ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÔ HÌNH MÁY LÀM BÁNH PHỞ




NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÔ HÌNH MÁY LÀM BÁNH PHỞ
LỜI NÓI ĐẦU MÁY LÀM BÁNH PHỞ
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các ngành, các lĩnh vực. Đặc biệt là ngành cơ khí chế tạo máy. Ngành cơ khí chế tạo máy là một trong những ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa hiện đại hóa đất nước. Muốn đạt được điều đó thì vấn đề đặt ra ở đây phải có trang thiết bị công nghệ và nguồn nhân lực. Nguồn nhân lực có trình độ chuyên môn về kỹ thuật mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ, để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản xuất.
Trong những năm gần đây, cùng với sự phát triển nhiều mặt của đất nước về kinh tế, văn hóa, xã hội, đời sống của nhân dân ta ngày càng được cải thiện, nhu cầu về mọi mặt cũng ngày càng nâng cao cả về số lượng lẫn chất lượng mà đặc biệt là về vệ sinh an toàn thực phẩm. Chính vì thế, các mặt hàng thực phẩm muốn tồn tại, phát triển cần phải tìm giải pháp đổi mới công nghệ, kỹ thuật để sản phẩm đáp ứng được yêu cầu của người tiêu dùng nhất là các sản phẩm từ các làng nghề truyền thống của nước ta. Máy làm bánh phở là một sản phẩm từ sự tiếp thu những thành quả của khoa học kỹ thuật mang lại. Là loại máy tạo ra những sản phẩm của ngành công nghiệp để phục vụ cho cuộc sống con nguời và dần thay thế các cách làm bánh truyền thống hiện nay . Máy mang lại hiệu quả kinh tế cao cho người sử dụng.
Do thời gian hạn chế và sự hiểu biết về kiến thức của chúng em còn hạn chế nên trong quá trình thực hiện đề tài không thể không thiếu sót, kính mong quý thầy cô hội đồng nhà trường, trong khoa Cơ Khí Chế Tạo, thầy hướng dẫn chỉ dẫn thêm cho đề tài của chúng em được tốt hơn. Chúng em xin chân thành cám ` thầy đã tận tình chỉ bảo cho chúng em trong thời gian làm đồ án và chúng em cũng xin chân thành cảm ơn các thầy cô trong khoa cơ khí đã tạo điều kiện để chúng em hoàn thành đề tài này
MỤC LỤC
CHƯƠNG 1: TỔNG QUAN VỀ MÁY SẢN XUẤT BÁNH PHỞ
1.1GIỚI THIỆU CHUNG............................................................................ 5
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT
2.1 PHÂN TÍCH SẢN PHẨM BÁNH PHỞ................................................. 7
2.2 QUI TRÌNH SẢN XUẤT BÁNH PHỞ................................................. 17
2.3 Cơ sở khoa học của kỹ thuật sản xuất bánh phở........ 22
2.4 Thành phần dinh dưỡng.......................................................... 26
CHƯƠNG 3: PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP
3.1 Phương hướng của máy sản xuất bánh Phở................... 27
3.2 Lưa chọn phương án thiết kế............................................... 28
3.2.1 TRÁNG BÁNH BẰNG LÒ ĐỐT...................................................... 28
3.2.2 TRÁNG BÁNH BẰNG NỒI ÁP SUẤT............................................ 29
3.2.3 TRÁNG BÁNH BẰNG ĐỐT ĐIỆN................................................. 31
3.3 SƠ ĐỒ NGUYÊN LÝ MÁY SẢN XUẤT BÁNH PHỞ........................ 33
CHƯƠNG 4: TÍNH TOÁN THIẾT KẾ MÁY
4.1CHỌN ĐỘNG CƠ MÁY..................................................................... 40
4.2 PHÂN PHỐI TỶ SỐ TRUYỀN............................................................ 41
4.3 TÍNH TOÁN THIẾT KẾ BỘ TRUYỀN XÍCH
4.3.1 BỘ TRUYỀN XÍCH 1...................................................................... 42
4.3.2 BỘ TRUYỀN XÍCH 2...................................................................... 53
4.4. TÍNH TOÁN TRỤC........................................................................... 64
4.4.1 XÁC ĐỊNH SƠ BỘ ĐƯỜNG KÍNH TRỤC....................................... 64
4.4.2 XÁC ĐỊNH CHIỀU DÀI TRỤC....................................................... 66
4.4.3 TÍNH TOÁN LỰC VÀ VẼ BIỂU ĐỒ NỘI LỰC................................ 67
- 4.4Tính kiểm nghiệm trục về độ bền mỏi (Chỉ xét trường hợp k/k=1,00)................................................................................... 86
- 4.5TÍNH KIỂM NGHIỆM VỀ ĐỘ BỀN TĨNH....................................... 93
- 4.6CHỌN THEN................................................................................... 96
- 4.7TÍNH VÀ CHỌN Ổ LĂN................................................................. 99
- 5TÍNH TOÁN NHIỆT HỌC................................................................ 103
CHƯƠNG 5: CHẾ TẠO VÀ THỬ NGHIỆM
5.1 HIỆU CHỈNH MÁY.......................................................................... 106
5.1.1 HIỆU CHỈNH CỤM RA BÁNH...................................................... 106
5.1.2 HIỆU CHỈNH CỤM CHIA BÁNH.................................................. 108
5.2 CỤM TRỘN BỘT............................................................................. 111
5.3 CỤM CHIA BÁNH........................................................................... 113
5.4 CỤM HẤP........................................................................................ 117
5.5 CỤM TRUYỀN ĐỘNG..................................................................... 120
5.6 CỤM RA BÁNH............................................................................... 125
5.7 HƯỚNG DẪN SỬ DỤNG VÀ BẢO QUẢN...................................... 126
CHƯƠNG 6: QUI TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
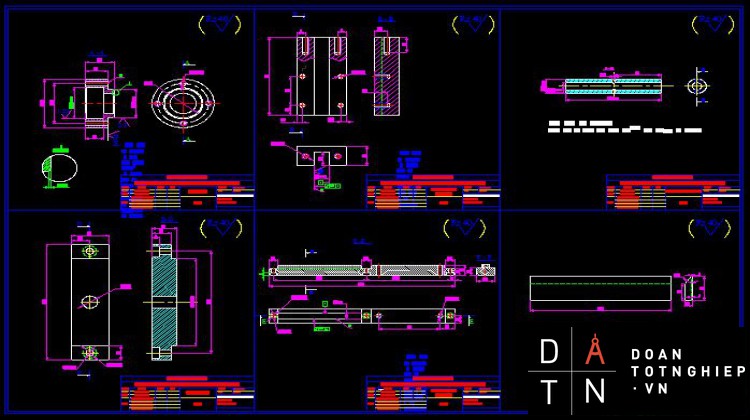
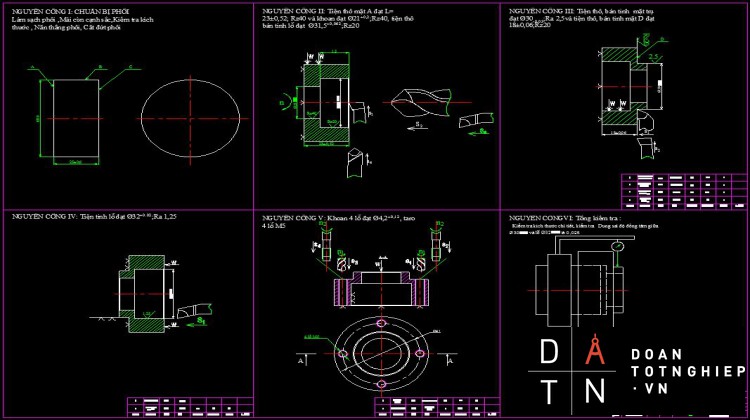
6.1 QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC ĐỠ.............. 129
6.2 QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH DẪN HƯỚNG
............................................................................................................... 133
6.3 QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC QUAY BỘT141
6.4 QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH TRƯỢT. 144
CHƯƠNG 7: KẾT LUẬN............................................................................. 150
TÀI LIỆU THAM KHẢO............................................................................. 151
NỘI DUNG THUYẾT MINH
CHƯƠNG 1: TỔNG QUAN VỀ MÁY LÀM BÁNH PHỞ
1.1.Giới thiệu chung:
Phần 1: Yêu cầu xã hội
Trong những năm gần đây, cùng với sự phát triển nhiều mặt của đất nước về kinh tế, văn hóa, xã hội, đời sống của nhân dân ta ngày càng được cải thiện, nhu cầu về mọi mặt cũng ngày càng nâng cao cả về số lượng lẫn chất lượng mà đặc biệt là về vệ sinh an toàn thực phẩm. Chính vì thế, các mặt hàng thực phẩm muốn tồn tại, phát triển cần phải tìm giải pháp đổi mới công nghệ, kỹ thuật để sản phẩm đáp ứng được yêu cầu của người tiêu dùng nhất là các sản phẩm từ các làng nghề truyền thống của nước ta.
