THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
LỜI NÓI ĐẦU
Môn học công nghệ chế tạo máy đóng vai trò quan trọng trong chương trình đào tạo kỹ sư và cán bộ kỹ thuật về thiết kế và chế tạo các loại máy, các thiết bị phục vụ các ngành công nghiệp, nông nghiệp, giao thông vận tải ...
Là một sinh viên đang theo học chuyên ngành cơ khí chế tạo máy trong trường, được nhà trường trang bị kiến thức và kỹ thuật cơ sở đặc biệt là tay nghề. Để tạo điều kiện cho sinh viên có thể vận dụng các kiến thức đã học vào thực tế, em đã được khoa giao cho nhiệm vụ làm đồ án môn học với đề tài: Thiết kế quy trình công nghệ gia công chi tiết “ Thân đồ gá” .
Sau khi nhận được đề tài được sự hướng dẫn chỉ bảo tận tình của các thầy cô giáo, cùng với sự lỗ lực của bản thân, em đã làm việc một cách nghiêm túc cùng với sự tìm hiểu nghiên cứu tài liệu và sự đóng góp ý kiến của bạn bè, đến nay đề tài của em đã được hoàn thành.
Em xin chân thành cảm ơn thầy giỏo HOÀNG TIẾN DŨNG cùng tất cả các bạn trong lớp đã giúp đỡ em hoàn thành đồ án này.Trong quá trình thực hiện trình độ chuyên môn và kinh nghiệm thực tiễn còn hạn chế nên sẽ không tránh khỏi những thiếu sót chưa hoàn chỉnh em mong sự chỉ bảo và giúp đỡ của thầy,bạn bè để đề tài này được hoàn thiện hơn.
Em xin chân thành cảm ơn!
THUYẾT MINH ĐỒ ÁN
CÔNG NGHỆ CHẾ TẠO MÁY
- PHÂN TÍCH CHỨC NĂNG ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT
Đồ gá là trang bị công nghệ cần thiết trong quá trình gia công ,kiểm tra và lắp ráp sản phẩm cơ khí.Trong các loại đồ gá được sử dụng thì đồ gá gia công chiếm tới 80-90%
Đồ gá gia công tạo điều kiện mở rộng khả năng làm việc của máy công cụ,giảm thời gian phụ vì gá đặt phôi nhanh gọn ,giảm thời gian máy vì có thể gá đặt nhiều phôi để gia công đồng thời ,góp phần hạ giá thành sản phẩm ,giảm nhẹ sức lao động khi gá đặt phôi gia công .
Chi tiết thân đồ gá là phần quan trọng nhất của đồ gá gia công , thân đồ gá có khoan các lỗ lắp ghép . Thân đồ gá được lắp chặt trên băng máy nhờ các bulông, thân đồ gá dùng để định vị và kẹp chặt chi tiết gia công(cơ cấu định vị và kẹp chặt được lắp trên đồ gá) nhằm xác định vị trí chính xác giữa phôi gia công và dụng cụ gia công,đồng thời giữ vị trí ổn định trong khi gia công.
Chi tiết làm việc trong điều kiện rung động và thay đổi
Vật liệu sử dụng là : GX 15-32 , có các thành phần hoá học sau :
C = 3- 3,7 Si = 1,2 -2,5 Mn = 0,25 -1,00 S < 0,12 P =0,05 -1,00
[d]bk = 150 MPa [d]bu = 320 MPa

II.PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
Tính công nghệ trong kết cấu là những đặc điểm về kết cấu cũng như những yêu cầu kỹ thuật ứng với chức năng làm việc của chi tiết gia công. Nó có ý nghĩa quan trọng trong việc nâng cao tính công nghệ, giảm khối lượng lao động, tăng hệ số sử dụng vật liệu và hạ giá thành sản phẩm.
Trên cơ sở nghiên cứu điều kiện của chi tiết ta thấy kết cấu của chi tiết đảm bảo độ cứng vững. đây là điều kiện tốt để có thể tạo năng suất và độ chính xác cao trong quá trình sản xuất.
Kết cấu của chi tiết hợp lý sẽ giảm khối lượng lao động, tăng hệ số sử dụng vật liệu, hạ giá thành sản phẩm.
