LUẬN VĂN TỐT NGHIỆP ĐẠI HỌC THIẾT KẾ MÁY LÀM ỐNG XOẮN THÔNG GIÓ Trường ĐH Bách Khoa


NỘI DUNG ĐỒ ÁN
LUẬN VĂN TỐT NGHIỆP ĐẠI HỌC THIẾT KẾ MÁY LÀM ỐNG XOẮN THÔNG GIÓ Trường ĐH Bách Khoa
Tóm tắt nội dung luận văn
Tóm tắt nội dung luận văn tốt nghiệp:
Luận văn tốt nghiệp nhằm thiết kế một số khâu trong quy trình chế tạo ống gió
có đường kính lớn nhỏ khác nhau bằng phương pháp uốn phôi băng và móc mí. Nội dung luận văn bao gồm:
Thuyết minh: Thuyết minh gồm 3 phần:
- Chương 1: Giới thiệu chung về ống thông gió xoắn
- Chương 2: Nêu, so sánh và lựa chọn các phương án
- Chương 3: Tính toán một cách chi tiết các cụm chi tiết, chi tiết trong hệ thống làm ống xoắn
- Chương 4-5-6: Những quy định về việc lắp đặt, vận hành, bảo dưỡng và quy định về an toàn lao động.
Bản vẽ:
Bao gồm những bản vẽ A0 với những nội dung như sau:
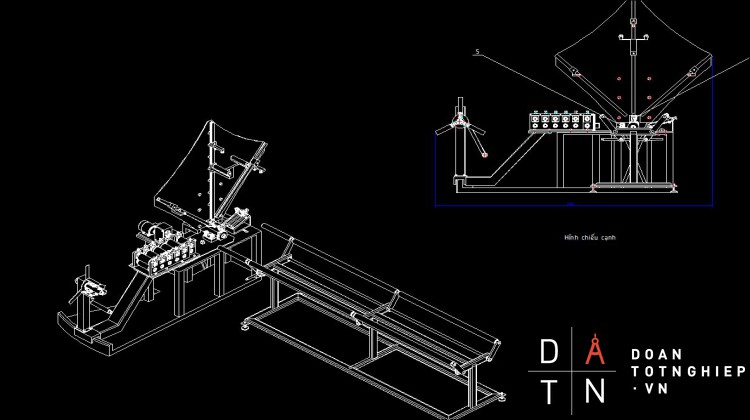
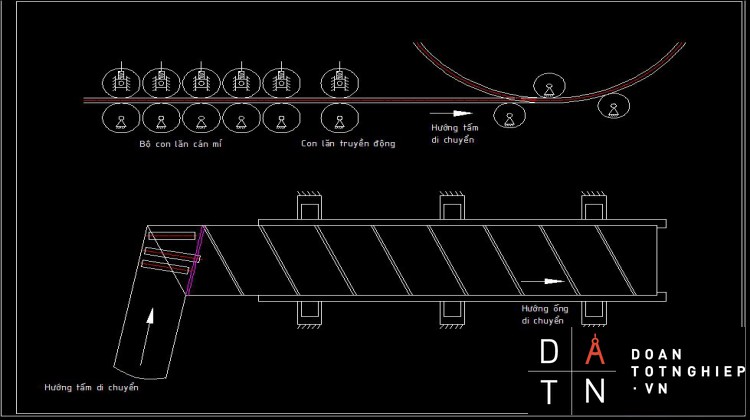
- Sơ đồ nguyên lý
- Bản vẽ tổng thể
- Cụm 1: cụm xả phôi
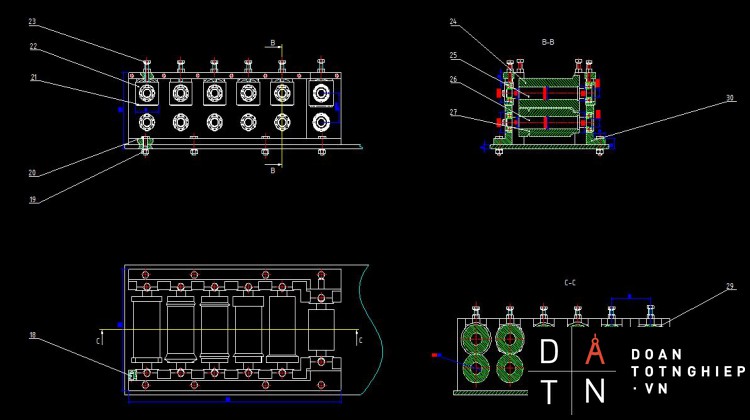
- Cụm 2: cụm cán mí
- Cụm 3: Cụm truyền động
- Cụm trục 3
- Cụm trục 1&2
- Cụm uốn ốn
Mục lục
CHƯƠNG 1. TỔNG QUAN VỀ ỐNG THÔNG GIÓ...................................................1
I. Giới thiệu chung về ống thông gió ........................................................................1
II. Phân loại ống thông gió .....................................................................................1
1. Ống vuông..........................................................................................................1
2. Ống tròn .............................................................................................................2
3. Ống mềm............................................................................................................3
III. Giới thiệu ống thông gió tròn xoắn (spiral duct) ...............................................4
1. Xuất xứ...............................................................................................................4
2. Tình hình sản xuất..............................................................................................5
3. Đặc điểm ống tròn xoắn .....................................................................................8
4. Vật liệu ...............................................................................................................9
5. Ứng dụng............................................................................................................9
6. Quy trình sản xuất ............................................................................................10
CHƯƠNG 2. GIỚI THIỆU VÀ LỰA CHỌN PHƯƠNG ÁN.....................................13
I. Lựa chọn loại máy ...............................................................................................13
1. Máy dùng cụm tạo hình cố định ......................................................................13
2. Máy dùng cụm tạo hình ống đa năng...............................................................14
II. Lựa chọn phương án uốn ống ..........................................................................15
1. Chuyển động quay 2 trục cán...........................................................................15
2. Chuyển động quay 3 trục cán...........................................................................15
3. Chuyển động quay 4 trục cán...........................................................................17
III. Lựa chọn phương án cho bàn máy ...................................................................18
1. Phương án 1 : Điều chỉnh góc uốn ở giai đoạn 1.............................................19
2. Phương án 2: Điều chỉnh góc uốn ở gian đoạn 2 .............................................19
IV. Lựa chọn phương án điều khiển cụm con lăn cán mí ......................................19
V. Lựa chọn động cơ.............................................................................................21
1. Phương án 1: Động cơ điện 3 pha không đồng bộ loại thường: ......................21
2. Phương án 2: Động cơ EDDY .........................................................................22
3. Phương án 3: Động cơ điện có sử dụng biến tần .............................................22
VI. Lựa chọn phương án cắt ống............................................................................23
1. Phương án 1: sử dụng đĩa cắt kim loại.............................................................24
2. Phương án 2: sử dụng phương pháp cắt Plasma ..............................................24
3. Phương án 3: Sử dụng phương pháp cắt laser .................................................25
CHƯƠNG 3. THIẾT KẾ VÀ TÍNH TOÁN ................................................................27
I. Thiết kế hệ thống con lăn uốn mí ........................................................................27
1. Xác định lực tác dụng lên con lăn....................................................................27
2. Xác định kích thước con lăn ............................................................................29
II. Thiết kế bộ con lăn uốn ống.............................................................................31
1. Tính lực uốn .....................................................................................................31
2. Tính kích thước con lăn uốn ống : ...................................................................36
III. Thiết kế con lăn truyền động và chọn động cơ ................................................38
1. Thiết kế con lăn truyền động ...........................................................................38
2. Chọn động cơ ...................................................................................................40
IV. Thiết kế bánh răng trục và chọn ổ lăn..............................................................41
1. Thiết kế bánh răng ...........................................................................................41
2. Thiết kế trục và chọn ổ lăn...............................................................................46
CHƯƠNG 4. HỆ THỐNG ĐIỀU KHIỂN ...................................................................72
CHƯƠNG 5. AN TOÀN LAO ĐỘNG .........................................................................74
CHƯƠNG 6. QUY TRÌNH VẬN HÀNH MÁY .........................................................75
CHƯƠNG 7. BAO DƯỠNG MÁY .............................................................................76
CHƯƠNG 8. KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI .....................77
1. Những kết quả đạt được: .....................................................................................77
