp chặt đồ gá lên bàn máy là Bulông và đai ốc.
Thân đồ gá được chọn theo kết cấu như bản vẽ lắp, thân đồ gá được chế tạo bằng gang.
Tính độ chính xác của đồ gá
Sai số chế tạo đồ gá cho phép theo yêu cầu của nguyên công để quy định điều kiện kỹ thuật chế tạo và lắp ráp đồ gá.
Ta phải so sai số gá đặt đạt yêu cầu
Þ Sai số chế tạo lắp ráp đồ gá phải thoả mãn yêu cầu của nguyên công
eđg =
Vậy eCT£
- Sai số gá đặt cho phép
[egđ] = . d
d: Dung sai kích thước cần đạt của nguyên công 144±0,2 là:
d = 200 mm
Lấy [egđ] = . d = .200 = 100 mm
- Sai số chuẩn: ec
Sai số chuẩn ec = 0. Do chuẩn định vị trùng gốc kích thước,
- Sai số lắp đặt đồ gá trên máy: elđ
Là sai số sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá.
Sai số lắp đặt [elđ] phụ thuộc quá trình gá đặt (lắp) đồ gá trên máy gia công.
Thường lấy elđ = 5 mm ( 5 ¸ 10 )
- Sai số mòn: em
Là sai số do đồ gá bị mài gây ra em = b . ( mm )
b: Hệ số phụ thuộc vào kết cấu đồ định vị.
Với đồ định vị là phiến tỳ b = 0,2 ( 0,2 ¸ 0,4 )
N: Số lần định vị chi tiết lên đồ gá. N = 200 ( chi tiết )
Þ em = 0,2 . =2,8 ( mm )
- Sai số kẹp chặt: eK
Xuất hiện do lực kẹp phôi thay đổi gây ra và giá trị của nó bằng lượng di động của chuẩn gốc chiếu lên phương kích thước thực hiện.
Tra bảng 3.14 sách HDTKĐACNCTM ta có eK = 70 ( mm )
ÞThay vào công thức tính sai số chế tạo lắp ráp đồ gá ta có:
eCT =
=
Vậy eCT = 0,07mm )
- Yêu cầu kỹ thuật của đồ gá.
1. Độ không song song giữa mặt phẳng phiến tỳ và đáy đồ gá £ 0,07 ( mm )