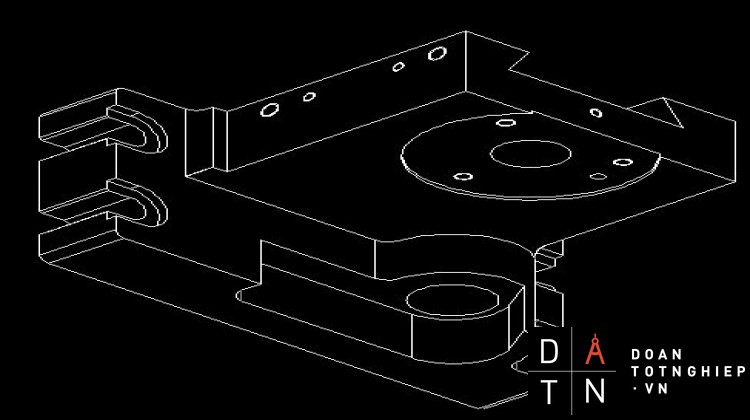
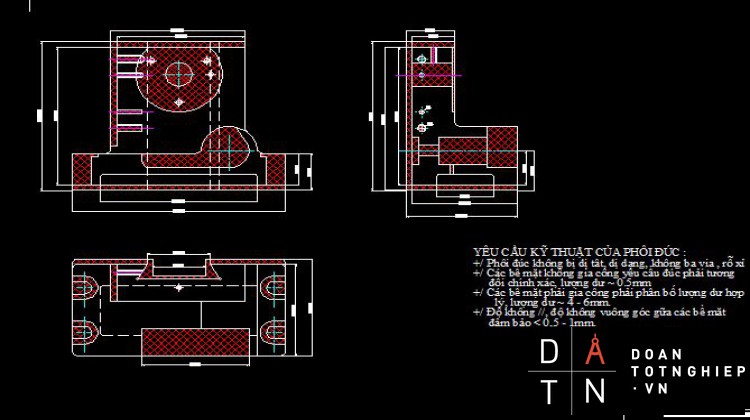
Bản vẽ chi tiết
- Bề mặt làm việc chủ yếu của thõn Đồ gá là các mặt phẳng, mặt trong của lỗ và các bề mặt ngoài.
- Qua các điều kiện kỹ thuật trên ta có thể đưa ra một số nét công nghệ điển hình của chi tiết thân đồ gá như sau:
+ Chi tiết thuộc dạng chi tiết dạng hộp.
+ Chi tiết đòi hỏi độ vuông góc giữa các mặt phẳng với nhau và giữa tâm lỗ và mặt đầu của lỗ.
+ Kết cấu của hộp phải được đảm bảo khả năng cứng vững.
+ Ta thấy thân đồ gá với kích thước không lớn lắm phôi nên chọn là phôi đúc và vì để đảm bảo các điều kiện làm việc trong quá trình gia công.
+ Chiều dài các lỗ cơ bản nên chọn bằng nhau và các mặt đầu của chúng thuộc hai mặt phẳng song song với nhau là tốt nhất.
+ Kết cấu nên chọn đối xứng qua mặt phẳng nào đó. Đối với các lỗ vuông góc cần phải thuận lợi cho việc gia công lỗ.
+ Kết cấu phải thuận lợi cho việc gia công nhiều chi tiết cùng một lúc.
+ Kết cấu thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
+ Nguyên công đầu tiên gia công mặt đáy để làm chuẩn cho chi tiết và là chuẩn để gia công các bề mặt khác.
ằng phương pháp đúc . Kết cấu tương đối đơn giản.
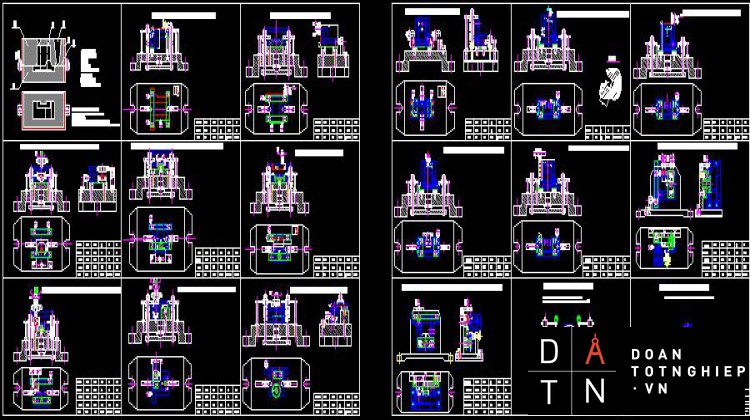
Phương án gia công
Nguyên công I : Tạo phụi
Nguyên công II : Phay mặt A
Nguyên công III : Phay mặt đáy B
Nguyên công IV : Khoan khoột doa ɸ26, ɸ84.