2. Hướng phát triển của đề tài: ................................................................................77
3. Hướng phát triển của ngành ống gió xoắn: .........................................................78
CHƯƠNG 9. TÀI LIỆU THAM KHẢO .....................................................................7
Danh sách hình ảnh
Hinh 1.1 Ống gió vuông ..................................................................................................2
Hinh 1.2 Ống gió tròn......................................................................................................3
Hinh 1.3 Ống gió mềm ....................................................................................................4
Hinh 1.4 Ống gió tròn xoắn .............................................................................................4
Hinh 1.5 Máy sản xuất ống gió xoắn...............................................................................5
Hinh 1.6 Hệ thống thông gió trên cao .............................................................................6
Hinh 1.7 Hệ thống thông gió dưới đất .............................................................................7
Hinh 1.8 Danh sách một số công trình ............................................................................8
Hinh 1.9 Hệ thống thông gió trong nhà máy .................................................................10
Hinh 1.10 Sơ đồ quy trình sản xuất ống gió xoắn .........................................................11
Hinh 1.11 Khâu sản xuất phôi băng ..............................................................................12
Hinh 1.12 Khâu sản xuất ống gió xoắn .........................................................................12
Hinh 2.1 Đầu định hình ống ..........................................................................................13
Hinh 2.2 Cụm tạo hình ống đa năng ..............................................................................14
Hinh 2.3 Chuyển động quay 2 trục................................................................................15
Hinh 2.4 Chuyển động quay 3 trục................................................................................16
Hinh 2.5 Chuyển động quay 3 trục................................................................................16
Hinh 2.6 Quay ba trục dẫn động ngoài ..........................................................................16
Hinh 2.7 Chuyển động quay 4 trục................................................................................17
Hinh 2.8 Chuyển động quay 4 trục................................................................................17
Hinh 2.9 Phương án điều chỉnh máy .............................................................................18
Hinh 2.10 Phương án truyền động 1..............................................................................20
Hinh 2.11 Phương án truyền động 2..............................................................................20
Hinh 2.12 Động cơ thường ............................................................................................21
Hinh 2.13 Động cơ EDDY ............................................................................................22
Hinh 2.14 Động cơ có sử dụng biến tần ........................................................................22
Hinh 2.15 Sơ đồ nguyên lý động cơ sử dụng biến tần ..................................................23
Hinh 2.16 Đĩa cắt ...........................................................................................................24
Hinh 2.17 Cắt Plasma ....................................................................................................25
Hinh 2.18 Cắt Plaser ......................................................................................................26
Hinh 3.1 Bộ con lăn cán mí ...........................................................................................27
Hinh 3.2 Cặp con lăn cán mí 1 ......................................................................................28
Hinh 3.3 Cặp con lăn cán mí 2 ......................................................................................28
Hinh 3.4 Cặp con lăn cán mí 3 ......................................................................................29
Hinh 3.5 Cặp con lăn cán mí 4 ......................................................................................29
Hinh 3.6 Kích thước con lăn cán ...................................................................................30
Hinh 3.7 Góc xoắn của ống ...........................................................................................31
Hinh 3.8 Biên dạng phôi................................................................................................32
Hinh 3.9 Mô hình 3 con lăn ...........................................................................................32
Hinh 3.10 Sơ đồ lực uốn................................................................................................33
Hinh 3.11 Phương án con lăn uốn .................................................................................36
Hinh 3.12 Con lăn uốn...................................................................................................36
Hinh 3.13 Kích thước con lăn uốn ................................................................................39
Hinh 3.14 Xi lanh thủy lực ............................................................................................61
Hinh 3.15 Vít me – đai ốc .............................................................................................62
Hinh 3.16 Sơ đồ góc chỉnh đường kính ống..................................................................66
Hinh 4.1 Sơ đồ khối hệ thống điều khiển ......................................................................72
Hinh 4.2 Sơ đồ động cơ sử dụng biến tần .....................................................................73
Danh sách bảng
Bang 1 Thông số kĩ thuật máy sản xuất ống gió xoắn: ...................................................6
Bang 2 Catalogue động cơ.............................................................................................41
Bang 3 Bảng dung sai lắp ghép : ...................................................................................70
CHƯƠNG 1. TỔNG QUAN VỀ ỐNG THÔNG GIÓ
Hệ thống thông gió, điều hòa không khí ngày càng trở nên cần thiết và quan trọng trong thời kì công nghiệp và hiện đại như hiện nay khi mà các nhà máy và khu chưng cư, cao ốc mọc lên càng nhiều; và ống gió là một bộ phận quan trọng không thể thiếu trong hệ thống này. Tùy vào hình dáng hay công dụng mà ống gió được phân thành nhiều loại khác nhau.