Hiện nay đời sống của con người ngày càng được nâng cao, công việc ngày càng nhiều. Vì vậy người tiêu dùng không có thời gian chuẩn bị cho mình những bữa ăn mà thay vào đó họ chọn những món ăn được chế biến sẵn và đảm bảo vệ sinh an toàn thực phẩm là lựa chọn hàng đầu của họ. Và phở cũng trở thành món ăn khoái khẩu và là lựa chọn hàng đầu của người tiêu dùng. Vì phở là món ăn ngon, bổ rẽ, phù hợp với túi tiền của người tiêu dung Việt Nam. Nhưng hiện nay cách làm bánh phở chủ yếu được làm theo cách truyền thống sử dụng sức người và các dụng cụ tráng bánh thủ công nên không mang lại năng suất cao. Nếu như trước đây với cách làm truyền thống 1giờ người ta chỉ tráng được từ 30-40kg bột thì với máy tráng bánh phở chuyên dụng 1giờ có thể tráng được từ 300-400kg cho năng suất gấp 10 lần cách làm truyền thống. Do vậy nhu cầu sản xuất ra máy làm bánh phở năng suất cao đảm bảo vệ sinh an toàn thực phẩm là rất cần thiết.
Phần 2. Giới thiệu sản phẩm bánh phở
Nét văn hóa đặc sắc Nam bộ được hình thành từ sự kết hợp giữa các nền văn hóa của các dân tộc Kinh, Hoa, Chăm, Khơme. Nghệ thuật ẩm thực của Nam bộ cũng không nằm ngoài điều đó. Sự giao thoa trong ẩm thực của các dân tộc đã hình thành nên nghệ thuật ẩm thực đặc sắc của vùng, vừa có tính phóng khoáng mộc mạc của vùng Nam bộ. Phở là một trong những sản phẩm của sự giao thoa ẩm thực trên.
Nguyên liệu để sản xuất ra bánh Phở khá nhiều và rất dinh dưỡng bao gồm bột gạo, bột năng , cùng một số gia vi khác như muối tôm, ....Trong bánh Phở thì bột gạo và bột năng là hai nguyên liêu chính. Bánh phở từ rất lâu nay đã trở thành món ăn phổ biến ở Việt Nam. Đây là món ăn vặt siêu tiện lợi, có thể ăn mọi lúc mọi nơi, vừa ngon vừa rẻ; lại đa dạng, ăn hoài không chán. Có thể nói, khách du lịch đến Việt Nam mà không ăn phở thì quả là đáng tiếc.
CHƯƠNG 2: CƠ SỞ LỸ THUYẾT
2.1 Phân tích sản phẩm bánh phở
1. Tinh bột:
Tinh bột có hai thành phần chính là amylose và amylopectin, tỷ lệ amylose và amylopectin thay đổi tùy theo giống lúa: + Gạo tẻ: chứa trung bình 19.5% amylose và 81.5% amylopectin. + Gạo nếp: chứa 0.7% amylose và 99.3% amylopectin.
- Protein: + Trong gạo, hàm lượng protein chiếm khoảng 6%, gồm 4 loại: +Glutelin, hay còn có tên riêng là oryzenin, chiếm đa số.
+Albumin +Globulin +Prolamin (oryzin)
Thành phần protein của lúa gạo có đủ 20 loại axít amin khác nhau, trong đó có 10 loại axít amin không thay thế, do đó nếu xét trên các axít amin không thay thế thì protein gạo có giá trị sinh học cao hơn của bắp và lúa mì. Tuy nhiên, lượng protein trong gạo không cao, thấp hơn các loại lương thực khác như lúa mì, bắp.
Bảng : Hàm lượng các axít amin trong gạo so với giá trị chuẩn (trứng gà)
(đơn vị: g/16gN)
|
Axít amin |
Giá trị chuẩn |
Gạo |
|
Lysine |
4.2 |
3.2 |
|
Tryptophan |
1.4 |
1.2 |
|
Phenylalanine |
2.8 |
9.3 |
|
Methionine |
2.2 |
4.5 |
|
Threonine |
2.8 |
3.0 |
|
Valine |
4.2 |
2.2 |
|
Leucine |
4.8 |
7.9 |
|
Isoleucine |
4.2 |
3.4 |
(Nguồn: FAO)
- Lipid:
Lượng lipid trong hạt gạo chiếm khoảng 1%, cao hơn hạt lúa mì, nhưng thấp hơn hạt bắp.
- Vitamin:
Trong lúa gạo, thành phần vitamin gồm B1, B2, B5, PP, B12, … Thành phần vitamin của lúa gạo chủ yếu là nhóm B, trong đó vitamin B1 chiếm một hàm lượng khá lớn. Tuy nhiên hàm lượng vitamin của lúa gạo không nhiều, thấp hơn các loại lương thực khác.
- Các thành phần khác:
Trong lúa gạo có những chất dễ bay hơi như NH3, H2S, các acetaldehyde. Tuy nhiên, khi bảo quản hạt không tốt, thành phần lipid trong hạt gạo bị phân hủy tạo ra các aldehyde, hexanal, cetone, …, tạo ra những mùi khó chịu.
2. Bột năng:
- Nước:
Hàm lượng ẩm trong củ khoai mì tươi cao và thay đổi theo thời gian thu hoạch, gây khó khăn trong quá trình bảo quản.
- Tinh bột:
Tinh bột là thành phần quan trọng của củ khoai mì, bao gồm hai thành phần:
o Amylose: 15 – 25%.
o Amylopectin: 75 – 85%.
Hàm lượng tinh bột trong củ khoai mì phụ thuộc vào nhiều yếu tố như: điều kiện khí hậu, giống, thời gian thu hoạch, bảo quản, …
- Protein:
Protein của khoai mì vừa ít về số lượng vừa thiếu cân đối về chất lượng.
Bảng : Thành phần axít amin của củ khoai mì
|
Axít amin |
Hàm lượng (mg/100g) |
|
Lysine Methionine Tryptophan Phenylalanine Threonine Valine Leucine Isoleucine Arginine Histidine |
30 13 3 33 23 21 30 20 40 13 |
3.Nguyên liệu phụ:
3.1.Nước:
Nước được xem là nguyên liệu trong công nghệ sản xuất nhiều loại thực phẩm. Thành phần nước nguyên liệu cũng ảnh hưởng đến tính chất cảm quan và độ bền hóa lý của sản phẩm.
Hiện nay chúng ta có ba nguồn nước đang được khai thác để sản xuất:
Nguồn nước bề mặt: được lấy từ sông, suối, hồ…Tại Việt Nam và các nước đang phát triển, nước bề mặt hiện nay bị ô nhiễm rất nặng, chủ yếu là do sản xuất công nghiệp và các hoạt động sinh hoạt hằng ngày của con người.
Nguồn nước ngầm: do mưa ngấm vào lòng đất tạo nên. Thông thường, nước ngầm có chất lượng tốt và ổn định hơn nước bề mặt. Tuy nhiên, việc sử dụng thuốc trừ sâu trong sản xuất nông nghiệp làm tăng mức độ ô nhiễm một số nguồn nước ngầm.
Nguồn nước do thành phố cung cấp: ở nước ta nước do thành phố cung cấp đạt tiêu chuẩn nước dùng sinh hoạt hằng ngày. Hiện nay, tại một số thành phố thuộc các nước công nghiệp phát triển, nguồn nước do thành phố cung cấp có chất lượng rất tốt.
Nước được sử dụng trong sản xuất thực phẩm phải đạt các chỉ tiêu cảm quan, hóa lý, vật lý và vi sinh…
v Chỉ tiêu cảm quan:
Độ đục: được xác định bằng cách rót 2 mẫu nước cùng thể tích vào hai ống đựng bằng thủy tinh trong suốt, được đặt cạnh nhau và phía trước một nền trắng để dễ quan sát. Một mẫu là nước cần phân tích một mẫu là đối chứng sử dụng nước cất, sau đó quan sát và nhận xét.
Để lượng hóa độ đục của nước, người ta sử dụng đơn vị đo là mg SiO2 / l. hoặc sử dụng máy đo độ đục để xác định độ đục.
Độ màu: do các hợp chất màu tan trong nước tạo nên. Ngoài phương pháp cảm quan người ta có thể xác định màu bằng mát so màu. Thang đo Pt- Co thường được áp dụng để lượng hóa độ màu của nước.
Mùi: do các hợp chất dễ bay hơi có trong nước tạo nên. Nước ở 20o C ít khi bị phát hiện có mùi lạ do khả năng bay hơi của các chất ở nhiệt độ này không cao. Thông thường để xác định người ta sẽ gia nhiệt nước lên 50- 600 C.
Vị: nước tinh khiết được xem là không vị. các hợp chất hóa học tan trong nước, đặc biệt là các muối, sẽ làm cho nước có vị đặc trưng riêng.
v Chỉ tiêu hóa lý: bao gồm các chỉ tiêu hóa lý quan trọng sau:
Độ cứng: độ cứng của nước do các muối calcium và magnesium hòa tan trong nước tạo nên. Độ cứng được chia thành ba loại: tạm thời, vĩnh cửu và toàn phần.
Độ kiềm: do các hydroxyt, các muối kiềm tạo nên.
Giá trị pH: do nồng độ các ion H+ tự do tạo nên.
Độ oxy hóa: giá trị này do hàm lượng các chất hữu cơ có trong nước tạo nên, và những hợp chất này có khả năng tham gia phản ứng oxy hóa.
Độ dẫn điện: nước chứa nhiều cation và anion khác nhau nên có tính dẫn điện, khi hàm lượng các muối hòa tan có khả năng phân ly trong nước càng lớn thì độ dẫn điện của nước sẽ càng cao.
v Chỉ tiêu vi sinh:
Vi sinh vật luôn được tìm thấy trong các nguồn nước thiên nhiên, bao gồm cả nhóm vi sinh vật hoại sinh và vi sinh vật gây bệnh cho người, nó có thể tồn tại ở dạng tế bào sinh dưỡng hoặc sinh bào tử, hàm lượng vi sinh vật trong nước liên quan đến giá trị oxy hóa của nước, thông thường nếu giá trị oxy hóa càng lớn thì hàm lượng vi sinh vật trong nước sẽ càng cao
Bảng : Tiêu chuẩn của nước
|
STT |
Chỉ tiêu |
Đơn vị tính |
Giới hạn tối đa |
Phương pháp thử |
|
1 |
pH |
|
6.5 – 8.5 |
AOAC hoặc SMEWW |
|
2 |
Độ cứng |
mg/L CaCO3 |
300 |
TCVN 6224 – 1996 |
|
3 |
Hàm lượng Clo |
mg/L |
250 |
TCVN 6194 – 1996 |
|
4 |
Hàm lượng Asen |
mg/L |
0.01 |
TCVN 6182 – 1996 (ISO 6595 – 1982) |
|
5 |
Hàm lượng chì |
mg/L |
0.01 |
TCVN 6193 – 1996 (ISO 8286 – 1986) |
|
6 |
Hàm lượng Flo |
mg/L |
0.7 – 1.5 |
TCVN 6195 – 1996 (ISO 10359/1 – 1992) |
|
7 |
Hàm lượng kẽm |
mg/L |
3 |
TCVN 6193 – 1996 (ISO 8288 – 1989) |
|
8 |
Hàm lượng đồng |
mg/L |
2 |
TCVN 6195 – 1996 (ISO 8288-1986) |
|
9 |
Hàm lượng sắt |
mg/L |
0.5 |
TCVN 6177 – 1996 (ISO 6332-1988) |
|
10 |
Độ oxy hóa |
mg/L |
2 |
Chuẩn độ bằng KMnO4 |
3.2. Phụ gia:
ü Muối:
- Chỉ tiêu hóa học:
o Hàm lượng NaCl: > 97% khối lượng chất khô.
o Hàm lượng chất không tan trong nước: < 25% khối lượng chất khô.
o Độ ẩm: ≤12%.
- Chỉ tiêu cảm quan:
o Tinh thể trắng đều, không có mùi, cỡ hạt: 1 – 15mm, khô ráo.
o Vị: dung dịch muối 5% có vị mặn thuần khiết, không có vị lạ.
ü Đường:
- Chỉ tiêu hóa lý:
o Hàm lượng saccharose ³ 99.8 (% chất khô)
o Độ ẩm £ 0.05 (% khối lượng)
o Hàm lượng đường khử £ 0.03 (% khối lượng)
o Hàm lượng tro £ 0.03 (% khối lượng)
- Chỉ tiêu cảm quan:
Màu trắng óng ánh, tinh thể đồng đều, khô, không vón cục, khi hòa tan trong nước có vị ngọt đặc trưng, không có vị lạ, mùi lạ, dung dịch trong suốt.
Monocalcium phosphate:\
- Có tác dụng làm tăng độ dai cho bánh tráng.
- Theo TCVN 4359:1996 (CODEX STAN 152 – 1985), lượng phụ gia monocalcium phosphate được dùng tối đa là 2500mg/kg bột khô.
- Chỉ tiêu hóa học:
o Hàm lượng Phosphore tổng: ≥ 22%
o Hàm lượng Phosphote hòa tan: ≥ 20%
o Hàm lượng Ca: 15 – 18%
o Hàm lượng Flour: ≤ 0.2
o Độ ẩm: ≤ 3%
o Hàm lượng Asen (mg/kg): ≤ 40%
CMC (Carboxy Metyl Cellulose):
CMC được thu nhận từ việc xử lý cellulose với dung dịch NaOH có sự tham gia của acid monoclor acetic.
Cell-OH + NaOH + ClCH2-COONa → Cell-O-CH2COONa + H2O +NaOH
- Ở pH < 3: CMC bị kết tủa.
- Độ nhớt CMC giảm khi nhiệt độ tăng và ngược lại.
- Sự hiện diện các ion kim loại có ảnh hưởng đến tính chất nhớt của CMC.
o Cation hóa trị 1: ít tác dụng ở nhiệt độ thường (trừ Ag+).
o Cation hóa trị 2: Ca2+, Mg2+ làm giảm độ nhớt.
o Cation hóa trị 3: Al3+, Fe3+ có khả năng tạo gel (kết tủa).
- CMC có thể kết hợp rộng rãi với thành phần hóa học của thực phẩm như protein, đường, tinh bột và hầu hết các polymer trung tính hòa tan trong nước ở nồng độ rất lớn.
- Chức năng cơ bản của CMC bao gồm:
o Liên kết với nước làm tăng độ nhớt của nước.
o Ổn định các thành phần khác và ngăn chặn sự phân lớp.
o Tạo độ nhớt, chất dính cho sản phẩm bánh.
o Cải thiện cấu trúc cho sản phẩm, giúp cho bột mềm, mịn hơn.
o Ngăn cản hiện tượng thoái hóa bột.
Trong các sản phẩm từ tinh bột, liều lượng sử dụng là 0.1 – 0.4% trên trọng lượng chất khô, CMC giữ ẩm, kéo dài thời gian bảo quản, làm sản phẩm dễ trở lại trạng thái ban đầu.
CMC có ảnh hưởng mạnh mẽ đến độ dai của bánh. Hàm lượng CMC càng cao thì bánh càng dai.
ü Chất chống oxy hóa:
- Butylated hydroxyanisole (BHA):
BHA là một chất chống oxy hóa tổng hợp được dùng để bảo vệ hương vị của thực phẩm có chứa chất béo. BHA có tính chất bền nhiệt, do đó nó thường được sử dụng trong các sản phẩm chiên.
- Butylated hydroxytoluene (BHT):
BHT là một chất chống oxy hóa tổng hợp tan được trong benzene, methanol, dầu khoáng và mỡ, BHT có hoạt tính mạnh hơn BHA nhưng nó chỉ đóng vai trò là chất hỗ trợ cho BHA khi hai chất này được trộn chung.
- Teriary – butyl – hydroquinone (TBHQ):
TBHQ cũng là một chất chống oxy hóa có hoạt tính tương đối mạnh hơn BHA. TBHQ là chất chống oxy hóa được sử dụng rất phổ biến hiện nay, có hiệu quả làm tăng thời hạn sử dụng của các sản phẩm chứa chất béo không có cholesterol.
TBHQ tan vừa phải trong dầu mỡ (5 – 10%), tan ít trong nước (<1%), không tạo màu với các kim loại, đây chính là đặc điểm ưu việt, giúp cho quá trình chế biến được tiến hành dễ dàng.
Tuy nhiên, TBHQ lại tương tác với các acid amin tự do làm cho sản phẩm có màu đỏ, điều này làm hạn chế khả năng ứng dụng của nó trong các loại thực phẩm có chứa protein.
2.2 Quy trình sản xuất bánh phở:
- Bột gạo.
Gạo có thành phần tinh bột là amylose và amylopectin. Cả hai thành phần này đều có khả năng hồ hóa ở nhiệt độ 60 – 90°C và tạo màng tốt khi hồ hóa. Khi đã hồ hóa và tạo màng, tinh bột gạo có khả năng hút nước và phục hồi lại cấu trúc sau khi làm khô khi ngâm vào nước nóng 50-60°C. Nhờ tính chất này mà có thể phơi khô, bảo quản bánh tráng. Amylopectin sẽlàm tăng tính dai của bánh. Ngoài ra, để bánh tráng trong có thể pha thêm bột sắn (khoai mì) với liều lượng thích hợp, nếu lượng thêm vào quá ít thì bánh tráng không trong, nhưng nếu quá nhiều sẽ làm bánh dai và khó ăn.
Bảng : Thành phần dinh dưỡng của bôt gạo
|
Thành phần dinh dưỡng |
Đơn vị tính |
Hàm lượng/100g |
|
Protein |
g |
6 |
|
Tinh bột |
g |
82 |
|
Lipid |
g |
0.8 |
|
Cellulose |
g |
0.6 |
|
Nước |
g |
10.2 |
|
Năng lượng |
kcal |
361 |
2. Ngâm.
Mục đích quá trình ngâm là giúp hạt gạo mềm, dễ xay mịn. Trong khi ngâm, nước sẽ ngấm vào hạt gạo (hydrat hóa) làm mềm hạt gạo. Điều này sẽ giúp gạo dễ xay hơn. Thời gian ngâm 1-2 giờ ở nhiệt độ thường. Thời gian ngâm thích hợp giúp hạt gạo nở tốt và tránh hiện tượng lên men chua.
3. Xay:
Quá trình xay sẽ giải phóng các hạt tinh bột trong gạo, chuyển khối gạo thành khối đồng nhất và mịn. Điều này sẽ giúp quá trình tráng được dễ dàng và bề mặt của bánh được mịn. Tỉ lệ bổ sung nước khi xay là 1:1.
4 Lọc:
Sau khi xay ta sẽ thu được bột gạo. Do tỉ lệ nước bổ sung khi xay khác với tỉ lệ pha bột để tráng bánh và thường không đều giữa các mẽ, nên ta cần lọc để lấy lại tinh bột. Các hạt tinh bột thường có xu hướng kết tụ với nhau làm nghẹt và kéo dài thời gian lọc, vì vậy nếu sản xuất với lượng lớn ta nên dùng cách lắng và gạn nước.
5. Khuấy:
Sau khi lọc, ta sẽ pha bột với nước theo tỉ lệ nhất định. Pha bột là một quá trình quan trọng ảnh hưởng trực tiếp đến chất lượng bánh tráng. Khi quá trình hồ hóa xảy ra, tinh bột sẽ hút nước để trương nở vàhình thành cấu trúc mạng, nếu cho nước quá ít, tinh bột không đủ nước để trương nở sẽ làm bánh tráng bị cứng, khi phơi khô các hạt tinh bột mất nước không đều nhau sẽ làm bánh tráng bị đứt, gãy. Nếu cho nước quá nhiều khi hồ hóa, các hạt tinh bột nở quá lớn, làm cho màng bở, không dai. Để tăng thêm độ dai và làm trong bánh, người ta thường bổ sung bột khoai mì, bột năng (cung cấp thêm amylopectin, làm tăng độ dai) hoặc muối (tăng khả năng giữ nước)… tùy vào nhà sản xuất.
6. Tráng:
Đây là quá trình hình thành cấu trúc màng của tinh bột gạo. Bột sau khi được hòa với nước ở tỉ lệ nhất định sẽ được tráng lên mặt vải. Mặt vải này chạy qua nồi hấp. Ở nhiệt độ 70 – 90°C các phân tử tinh bột sẽ trương nở, dàn phẳng ra, sắp xếp và tương tác trực tiếp với nhau bằng liên kết hydro hoặc gián tiếp qua phân tử nước hình thành nên cấu trúc màng.Ngoài ra, các mạch tinh bột cũng có thể liên kết với protein có tronggạo và bột khoai mì giúp tăng cường độ bền chắc của cấu trúc màng.Lớp màng bột nên có độ dày khoảng 1mm, nếu quá dày sẽ dễ đứt gãy do các lớp tinh bột giãn nở không đều.
8. Cắt bánh:
Nhằm mục đích tạo hình cho bánh phở. Bánh phở sau khi hấp được đem cắt bằng máy cắt.
2.3 Cơ sở khoa học của kỹ thuật sản xuất bánh phở:
Kỹ thuật sản xuất bánh phở phụ thuộc rất nhiều vào tính chất công nghệ của bột, đó là khả năng tạo màng. Khả năng tạo màng lại phụ thuộc vào nhiều yếu tố, trong đó quan trọng nhất là cấu tạo và thành phần của tinh bột.
Tỷ lệ amylose và amylopectin trong nguyên liệu:
Trong sản xuất bánh phở, chỉ tiêu quan trọng nhất của sản phẩm chính là độ dai của bánh, độ dai này được quyết định bởi hàm lượng amylopectin của tinh bột, loại tinh bột nào có hàm lượng amylopectin cao hơn thì màng tạo thành sẽ có độ dai lớn hơn.
Bảng : Hàm lượng amylose và amylopectin trong một số loại tinh bột
|
Tinh bột |
Amylose (%) |
Amylopectin (%) |
|
Lúa mì |
25.0 |
75.0 |
|
Khoai tây |
20.0 |
80.0 |
|
Khoai lang |
19.0 |
81.0 |
|
Gạo tẻ |
18.5 |
81.5 |
|
Khoai mì |
17.0 |
83.0 |
|
Gạo nếp |
0.7 |
99.3 |
Tử bảng trên, ta thấy gạo nếp và khoai mì có hàm lượng amylopectin cao nhất, do đó sản phẩm bánh tráng tạo thành sẽ có độ dai tốt nhất. Độ dai của sản phẩm giảm dần khi chọn nguyên liệu từ gạo tẻ đến lúa mì.
- Khả năng tạo màng:
Để tạo màng, các phân tử tinh bột (amylose và amylopectin) sẽ dàn phẳng ra, sắp xếp lại và tương tác trực tiếp với nhau bằng liên kết hydro hoặc gián tiếp qua phân tử nước.
Quá trình tạo màng bánh phở có thể gồm ba giai đoạn sau:
- Giai đoạn 1:
Từ bề mặt, nước bốc hơi, nồng độ tinh bột tăng lên, các phân tử tinh bột tiến lại gần nhau, hướng từ biên vào tâm dưới tác dụng của dòng môi trường phân tán.
- Giai đoạn 2:
Nước nằm giữa các phân tử tinh bột tiếp tục bốc hơi, các phân tử tinh bộttiếp xúc với nhau nhiều hơn và tiếp tục bị biến dạng. Sức căng bề mặt có vai trò rất lớn, có khuynh hướng làm co bề mặt của hệ thống. Mức độ các phân tử tinh bột bị biến dạng phụ thuộc vào module đàn hồi và độ nhớt của chúng. Có thể thêm vào các chất hóa dẻo để tạo ra màng có độ đồng đều hơn.
- Giai đoạn 3:
Khi tiếp xúc với nhau, các phân tử tinh bột bắt đầu thể hiện lực cố kết. Các tính chất cơ lý của màng sẽ phụ thuộc vào các hiện tượng xảy ra trong giai đoạn này.
Khi khô, thể tích của màng bị giảm, dẫn đến sự co ngót chiều dày và xuất hiện ứng suất nội. Sự co ngót màng càng lớn khi nồng độ tinh bột càng nhỏ và sự hydrate hóa càng cao. Do đó, người ta thường thêm vào các chất pha loãng để làm giảm sự hydrate hóa và do đó giảm sự co ngót.
v Các yếu tố ảnh hưởng quá trình tạo màng:
üNồng độ của dung dịch:
Quá trình bốc hơi làm thể tích của màng bị giảm, dẫn đến sự co ngót về chiều dày, sự co ngót càng lớn khi nồng độ tinh bột càng nhỏ, và ngược lại.
üQuá trình bốc hơi nước:
Màng thu được từ dung dịch có nồng độ thấp, tốc độ bay hơi lớn, mạch phân tử tinh bột được định hướng một cách mạnh mẽ. Vì vậy, tốc độ bốc hơi nước phải điều chỉnh hợp lý bằng cách thay đổi nhiệt độ, thay đổi tốc độ chuyển dịch và trao đổi không khí.
v Các yếu tố ảnh hưởng đến chất lượng sản phẩm bánh tráng:.
üQuá trình tạo màng:
Phụ thuộc vào nồng độ dung dịch, quá trình bốc hơi nước, phụ gia.
üTỷ lệ amylose/amylopectin:
- Amylose làm sản phẩm cứng giòn, hút nước kém.
- Amylopectin làm sản phẩm dẻo, hút nước tốt.
→ Sản phẩm bánh tráng từ nguồn tinh bột giàu amylopectin có chất lượng tốt hơn từ nguồn tinh bột giàu amylase.
v Nguyên nhân chủ yếu làm màng tinh bột bị giòn, rách, gãy, vỡ:
Do khi tạo màng, đã xảy ra đồng thời hai quá trình sau:
üSự giảm dần thể tích của chất tạo màng tinh bột do nước bị bốc hơi.
üSự hình thành dần dần và vững chắc hóa cấu trúc cục bộ dẫn đến làm mất độ linh động, độ chảy nhớt và làm xuất hiện một độ bền nào đó ở trong màng còn chưa hoàn chỉnh.
Trong khi bề mặt của khuôn định hình không có khả năng thay đổi kích thước, do đó màng sẽ phát sinh ứng suất nội. Nếu ứng suất này bé hơn độ bền của cấu trúc đã hình thành lúc đó thì khi co ngót không làm rách màng. Nếu ứng suất này lớn hơn độ bền của cấu trúc màng lúc đó thì khi co ngót, màng bị rách.
Có thể khắc phục hiện tượng trên bằng cách tăng nhiệt độ tạo màng lên một ít để tăng chuyển động nhiệt của các phân tử tinh bột, do đó sẽ phá vỡ các cấu trúc mới tạo ra. Hoặc bằng cách tăng sự tạo cấu trúc để màng vừa tạo thành bền và đàn hồi để không bị đứt khi co ngót (thường thêm chất hóa dẻo).
.
2.4 Thành phần dinh dưỡng.
|
Thành phần 100g bánh tráng |
Số lượng |
|
- Năng lượng - Protein - Chất béo - Carbohydrat - Chất xơ - Canxi - Photpho - Sắt |
333 Kcal 4.0g 0.2g 78.9g 0.5g 20mg 65mg 0.3mg |
Bánh Phở chứa chủ yếu tinh bột (khoảng 80%). Do đó, bánh Phở đóng vai trò cung cấp năng lượng cho cơ thể (khoảng 333Kcal/100g). Điều này giải thích vì sao bánlà món h phở là món ăn rất phổ biến và đặc sắc của Việt Nam.
Có những ưu điểm trên cùng với sự phát triển của nền văn hóa ẩm thực Việt Nam, có thể nói Phở hoàn toàn có khả năng vươn xa ra các vùng miền cả nước và cả quốc tế, mở ra một hướng kinh doanh đầy triển vọng.Rất nhiều cơ sở sản xuất bánh Phở không đủ cung cấp. Bánh Phở hiện nay được sản xuất tại rất nhiều vùng trên khắp cả nước.
CHƯƠNG 3: PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP
3.1 Phương hướng của máy sản xuất bánh Phở
- Băng vải Katê Nhật
- Nguồn nhiệt để làm chín bánh bằng hơi bão hòa
- Khuôn tráng phải phẳng để đảm bảo độ đồng đều của bánh
- Băng tráng phải chuyển động liên tục trong khi hơi nước cũng cấp liên tục trên mặt băng.
- Quĩ đạo chuyển động của băng phải thuận lợi cho việc lấy bánh ra
- Máy phải đảm bảo vệ sinh an toàn thực phẩm cho sản phẩm.
- Tiết kiệm nguyên , nhiên liệu.
- Đơn giản dễ chế tạo.
- Không gây ồn , không gây ô nhiễm môi trường.
- Đảm bảo an toàn lao động.
3.2 Lưa chọn phương án thiết kế.
3.2.1 Tráng bánh băng lò đốt.
- Sơ đồ nguyên lý:
- Thùng trộn bột 2. Cụm tráng bánh
3 Nồi hấp 4. Băng hấp
5. Cụm gạt bánh 6. Băng phên
7. Bộ truyền xích 8. Lò đốt
* Nguyên lý hoạt động:
Bột sau khi được trộn đều và nhuyễn trong thùng bột (1) sẻ đi qua cụm tráng bánh, sau khi vào cụm tráng bánh và được cụm tráng bánh chia điều trên băng vải sẻ được băng vải chuyển qua nồi hấp. Nhiệt độ trong lò hấp sẻ được cung cấp nhờ lò đốt than củi (8). Bánh sau khi qua lò hấp và được hấp chín sẻ được bằng hấp vận chuyển lới cụm gạt bánh. Bánh sau khi qua cụm gạt bánh sẻ được đưa xuống băng phên và được đưa ra ngoài.
* Ưu, nhược điểm:
- Ưu điểm:
+ Chế tạo đơn giản.
+ Nguyên liệu đốt dồi dào.
- Nhược điểm:
+ Đốt bằng than củi nên gây ôi nhiễm môi trường, không đảm bảo được ệ sinh an toàn thực phẩm.
+ Máy cồng cềnh chiếm nhiều diện tích nên đòi hỏi cơ sơ có diện tích lớn.
+ Cần thiết thêm lò đốt.
3.2.2 Tráng bánh bằng nồi áp suất.
- Thùng trộn bột 2. Cụm tráng bánh
4 Nồi hấp 4. Băng hấp
5. Cụm gạt bánh 6. Băng phên
7. Bộ truyền xích 8. Nồi áp suất.
* Nguyên lý hoạt động:
Bột sau khi được trộn đều và nhuyễn trong thùng bột (1) sẻ đi qua cụm tráng bánh, sau khi vào cụm tráng bánh và được cụm tráng bánh chia điều trên băng vải sẻ được băng vải chuyển qua nồi hấp. Nhiệt độ trong lò hấp sẻ được cung cấp nhờ nồi áp suất (8). Bánh sau khi qua lò hấp và được hấp chín sẻ được bằng hấp vận chuyển lới cụm gạt bánh. Bánh sau khi qua cụm gạt bánh sẻ được đưa xuống băng phên và được đưa ra ngoài.
* Ưu, nhược điểm:
- Ưu điểm:
+ Vì nhiệt độ được cung cấp bằng nồi áp suất nên đảm bảo được độ ổn định và có thể điều chỉnh được lượng nhiệt trong nồi hấp.
+ Nguyên liệu đốt dồi dào.
+ Năng suất tráng bánh cao.
- Nhược điểm:
+ Vì nồi áp suất được đốt bằng than củi nên gây ôi nhiểm môi trương.
+ Máy cồng cềnh chiếm nhiều diện tích nên đòi hỏi cơ sơ có diện tích lớn.
+ Cần thiết thêm nồi áp suất.
=> Gía thành máy cao.
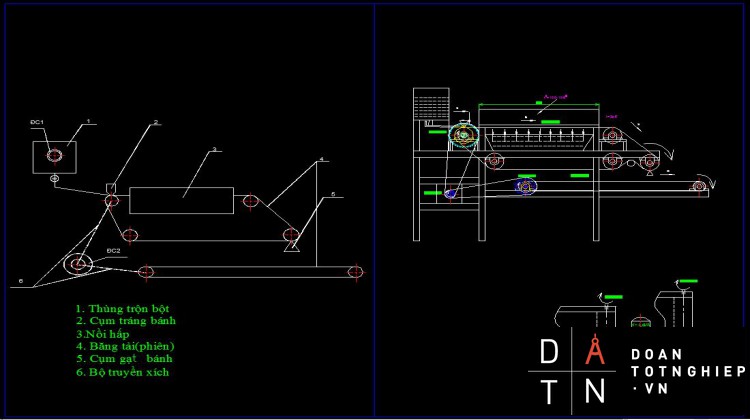
3.2.3 Tráng bánh bằng đốt điện.
1. Thùng trộn bột 2. Cụm tráng bánh
3.Nồi hấp 4. Băng hấp
5. Cụm gạt bánh 6. Băng phên
7. Bộ truyền xích
* Nguyên lý hoạt động:
Bột sau khi được trộn đều và nhuyễn trong thùng bột (1) sẽ đi qua cụm tráng bánh, sau khi vào cụm tráng bánh và được cụm tráng bánh chia điều trên băng vải sẻ được băng vải chuyển qua nồi hấp. Nhiệt độ trong lò hấp sẽ được cung cấp nhờ các điện trở được đặt trong cụm hấp. Bánh sau khi qua lò hấp và được hấp chín sẽ được băng hấp vận chuyển tới cụm gạt bánh. Bánh sau khi qua cụm gạt bánh sẽ được đưa xuống băng phên và được đưa ra ngoài.
* Ưu, nhược điểm:
- Ưu điểm:
+ Vì nhiệt độ được cung cấp bằng các điện trở được đặt trong nôi hấp nên đảm bảo được độ ổn định và có thể điều chỉnh được lượng nhiệt trong nồi hấp.
+ Kết cấu đơn giản dễ chế tạo.
+ Năng suất tráng bánh cao.
+ Không gây ôi nhiểm môi trường.
- Nhược điểm:
+ Cần nguồn điện ổn định
=> Gía thành máy giảm.
ðLựa chọn phương án thiết kế:
Như vậy đối với yêu cầu máy cần chế tạo, qua thực tiễn và nghiên cứu các phương án kể trên ta thấy phương án 3 chọn tráng bánh bằng điện có kết cấu đơn giản có năng suất tương đối cao nhưng giá thành thấp phù hợp với phương thức sản xuất vừa và nhỏ ở nước ta mặt khác tráng bánh bằng điện có kết cấu máy tương đối đơn giản đi sát với chương trình học hơn vì vậy nhóm chúng em lựa chọn phương án này để thiết kế và có thể đưa vào sản xuất thực tiễn ở nước ta từ đó có thể làm cơ sở cho việc nghiêm cứu máy tráng bánh tự động thay thế cho các cách tráng thủ công truyền thông mà vận đảm bảo được chất lượng sản phẩm.
3.3 Sơ đồ nguyên lí máy sản xuất bánh phở:
- Máy gồm 5 cụm
o Cụm quấy bột
o Cụm tráng bánh chia đều bột
o Cụm hấp bột
o Cụm ra bánh
o Cụm chuyển động
- Cụm quấy bột
a, nhiệm vụ.
Bột được cấp vào bộ phận quậy, gồm bột khô và nước bộ phận này có nhiệm vụ quậy và trộn cho đều bột đến khi bột đủ độ dẻo để có thể đưa vào lò để hấp. bộ phận này được cấu tạo trực tiếp vào động cơ, đầu quậy được chế tạo dạng càng xoán có nhiệm vụ quậy và trộn đều bột không cho bột lắng đọng xuống đáy thùng và để điều chỉnh độ dẻo mà ta cần xác định để có thể chạy vào lò.
b, Cấu tạo
- Động cơ
Ta sử dụng động cơ có ký hiệu A số vòng quay n = (v/p), công suốt N= 0.6 (Kw).
- Thùng bột.
Ta sử dụng thùng bột có hình dáng là hình hộp chử nhật. Dưới đáy thùng ta lắp đặt hệ thống thoát bột có sử dụng van điều chỉnh với mục đích điều chỉnh lượng bột vào cụm chia bột một cách hợp lý.
- Trục quạt.
Ta sử dụng trục trơn một đầu có lắp đặt cánh quạt còn một đầu còn lại được lắp vào động cơ. Với nhiệm truyền chuyển động quay từ động cơ va tao ra lực để quấy bột.
- Cụm tráng bánh
Được cấu tạo hình phễu trên to dưới nhỏ có tác dụng phân tán đều bột trên băng vải, cụm tráng bánh có 2 tác dụng :
o Thứ nhất là phân tán đều bột trên băng vải, điều chỉnh kích thước của bánh to hay nhỏ tùy thuộc vào bề rộng của cụm tráng bánh.
o Thứ hai là điều chỉnh độ dày hay mỏng của bánh. Bánh dày thi ta nâng cao cụm tráng bánh lên so với băng vải , muốn bánh mỏng thì ta hạ thấp cụm tráng bánh xuống thấp so với băng vải.
Để đảm bảo vệ sinh an toàn thực phẩm thì cụm tráng bánh phải được làm bằng inox 340. Bộ phận này có tác dụng chứa và cấp bột.
+ Cụm chia bánh cấu tạo gồm hai bộ phận chính:
- Phểu chứa bột :
Ta sử dụng phểu chia bột có hình dạng trên to dưới nhỏ với nhiệm vụ chứa bột từ thùng cấp bột và chia bánh trên băng vải.
- Cơ cấu điều chỉnh.
Được dùng cùng với phểu chứa bột để điều chỉnh chiều dày của bánh và ngăt bột từ xuống băng tải. Ta sẻ sử dụng hệ thống trục tay quay được bố trí vuông góc với nhau, và truyền chuyển động quay từ trục này qua trục khac bằng bộ truyền bánh răng côn. Nên khi ta điều chỉnh một bên thi hai bên của phểu chứa bột sẻ gi chuyển lên xuống cùng một lúc để đảm bảo được chiều đày của bánh.
3 Cụm hấp bánh
Cụm hấp bánh có tác dụng đặc biệt quan trọng của máy tráng bánh và nó có nhiều công dụng
o Thứ nhất là lưu trữ nước. vì đây là bộ phận hấp tạo ra nhiệt độ để làm chín bánh thùng hấp phải gia công kín để giữ nước. lượng nước trong lò hấp lúc nào cũng phải dược đảm bảo cân bằng để khi hoạt động có thể cung cấp đầy đủ lượng hơi nước làm chín bánh. Bên dưới đáy lò hấp được cấu tạo bởi những điện trở để làm sôi nước trong lò hấp những điện trở này phải đảm bảo cho nhiệt độ trong lò hấp từ 100 – 105oC khi nhiệt độ quá cao thi điện trở sẽ tự cắt điện , khi nhiệt độ trong lò thấp xuống thì điện trở sẽ cung cấp điện để nhiệt độ trong lò tăng lên
o Thứ hai là lò hấp phải giữ nhiệt , khi hoạt động thi nhiệt độ trong lò lúc nào cũng phải ổn định từ 100 – 105oC vì thế cấu tạo của lò hấp phải kín không cho hơi nước thoát ra ngoài. Chỉ có hở khoảng cách của băng vải với lò lớn hơn 5mm so với băng vải để hạn chế sự thoát hơi nước.
Quan trọng hơn nữa là lò hấp không được tỏa nhiệt ra bên ngoài ảnh hưởng tới người vận hành máy bởi vậy xung quanh lò hấp phải được bọc một lớp bông cách nhiệt. lớp bông cách nhiệt vừa có tác dụng giữ được nhiệt độ trong lò vừa không cho nhiệt độ trong lò phân tán ra ngoài.
Lò hấp phải có van xả và cấp nước để xả nước trong lò ra sau khi máy đã hoạt động và cấp nước trước khi chạy lò. Lượng nước trong lò hấp phải đảm bảo khoảng cách so với băng vải là 10cm để khi nước trong lò sôi sẽ không dâng lên băng vải ảnh hưởng đến chất lượng bánh.
Nắp của lò hấp phải đảm bảo không cho hơi nước đọng lại trên nắp vì vậy nắp phải cấu tạo là hình chóp co góc lớn hơn 90o để lượng hơi nước đọng trên nắp không giọt xuống bánh.
+ Cụm hấp gồm 2 bộ phận chính :
- Nồi hấp :
Ta sử dụng nồi nước có hình dạng máng nước được bố trí dọc chiều dài than máy. Phía bên trong nồi hấp ta bố trí các điện trở được dùng để nấu nước để tạo nhiệt độ làm chín bánh. Phía dưới nồi hấp ta lắp đặt hệ thống van xả nước một cách thuận lợi để xả hết nước dư trong nồi hấp sau khi hấp bánh xong.
- Nắp nồi : Ta sử dụng nắp nồi hình chóp với góc ở đỉnh lớn hơn 900 để cho hơi nước khi bốc hơi sẽ không ngưng tụ trên nắp nồi và chảy xuống bánh làm hư bánh. Nhằm giữ ổn định nhiệt độ trong lò hấp và không cho lượng nhiệt thất thoát nhiều ra ngoài nên phía trong nắp nồi hấp ta tiến hành lắp đặt các sợi thuỷ tinh để giữ nhiệt độ.
4 Cụm truyền động
Trong máy tráng bánh có thể cấu tạo nhiều cách để truyền động nhưng ở đây nhóm làm máy tráng bánh cấu tạo như sau :
Sử dụng một động cơ để có thể vừa truyền động băng vải chạy bánh vừa chuyển động băng phên để đưa bánh ra ngoài.
- Cơ cấu truyền động băng vải :
o Từ động cơ truyền động lên băng vải bằng cơ cấu truyền xích vì cơ cấu truyền xích đảm bảo tỉ số truyền có thể truyền dược những chuyền động chậm vì băng vải chỉ có chuyển động với vận tốc 10 vòng/phút.
o Băng vải được cấu tạo bằng 2 rulo chính 1 đầu được kết cấu với động cơ còn một đầu dược cấu tạo với cơ cấu gạt bánh. Bộ được chạy từ cơ cấu tráng bánh lên băng vải chạy qua lò hấp và được đưa ra lò bằng cơ cấu gạt bánh.
o Vải trên băng vải được căng bởi cơ cấu căng vải trên thân máy
- Cơ cấu truyền động băng phên
o Cũng như cơ cấu truyền động băng vải cơ cấu truyền động băng phên được truyền động từ động cơ bằng bộ phận truyền xích vì được cấu tạo bằng 2 rulo và chuyền động bằng một băng vải cơ cấu này có tác dụng để phên khi bánh vừa ra khỏ lò qua cơ cấu gạt bánh thì bánh sẽ được chuyển xuống băng phên để có thể ra khỏi lò và người vạn hành có thể lấy bánh ra từ phên đem ra ngoài.
o Theo xu thế mới hiện bây giờ thì người ta cấu tạo chuyển động băng vải và chuyển động băng phên bằng 2 động cơ riêng biệt và 2
o động cơ này được kết cấu bằng bộ phận biến tần, để điều chỉnh tốc độ quay của băng vải và băng phên vì thế có thể điều chỉnh tốc độ quay của máy sao cho phù hợp với yêu cầu hoạt động của người sử dụng . Như vậy có thể giảm được bộ phận hộp tốc độ để điều chỉnh tốc độ.
+ Cụm chuyển động được cấu tạo gồm những bộ phận :
- Động cơ :
Vì máy tráng bánh chuyển động quay trên băng tải đòi hỏi số vòng quay không cao nên nếu như ta sử dụng loại động cơ bình thường và truyền chuyển động cho băng tải qua bộ giảm tốc thì sẽ làm cho máy cồng kềnh và tăng giá thành của máy lên . Nên để giải quyết vấn dề trên ta sử dụng động cơ giảm tốc với số vòng quay nhỏ và truyền chuyển động quay cho trục tăng thông qua bộ truyền xích.
- Bộ truyền xích.
Ta sử dụng bộ truyền xích giảm tốc , để thuận lợi cho việc chế tạo và lắp đặt ta sử dụng hai bộ truyền xích : 1 bộ truyền từ động cơ sang trục băng hấp , 1 bộ truyền từ băng hấp qua băng phên .
- Trục tang.
Đối với máy tráng bánh ta thiết kế trục tăng được làm rỗng để giảm trong lượng cho máy. Trên trục tang ta chế tao có độ nhám lớn để tạo ma sát truyền chuyển động quay cho băng vải.
- Băng vải.
Ta sử dụng vải kaki làm băng vải để vận chuyển bánh và vận chuyển phên.
- Bộ phận tăng đơ vải.
Được dùng để tạo độ căng cho băng vải.
- Gối đỡ trục.
Được dùng để đở trục và gá đặt trục tang lên thân máy.
5 Cụm ra bánh
Cụm gạt bột được cấu tạo bằng khối v inox, được mài sắc lưỡi và có thể điều chỉnh được góc độ của lưỡi dao. Bánh từ băng vải xuống băng phên phải được chạy qua cơ cấu gạt bánh để bánh có thể chuyển được từ băng vải xuống băng phên.
+ Cụm ra bánh cấu tạo gồm hại bộ phận chính.
- Dao gạt bột.
- Tấm đỡ .
Đuợc dùng để gá đặt lưỡi dao và điều chỉnh lưỡi dao theo góc độ thích hợp để dễ dàng gạt bánh.
- Sơ đồ động.
CHƯƠNG 4: TÍNH TOÁN THIẾT KẾ MÁY
4.1 Chọn động cơ máy.
Các thông số cho trước.
Chiều dài nồi hấp L = 0,8 m
Thời gian làm chín bánh t = 2 phút 6 giây
Lực tác dụng lên băng tải P = 1000 (N)
Đường kính tang D = 106 (mm)
Vận tốc của băng tải :
V =
Trọng đó : L chiều dài nồi hấp
t thời gian chín bánh
=V= = 0,4( m/p)
+ Số vòng quay của tang :
n =
trong đó : V vận tốc băng tải
D đường kính băng tải.
= n = = 1.2( v/p)
- Công suất cần thiết :
Nct =
Với : N. Công suất trên băng tải
u. Hiệu suất chung
+ Trong đó :
N =
Với : P. lực tác dụng lên băng tải
............................
CHƯƠNG 7: KẾT LUẬN
Trong quá trình làm đồ án tốt nghiệp vừa qua nhờ sự hướng dẫn tận tình của thầy giáo và sự giúp đỡ của thầy cô trong khoa cơ khí, cũng như thầy cô trong trường, cũng như sự học hỏi từ bạn bè, chúng em đã hoàn thành đồ án.Ngoài việc ôn lại những kiến thức đã học trong suốt quá trình học ở trường. Qua quá trình làm đồ án máy làm bánh phở . Chúng em học được rất nhiều về công nghệ cũng như cách làm việc.Chúng em đã trực tiếp thiết kế, chế tạo ra 1 chi tiết hoàn chỉnh, và lắp ghép các chi tiết với nhau thành 1 bộ phận máy hoàn chỉnh , cũng như lắp ghép các bộ phận với nhau thành 1 máy hoàn chỉnh. Qua đó chúng em hiểu được sâu sắc rất nhiều vấn đề xoay quanh việc gia công chi tiết từ việc chọn phôi, máy, dao, chế độ cắt, đường lối gia công,… Quyết định rất lớn đến sự thành bại của chi tiết mình làm ra. Từ đó chúng em ý thức được tầm quan trọng của mỗi công đoạn và rút ra được những kinh nghiệm quý báu cho bản thân. Gia công và lắp các chi tiết đó lại 1 thể thống nhất cần được quan tâm, và hết sức chú trọng trong từng cộng đoạn.Cơ khí chính xác sai một ly đi một dặm quả thật câu nói đó không sai, chỉ cần một chút sai sót thì sẻ dẫn đến sản phẩm của mình thành phế phẩm , dẫn đến những hậu quả không đáng có nên đó là những hành trang quý báu để chúng em tiếp tục thức hiện những công trình khác khi bước vào đời.
Tuy nhiên với mức độ giới hạn của đồ án tốt nghiệp, các số liệu tính toán chưa được chính xác, hơn nữa với sự hiểu biết của chúng em còn hạn hẹp nên không tránh được những sai sót trong quá trình làm đồ án . Nên chúng em mong các thầy cô góp ý và chỉ dẫn thêm cho chúng em.
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.