Nguyên côngV: Khoan- taro 3 lỗ M5 . Khoan ϕ4
Nguyên công VI :Phay Bậc.
Nguyên công VII :Khoan-khoét- doa lỗ ϕ12, ϕ30
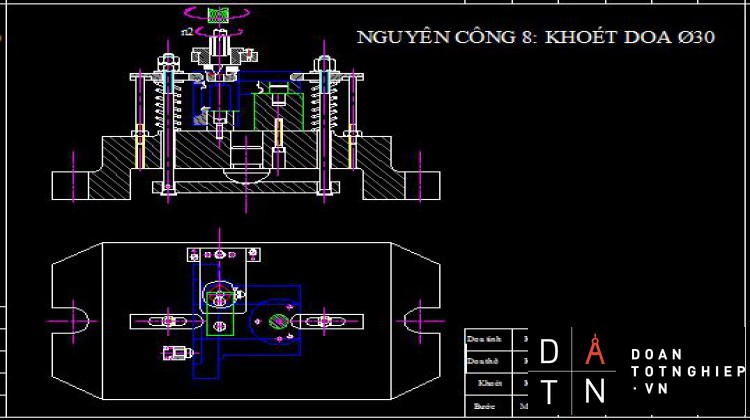
Nguyên công VIII : Khoét doa ϕ30
Nguyên công IX : Phay mang cỏ.
Nguyên công X : Phay 4 rănh.
Nguyên công XI :Sọc rănh công nghệ.
Nguyên công XII : Phay mặt đầu.
Nguyên công XIII : Khoan ta rụ M5
Nguyên công XIV : Phay mặt cạnh.
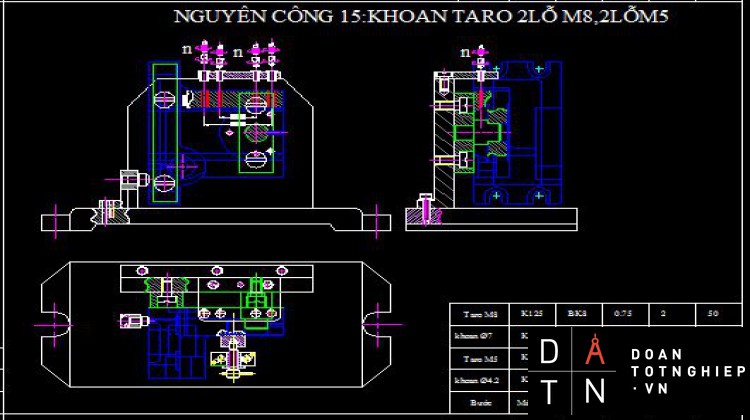
Nguyên công XV : Khoan ta rụ 2 lỗ M8,M5.
Nguyên công XVI :Khoan ɸ8 khoan taro M5, khoan ɸ4.
Nguyên công XVII : Kiểm tra
Nguyên công XVIII : Kiểm tra
III.XÁC ĐỊNH DẠNG SẢN XUẤT
Việc xác định quy mô và hình thức tổ chức sản xuất cho chi tiết là một việc làm quan trọng cho các bước làm việc tiếp theo . Bởi nếu xác định dạng sản xuất không đúng sẽ ảnh hưởng đến việc lập quy trình công nghệ, ảnh hưởng đến sản lượng hàng năm của chi tiết và ảnh hưởng đến chi phí ban đầu để gia công chi tiết.
Để đảm bảo sản lượng hàng năm và sản phẩm của đề tài được giao một cách chính xác ta phải xác định dạng sản xuất, từ đó làm cơ sở thiết kế quy trình công nghệ đồ gá, cùng những trang thiết bị khác phù hợp nhằm giảm giá thành, năng cao chất lượng và sản lượng cho sản phẩm. Muốn vậy, trước hết ta phải xác định sản lượng hàng năm cho chi tiết và trọng lượng của chi tiết đó.