I. Giới thiệu chung về ống thông gió
Ống thông gió thực chất là công cụ phương tiện truyển dẫn không khí đã hoặc chưa qua xử lý, không khí tuần hoàn, không khí thông gió hay truyền nhiệt cho các bộ phận tiêu thụ như nhà xưởng, cao ốc văn phòng, khách sạn, nhà hàng, căn hộ…
Vì lý do đó mà hệ thống không khí phải đảm bảo kỹ thuật về lưu lượng và tốc độ chuyển động của dòng không khí, tránh tổn thất và đảm bảo bền đẹp.
Trên cơ sở đó đòi hỏi phải tính toán thiết kế kỹ lưỡng và bố trí các miệng thổi, miệng hút sao cho tuần hoàn gió trong hộ tiêu thụ thuận lợi nhất.
II. Phân loại ống thông gió
Tùy vào hình dạng, đặc tính mà ống thông gió được phân thành nhiều loại khác nhau. Trên thị trường hiện nay có ba loại ống thông gió được sử dụng phổ biến là : ống vuông (chữ nhật), ống tròn, ống mềm.
1. Ống vuông
- Đặc điểm
- Hiệu suất thông gió cực nhanh, có nhiều không gian giải phóng gió mà không
bịcảntrở.
- Ống gió có miệng ống là hình vuông, chiều dài tối đa 1,2 mét mỗi đoạn, kích thước miệng ống đa dạng. Việc thi công lắp đặt ống gió loại này tương đối dễ dàng.
- Giá cả tương đối rẻ. Tuy nhiên nó lại không chiếm nhiều diện tích khi lắp đạt, dễ bố trí và thích hợp với các nhà máy có bản vẽ thi công góc cạnh.
Hinh 1.1 Ống gió vuông
Bên cạnh đó, ống gió xoắn vuông cũng tồn tại nhiều hạn chế:
- Vì có góc cạnh nhọn và vuông vức, nên có thể gây nguy hiểm khi đụng phải (trong quá trình bảo trì), khó lau chùi vệ sinh. Hạn chế về mặt thiết kế, có nhiều bản vẻ cần có độ bo tròn thì ống gió xoắn vuông không đáp ứng đươc.
- Không chắc chắn bằng ống gió tròn vì chúng khá dễ tháo (các mối nối thiếu bền chặt). Dễ động nước trong các khi rãnh nơi vuông góc, gây rỉ sét và giảm tuổi thọ của ống.
- Vật liệu
- Tôn tráng kẽm
- Nhôm
- Ống tròn
- Đặc điểm
- Ống gió tròn là một loại ống gió có thể coi hoàn hảo hảo tới thời điểm bây giờ. Nó bổ sung các khiếm khuyết và cũng có những tính chung của ống gió vuông.
- Khác với ống gió vuông, ống gió loại này có miệng ống hình tròn, kích thước cũng đa dạng hơn, đặc biệt chiều dài lên tới 4m mỗi đoạn. Các mỗi nôi được nối với nhau rất chắc chắn, tính thẩm cao.
- Được làm phần lớn từ những vật liệu chống rỉ sét cao cấp, hiếm thấy ống gió tròn bị ăn mòn. Thành ống khá dày nên sẽ nặng hơn ống gió vuông, nhưng bù lại độ bên cao, và chịu được lực va đập lớn.
- Dễ thiết kế thi công lắp đặt phù hợp với mọi công trình. Với hình trụ tròn dài ta có thể chỉ cần tháo hệ thống ống gió ra thành từng đoạn và xịt vòi phun nước áp xuất các là có thể rửa sạch, hơn nữa loại ống gió này không gây tồn động nước khi dựng đứng.
Hinh 1.2 Ống gió tròn
- Vật liệu
- Tôn tráng kẽm
- Nhôm
- Inox (thép không rỉ)
- Ống mềm
Ống gió mềm được bao bằng một lớp nhôm dày bên trong có lớp bông thủy tinh cách nhiệt dày 25mm có tỷ trọng 22kg/m3 hoặc 32kg/m3. Ống có đường kính
100 – 400mm và chiều dài ống có thể lên tối đa 4m.
Ống mềm có 2 loại:
- Loại có lớp bông thủy tinh cách nhiệt.
- Loại không có lớp bông thủy tinh cách nhiệt.