Sản lượng hàng năm được xác định theo công thức sau :
N = N1.m (1+)
Trong đó
N- Số chi tiết được sản xuất trong một năm
N1- Số sản phẩm được sản xuất trong một năm 7000 chi tiết /năm
m- Số chi tiết trong một sản phẩm (m=1)
a- Phế phẩm trong xưởng đúc a =(3-:-6) %
b- Số chi tiết được chế tạo thêm để dự trữ b =(5-:-7)%
Vậy N = 7500.1(1 +)= 8250(chi tiết /năm)
Trọng lượng của chi tiết được xác định theo công thức
Q1 = V.g (kg)
Trong đó:
Q1- Trọng lượng chi tiết
g - Khối lượng riêng của vật liệu,chọn =7 kg/
V - Thể tích của chi tiết
V= V1+V2+V3
V1-Thể tích khối thân chính V1 = 154.41.59 =372526
V2-Thể tích đế V2 = 206.102.35 = 735420
V3-Thể tích các lỗ V3 = 30. é.2= 68671
Vỡ đây là thể tớch của hỡnh trụ ta chỉ lấy thể tớch của nửa hỡnh trụ vỡ vậy
V3 = 34335
Vậy thể tích chi tiết là :
V =372526 + 735420 + 34335 = 1142281 =1,15 dm3
Vậy Q1 = V.g = 1,15.7= 8.05(kg)
Để xác định được dạng sản xuất ta dựa theo bảng phân loại sản xuất sau đây:
|
Dạng sản xuất |
Q: Trọng lượng chi tiết |
||
|
>200kg |
4 ¸200 kg |
<4kg |
|
|
Sản lượng hàng năm của chi tiết (Chiếc) |
|||
|
Đơn chiếc |
<5 |
<10 |
<100 |
|
Hàng loạt nhỏ |
5¸100 |
10¸200 |
100¸500 |
|
Hàng loạt vừa |
100¸300 |
200¸500 |
500¸5000 |
|
Hàng loạt lớn |
300¸1000 |
500¸1000 |
5000¸50.000 |
|
Hàng khối |
>1000 |
>5000 |
>50.000 |
Dựa vào N & Q1 bảng 2 (TKĐACNCTM) Sản lượng chi tiết trong một năm 7500 chi tiết. Trọng lượng chi tiết 8.05 kg tra bảng chọn dạng sản xuất hàng khối.
IV. .XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ THIẾT KẾ BẢN VẼ CHI TIẾT LỒNG PHÔI.
1.Xác định phương pháp chế tạo phôi
* Nhận xột:
- Việc lựa chọn phương pháp chế tạo phụi thớch hợp sẽ mang lại hiệu quả kinh tế cao do: tiết kiệm được nguyờn liệu, giảm thời gian gia cụng cắt gọt, nâng cao năng suất cắt gọt do lượng dư nhỏ, đạt độ chớnh xỏc khỏ cao về kích thước, hỡnh dỏng hỡnh học và vị trí tương quan của những bề mặt không gia công, tăng hệ số sử dụng vật liệu, gúp phần giảm giỏ thành sản phẩm.
Vỡ vậy cần căn cứ vào dạng sản xuất, hỡnh dạng, kết cấu và cỏc yờu cầu kỹ thuật của chi tiết để ta chọn phương án chế tạo phụi thớch hợp nhất.
- Vật liệu để chế tạo chi tiết thân đồ gỏ là gang xỏm (GX15-32). Gang xỏm cú giỏ thành rẻ, dễ nấu luyện, cú nhiệt độ núng chảy thấp (13500C), có tính đúc tốt và khả năng chịu lực nộn cao.
- Do đặc tớnh của gang xỏm là cứng và dũn, khụng rốn dập được nờn ta chọn phương pháp đúc để chế tạo phụi chi tiết thân đồ gỏ.
- Các phương án đúc phôi gang:
+ Đúc gang trong khuôn cát, mẫu gỗ, làm khuụn bằng tay. Phương pháp này cho độ chớnh xỏc thấp, lượng dư cho gia công cắt gọt lớn, năng suất thấp, đũi hỏi trỡnh độ tay nghề cụng nhõn cao, thớch hợp với dạng sản xuất đơn chiếc và loạt nhỏ.
+ Dựng mẫu kim loại, khuôn cát pha nước thủy tinh, làm khuụn bằng máy. Phương pháp này đạt độ chính và năng suất cao, lượng dư gia công cắt gọt nhỏ, phế phẩm ớt, vật đúc không bị cong vờnh, khụng rỗ khớ do khả năng thoát hơi rất tốt của khuụn cỏt, thớch hợp với sản xuất hàng loạt và hàng khối.
+ Đúc trong khuôn kim loại. Phương pháp này đem lại sản phẩm đúc chất lượng cao, kích thước chính xác, độ nhẵn búng bề mặt cao, cú khả năng cơ khí hóa, tự động húa, thớch hợp cho dạng sản xuất hàng loạt và hàng khối. Tuy nhiờn lớp bề mặt của vật đúc thường bị biến cứng, khả năng khuyết tật lớn (vật đúc dễ cong vờnh), chi phớ chế tạo khuụn rất cao.
* Kết luận:
- Căn cứ vào dạng sản xuất hàng khối, vật liệu chế tạo chi tiết là GX15-32 và hỡnh dạng, kết cấu của chi tiết khụng phức tạp ta chọn phương pháp đúc tối ưu, kinh tế nhất là: đúc trong khuôn cát pha nước thủy tinh.
- Sau khi đúc cần làm sạch, cắt bavia, đem ủ để giảm độ cứng và giảm ứng suất, tạo thuận lợi cho gia công cơ.
2.Gia công chuẩn bị phôi
Để tạo điều kiện thuận lợi cho việc chọn chuẩn ta cần gia công chuẩn bị phôi để tạo các bề mặt sạch và chính xác đủ để dùng làm chuẩn thô khi gia công ,đồng thời cũng làm giảm sự ảnh hưởng của bề mặt phôi đến quá trình cắt để nâng cao chất lượng bề mặt sau gia công cũng như tăng tuổi bền của dụng cụ cắt .
Việc chuẩn bị phôi chủ yếu là làm sạch các bề mặt của chi tiết ,làm sạch bavia ,đậu rót ,đậu ngót.
3.Bản vẽ lồng phôi :
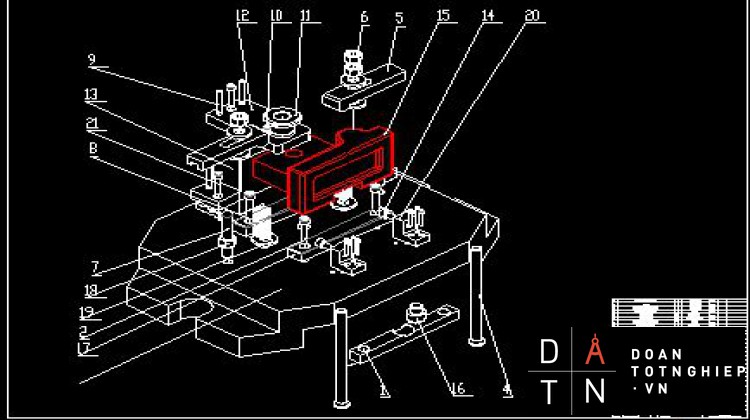
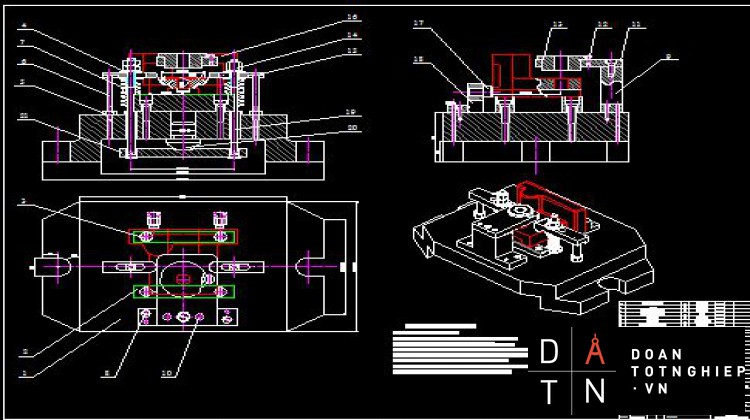
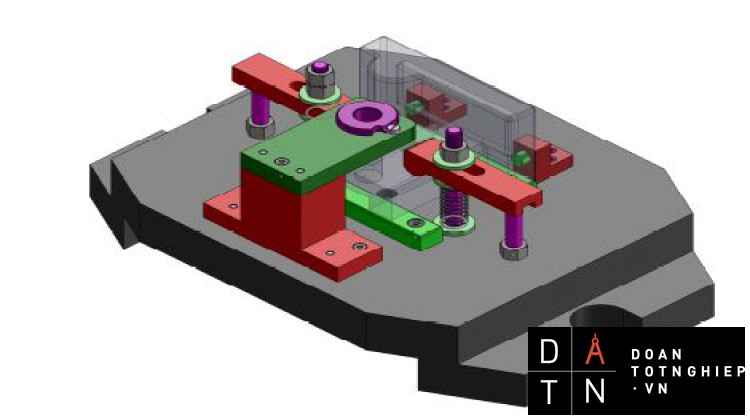
Nguyên Lý Làm Việc Của Đồ Gá.