Ưu điểm:
- Ống mềm dẻo, bền, dễ tạo
- Tiệt kiệm vật liệu, năng lương, vận chuyển
- Giá thành hạ
Hinh 1.3 Ống gió mềm
III. Giới thiệu ống thông gió tròn xoắn (spiral duct)
Hệ thống ống gió xoắn ngày càng được ưa chuộng và phổ biến không chỉ trong các nhà máy và phân xưởng mà trong các toà nhà thương mại lớn, các chung cư, cao ốc, văn phòng … do tính tiện lợi, thông thoáng, lọc khí và điều hòa tốt. Trên thị trường hiện nay có rất nhiều loại ống gió xoắn nhưng để đạt được độ bền và hiệu quả cao thì người ta thường chọn loại ống gió tròn xoắn là tốt nhất và nó còn mang tính thẩm mĩ.
Hinh 1.4 Ống gió tròn xoắn
- Xuất xứ
Vào những năm 1950, khi mà hệ thống ống thông gió, điều hòa đang trên đà phát triển, các nhà sản xuất nhận thấy khả năng và hiệu quả của các hệ thống thông gió tròn khắc phục được những khuyết điểm của hệ thống ống thông gió vuông: sản xuất dễ dàng hơn, cài đặt dễ dàng hơn, bảo trì dễ dàng hơn và có tính thẩm mĩ
hơn. Vấn đề đặt ra là làm thế nào để chế tạo một máy có thể biến các tấm kim loại thành ống tròn có hiệu quả.
Từ 1956, công ty Spiro đã làm cuộc cách mạng trong sản xuất ống gió khi phát triển và sản xuất ra máy tạo ống tròn từ những tấm kim loại và nộp bằng sáng. Ống gió tròn xoắn phát triển, ngày càng được ưa chuộng và được xem là ống gió hoàn hảo nhất đến thời điểm hiện tại.
- Tình hình sản xuất
- Tình hình sản xuất trên thế giới
❖ Tập đoàn Spiro International SA với trụ sở chính đặt tại Bosingen, Thụy Sĩ là “người” đi tiên phong trong việc phát triển và sản xuất ống thông gió xoắn; ngoài ra, Spiro còn có hai chi nhánh ở Bắc Mỹ và Nga.
Hiện nay, Spiro vẫn đang dẫn đầu trong lĩnh vực sản xuất ống thông gió, không chỉ cung cấp ống thông gió mà còn cung cấp các loại máy sản xuất ống cho tất cả các nước trên thế giới.
Họ không ngừng cải tiến máy móc để đạt được năng suất trong sản xuất và cho ra những loại ống có chất lượng tốt nhất để đáp ứng nhu cầu tiêu dùng ngày càng cao, tiểu biểu là máy tạo ống xoắn Tubeformer 1602 thế hệ mới.
Hinh 1.5 Máy sản xuất ống gió xoắn
Bang 1 Thông số kĩ thuật máy sản xuất ống gió xoắn:
❖ Spiral Manufacturing là một trong những công ty chuyên cung cấp ống gió đặc biệt là ống gió xoắn, phụ kiện ống gió và đảm nhận việc thiết kế và lắp đặt hệ thống thông gió, điều hòa … cho những công trình, công ty, cao ốc … ở Mỹ.
Công ty cung cấp những sản phẩm và bản thiết kế vô cùng đa dạng và riêng biệt cho từng nhu cầu của khách hàng từ những hệ thống thông gió áp suất thấp đến hệ thống áp suất cao, từ những hệ thống trên cao cho đến những hệ thống được đặt ngầm dưới đất
Hinh 1.6 Hệ thống thông gió trên cao
Hinh 1.7 Hệ thống thông gió dưới đất
- Tình hình sản xuất trong nước
Nước ta là một quốc gia đang phát triển với sự phát triển mạnh mẽ của các khu công nghiệp, các công ty, các khu chung cư, cao ốc … ngày một nhiều, kèm theo đó là một lĩnh vực không kém phần quan trọng cũng đã và đang phát triển mạnh mẽ đó là hệ thống thông gió và điều hòa.
Ở nước ta đa có rất nhiều công ty thành lập và phát triển lĩnh vực này nhằm
đáp ứng nhu cầu ngày càng tang của đất nước, tiêu biểu là:
❖ Công ty cổ phần điện lạnh Đại Việt:
Được thành lập năm 2002 nhằm cung cấp các giải pháp về điều hoà không khí, làm mát nhà xưởng cho các công trình.
Năm 2004, sau 02 năm thành lập Đại Việt đã xây dựng được 250 đại lý bán hàng và thi công hàng trăm công trình trên lãnh thổ Việt Nam. Có quan hệ mật thiết với 20 nhà sản suất điều hoà không khí & làm mát nhà xưởng tại Việt Nam và thế giới.
Năm 2008, Đại Việt xây dựng xưởng sản xuất cơ khí, ống gió, miệng gió, máng cáp, tủ điện cho điều hòa không khí và làm mát nhà xưởng. Cung cấp cho các đơn vị cùng ngành.
Đại Việt đã có mặt trên toàn quốc & các nước như Lào, Campodia, Mianma dự kiến thâm nhập thị trường singapore.
❖ Công ty cổ phần điện máy R.E.E:
Là một trong những công ty đầu tiên và có quy mô lớn nhất tại Việt Nam chuyên sản xuất máy điều hòa không khí và các sản phẩm cơ khí công trình.
Sau gần 30 năm phát triển đã được tin dùng ở rất nhiều công trình cấp quốc gia và các công trình cao cấp đạt chuẩn mực quốc tế.
Hinh 1.8 Danh sách một số công trình
➢ Thông qua tình hình sản xuất và cung ứng nhu cầu của thị trường về lĩnh vực thông gió điều hòa của một số công ty trên thế giới và trong nước, ta có thể thấy rằng:
- Trên thế giới, lĩnh vực nyaf đã và phát triển vô cùng mạnh mẽ và lớn rộng nhằm đáp ứng cho nhu cầu phát triển kinh tế của thế giới nói chung cũng như đảm bảo về mặt sức khỏe con người nói riêng.
- Trong nước, lĩnh vực này là một tiềm năng phát triển rất lớn đối với những nước đang phát triển như chúng ta đang trong thời kì công nghiệp hóa hiện đại hóa đất nước khi mà các nhà máy, cao ốc mọc lên ngày càng nhiều thì nhu cầu về thông gió và điều hòa sẽ vô cùng lớn.
- Đặc điểm ống tròn xoắn
Tính thẩm mỹ cao: Ống gió xoắn được thiết kế bởi những kiến trúc sư giỏi nhất do yêu cầu thẩm mỹ của các công trình, ống có thể được sơn, phối màu phù hợp hoặc nổi bật với cảnh quan nằm bên trong công trình.
Lắp đặt dễ dàng và tiện lợi: lắp đặt ống gió xoắn thể giúp giảm chi phí lắp
đặt do hệ thống ống gió xoắn dễ dàng có thể xuyên qua các khung cấu trúc công
trình, khẩu độ dài hơn, việc lắp đặt trở nên nhanh hơn, giảm số lượng quang treo và các linh kiện đi kèm, các đầu nối được thực hiện dễ dàng và nhanh chóng.
Giảm bớt chi phí của chủ đầu tư: Ống gió xoắn làm giảm chi phí viêc vận hành do có độ rò rỉ thấp, đặc tính tối ưu cho các luồng khí, giảm bớt các áp lực cho phép các thiết bị khác hoạt động tốt hơn. Ống gió xoắn ít bám bụi hơn và dễ dàng làm sạch hơn.
Có nhiều kích thước phù hợp với thiết kế của công trình: Để phù hợp với yêu cầu của khách hàng, công ty đưa ra rất nhiều kích thước ống gió xoắn khác nhau do vậy cũng giảm được thời gian và chi phí lắp đặt. Những thiết bị đi kèm như, cút, quang treo, nắp đậy, đầu thu cũng được chế tạo với nhiều kích thước để đảm bảo cho việc lắp đặt dễ dàng.
- Vật liệu
Có ba loại vật liệu dùng để sản xuất ống gió tròn xoắn tùy vào yêu cầu và nhu cầu của khách hang mà sử dụng :
- Nhôm : ống gió rất nhẹ, dễ dàng và nhanh chóng để vận chuyển và lắp đặt
nhưng kém bền.
- Tôn tráng kẽm : là nguyên liệu phổ biến nhất được sử dụng trong chế tạo ống gió vì lớp phủ kẽm kim loại này ngăn ngừa rỉ sét và giảm chi phí bảo quản.
- Inox : Hay thép không gỉ chống oxi hóa và ăn mòn cao nên được dùng trong
môi trường có yêu cầu cao về độ bền.
- Ứng dụng
- Trong công nghiệp
Ống tròn xoắn giúp đáp ứng được vận tốc gió linh hoạt trong điều hoà
khí, giúp cho hoạt động của nhà xưởng được thực hiện tốt hơn.
Nó không chỉ giúp thông gió tốt mà còn cấp khí hiệu quả cho hoạt động công việc, cũng như hoạt động tốt trong việc thải khói bụi của nhà máy.
Ống tròn xoắn còn là công cụ hỗ trợ hiệu quả cho hệ thống máy sưởi, giúp cung cấp, lưu khí, thoát khí nhanh chóng và ổn định.
Ngoài ra, ống tròn xoắn chất lượng còn có nhiều hình dạng, kích thước và cấu tạo khác nhau, phù hợp cho các ngành công nghiệp cũng như các nhu cầu, mục đích khác nhau.
- Trong xây dựng và đời sống
Cung cấp luồng khí tươi mát: để môi trường điều hoà hoạt động tốt cần có một không gian kín, mà hiếm có sự trao đổi không khí tự nhiên, khiến chúng
ta thiếu lượng oxy cần thiết nên dễ gây ra mệt mỏi. Với cách hoạt động của ống xoắn gió, luồng khí tự nhiên sẽ được tiếp thu và hoà chung vào luồng không khí lạnh đã được xử lý, giúp đưa một lượng oxy đáng kể vào trong phòng, tạo nên không gian tươi, tự nhiên hơn cho sức khoẻ.
Thải bụi và lọc khí: ống tròn xoắn còn giúp đẩy các bụi bẩn và chất độc hại từ bên trong ra bên ngoài. Nhờ vậy mà căn phòng trở nên sạch sẽ và thông thoáng hơn bởi không khí không chỉ được lọc và xử lý không chỉ về nhiệt độ mà còn về chất lượng. Nhất là những nơi thường sản sinh ra khói bụi thì việc thay khí ngày có ý nghĩa thiết thực trong việc giữ gìn một không gian thoáng và sạch.
Bảo vệ môi trường: nhất là các bãi đỗ xe dưới tầng hầm, không khí dễ bị ảnh hưởng bởi các chất thải từ các phương tiện giao thông. Và việc lưu thông không khí của ống tròn xoắn giúp khuếch tán các loại chất độc hại ra ngoài, ngăn ngừa sực tích tụ của chúng.
Hinh 1.9 Hệ thống thông gió trong nhà máy
- Quy trình sản xuất
Trước khi đi sâu vào hệ thống cán mí và uốn ống chúng ta tìm hiểu sơ qua về quy trình sản xuất chung của ống gió tròn xoắn :
Hinh 1.10 Sơ đồ quy trình sản xuất ống gió xoắn
Để tạo ra được ống gió tròn xoắn như yêu cầu thì cần phải trải qua nhiều giai đoạn gia công, thực hiện khác nhau. Trước hết ta cần chuẩn bị vật liệu làm ống, đó là những tấm thép đã được gia công và cắt gọt theo yêu cầu, chúng cũng đã được kiểm tra kích thước theo tiêu chuẩn trước khi đưa vào máy xẻ băng. Khi vào máy xẻ băng các tấm thép này tiếp tục bị cắt ra và được máy phân loại nhập vào kho chuẩn bị cho quá trình cán mí. Ở đây chúng ta có một hệ thống con lăn cán mí, phôi băng sẽ được cấp vào hội thống các con lăn để tạo mí chuẩn bị cho quá trình uốn và móc mí, sau đó qua quá trình uốn ống và móc mí để tạo ống. Tất cả các bước thực hiện bằng hệ thống tự động. Ống được tạo ra sẽ được cắt theo kích thước yêu cầu và chuyển sang bộ phận kiểm tra và hậu xử lý, cuối cùng sẽ được nhập vào kho hoặc xuất xưởng.
Hinh 1.11 Khâu sản xuất phôi băng
Hinh 1.12 Khâu sản xuất ống gió xoắn
CHƯƠNG 2. GIỚI THIỆU VÀ LỰA CHỌN PHƯƠNG ÁN
I. Lựa chọn loại máy
- Máy dùng cụm tạo hình cố định
Hinh 2.1 Đầu định hình ống
Với máy này, đặc điểm chính là đầu tạo hình. Đầu tạo hình sẽ được chế tạo với những đường kính trong cố định cũng chính là đường kính ống sẽ được tạo ra, nếu muốn thay đổi đường kính ống ta phải thay đổi đầu tạo hình có đường kính phù hợp.
Đặcđiểm:
- Độ chính xác cao.
- Năng suất cao.
- Độ bền cao.
- Phù hợp với sản xuất hàng loạt
- Tốn chi phí đầu tư ban đầu.
- Tốn công sức và thời gian thay thế đầu tạo hình khi muốn thay đổi đường kính ống, đặc biệt là những đường kính lớn.
- Tốn kém chi phí bảo quản
- Máy dùng cụm tạo hình ống đa năng
Hinh 2.2 Cụm tạo hình ống đa năng
Cụm tạo hình này bao gồm ba con lăn có thể trượt trên ba “thanh thướt” đã được chia kích thước chính xác và một lá thép dẫn hướng. Khi muốn thay đổi đường kính ống ta chỉ cần thay đổi vị trí của ba con lăn theo thước và đường kính của lá thép.
Đặcđiểm:
- Năng suất cao
- Độ chính xác cao
- Phù hợp với cả sản xuất hàng loạt và nhỏ lẻ
- Có thể tự động hóa
- Dễ dàng điều chỉnh
- Kích thước cồng kềnh
- Khó khăn trong việc di chuyển và lắp đặt ban đầu
➢ Lựa chọn phương án:
Theo như tìm hiểu ở hai loại máy trên ta sẽ chọn phương án 2 vì phương án này phù hợp với mọi loại hình sản xuất, dễ dàng điều chỉnh và tự động hóa sẽ giúp tăng nâng suất và phù hợp với nhu cầu của thị trường nước ta hiện nay.
II. Lựa chọn phương án uốn ống
- Chuyển động quay 2 trục cán
Đây là phương pháp gia công áp lực. Trong đó kim loại ở hai mặt của tấm bị biến dạng để tạo ra hình dạng cần thiết.
Khi làm việc trục 3 với tốc độ lớn hơn trục 1 nên kim loại ở bề mặt tiếp xúc với trục 3 biến dạng nhanh hơn kim loại ở bề mặt tiếp xúc với trục 1 làm vật uốn cong lên.
Hinh 2.3 Chuyển động quay 2 trục
Phương pháp này chỉ áp dụng cho phôi có tính dẻo
- Chuyển động quay 3 trục cán
Đây là phương pháp gia công áp lực. Trong đó kim loại bị biến dạng nguội bởi lực tác dụng (mặt trong của ống chịu nén, mặt ngoài của ống chịu kéo) để nhận được hình dáng cần thiết. Trong thực tế hiện nay người ta dùng phương pháp cuốn ống ba trục (2 trục chủ động và một trục bị động). Phương pháp này có thể tạo ra ống có đường hàn song song với trục của ống hoặc có đường hàn xoắn quanh trục của ống. Trên hình trình bày nguyên lý phương pháp cuốn ống trên máy cuốn 3 trục.
- Phương án 1: bố trí trục cán giữa hai trục quay
Hinh 2.4 Chuyển động quay 3 trục
- Phương án 2: bố trí trục cán sau trục quay
Hinh 2.5 Chuyển động quay 3 trục
- Phương án 3: ba trục có tác dụng dẫn hướng bộ đẩy bố trí riêng bên ngoài
Hinh 2.6 Quay ba trục dẫn động ngoài
Cả 3 phương án trên đều cùng nguyên lý hoạt động.
Động cơ truyền chuyển động cả ba trục nhờ các bộ truyền bánh răng. Hai trục dẫn (đỡ) có cùng chiều tiến, trục ép quay ngược chiều so với hai trục dẫn, đồng thời trục ép còn được điều chỉnh khoảng cách so với hai trục dẫn nhờ cơ cấu thuỷ lực tạo sức ép nên bán kính cong khi uốn.
Đặc điểm:
Hệ thống có độ cứng cao, kết cấu đơn giản, dễ chế tạo.
- Chuyển động quay 4 trục cán
- Phương án 1: bố trí trục cán giữa 2 trục quay
Hinh 2.7 Chuyển động quay 4 trục
- Phương án 2: bố trí trục cán sau 2 trục quay
Hinh 2.8 Chuyển động quay 4 trục
➢ Lựa chọn phương án:
Chúng ta sẽ lựa chọn phương án 2.b: chuyển động 3 trục quay với trục cán bố trí trước trục quay vì với nhu cầu của máy là ngoài việc uốn ống cụm uốn ống này còn phải cán “móc mí” nên phương án trên là phù hợp và có kết cấu đơn giản, dễ chế tạo.
III. Lựa chọn phương án cho bàn máy
Máy móc mí ống gió tròn xoắn bao gồm hai giai đoạn.
Giai đoạn 1: Chuẩn bị phôi băng và cán mí. Giai đoạn 2: Uốn và móc mí.
Trong đó:
- Giai đoạn 1:
Vừa có tác dụng cán mí phôi vừa có tác dụng điều chỉnh góc uốn (là giai đoạn chuyển động chủ yếu). Tuy giai đoạn này tải trọng nặng hơn nhưng lại là phần có thể linh động để điều chỉnh góc uốn ống một cách đơn giản
hơn.
Giai đoạn này phôi sẽ chuyển động qua hệ thống con lăn cán mí đồng thời để điều chỉnh góc uốn. Sau khi điều chỉnh thì phần này hoàn toàn đứng yên để bước vào quá trình móc mí.
- Giai đoạn 2:
Có tác dụng điều chỉnh hai mí ăn khớp vào nhau. Đây là giai đoạn quyết định sự chính xác và khả năng làm việc của ống. Vì thế, bàn máy và kết cấu khung giai đoạn này tuy đơn giản nhưng yêu cầu hoạt động chính xác nên khoảng dịch chuyển nhỏ hơn so với giai đoạn 1.
Ngoài ra, tại vị trí uốn ống, kết cấu bao gồm các con lăn dẫn hướng và chịu lực uốn ống nên đây là vị trí duy nhất cố định trên dây chuyền.
Hinh 2.9 Phương án điều chỉnh máy
- Phương án 1 : Điều chỉnh góc uốn ở giai đoạn 1
Đặc điểm:
- Dễ điều chỉnh ăn khớp của ống.
- Dễ điều chỉnh sai lệch ống. (Hành trình chạy của cảm biến điều chỉnh ống nhỏ hơn).
- Khả năng đạt độ chính xác ống cao hơn với thiết kế máy nhỏ gọn hơn
- Con lăn cán mí và dẫn hướng cho phôi được cố định, dễ dàng chế tạo đạt độ
cứng vững cần thiết, có kết cấu nhỏ gọn hơn so với phương án chỉnh góc giai
đoạn 2.
- Phần chuẩn bị phôi có nhiều công đoạn hơn, khối lượng nặng hơn nên việc di chuyển sẽ khó khăn hơn nhiều so với việc chỉnh góc trong giai đoạn 2.
- Phương án 2: Điều chỉnh góc uốn ở gian đoạn 2
Đặc điểm:
- Giảm nhẹ khâu thiết kế, tính bền khung và tính toán nhà xưởng cho phần chuẩn bị phôi
- Kết cấu máy nhẹ nhàng, điều chỉnh trực tiếp.
- Khó đạt độ dung sai ống.
- Kết cấu phần điều chỉnh phức tạp hơn.
- Phần trục dẫn hướng kết cấu phức tạp do phải xoay theo góc uốn ống
- Hầu hết tất cả các máy hiện hành đều sử dụng phương án 1 để điều chỉnh góc uốn ống và giai đoạn 2 để điều chỉnh khe hở hàn ống.
➢ Lựa chọn phương án:
Ta chọn phương án 1 để thiết kế.
IV. Lựa chọn phương án điều khiển cụm con lăn cán mí
Phương án 1: Sử dụng bộ con lăn đẩy
Con lăn vừa được sử dụng để cấp phôi vào tự động vừa sử dụng để đẩy tấm phôi qua qua bộ con lăn cán mí và uốn ống.
Hinh 2.10 Phương án truyền động 1
Đặc điểm:
- Thiết kế phức tạp
- Yêu cầu công suất lớn
- Khó điều chỉnh
- Dễ tự động hóa
Phương án 2: sử dụng bộ con lăn kéo
Hinh 2.11 Phương án truyền động 2
- Thiết kế đơn giản
- Dễ điều chỉnh
- Yêu cầu công suất không cao
- Khó tự động hóa
ð Ta chọn phương án 2 : Vì với nhiều ưu điểm nổi bật hơn và dễ dàng điều chỉnh khi khởi động máy và cấp phôi.
V. Lựa chọn động cơ
- Phương án 1: Động cơ điện 3 pha không đồng bộ loại thường:
Hinh 2.12 Động cơ thường
Là loại động cơ được sử dụng rộng rãi nhất hiện nay từ trong dân dụng đến trong các ngành công nghiệp lớn
Động cơ ba pha không đồng bộ gồm hai kiểu:
- Roto dây quấn
- Roto ngắn mạch
Kiểu roto ngắn mạch được sử dụng phổ biến hơn do có những ưu điểm cơ bản nổi bật hơn và có những đặc điểm sau:
- Kết cấu đơn giản, dễ sử dụng
- Dễ dàng bảo quản, sửa chữa và thay thế
- Giá thành tương đối thấp
- Hiệu suất và hệ số công suất thấp
- Không điều chỉnh được vận tốc
- Thường phải qua hộp giảm tốc để điều chỉnh và truyền động
- Phương án 2: Động cơ EDDY
Hinh 2.13 Động cơ EDDY
Trục động cơ sẽ được nối với một bộ ly hợp, bằng ứng dụng của dòng điện xoáy giúp thay đổi tốc độ của trục đầu ra bằng cách thay đổi liên tục trạng thái bộ ly hợp với khoảng thời gian hợp lý để đạt tốc độ yêu cầu.
Đặc điểm:
- Có thể thay đổi tốc độ quay dễ dàng
- Dễ sử dụng, dễ sữa chữa bảo trì
- Giá thành tương đối thấp
- Hiệu suất và hệ số công suất thấp
- Độ chính xác không cao
- Kích thước cồng kềnh
- Phương án 3: Động cơ điện có sử dụng biến tần
Hinh 2.14 Động cơ có sử dụng biến tần
Biến tần là thiết bị làm thay đổi tần số dòng điện đặt lên cuộn dây bên trong động cơ và thông qua đó có thể điều khiển tốc độ động cơ một cách vô cấp, không cần dùng đến các hộp số cơ khí. Biến tần thường sử dụng các linh kiện bán dẫn để đóng ngắt tuần tự các cuộn dây của động cơ để làm sinh ra từ trường xoay làm quay rô-to (rotor).
Sơ đồ nguyên lý của động cơ biến tần:
Hinh 2.15 Sơ đồ nguyên lý động cơ sử dụng biến tần
Đặc điểm
- Dễ dàng sử dụng và bảo quản
- Điều chỉnh được tốc độ quay
- Hiệu suất cao
- Không cần thông qua hộp giảm tốc
- Tiết kiệm điện
- Giá thành cao
Ta chọn phương án 3: động cơ có sử dụng biến tần vì đây là máy vạn năng dùng chế tạo ống có nhiều đường kính khác nhau, dùng cho cả sản xuất hàng loạt và nhỏ lẻ, yêu cầu về tốc độ quay sẽ thay đổi theo năng suất, nên động cơ sử dụng biến tần phù hợp và đáp ứng được nhu cầu sử dụng.
VI. Lựa chọn phương án cắt ống
Là giai đoạn cuối của quá trình tạo ống, khi ống đạt kích thước yêu cầu ống sẽ được cắt và đẩy ống qua dàn đỡ ống. Đây là giai đoạn trông có vẻ đơn giản nhưng lại quan trọng, vì tốc độ cắt và chuyển động của dụng cụ cắt phải chính xác để dảm bảo hai yêu cầu: thứ nhất là kích thước của ống nằm trong sai số cho phép, thứ hai là tiết diện và bề mặt cắt phải đạt tiêu chuẩn.
- Phương án 1: sử dụng đĩa cắt kim loại
Là phương pháp cắt kim loại đơn giản và phổ biến nhất hiện nay, đĩa cắt được nối với trục động cơ qua bộ truyền quay với tốc độ cao khi chạm vào bề mặt kim loại sẽ tạo ra quá trình cắt để cắt kim loại.
Hinh 2.16 Đĩa cắt
Đặc điểm:
- Giá thành rẻ.
- Dễ dàng vận hành.
- Dễ bảo trì và thay thế.
- Cắt được nhiều loại vật liệu.
- Có thể mài lại để sử dụng.
- Tốc độ cắt chậm đối với vật liệu cứng, dày.
- Dễ bị mài mòn.
- Phương án 2: sử dụng phương pháp cắt Plasma
Là phương pháp mà khí trơ ( hoặc không khí nén ) được thổi qua vòi phun với áp suất cao, cùng thời điểm dòng hồ quang điện cũng truyền qua dòng khí này từ vòi phun đến bề mặt vật cắt, chuyển một phần khí sang thành Plasma. Plasma có nhiệt độ cao làm nóng chảy kim loại vật cắt, khí thổi với áp suất cao đủ để thổi kim loại nóng chảy ra khỏi mặt cắt.
Hinh 2.17 Cắt Plasma
Đặc điểm:
- Tốc độ cắt nhanh.
- Cắt được nhiều loại kim loại.
- Cắt được vật liệu có độ dày có thể lên đến 80mm.
- Dễ dàng vận hành.
- Có tính kinh tế hơn so với các phương pháp khác khi cắt những tấm dày
- Điện cực cắt và vòi phun thường xuyên phải thay thế làm tăng giá
thành sản xuất.
- Không thể cắt với vật cắt không phải là kim loại.
- Phương án 3: Sử dụng phương pháp cắt laser
Phương pháp này sử dụng một chùm tia năng lượng cao được sinh ra bởi máy phát laser sẽ được tập trung lên bề mặt chi tiết gia công thông qua hệ thống thấu kính. Chùm tia sẽ đốt nóng vật liệu và tạo nên một vùng vật liệu nóng chay cục bộ, phần vật liệu nóng chảy bị đẩy ra khỏi vùng gia công nhờ một dòng khí áp lực cao và như thế vật liệu sẽ bị cắt đứt.
Hinh 2.18 Cắt Plaser
Đặc điểm:
- Tốc độ cắt nhanh.
- Vết cắt nhỏ và chính xác.
- Cắt được những bề mặt phức tạp, vị trí khó tiếp cận.
- Cắt được nhiều loại vật liệu, cả kim loại và phi kim.
- Giá thành cao.
- Hiệu suất nhỏ.
- Bảo trì phức tạp.
- Có thể gây nguy hiểm, gây khó khăn trong quá trình gia công.
➢ Lựa chọn phương án:
Ta lựa chọn phương án 1: vì bề dày của phôi không thay đổi và độ dày rất mỏng ≤ 1mm, tốc độ cắt không cần quá nhanh chỉ cần phù hợp với tốc độ tạo sản phẩm, dễ dàng lắp đặt và bảo trì trong khí đó giá thành lại rẻ.
CHƯƠNG 3. THIẾT KẾ VÀ TÍNH TOÁN
I. Thiết kế hệ thống con lăn uốn mí
Bộ con lăn uốn mí là 1 trong 2 bộ phận quan trọng nhất của máy, bộ con lăn này có tác dụng tạo mí trước quá trình uốn ống, khi ống được uốn thì những mí này sẽ được móc lại với nhau kết nối những vòng xoắn lại đồng thời cũng là gân đỡ giúp ống trở nên cứng cáp.
Hinh 3.1 Bộ con lăn cán mí
- Xác định lực tác dụng lên con lăn
Ta có lực uốn cần thiết để làm biến dạng vật liệu tấm :
Trường ĐH Bách Khoa
*TÀI LIỆU THAM KHẢO Trường ĐH Bách Khoa
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.