- Ta đưa chi tiết gia công vào đồ gá sau đó ta gạt tay gạt 7 để kẹp chặt chi tiết nhờ hệ thống kẹp chặt bằng cam 7 tác dụng với chi tiết 6 được tì vào mặt của chi tiết gia công làm cho chi tiết gia công được kẹp chặt.
- Ta điều chỉnh khoảng cách cao hay thấp phụ thuộc vào chi tiết gia công có đường kính to hay nhỏ bằng cách ta nới các vít hãm chi tiết 2 ra và ta điều chỉnh lên hoặc xuống sau khi chỉnh song ta lại xiết chặt các vít hãm vào. chiều cao của đồ gá có giá trị max là 80,có giá trị min là 35. Gia công được chi tiết max là ɸ140.
- Ta hiệu chỉnh tâm lỗ bạc so với chi tiết cần gia công ta nới lỏng các con vít hãm của cầu dẫn rat a vặn tay vặn 12 ra xa hoặc lại gần ta vừa vặn vừa nhìn vào du xích 14,15 sau khi ta chỉnh song ta lại vặn các vít hãm vào cho chặt.
- Nếu chi tiết cần gia công với đường kính lỗ khoan to thì ta thay bạc thay nhanh khác vào bằng cách ta vặn vít hãm bac ra và ta tháo bạc đó ra và thay bạc khác vào sau đó vặn chặt chặt vít hãm bac vào.
- Sau khi gia công song ta lại trả tay gạt 7 về vị trí mở mỏ kẹp 6 được đẩy ra nhờ hệ thống đẩy của lò xo và ta lấy chi tiết gia công ra.
-
KẾT LUẬN
Trên đây là toàn bộ quá trình chế tạo và gia công chi tiết Thân đồ gá. Quá trình nghiên cứu, lập phương án, lựa chọn phương án của em có ưu điểm: Để thực hiện do phần nhiều chỉ sử dụng phương pháp gia công đơn giản, ít tốn chi phí máy móc, vận chuyển máy đi sửa chữa, đây cũng là phương án tối ưu nhất và hợp lí nhất mà em đã phân tích, nghiên cứu và lựa chọn để tính toán và gia công chi tiết.
Qua quá trình làm đồ án môn học em đã rút ra rất nhiều bài học, kinh nghiệm cho công việc tính toán và gia công chi tiết bổ ích đối với bản thân và trong công việc sau này.
Tuy đã có nhiều nỗ lực cố gắng của bản thân nhưng đồ án của em còn có nhiều những sai xót nhất định. Em mong nhận được sự chỉ dạy giúp đỡ của các thầy cô trong khoa cơ khí và sự đóng góp ý kiến của các bạn bè cùng học, cùng làm để em có thể tiến bộ hơn nữa.
Em xin chân thành cảm ơn sự giúp đỡ của thầy cô giáo trong khoa, các bạn và đặc biệt là thầy HOÀNG TIẾN DŨNG đã giúp em hoàn thành đồ án môn học này.
Em xin chân thành cảm ơn !
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK