THIẾT KẾ KHUÔN ÉP NHỰA NHIỀU MÀU SẢN PHẨM DAO CAO RÂU 2 MÀU

NỘI DUNG ĐỒ ÁN
THIẾT KẾ KHUÔN ÉP NHỰA NHIỀU MÀU SẢN PHẨM DAO CAO RÂU 2 MÀU
LUẬN VĂN TỐT NGHIỆP GVHD : LÊ TRUNG THỰC
SVTH : TIỀN TIẾN CHUNG Trang 47
ĐẶNG MINH DƯỠNG
CHƯƠNG 1
TÌNH HÌNH NGÀNH CÔNG NGHIỆP NHỰA TRÊN THẾ GIỚI VÀ VIỆT NAM
1.1 TỔNG QUAN VỀ NGÀNH NHỰA THẾ GIỚI TRONG NHỮNG NĂM
GẦN ĐÂY
Bước vào thiên niên kỉ mới, con người ngày càng phải đối mặt với rất nhiều khó khăn của cuộc sống. Và một trong những khó khăn lớn nhất mà con người phải đối mặt là sự cạn kiệt về nguồn nguyên vật liệu như gỗ và kim loại… Tuy nhiên, chính nhờ sự phát triển như vũ bão của khoa học kĩ thuật hiện nay đã đáp ứng ngày càng tốt hơn nhu cầu của con người về mọi mặt, những vật liệu mới có các tính năng ưu việt hơn đã được tìm thấy. Trong đó nỗi bật trên hết chính là vật liệu nhựa. Những sản phẩm từ nhựa chiếm một tỉ trong ngày càng lớn, sản phẩm nhựa được sử dụng hầu hết tất cả lĩnh vực trong công nghiệp cũng như trong dân dụng, từ những vật liệu thông dụng trong cuộc sống cho đến những chi tiết máy đòi hỏi yêu cầu cao. Với ưu điểm lí, hoá tính như: nhẹ, dẻo dai, đàn hồi tốt, bền, không bị ăn mòn hoá học và đặc biệt tạo hình phức tạp và có thể tái sinh.
Ngày nay, vật liệu nhựa đã tạo ra được những sản phẩm đáp ứng những yêu cầu cao, các chi tiết máy dần dần được thay thế bằng nhựa làm cho giá thành chế tạo giảm xuống đáng kể, tiết kiệm công sức chế tạo và vật liệu quí, trong khi khả năng làm việc của các chi tiết đó vẫn đảm bảonhư bánh răng, vỏ máy, vỏ xe… Các sản phẩm nhựa được cũng khẳng định được tính đa dạng và thông dụng trong cuộc sống như : keo dán, vỏ bọc cách điện, vật liệu cách li, vật liệu làm sàn, ống lắp ráp , các thiết bị phòng tắm, dây cáp, dây điện cách điện cách điện, phần lớn các chi tiết đúc và dây dẫn dùng trong hệ thống điện thoại… trong dân dụng , sản phẩm nhựa đã đi sâu vào những ngóc ngách nhỏ nhất như: chén đĩa, chậu , xô, bàn ghế…
Hiện nay, tại các nước phát triển: Mỹ, Cannada, khối liên hiệp Châu Âu, Nhật Bản các sản phẩm nhưạ ngày càng chiếm ưu thế và dần thay thế các sản phẩm bằng gỗ, kim loại… đang ngày càng khan hiếm. Điều này có thể thấy rõ thông qua bảng đối chiếu chỉ số chất dẻo bình quân đầu người ở một số nước như sau:
Bảng đối chiếu chỉ số chất dẻo bình quân đầu người ở một số nước
( đơn vị tính: kg/ người)
Quốc gia 1995 1999
Việt nam 3,79 9,43
Indonexia 16 20
Thái lan 23 32
Malaysia 31 48,5
Singapore 100 105
Nhật bản 85 110
Mỹ 108 120
Theo thống kê, số lượng người làm việc chuyên về hoá học trực tiếp liên quan đến polymer ước tính (40-60)% của tất cả các lao động về hoá học. Số lượng của công nhân trong công nghiệp hoá học liên quan đến vật liệu cao phân tử được công bố tại bộ lao động Hoa Kỳ hơn một triệu người, chiếm 60% về công việc kỹ nghệ háo học.
Bảng sau thống kê số lượng công nhân làm việc trong ngành công nghiệp háo học ở Hoa Kỳ qua các năm 1975, 1985:
Bảng thống kê số lượng công nhân làm việc trong ngành công nghiệp hoá học ở Hoa Kỳ qua các năm 1975, 1985:
Lĩnh vực 1975 1985
Công nghệ vô cơ 149 143
Dược phẩm 167 205
Chất tẩy rửa 142 148
Công nghệ hữu cơ 150 164
Nông nghiệp 65 65
Trong những năm gần đây, con người chuyển sang dùng chất dẻo thay thế cho các vật liệu khác rất đáng kể như: khoảng 3 triệu pound dùng làm thảm, 250 triệu pound dùng làm ghế nệm, và các loại ván polystyrene chịu tác động mạnh như những sản phẩm được làm từ gỗ trước đó.
Bảng thống kê các loại vật liệu cao phân tử được sản xuất nhằm mục đích cân bằng trong thương mại năm 1995 ( triệu USD)
Vật liệu Xuất khẩu Nhập khẩu
Ogarnic chemical 6000 4600
Inogarnic chemical 2000 2000
Radial active material 1300 1400
Pigments, paintsand varnishes 300 270
Medicinal and pharma ceutical 2700 1080
Fertilizers 2160 1000
Plastics and resins 3800 1600
Pesticicles and disindeetantees 1900 100
Total chemical 22000 14500
Total 213000 345000
Nói tóm lại ngành nhựa hiện nay trên thế giới được quan tâm và phát triển mạnh mẽ. Nó là mục tiêu nghiên cứu và chế tạo các sản phẩm nhựa cao cấp của các nước hiện nay.
1.2 TÌNH HÌNH NGÀNH NHỰA VIỆT NAM THỜI KÌ 1997-2002
Như chúng ta đã biết , ngành Nhựa Việt Nam năm 1989 bằng với mức sản lượng năm 1975 là 50.000 tấn, có nghĩa là 15 năm không hề phát triển. Mức bình quân tỉ lệ chất dẻo đầu người chỉ có 0,7kg/người. Bắt đầu từ năm 1990 sau khi nhà nước thực hiện chính sách mở cửa, thực hiện nền kinh tế thị trường, ngành nhựa mới phục hồi và phát triển cao:35%/năm trong suốt 7 năm 1990-1997 và đến năm 1997 đã đạt sản lượng 380.000 tấn, chỉ số chất dẻo bình quân đầu người 5kg/người. Tốc độ tuy tăng trưởng cao, song trong giai đoạn này mức tăng trưởng tuyệt đối hàng năm mới chỉ đạt 40.000tấn/năm bởi lẽ xuất phát điểm của ngành nhựa quá thấp.
Thời kì 1997-2002 mới thật sự là thời kì bùng nổ của ngành nhựa Việt Nam cả về số lượng lẫn chất lượng. Tốc độ tăng trưởng bình quân là 26%/năm. Mức tăng trưởng tuyệt đối bình quân trên 150.000 tấn/năm. Năm 2002 ngành nhựa Việt Nam đạt sản lượng trên 1.260.000 tấn, mức chỉ số chất dẻo bình quân đạt 15,6kg/người. Nay là thời kì phát triển mạnh mẽ và toàn diện của ngành nhựa Việt Nam trên tất cả các lĩnh vực:
· Bao bì: 460.000 tấn chiếm 37%
· Vật liệu xây dựng:190.000 tấn chiếm tỷ trọng 15%
· Sản phẩm gia dụng thông thường: 500.000tấn chiếm tỷ trọng 40%
· Sản phẩm nhựa kĩ thuật: 100.000 tấn chiếm tỷ trọng 8%
· Sản xuất nguyên liệu : có 2 nhà máy sản xuất PVC với công suất 200.000 tấn và một nhà máy sản xuất DOP và 3 nhà máy sản xuất PVC compound
· Lĩnh vực chế tạo thiết bị và khuôn mẫu: nhiều cơ sở đã đầu tư thiết bị hiện đại đã chế tạo một số loại khuôn mẫu kĩ thuật cao, và bắt đầu chế tạo một số dạng máy ép thuỷ lực, máy ép đùn
Trong sự tăng trưởng đó bao bì có tốc độ phát triển cao và toàn diện trên các mặt:
· Bao bì mềm đơn lớp và đa lớp
· Bao bì dạng sợi dệt
· Bao bì rổng ( dạng chai lọ, thùng chứa dạng thổi
· Bao bì dạng tấm, định hình sản phẩm theo phương pháp chân không
· Bao bì thùng chứa dạng ép phun(két bia, két nước ngọt, nước khoáng…)
Riêng bao bì mềm phát triển rất nhanh các loại màng mỏng nhiều lớp ,bao gói mì ăn liền, bánh kẹo, sữa, chè, cafe, mì chính các loại thực phẩm và hải sản đông lạnh chế biến, bột giặt… Dạng túi siêu thị cũng phát triển nhanh và bắt đầu tham gia xuất khẩu vào các thị trường khó tính như Nhật Bản, Châu Úc, Châu âu, Châu Mĩ. Đặc biệt tiến bộ nhiều về mặt màu sắc in ấn. Hạn chế và dần dần đi đến chấm dứt việc nhập khẩu các loại bao bì này như trước đây. Từ các cơ sở nhỏ và vừa với doanh số 1-2 triệu USD/năm. Một số công ty đã vươn lên thành các công ty có tầm cỡ với doanh số 30triệu USD/ năm, như công ty bao bì nhựa Tân Tiến, Liksin…
Bao bì dạng sợi dệt từ chỗ gần 30 triệu sản phẩm trên năm vào năm 1997 và đã đạt sản lượng 1 tỉ bao vào năm 2002 phục vụ cho bao bì cho các ngành thực phẩm, lương thực, muối, hoá chất, phân bón, thức ăn gia súc… Một số doanh nghiệp đầu đàn đã có sản lượng từ 50-100 triệu bao năm như: Sadico Cần Thơ, Công ty Hoá Chất 76, Tân Đại Hưng, Công ty cổ phần Nhựa Tân Hoá…
Bao bì rổng cũng phát triển theo xu thế bùng nổ. Đặt biệt chai PET có tốc độ tăng trưởng chóng mặt. Năm 2002 đạt con số gần 1 tỉ chai, tăng trưởng gấp 450 lần so với 8 năm trước đó. Có doanh nghiệp đã được xác định là đứng thứ 3 Đông Nam Á như công ty TNHH Nhựa Ngọc Nghĩa
Riêng trong lĩnh vực vật liệu xây dựng thì ống( cấp nước – dẫn nước, thoát nước, ống cáp điện, cáp viễn thông) và sản phẩm “profile” có tốc độ tăng trưởng mạnh nhất. Riêng ống có sản lượng tăng gấp 50 lần so với 10 năm trước. Cac sản phẩm tấm trần, tấm lợp, sàn nhà, vách ngăn, cửa ra vào, cửa sổ đang thay thế dần cho gỗ bởi sự bèn chắc, chống ẩm thấp giá thành hợp lí của nó. Cũng như lĩnh vực bao bì, trong lĩnh vực này xuất hiện nhiều doanh nghiệp tầm cỡnhư Bình Minh, Thiéu Niên-Tiền Phong, Vật liệu Bưu Điện… có sản phẩm hàng chục tấn sản phẩm /năm
Sản phẩm tiêu dùng thông thường ngày càng đa dạng, nhiều mẫu mã, màu sắc đẹp và bền được người tiêu dùng chấp nhận. Không những đẩy lùi hàng nhập khẩu mà còn bắt đầu tham gia xuất khẩu. Nhiều doanh nghiệp tầm cỡ đã xuất hiện như: Nhựa Long Thành, Nhựa Đại Đông Tiến, Nhựa Sài Gòn…
Các loại sản phẩm kĩ thuật phục vụ cho ngành điện – điện tử, viễn thông, điện lạnh ôtô, xe máy… ngày càng phát triển và tăng nhanh tỷ trọng. Nay là sản phẩm kĩ thuật đòi hỏi việc đầu tư nghiêm túc về thiết bị và khuôn mẫu, đặc biệt là khuôn mẫu – bởi vì có những loại khuôn còn đắt hơn thiết bị. Vốn đầu tư không nhỏ. Vì vậy năm 1997 các cơ sở sản xuất này còn ít và nhỏ bé, tới nay đã tiến tới sản xuất được vỏ tivi, video, vỏ điện thoại cố định, vè , bửng, mặt nạ xe máy. Nhất là trong lĩnh vực quạt điên phát triển mạnh đến mức giá thành thấp hơn nhiều lần so với hàng ngoại nhập trước nay, trong khi đó chất lượng và mẫu mã không thua kém bao nhiêu.
Trong lĩnh vực nhựa kĩ thuật, việc sản xuất phụ liêu cho ngành giầy da cũng bắt đầu được quan tâm và phát triển
Về mặt xuất khẩu chúng ta đã có nhiều thị trường như Nhật, Úc, Châu Âu, Châu Mĩ, với tổng số sản phẩm ước chừng 150triệu USD/2002
1.3 XU HƯỚNG PHÁT TRIỂN CỦA NGÀNH NHỰA TỚI NĂM 2010
Với tốc độ phát triển trên đây, căn cứ vào những chỉ tiêu phát triển kinh tế 10 năm (2001 – 2010) của Nhà nước, với mức tăng bình quân GDP 7%/năm, đạt con số thu nhập bình quân 860USD/người vào năm 2010. Mức tăng trưởng công nghiệp nói chung từ 13-14%/ năm. Ngành nhựa Việt Nam hồ hởi bước vào thập niên đầu của thế kỉ 21.
Chúng ta dự kiến mức tăng trưởng của công nghiệp nhựa Việt Nam là 15%/năm trong 10 năm từ 2001-2010 cao hơn mức tăng trưởng công nghiệp chung là 2%(mà bình quân trước đó của ngành công nghiệp nhựa là 30%/năm) thì tới năm 2010 sản phẩm toàn ngành nhựa sẽ đạt con số 3.850.000 tấn và mức bình quân chỉ số chất dẻo là 40kg/người. Doanh số từ 1,6tỷ USD/năm tăng lên 7 tỷ USD vào năm 2010
Sự tăng trưởng đó dự kiến sẽ phân ra như sau:
· Bao bì (tốc độ tăng trưởng 15%/năm) đạt sản lượng 1.400.000 tấn
· Vật liệu xây dựng (tốc độ tăng trưởng 15%/năm) đạt sản lượng 600.000 tấn
· Sản phẩm gia dụng thông thường (tốc độ tăng trưởng 13%/năm) đạt sản lượng 1.400.000 tấn
· Sản phẩm kĩ thuật (tốc độ tăng trưởng 20%/năm) đạt sản lượng 450.000 tấn.
Với tốc độ tăng trưởng như trên đặt ra trước mắt doanh nghiệp nhựa những nhiệm vụ cấp bách đầu tư chiều sâu và cả đầu tư mở rộng. Lượng vốn can để có thể đầu tư tối thiểu phải là 1 tỉ USD. Ơ đây những giải pháp hữu hiệu được đặt ra cho các doanh nghiệp chúng ta và cả trước nhà nước nữa.”Một trung tâm tư vấn đầu tư và xúc tiến thương mại” của hiệp hội nhựa Việt Nam (VPA ) cần phải được cũng cố và phát triển để góp phần vào hoạt động hữu hiệu cho các doanh nghiệp. Bộ Tài Chính có công văn 27/9/2002 xác định nhà nước sẽ có khoảng tài trợ 50% cho các dự án xúc tiến xuất khẩu mà hiệp hội nhựa việt Nam là 1 trong 7 hiệp hội cả nước được giao nhiệm vụ này.
Riêng về mặt cung cấp nhiên liệu nếu chỉ yêu cầu đảm bảo 30% nguồn nguyên liệu trong nước cho sản phẩm trên thì chúng ta cần có trên 1 triệu tấn nguyên liệu. Như vậy nhiệm vụ đặt ra cho chúng ta là phải có 2-3 nhà máy sản xuất PVC với công suất tối thiểu 500.000 tấn. Chúng ta cần có hai nhà máy sản xuất PP và PE với công suất tối thiểu 700.000 tấn. Việc có một nhà máy sản xuất nhiên liệu PS và mở rộng liên doanh sản xuất POP là tất yếu. Đầu tư cho nguyên liệu, vốn lớn trên 2 tỉ USD.Vì vậy chúng ta cần được sự hỗ trợ của nhà nước ngành hoá dầu trong nước và cần sự hợp tác với các doanh nghiệp nước ngoài.
CHƯƠNG 2
TỔNG QUAN VỀ CAD/CAM VÀ PHẦN MỀM PRO/ENGINEER
2.1 TỔNG QUAN VỀ CAD/CAM
Quá trình sản xuất bao gồm các quá trình:
· Chuẩn bị sản xuất ( đơn đặt hàng , nguồn nguyên vật liệu…)
· Thiết kế sản phẩm.
· Lập kế hoạch sản xuất.
· Sản xuất
· Kiểm tra chất lượng sản phẩm.
· Quản lí sản xuất
Để có thể tăng năng suất và giảm giá thành chế tạo tiết kiệm công sức thì các nhà thiết kế và chế tạo cần phải vận dụng những thành tựu của công nghệ hiện đại, để tăng năng suất thiết kế, chế tạo đó chính là công nghệ thiết kế và sản xuất chế tạo nhờ máy tính CAD/CAM. Vậy CAD/CAM là gì?
· CAD ( computer aided design): sử dụng hệ thống máy tính cùng với phần mềm tích hợp để trợ giúp thiết kế , sửa đổi phân tích tối ứu hoá đề án thiết kế
· CAM ( computer aided manufacturing): sử dụng máy tính cùng với phần mềm thích hợp để lập kế hoạch quản lí điều khiển hoạt động của một nhà máy thông qua giao diện trực tiếp hoặc gián tiếp giữa máy tính với các tài nguyên sản xuất của nhà máy
Theo dõi và điều khiển trực tiếp của CAM máy tính được ghép nối trực tiếp với đối tượng của hệ thống sản xuất để thực hiện việc theo dõi và điều khiển các quá trình của đối tượng đó. Chức năng theo dõi được thực hiện thông qua việc theo dõi và thực hiện các quá trình của đối tượng sản xuất.Chức năng điều khiển là phần mềm xử lí và đưa ra những tín hiệu điều khiển trực tiếp tới các đối tượng dựa vào số liệu thu thập được
Trợ giúp sản xuất đây là những ứng dụng gián tiếp, trong đó máy tính được dùng để lập kế hoạch, tiến độ, dự báo, cung cấp thông tin, đưa ra các chỉ thị quản lí và điều hành công việc quản lí
Về mặt công nghệ, khác biệt cơ bản giữa gia công tạo hình theo công nghệ truyền thống và công nghệ CAD/CAM là thay thế tạo hình theo mẫu sản phẩm bằng cách mô hỉnh hoá hình học sản phẩm. Kết quả là mẫu chép hình và công nghệ gia công chép hình được thay thế bằng mô hình hình học số (computational geometric model- CGM) và gia công điều khiển số CAM
2.1.1 Sơ lược về sự phát triển CAD/CAM
Với sự phát triển như vũ bão của các ngành khoa học kỹ thuật đặc biệt là các ngành kỹ thuật vi điện tử, tin học và cơ khí và các ngành công nghiệp đã và đang không ngừng nghiên cứu và phát triển công nghệ sản xuất theo hướng tự động hoá sản suất nên đem lại năng suất lao động cao hơn, sản phẩm ngày càng hoàn thiện hơn. Với sự đóng góp to lớn của các ngành khoa học nói trên, con người đã hình thành nên các quy trình sản xuất tiến bộ, phù hợp với nhu cầu ngày càng cao của con người trong đó tiến bộ nhất là hệ thống sản xuất tích hợp của máy tính CIMS ( computer integrated manufacturing system)
Hình 2.1: vai trò của hệ thống CAD/CAM trong hệ thống CIMS
· CAE (computer aided engineering): phân tích kỹ thuật
· CAPP( computer aided process planning): lập quy trình chế tạo
· CNC ( computer numberical controller) máy gia công điều khiển chương trình số
· CAQ(computer aided quality control): quản lý chất lượng với sự trợ giúp của máy tính
· MRP (manufacturing resources planning): hoạch định nguồn sản suất
· PP( production planning): lập kế hoạch sản suất
Các thành phần của hệ thống CIMS được quản lý và điều hành trên cơ sở dữ liệu của máy tính là hệ thống trong đó được sử dụng phần lớn của hệ thống CAM/CAM và các máy gia công điều khiển chương trình số CNC như là máy gia công kim loại bằng chùm tia lazer, cácc loại máy tiện CNC, phay CNC, gia công kim loại bằng tia lửa điện các loại máy tạo mẫu nhanh… các loại máy CNC này cần dữ liệu để gia công, các dữ liệu như vậy được các phần mềm CAD/CAM tạo ra, vì vậy CAD/CAM là các vấn đề lớn thật sự cần thiết trong quá trình sản xuất tự động
Hình 2.2 : chu trình sản xuất không có sự trợ giúp của máy tính
Theo công nghệ truyền thống các mặt cong 3D phức tạo được gia công trên máy vạn năng theo phương pháp chép hình, sử dụng mẫu, dưỡng
Hạn chế của quy trình này là:
· Khó đạt được độ chính xác gia công chủ yếu cho sai số của mẫu dùng cho quá trình chép hình được phóng đại
· Dễ làm sai do nhầm lẫn hay hiểu sai
· Năng suất thấp do mẫu được chế tạo theo phương pháp thủ công và quy trình được thực hiện tuần tự ( tạo mẫu sản phẩm lập bản vẽ chi tiết tạo mẫu chép hình gia công chép hình)
Hình 2.3: chu trình sản xuất có sử dụng máy tính
Ưu điểm của qui trình thiết kế và gia công tạo hình theo công nghệ CAD/CAM
Thiết kế các sản phẩm có hình dạng phức tạp trong không gian 3D tạo bản vẽ và tự động xác định kích thướt. Cho phép liên kết động giữa bản vẽ 2D và 3D nếu cần thiết thì có thể hiệu chỉnh kích thướt dề dàng.
· Liên kết với các modul khác để thực hiện các quá trình tính toán và phân tích kĩ thuật, mô phỏng gia công thử để kịp thời sửa chữa trước kkhi tiến hành quá trình sản xuất.
· Biên dịch các đường chạy dao chính xác dùng cho công nghệ gia công trên máy CNC và truyền chương trình gia công qua các máy CNC thông qua mạng máy tính
· Theo dõi liên tục thu nhập dữ liệu từ quá trình sản xuất và điều khiển các quá trình bằng phần mềm nên bề mặt gia công trở nên chính xác và tinh xảo hơn
· Xây dựng định mức lao động lập kế hoạch cung ứng vật tư
· Kiểm tra chất lượng sản phẩm tự động bằng máy tính chẳng hạn như việc dò khuyết tật của sản phẩm
· Dễ dàng lưu trữ sửa đổi tạo ra sản phẩm mới dựa trên những ý tưởng của sản phẩm cũ. Khả năng nhầm lẫn bi hạn chế. Nhất là thời gian thực hiện toàn bộ qui trình giảm đi đáng kể
· Tuỳ theo qui mô sản xuất của mỗi doanh nghiệp mà CAD/CAM được ứng dụng có mức độ vào những khâu trong quá trình sản xuất. Đối với một doanh nghiệp lớn, hiện đại thì CAD/CAM được ứng dụng hầu hết vào mọi khâu của quá trình
· Sự xuất hiện và phát triển của hệ thống CAD/CAM đã làm cho bộ mặt của nghành cơ khí nói chung và ngành khuôn mẫu nói riêng thay đổi rõ rệt, cho phép sản xuất những sản phẩm có độ phức tạp cao mà vẫn đạt được độ chính xác mong muốn, độ bóng bề mặt tốt sản phẩm đông đều…
Ngày nay, các phần mềm CAD/CAM rất phong phú và đa dạng, trên thị trường hiện nay thông dụng là AutoCad, Catia, Cimatron, Pro/Engineer… và CAD/CAM đang chiếm một vai trò quan trọng trong ngành kinh tế nói chung và cơ khí nói riêng
2.1.2 Các thành tựu đạt được của CAD/CAM
Với sự phát triển nhanh chóng của CAD/CAM đã đóng góp cho con người trong nhiều lĩnh vực cơ khí, thương mại, y khoa… đặt biệt là lĩnh vực cơ khí chế tạo khuôn mẫu và gia công các sản phẩm nhựa. Các hệ thống sản xuất cải thiện theo hệ thống hiện đại bao gồm :
· Các hệ thống đồ hoạ tương tác máy tính
· Đồ hoạ máy tính với hình ảnh động
Có nhiều phần mềm thiết kế kĩ thuật như phân tích ứng suất biến dạng ngày càng chính xác.
· Thiết lập được các hệ thống thiết kế truy tìm nhờ máy tính.
· Tạo bản vẽ bằng các phương pháp hiên đại như phương pháp quét toạ độ theo không gian 2D và tiến bộ nhất là quét theo không gian 3D tạo ra bản vẽ giống như hình dạng chi tiết.
· Tạo cơ sở dữ liệu cho quá trình thiết kế và chế tạo
· Lập qui trình công nghệ nhờ sự trợ giúp của máy tính
· Định mức thời gian gia công nhờ máy tính và các chương trình CAD/CAM
· Lập trình gia công NC, CNC trên máytính
· Lập kế hoạch đầu tư, nắm tình hình sản xuất
· Công nghệ tạo mẫu nhanh từ dữ liệu CAD/CAM cho ra chi tiết mẫu giống như chi tiết thật, công nghệ này là một bước đột phá của công nghệ CAD/CAM đem lại những ứng dụng to lớn trong sản xuất
2.2 TỔNG QUAN PHẦN MỀM PRO/ENGINEER
2.2.1 Nội dụng của phần mềm Pro/Engineer
Pro/E là một trong những phần mềm CAD/CAM rất hữu ích trong việc thiết kế gia công khuôn. Là phần mềm CAD/CAM phát triển bởi công ty Parametic Technology Corpration (PTC) một công ty của Mĩ tại bang Massachusetts. Hiện nay Pro/E được sử dụng rất phổ biếnvì các tính năng mạnh mẽ và hiện đại của nó. Nó trợ giúp người thiết kế từ khi thiết kế sản phẩm đến khi thiết kế khuôn và gia công khuôn. Bộ phần mềm này bao gồm 5 modul :
· Modeling – xây dựng mô hình trong không gian 3 chiều
· Drawing – tạo bản vẽ từ không gian 3 chiều lên kích thước yêu cầu kĩ thuật
· Assembly – lắp ráp các chi tiết để tạo ra một modul hoàn chỉnh
· Mold design – thiết kế khuôn để tạo ra sản phẩm đã được vẽ trong Model
· Manufacturing – thiết kế qui trình gia công các cghi tiết đã được hình thành trong Mold design
2.2.2 Ưu điểm của phần mềm Pro/E
Pro/E dễ dàng thao tác sử dụng với một giao diện đẹp mang tính khoa học hợp lí thân thiện
Pro/E có khả năng thiết kế sản phẩm có hình dáng phức tạp theo theo không gian 2D hoặc 3D
Các chi tiết bởi Pro/E đều tồn tại dưới dạng các tham số nên dễ dàng sửa đổi tất cả được liệt kê trong một Model tree hiển thị cùng với màng hình thiết kế.
Pro/E hỗ trợ phần Intermanager giúp ta lên kích thước tự động mà không phải phần mềm nào cũng có đã làm tăng năng suất thiết kế rất nhiều
Pro/E có khả năng hiển thị chi tiết ở nhiều dạng như khung dây khối rắn, cho phép tắt mở các nét khuất để dễ dàng xử lí chúng.
Người sử dụng Pro/E có thể thiết kế chi tiết phức tạp dưới dạng các bề mặt bao quanh chi tiết rồi sau đó có thể tạo phần vật thể khối một cách dễ dàng.
Đặc biệt Pro/E có thêm các công cụ biến dạng các bề mặt chi tiết giúp ta có thể thiết kế các chi tiết có bề mặt phức tạp với những thao tác rất là đơn giản.
Pro/E có khả năng tính toán các yêu tố kĩ thuật chi tiết và hiển thị rõ ràng cho người sử dụng dễ quan sát theo dõi.
Pro/E có khả năng mô phỏng giả lập quá trình gia công chi tiết trên máy CNC giúp người làm công nghệ có thể quan sát phòng ngừa trước những sự cố có thể xảy ra khi gia công
Pro/E có khả năng tạo ra dữ liệu điều khiển quá trình gia công để giao tiếp với máy gia công điều khiển chương trình hoặc tạo ra dữ liệu theo định dạng SPL (stereolithographic) giao tiếp với các loại máy tạo mẫu nhanh cho ra hình dạng hoặc mô hình thật của sản phẩm
Pro/E có khả năng tăng tốc độ thiết kế bằng cách cho phép người sử dụng tự tạo cho mình các phím tắt để dễ dàng gọi các lệnh trong quá trình thiết kế
Ngoài những khả năng của những công cụ mang nét đặc trưng trên, Pro/E còn có rất nhiều công cụ khác để phục vụ cho việc thiết kế và gia công CAD/CAM
Các đặc điểm này đã tạo ra một thế mạnh rất đặc trưng của Pro/E so với phần mềm CAD/CAM khác. Nắm vững thao tác và ứng dụng trong thiết kế sẽ mang lại những lợi ích to lớn giúp tiết kiệm được thời gian tiền của và công sức người thiết kế
2.2.3 Khả năng của Pro/E:
Khả năng của Pro/E rất lớn, ta khó có thể khảo sát hết được nên trong khuôn khổ luận văn tốt nghiệp và thời gian nghiên cứu có hạn chúng em chi mới đi dạo vòng ngoài của phần mềm này nên chưa thể đi sâu vào phần mềm. Chúng em xin trình bày ngắn ngọn dưới dạng nghiên cứu chứ không đi sâu vào chi tiết từng lệnh
Trong lĩnh vực cơ khí chế tạo khuôn mẫu, Pro/E cung cấp các module và được sử dụng theo trình tự như sau:
· Modeling
Giới thiệu một số lệnh xây dựng vật thể bằng phương pháp tạo hình khối
Tạo vật thể khối để rồi từ đó hiệu chỉnh từ khối tạo ra như: xén cắt , bo phù hợp với yêu cầu của sản phẩm. Tuy nhiên, khi gặp những vật thể phức tạp thì phương pháp này không đáp ứng được.
Các lệnh xây dựng
Hole: tạo lỗ trên chi tiết
Protrusion: tạo phần đặc của vật thể theo phương pháp tạo khối
Extrude: tạo khối đùn theo tiết diện vuông góc mặt cắt ngang
Revolve: tạo khối tròn xoay theo phương pháp quét mặt cắt dọc của chi tiết theo một đường trục
Sweep: tạo khối bằng phương pháp quét tiết diện theo một đường dẫn
Blend: tạo khối bằng phương pháp trùm các mặt cắt
Use quilt: chuyển đổi khối rỗng được xây dựng bằng phương pháp tạo mặt thành khối đặc
Advanced: tạo khối phức tap
Var sec swp: tạo khối bằng phương pháp quét theo nhiều đường dẫn tạo ra vật thể có các tiết diện sắp thay đổi
Swept blend: tạo khối trùm từ các tiết diện nằm dọc theo quỹ đạo quét
Helical swp: tạo các xoắn ốc theo các tiết diện và các bước xoắn
Sec to surf: biến đổi tiết diện thành mặt
Pipe: tạo chi tiết có dạng ống
Rib: tạo gân
Các lệnh hiệu chỉnh
Round: bo tròn các cạnh
Cut: cắt chi tiết theo phương pháp tạo khối
Chamfer: vát mép các cạnh chi tiết
Shell: tạo vỏ mỏng cho chi tiết
Tweak: chứa các lệnh làm biến dạng bề mặt vật thể
Draft: biến dạng bề mặt một góc theo mặt phẳng trung hoà hay curve trung hoà
Offset: biến dạng làm bề mặt lồi lõm theo một tiết diện
Replace; thay thế một mặt thành một mặt khác
ToroidalBlend: uốn cong bề mặt theo phương mong muốn
SpinalBlend: uốn cong bề mặt theo một trục
Patch: nối các mặt với nhau
Freeform: biến dạng mặt tự do
Draft offset: biến dạng làm bề mặt lồi hoặc lõm
Giới thiệu một số lệnh xây dựng vật thể bằng phương pháp tạo hình mặt
Tạo ra vật thể mặt từ việc xây dựng các đường curves, sau đó dùng các công cụ như quét theo tiết diện hay quét theo biên dạng curve để tạo ra các mặt vật thể. Việc xây dựng này đáp ứng tốt các vật thể phức tạp. Sau đó ta hoá khối hay làm mỏng vật thể từ các vật thể mặt tạo ra ban đầu. Bao gồm các lệnh tạo khối như: phần tạo khối đặc như trên nhưng có thêm một số lệnh khác như là:
Boundary: tạo mặt bao từ các đường cong đã dựng trước
Tangent to surf: tạo mặt tiếp tuyến với các mặt có sẵn
Surf to surf: tạo mặt từ mặt đã có trước
Merge: nối các mặt lại với nhau thành một mặt mới.
Trim : cắt đứt một mặt để hình thành một hay hai mặt mới
Transform: chứa các lệnh di chuyển hay copy một mặt ra một vị trí khác
Flat: tạo mặt hạn chế
Fillet: tạo mặt bo tròn
Copy: tạo mặt copy
Offset: tạo mặt offset
Freeform: tạo mặt có hình dạng tự do
Extend: kéo dài mặt
Draft Offset: tạo một vùng mặt cách mặt cho trước một đoạn và vát nghiêng cát mặt xung quanh
Area Offset: tạo một vùng mặt cách mặt cho trước một đoạn
· ASSEMBLY
Sau khi tạo ra được các chi tiết của sản phẩm, nhiệm vụ quan trọng tiếp theo khi tạo các bản vẽ lắp là hình thành mối quan hệ lắp ghép giữa các chi tiết. Modul này không chỉ cho phép ta ghép các chi tiết lại với nhau mà còn các chức năng như :
Chỉnh lí các chi tiết lắp ghép khi bung
Chỉnh lí bản thiết kế chi tiết và bản lắp
Tạo quan hệ kích thước giưa các chi tiết trên bản vẽ lắp.
Tạo hình chiếu và kích thước cho bản vẽ lắp.
· MOLDING
Pro/E cung cấp cho ta hai công cụ mạnh là thiết kế khuôn và gia công khuôn
Giới thiệu một số lệnh xây dựng khuôn
Pro/E có khả năng xây dựng bộ khuôn bằng phương pháp tạo hình giống như tạo chi tiết, nhưng tạo khuôn bằng phương pháp phân tích bề mặt chi tiết cần tạo khuôn mới là điểm mạnh đáng kể của Pro/E, nó cho phép ta xây dựng bộ khuôn khớp với hình dạng chi tiết một cách chính xác…
Assemble: thu thập các thành phần của bộ khuôn và chi tiết
Ref Model: đưa hình dạng chi tiết mẫu vào màn hình thiết kế khuôn
Workpiece: đưa hình dạng bên ngoài bộ khuôn vào màn hình thiết kế khuôn
Mld Base Cmp: đưa các bộ phận của khuôn vào hình thiết kế khuôn
Gen Assem: tái tạo lắp ghép giữa các bộ phận lại với nhau.
Create: tạo dựng các thành phần để tạo khuôn bằng phương pháp tạo hình, thay vì phải đưa vào màn hình tạo khuôn các bộ phận đã có sẵn thì Pro/E cũng cho phép ta tạo dựng chúng ngay trên màn hình thiết kế khuôn. Create cũng bao gồm các lệnh tạo mẫu, khuôn, các bộ phận của khuôn và cách xây dựng chúng không có gì đáng ngại cả.
RefPart layout : đây là công cụ rất tuyệt để thiết kế khuôn có nhiều khoang tạo hình cho phép ta hình thành và bố trí các khoang tạo hình một cách nhanh chóng và dễ dàng.
Feature: là công cụ để thiết kế các phần mang tính đặc trưng của bộ khuôn
Silhouette: tạo hình chiếu của khuôn lên bề mặt khuôn
Ej Pin Hole: tạo các lỗ cho các chốt nay khuôn
Water line: tạo các đường nước giải nhiệt cho khuôn trong quá trình gia công sản xuất
Runner: tạo hệ thống kênh dẫn nhựa vào lòng khuôn
Shrinkage: khai báo hệ thống co rút của vật liệu
Parting surf: tạo mặt phân khuôn cho khuôn. Gồm các lệnh tạo mặt như tạo mặt cho chi tiết. Ngoài ra Pro/ E còn có những công cụ tạo mặt phân khuôn bằng cách phân tích tạo mặt chi tiết mẫu để hình thành nên mặt phân khuôn
Shadow: tạo mặt phân khuôn bằng phương pháp chiếu sáng cho chi tiết để nội suy ra bề mặt chứa đường biên khuất bóng của chi tiết, bề mặt thu được chính là mặt phân khuôn
Skirt: tạo mặt phân khuôn bằng phương pháp trùm lên bề mặt chi tiết một bề mặt giống như hình dạng của nó
Mold volume: tạo phần thể tích đặc của khuôn
Create: tạo thể tích đặc của khuôn bằng phương pháp tạo hình
Gather: thu thập các bề mặt bao quanh phần thể tích cần tạo
Sketch: tạo phần thể tích đặc của khuôn bằng phương pháp tạo hình giống như tạo hình chi tiết
Split: phân chia thể tích theo mặt phân khuôn đã tạo ra trước
Mold component: hình thành các thành phần chế tạo nên bộ khuôn
Mold check: kiểm tra các thông số kỹ thuật của bộ khuôn như góc thoát khuôn bề dày khuôn, phần nhô ra của lòng khuôn, kiểm tra mặt phân khuôn
Mold opening: tháo khuôn, thao tác này giúp ta quan sát bộ khuôn ở trạng thái mở
Molding: hình thành chi tiết sau khi đúc trong bộ khuôn
Các lệnh thông dụng cho phần gia công khuôn
Mfg model: thiết lập dữ liệu về chi tiết và phôi trong quá trình gia công
Assemble: thu thập các dữ liệu hình dạng chi tiết, phôi, hay thu thập các dữ liệu có sẵn
Create: tạo ra chi tiết và phôi đưa vào quá trình gia công
Chọn thông số về hệ toạ di chuyển máy
Chọn dao và các thông số công nghệ của các quá trình gia công trên máy
Mô phỏng các quá trình gia công
Thiết lập hệ trục toạ độ cho máy
Mô phỏng các đường chạy dao để gia công chi tiết
Cl data: chỉnh sửa và xuất chương trình gia công cho máy gia công CNC gia công thật. Làm việc với các dữ liệu trong Pro/E
Bất cứ một phần mềm CAD/CAM tiêu chuẩn nào cũng điều có khả năng giao tiếp được các dữ liệu được tạo ra bởi các phần mềm CAD/CAM khác thông qua một vài tiêu chuẩn giao tiếp đồ hoạ, phần mềm Pro/E cũng vậy, không những thế nó còn cho phép giao tiếp với nhiều tiêu chuẩn giao tiếp đồ hoạ khác nhau. Ngoài ra Pro/ E cũng có những công cụ xử lý chỉnh sửa các đối tượng hình học khi chúng được đưa từ bên ngoài vào nhằm tương thích với mối trường của Pro/E và dĩ nhiên Pro/E cũng có khả năng xuất các mình thành các dạng dữ liệu định dạng chuẩn để các phần mềm CAD/CAM có thể nhận được dự liệu hình học của mình chuẩn
KẾT LUẬN
Như vậy với sự xuất hiện của hệ thống CAD/CAM đã tạo ra cuộc cách mạng mạnh mẽ trong lĩnh vực thiết kế, chế tạo sản phẩm cơ khí nói chung và trong ngành cơ khí khuôn mẫu nói riêng. Với những ưu điểm như khả năng kiểm tra và lên kích thước tự động, khả năng lựa chọn chế độ gia công thích hợp… đã tạo ra sản phẩm đạt độ chính xác cao hơn, độ bóng bề mặt tốt hơn sản phẩm đồng đều hơn, tiết kiệm thời gian hơn…góp phần nâng cao chất lượng cuộc sản phẩm. Song song với sự phát triển của các phần mềm CAD/CAM mạnh mẽ khác, Pro/E cũng đã góp phần không nhỏ trong việc hỗ trợ người thiết kế phát huy hết những ý tưởng của mình, có thể biến ý tưởng đó thành hiện thực trong lĩnh vực cơ khí nói chung và ngành khuôn mẫu nói riêng. Tuy không phải là phần mềm mạnh nhất hiện nay, nhưng với những tính năng mạnh mẽ hiện có và không ngừng được cải thiện như ngày nay, Pro/E được sử dụng rộng rãi.
CHƯƠNG 3
PHƯƠNG HƯỚNG NGHIÊN CỨU CỦA ĐỀ TÀI
PHÂN TÍCH VÀ CHỌN LỰA SẢN PHẨM ĐỂ THIẾT KẾ
3.1 PHƯƠNG HƯỚNG NGHIÊN CỨU CỦA ĐỀ TÀI
3.1.1 Phương hướng chung
Ngày nay với sự phát triển vũ bão của máy tính, máy tính hầu như đã có mặt trong tất cà các lĩnh vực, ngành nghề: từ nông nghiệp, y tế, kinh doanh, công nghiệp… giúp con người phải lao động vất vả, nguy hiểm đến tính mạng. Trong số đó thì ngành cơ khí nói riêng máy tính đã giữ một vị trí rất quan trọng, đặc biệt là ngành cớ khí khuôn mẫu. Từ phần mềm Autocad, Solid Work, Mechanical Destop, Inventor, Pro/E… đã giúp ngành cơ khí khuôn mẫu làm ra những chi tiết chính xác hơn. Nhưng nói cho cùng, tất cả các phần mềm đó đều chỉ là một công cụ hỗ trợ con người chứ không thay thế hoàn toàn con người. Ơ đây phần mềm Pro/E cũng vậy, để thực hiện một bộ khuôn hoàn chỉnh thì khi chưa có các phần mềm hỗ trợ, người ta mất hàng tháng trời có khi cả năm mà sản phẩm làm ra thường đơn giản và chất lượng kém. Nhưng khi có các phần mềm hỗ trợ thì một khuôn làm ra chỉ mất vài tuần, sản phẩm làm ra có hình dạng phức tạp và chất lượng tốt hơn
Phần mềm Pro/E là một phần mềm rất hiệu quả trong hỗ trợ thiết kế. Từ việc thiết kế sản phẩm, lập quy trình công nghệ gia công để làm ra một bộ khuôn hoàn chỉnh đến lập kế hoạch sản xuất giúp sản xuất có hiệu quả hơn
3.1.2 Phương hướng riêng
Từ những tiện lợi mà Pro/E có, chúng em ứng dụng nó vào để thiết kế bộ khuôn cho sản phẩm nhiều màu làm từ nhiều vật liệu
3.2 TÌM HIỂU VỀ CÔNG NGHỆ ĐÚC SẢN PHẨM NHIỀU VẬT LIỆU
3.2.1 Sản phẩm nhiều vật liệu
Sản phẩm nhiều vật liệu bao gồm hai hay nhiều lớp vật liệu khác nhau tạo thành. Các vật liệu này có thể liên kết với nhau bằng các liên kết hoá học nếu chúng đồng nhất hay nếu không thì được liên kết với nhau bằng các khoá cơ khí
Các sản phẩm nhiều vật liệu, nhiều màu có ưu điểm:
· Bằng cách lựa chọn các vật liệu mà chúng không bám dính với vật liệu khác, ta có thể làm ra các chi tiết nối với nhau- chẳng hạn khớp nối, ví dụ: dùng lắp ráp trong khuôn, do đó sẽ loại bỏ sự cần thiết khâu lắp ráp
· Hay trong sản phẩm có một loại vật liệu tốt cần được bảo vệ khỏi các tác nhân bên ngoài bằng một loại vật liệu khác. Cũng như ta chỉ cần một vật liệu tốt tại một bộ phận của sản phẩm và các bộ phận còn lại sử dụng vật liệu thường
· Tính thẩm mỹ của sản phẩm tốt hơn sản phẩm một màu
· Tính cạnh tranh: ví dụ ly nhựa được làm từ một màu với ly nhựa làm từ nhiều màu có trang trí các hoa văn thì chắc chắn ly nhựa làm từ nhiều màu sẽ được khách hàng sử dụng
3.2.2 Các phương pháp đúc nhiều vật liệu
Sản phẩm nhiều vật liệu được làm thông qua một vài kĩ thuật phun tạo hình đặc biệt. Các lớp vật liệu hỗn hợp polymer khác nhau được gia nhiệt đến nhiệt độ nóng chảy của chúng, sau đó được lần lượt phun vào một lòng khuôn hoặc nhiều lòng khuôn. Polymer nóng chảy sau đó hoá rắn thành các hình dạng mong muốn từ hình dạng của các lòng khuôn mà chúng nằm trong đó. Sau đây là cây sơ đồ biểu thị các phương pháp đúc sản phẩm nhiều vật liệu
3.2.2.1 Phương pháp đúc nhiều thành phần ( Multi-component Molding)
Sản phẩm đúc nhiều thành phần thì đơn giản bao gồm phun đồng thời hai vật liệu vào trong khuôn thông qua cùng một vòi phun hoặc la các vòi phun tách biệt. Có vài sự thay đổi của khái niệm này, với các loại phổ biến nhất là đúc cùng phun, đúc lớp, đúc hai lần phun, và đúc cách quãng. Tất cả thì được thảo luận bên dưới.
3.2.2.1.1 Đúc hai lần phun (Bi-Injection Molding)
Là một quá trình ma hai loại nhựa khác nhau được phun đồng thời vào các vị trí khác nhau trong cùng một khuôn. Khi các dòng vật liệu vào trong khuôn, chúng gặp nhau tại các be mặt tiếp xúc và diễn ra sự trùng hợp. Đúc hai lần phun thì đơn giản và chỉ được sử dụng để sản xuất các chi tiết đơn giản và có dung sai thấp. Các mặt tiếp xúc được tạo ra khi các dòng nhựa riêng biệt gặp nhau thường là các mặt phẳng đơn giản. Hình 3.1 là sơ đồ minh hoạ máy đúc hai lần phun và hình 3.2 thì minh hoạ quá trình đúc hai lần phun
Hình 3.1 : Mô hình của một máy đúc phun 2 lần
Hình 3.2 : Mô hình của qui trình đúc phun hai lần
3.2.2.1.2 Đúc gián đoạn (Interval marbling)
Là phương pháp đơn giản nhất và bị giới hạn của các quy trình đúc nhiều thành phần. Đúc gián đoạn thì được xem như “marbling” bởi vì nó phun không liên tục hai vật liệu vào trong khuôn thông qua cùng một vòi phun và kết quả chi tiết có hai màu giống như đá hoa. Sự khác giữa các chi tiết có màu giống như màu đá hoa và các chi tiết đơn vật liệu đó là về hình dáng thẩm mĩ của chúng. Không có một bề mặt phân cách thật sự nào giữa các vat liệu riêng biệt
3.2.2.1.3 Cùng phun (co-injection molding)
Là phương pháp phổ biến nhất và có lẽ là hữu ích nhất của quá trình đúc nhiều thành phần. Nó bao gồm quá trình phun hai dòng nhựa được kiểm soát thông qua cùng một đầu phun vào trong lòng khuôn để tạo ra các chi tiết với sự bố trí vỏ/lõi. Đúc cùng phun thì dùng đặc tính lỏng của polymer gọi là “dòng phun” (fountain flow) để giữ cho vật liệu lớp lõi ở bên trong vật liệu lớp vỏ khi chúng chảy và lần lượt đông cứng lại trong khuôn.
Hình 3.3 chỉ ra sơ đồ của hai máy cùng phun (co-injection machine). Nó khá giống một cái máy đúc phun một vật liệu, ngoại trừ hai ống được nối với một đường dẫn và đầu phun. Các ống A và B thì chịu trách nhiệm cho việc phun vật liệu của vỏ và lõi. Thêm vào đó có một hệ thống van để điều khiển vật liệu được phép đi vào lòng khuôn
Hình 3.3 : Mô hình của một máy cùng phun
Hình 3.4: minh hoạ một trình tự phun đòng thời A-B-A để sản xuất một sản phẩm sắp xếp vỏ/lõi đơn giản. Quá trình như bên dưới:
Bước 1 (H3.4a) van A mở và van B đóng. Điều này cho phép vật liệu vỏ được phun vào, điền đầy một phần của lòng khuôn.
Bước 2 (H3.4b) van A thì được đóng trong khi van B thì được mở. Điều này cho phép dòng vật liệu lõi được phun vào trong lòng khuôn thấu suốt lớp vỏ ban đầu. Hai vật liệu này không trộn lẫn và lõi không đâm thủng vỏ bởi vì là dòng chảy tầng
Bước 3 vật liệu vỏ lại được phun thêm vào như bước một. Điều này đảm bảo rằng vật liệu lõi hoàn toàn bị che phủ.
Chi tiết đã đươc hoàn thành (H3.4 d) sau khi làm lạnh và đông cứng có thể đẩy ra từ khuôn
Hình 3.4 : Mô hình của qui trình cùng phun
3.2.2.1.4 Đúc lớp: (sandwich molding)
Là một dạng thay đổi của đúc cùng phun mà tất cả các lần bắn vật liệu A-B-A vào ống bởi hai cơ cấu đùn riêng biệt sau đó bắn vào trong khuôn cùng một lần. Hình dạng vật liệu vỏ – lõi – vỏ trong ống thì giống như một cái bánh sandwich nên có tên gọi này.
3.2.2.2 Đúc nhiều lần bắn ( Multi- Shot Molding-MSM )
Đúc nhiều lần bắn thì đa dụng nhất, phức tạp nhất, và thú vị nhất của phương pháp đúc nhiều vật liệu. Đúc nhiều lần bắn bao gồm việc phun tuần tự các vật liệu khác biệt vào những vị trí khác nhau trong khuôn. Hơn nữa, hình dáng của khuôn có thể được thay đổi một phần hoặc hoàn toàn giữa các bước phun. Ý tưởng nền tảng của đúc nhiều lần bắn là sau mỗi lần phun, khuôn (bao gồm chi tiết đã hoàn tất một phần) đựơc chuyển động theo bởi vài cách nào đó để chuẩn bị cho lần phun tiếp theo. Đieu này cho phép các vật đúc nhiều vật liệu có hình dáng phức tạp với các bề mặt phân cách giữa các loại vật liệu phức tạp. Có vài kiểu khác nhau của đúc nhiều lần bắn, sau nay là ba loại được miêu tả chi tiết bên dưới :
3.2.2.2.1 Đúc nhiều lần bắn bằng tấm quay (rotary platen multi shot molding)
Đúc nhiều lần bắn sử dụng tấm quay là loại đơn giản và thông dụng nhất của đúc nhiều lần bắn. Nguyên lí cơ bản là nửa khuôn chứa nhiều lòng khuôn bị bằng với số lần bắn, và nó quay các lòng khuôn này đến vị trí trước mỗi lần bắn.
Hình 3.5 biểu diễn một máy đúc nhiều lần bắn dùng tấm quay đơn giản. Tấm quay được gắn với tấm lõi mà nó chứa hai lõi giống nhau đối xứng nhau qua đường tâm của tấm quay và đồng thời là trục quay. Tấm chứa lòng khuôn được gắn trên tấm cố định chứa hai lòng khuôn tương ứng với hình dạng không giống nhau. Thực chất, tấm quay có nhiệm vụ xoay một phần của chi tiết hoàn chỉnh được hoàn thành một phần giữa các khuôn trong các giai đoạn. Đối với loại đúc nhiều lần bắn này, lõi của cả hai giai đoạn phun vật liệu thì giống nhau chính xác nhưng lòng khuôn thì khác nhau.
Hình 3.5 : Mô hình máy nhiều lần bắn tấm quay
Quá trình đúc bằng khuôn tấm quay được minh hoạ trong hình 3.6 và được miêu tả ở bên dưới :
Đầu tiên khuôn phải đạt được trạng thái hoạt động cân bằng, ở đó ít nhất khuôn phải hoàn thành một thành phần AB đã được chế tạo. Điều này đảm bảo hệ thống sẵn sàng cho chu trình tiếp theo sau đó . Thành phần hoàn thành một phần thì nằm trong lòng khuôn B hình 3.6
Lần bắn thứ của vật liệu A và B đồng thời được phun vào trong các lòng khuôn tương ứng của chúng và được cho phép làm lạnh. Điều này chế tạo ra chi tiết AB thứ được hoàn thành trong lòng khuôn B và một phần cua chi tiết AB thứ được hoàn tất trong lòng khuôn A(h 3.6b)
Khuôn mở và chi tiết AB thứ đã hoàn thành thì được đẩy ra ngoài (H 3.6c). Một chi tiết AB đã hoàn thành được biểu diễn trong hình 3.6d
Tấm quay quay 180 và khuôn đóng lại. Chu kì bây giờ sẵn sàng lập lại
Hình 3.6 : Mô hình qui trình nhiều lần bắn bằng tấm quay
Mặc dù hình 3.5 và 3.6 chỉ nêu ra một máy tấm quay hai vật liệu, nhưng nó có thể sử dụng cho nhiều vật liệu hơn. Máy đúc phun ba lần bắn và bốn lần bắn thì sử dụng để sản xuất chi tiết ba vật liệu và bốn vật liệu tương ứng. Thông thường, phụ thuộc vào bao nhiêu vật liệu khác nhau thì tấm quay có thể được quay một góc 90,120 hoặc 180. Các máy nén đặc biệt cần có sự quay cho lõi mặt bên. Điều này làm tăng chi phí khuôn
3.2.2.2.2 Đúc bắn nhiều lần bằng tấm phân độ (index platen multi shot molding)
Đúc nhiều lần bắn bằng tấm phân độ thì giống với đúc nhiều lần bắn bằng tấm quay, nhưng sử dụng thêm vào một khả năng khác: tấm quay bây giờ thể lùi xa khỏi nữa lõi. Thêm vào đó, cả lòng khuôn và lõi trong mỗi giai đoạn của các quá trình thì khác nhau về hình dạng. Tấm chia độ thực hiện chức năng xoay chi tiết đã hoàn thành một phần giữa các lõi/lòng khuôn khác nhau. Trên thực tế, chỉ bộ phận khuôn là tấm chia độ. Hình 3.7 là mô hình đơn giản của máy loại đúc nhiều lần bắn có mâm chia độ
Hình 3.7 : Mô hình máy phun đúc nhiều lần bắn tấm chia độ
Qui trình được minh hoạ trong hình 3.8, được miêu tả như sau:
1) Đầu tiên khuôn phải đạt được trạng thái hoạt động cân bằng, ở đó ít nhất khuôn phải hoàn thành một thành phần AB đã được chế tạo. Điều này đảm bảo hệ thống sẵn sàng cho chu trình tiếp theo sau đó . Thành phần hoàn thành một phần thì nằm trong lòng khuôn B hình 3.8a khuôn được đóng và tấm phân độ được rút vào nơi chống lại tấm lõi.
2) Lần bắn thứ của vật liệu A và B đồng thời được phun vào trong các lòng khuôn tương ứng của chúng vá được cho phép làm lạnh. Điều này chế tạo ra chi tiết AB thứ được hoàn thành trong lòng khuôn B và một phần của chi tiết AB thứ được hoàn tất trong lòng khuôn A(h 3.8b)
3) Khuôn mở và tấm chia độ đưa ra xa khỏi lõi(H3.8c)
4) Chi tiết AB thứ n đã hoàn thành thì được đẩy ra ngoài (H 3.8 d). Một chi tiết AB đã hoàn thành được biểu diễn trong hình 3.8f
5) Tấm chia độ quay 180 và lùi trở lại trên tấm lõi và khuôn đóng lại (H3.8e). Chu kì bây giờ sẵn sàng lập lại
Hình 3.8 : Mô hình qui trình đúc nhiều lần bắn tấm chia độ
Đúc nhiều lần bắn sử dụng mâm chia độ thì phức tạp hơn đúc nhiều lần bắn sử dụng mâm quay và đòi hỏi kết cấu khuôn phức tạp hơn. Điều này làm tăng giá khuôn và chu kì thời gian, nhưng nó cho phép chế tạo các chi tiết phức tạp hơn.
3.2.2.2.3 Core toggle
Quá trình Core Toggle thì đơn giản nhất mà cả lõi và lòng khuôn không di chuyển giữa các lần phun . Thay vào đó, một cơ cấu trượt được sử dụng để biến đổi hình dáng của lòng khuôn giữa các lần phun. Hình 3.9 là tấm trượt có thể di chuyển trái, phải để không che hoặc che các bộ phận của lòng khuôn.
Hình 3.9: sơ đồ khuôn core toogle
Không giống như khuôn tấm quay hoặc tấm chia độ của đúc nhiều lần bắn, tấm trượt trong Core toggle MSM làm thay đoi hình dạng của lòng khuôn
Hình 3.10 minh hoạ qui trình của phương pháp Core toggle
1 ) Vật liệu A dược phun vào trong lòng khuôn với tấm trượt được di chuyển sang bên phải như hình 3.10a
2 ) Tấm trượt lùi lại để hở một phần mới trong lòng khuôn như hình 3.10b
3 ) Vật liệu B được phun vào trong lòng khuôn thông qua một cổng phun tách biệt và điền đầy phần trống bên trái mà do tấm trượt di chuyển tạo ra như hình 3.10c
4 ) Chi tiết cuối cùng được đông cứng và được đẩy ra khỏi khuôn như hình 3.10d
Hình 3.10: Quy trình khuôn Core Toogle
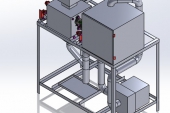
Tất cả các phương pháp đúc nhiều lần bắn đòi hỏi thiết bị đặt biệt không nằm trong tiêu chuẩn của đúc một loại vật liệu. Hình 3.11a chỉ ra một máy tấm quay làm vỏ điên thoại di động, và hình 3.11b chỉ ra một sơ đồ của nó
Hình3.11a : Máy dùng tấm quay
Hình 3.11b: Máy khi làm việc
Bởi vì khuôn nhiều lần bắn sử dụng nhiều chuyển động tịnh tiến và quay các bộ phận hơn khuôn truyền thống. Các thiết bị phục vụ thì đồ sộ hơn do đó đòi hỏi không gian nhà xưởng lớn cũng như đòi hỏi việc thay đổi khuôn gặp nhiều khó khăn và tốn thời gian. Thêm nữa, phải thận trọng trong thiết kế khuôn để tránh làm tồn hại đường nước và đường dầu trong suốt quá trình khuôn hoạt động
Việc điều khiển nhiệt độ khuôn trong suốt toàn bộ thời gian hoạt động yêu cầu cẩn thận để đảm bảo bất cứ sự di chuyển và quay của khuôn được hoạt động tốt
3.2.2.3 3.2.2.3 Insert molding và Over molding
Insert và Over molding là các sự biến đổi đơn giản của phương pháp đúc một loại vật liệu. Cụ thể sự khác nhau ở đây la phôi, kim loại hoặc nhựa được đặt trong khuôn trước khi dòng nhựa được phun vào. Dòng nhựa thứ nhất được phun vào trong khuôn, nó chảy trên, dưới và xung quanh phôi và đông cứng, khoá chặt phôi bên trong nó
3.2.2.3.1 Over molding: sử dụng phương pháp đúc một loại vật liệu để chế tạo ra phôi, sau đó chuyển nó đến một cái khuôn khác sau khi nó đã đông cứng ít nhất một phần. Sau đó vật liệu thứ hai được phun vào trong một khuôn mới với phôi ở bên trong. Phôi thì thường được làm sẵn trên một bộ phận phun riêng biệt
3.2.2.3.2 Insert molding: là một dạng thay đổi đặc biệt của Over molding mà phôi được làm nhiều lần trước chu kì phun. Điều này có nghĩa là phôi có thể được lấy từ các nhà cung cấp. Thêm vào đó, phôi thì thường được làm bằng kim loại. Phôi này có thể được làm bằng các phương pháp phun ép tiêu chuẩn, tạo hình kim loại hoặc các quá trình gia công. Phôi thì thường được làm khía, xù xì, hoặc xử lí với các chất kết dính để dòng nhựa gắn lên bề mặt nó tốt hơn. Thêm vào đó, các biện pháp khoá cơ khí thường được sử dụng để giữ phôi khi nhựa được phun vào.
Sự khác nhau giữa Insert / Over molding va đúc một loại vật liệu đó là phôi được đưa vào trong lòng khuôn (kể cả bằng tay hoặc bằng máy) trước khi mỗi lần bắn nhựa. Một máy phun chỉ đòi hỏi một bộ phận phun kèm theo, và không có sự yêu cầu đặc biệt nào trong khuôn hoặc các bộ phận kẹp của máy.
Overmolding là một quá trình có khả năng sản xuất đa dạng nhiều sản phẩm. Trong nhiều trường hợp, Overmolding thì được sử dụng để tạo ra các vỏ bọc sản phẩm có bề mặt mềm mại hoăc cứng. Các ứng dụng chủ yếu nói chung là trong công nghiệp hàng tiêu dùng, bao gồm các sản phẩm như : công cụ cầm tay, điện thoại, máy nhắn tin, các thiết bị máy tính, các vật dụng chăm sóc con người (như lược, bàn chải răng) và đồ chơi. Thêm vào đó, Overmolding được sử dụng rộng rãi để sản xuất dây cáp điện. Hình 3.12 chỉ ra vài sản phẩm chủ yếu đã sản xuất có sử dụng Overmolding. Hình 3.12a chỉ ra một súng bắn sơn với một tay cầm mềm mại. Hình b chỉ ra một đôi tai nghe. Hình 3.12c chỉ ra nhiều loại vỏ bọc công cụ khác nhau vơi các phần được Overmolding.
Hình 3.12: Các ứng dụng của overmolding
Các ứng dụng chủ yếu của insertmolding là dây và các ống nối chân không, ống dẫn khí của xe hơi, loa phóng thanh, đầu ống nối, các ống đặc. Hình 3.13 chỉ ra các ứng dụng chủ yếu của insertmolding. Hình 3.13a chỉ ra vài ra các loại cáp tiêu chuẩn. Hình 3.13b chỉ ra các bánh quay khác nhau với phôi bằng kim loại. Hình 3.13c chỉ ra các bộ phận lái với phôi nối kim loại.
Hình 3.13: Các ứng dụng của insertmolding
3.2.3 Những ưu điểm và nhược điểm các quá trình đúc nhiều vật liệu
3.2.3.1 Ưu điểm
Việc sản xuất các chi tiết nhiều vật liệu đang trở nên ngày càng phổ biến trong nhiều ngành công nghiệp bởi vì các chi tiết nhiều loại vật liệu có đặc tính nổi trội so với các chi tiết một loại vật liệu truyền thống. Toàn bộ chi tiết lắp ráp đang được thay thế bởi các chi tiết nhiều màu đơn giản mà vẫn thực hiện tốt hơn các đặc tính và giá cả của sản phẩm vẫn được đảm bảo.
· Các thành phần nhiều màu
Đúc nhiều vật liệu có thể tạo ra vật nhiều màu có hình dáng liên tục với các phần có các màu sắc khác nhau. Điều này cho phép gắn liền các đặc tính như chỗ để các hình sáng và các nhãn màu. Điều này có tính thẩm mỹ cao hơn cho sản phẩm được tạo từ việc lắp ghép các chi tiết riêng rẽ làm từ một vật liệu, hoặc là một sản phẩm một vật liệu mà được sơn các màu khác nhau trên bề mặt. Một vật thể nhiều vật liệu nhiều màu không cần phải trải qua công đoạn sơn hoặc lắp ráp và do đó, sẽ loại bỏ được chi phí cho công đoạn sơn và lắp ráp. H3.14 chỉ ra ví dụ về các chi tiết nhiều vật liệu nhiều màu. H3.14a là một đèn đuôi của otô với một phần màu đỏ và một phần màu trắng. H3.14b chỉ ra vài sản phẩm với các nhãn siêu bền.
Hình 3.14: các ứng dụng cho khuôn làm nhiều vật liệu nhiều màu
· Các chi tiết có sự bố trí vỏ/lõi
Có lẽ việc sử dụng pho biến nhất hiện nay của đúc nhiều vật liệu là sản xuất các chi tiết với sự bố trí vỏ/lõi. Một chi tiết với sự bố trí vỏ/lõi có một lớp vỏ bên ngoài che lõi bên trong của chi tiết. H3.15a chỉ ra một Amrest ôtô và H3.15b chỉ ra một Frisbee
Hình 3.15: các chi tiết sắp xếp vỏ/lõi
Thuận lợi chính của việc bố trí vỏ/lõi là lớp lõi hoàn toàn được bảo vệ với môi trường bên ngoài bởi lớp vỏ phủ lên nó. Việc bố trí này có thể đươc thực hiện theo nhiều cách
Thứ nhất, lớp vỏ này như một lớp áo mỏng mà nó hoàn toàn bảo vệ các chi tiết bên trong khỏi các yếu tố tác hại như ăn mòn hoá học( axít, bazơ, muối…), thời tiết, và bức xạ. Ví dụ, các sản phẩm trải qua hầu hết các thời gian ngoài trời có thể được đúc với lớp vỏ chống lại tia UV che cấu trúc lõi
Thứ hai, lớp vỏ cung cấp tính thẩm mỹ hoặc thoải mái khi cầm nắm, trong khi lõi không hấp dẫn thì hoàn toàn bị ẩn đi. Ví dụ, một lớp vỏ có màu, bóng được thêm vào gây cho chi tiết sự thoải mai khi nhìn trong khi vật liệu của lõi thì xần xùi. Lớp vỏ cao su mềm mại có thể cải thiện tính cầm của chi tiết với lõi cứng xù xì. Điều này loại bỏ hoàn toàn sự cần thiết cho các nguyên công sau khi đúc như vẽ hay sơn
Cuối cùng, sự bố trí vỏ lõi làm tăng tính kính tế. Lõi là thành phần chủ yếu của chi tiết, nó được tạo ra từ các vật liệu không tiêu chuẩn, vật liệu tái chế, không tinh khiết, hay các vật liệu kém chất lượng trong khi đó thể tích lớp vỏ ít được làm từ vật liệu đồng nhất và chất lượng cao. Ví dụ, đĩa dùng trong trò chơi làm từ 33% là nhựa vụn, thêm vào đó, sẽ giảm khối lượng chi tiết khoảng 15% nếu lõi làm từ vật liệu xốp
Hình 3.16, đưa ra ba ví dụ các sản phẩm tiêu dùng với sự bố trí lõi vỏ. Hình 3.16a cái đỡ va chạm trong ôtô có vật liệu cứng được phủ bởi lớp vật liệu đỏ sáng. Hình 3.16b, là cái ghế ngồi toilet có trọng lượng và giá cả được giảm nhờ sử dụng lõi xốp và bề ngoài sáng bóng. Hình 3.16c chỉ các bàn chải trong nhà có lớp vỏ hấp dẫn và lớp lõi có vật liệu không đắt.
Hình 3.16: Các sản phẩm bố trí vỏ/lõi
· Các chi tiết được lắp ráp trong khuôn
Một thuận lợi quan trọng khác của đúc nhiều vật liệu là khả năng sản xuất các chi tiết được lắp ráp đầy đủ trong khuôn. Điều này có nghĩa là toàn bộ khâu lắp ráp bao gồm nhiều mảnh có thể được chế tạo bởi một nhóm khuôn riêng lẽ, bằng cách này có thể loại bỏ sự cần thiết cho việc lắp ráp phụ và sử dụng các mối hàn, đinh tán, bulông để kẹp chặt, điều này sẽ làm giảm chi phí lắp ráp.
Thêm vào đó, các vòng đệm, tấm đệm có thể được đúc trực tiếp trong các chi tiết cần thiết để hình thành các mối nối. Đúc nhiều lần bắn có thể sản xuất các tấm đệm với giá thành giảm, độ tin cậy cao mà không cần công đoạn phụ.
Hai ví dụ về sản phẩm được lắp ráp trong khuôn được đưa ra trong hình 3.17. Hình 3.7a: chỉ ra đồ chơi trẻ con được sản xuất bằng đúc nhiều lần bắn. Búp bê ba vật liệu được lấy ra khỏi khuôn được lắp ráp hoàn toàn trong khuôn và có thể xoay chân tay đầu. Hình3.7b: đưa ra một ống tiêm có một tấm đệm giữa xilanh và pittong.
Hình 3.17: sản phẩm được tạo từ các chi tiết được lắp ráp trong khuôn
Một ứng dụng khác của đúc nhiều loại vật liệu là sản suất các cơ cấu chịu nén, ở đó vật liệu chịu nén được biến đổi tại các vị trí mong muốn trong cấu trúc để làm biến dạng cấu trúc đáp ứng chức năng hoạt động. Do đó, các vật thể nhiều vật liệu có thể cung cấp điều khiển cục bộ của đặc tính cơ khí của vật thể. Hình 3.8 chỉ việc so sánh giữa hai cái kẹp, một loại được sản xuất theo phương pháp truyền thống và một loại được làm từ đúc nhiều vật liệu.
Hình 3.18: so sánh giữa cái kẹp làm từ cách truyền thống và cái kẹp làm từ cách đúc nhiều vật liệu
Chế tạo các chi tiết có bề mặt tiếp xúc mềm mại
Thuận lợi cuối cùng của đúc nhiều loại vật liệu cho phép chế tạo các sản phẩm có khối nhựa cứng và một vùng cầm có nhựa mềm. Phần nền cứng làm chi tiết cứng, chắc chắn, vùng vật liệu mềm làm cải thiện tính thẩm mỹ, khả năng cầm nắm. Hình 3.19 chỉ ra hai ví dụ của các sản phẩm dùng nhựa mềm tại chỗ cầm nắm và nhựa cứng cho toàn bộ khung của sản phẩm
Hình 3.19- các chi tiết có vỏ mềm mại
Tóm lại, những thuận lợi của đúc nhiều loại vật liệu đang góp phần làm tăng trưởng công nghiệp và các dây chuyền lắp ráp các chi tiết đơn vật liệu thành một sản phẩm hoàn chỉnh. Việc sử dụng các chi tiết nhiều vật liệu thay thế sự lắp ráp các chi tiết một vật liệu có ý nghĩa giảm chi phí và số lượng thành phần được đòi hỏi. Nó cũng giảm hay loại bỏ khâu lắp ráp hay sản xuất do đó sẽ giảm thời gian và chi phí. Quan trọng nhất, việc sử dụng các vật liệu khác nhau ở các vị trí khác nhau của vật thể cho phép người thiết kế đáp ứng các đòi hỏi kỹ thuật và tính thẩm mỹ khác nhau trong một vật thể. Điều này mở rộng không gian thiết kế và cho phép người thiết kế nhận thấy những khả năng không thể ở vật thể một vật liệu.
3.2.3.2 Nhược điểm
Mặc dù các thuận lợi đã được thảo luận bên trên dường như đã làm cho kĩ thuật đúc nhiều vật liệu có chất lượng cao hơn nhiều so với các kĩ thuật đúc truyền thống. Tuy nhiên có một vài bất thuận lợi chính cần được xem xét
· Trang thiết bị và đầu tư thiết bị đòi hỏi cho khuôn nhiều vật liệu có giá trị cao hơn so với thiết bị của khuôn một vật liệu. Mặc dù tổng giá thành sản xuất khi kết hợp quá trình đúc nhiều loại vật liệu có thấp hơn so với đúc một loại vật liệu nhưng vốn đầu tư ban đầu cao đã ngăn các nhà sản xuất xem xét đúc nhiều loại vật liệu. Cuối cùng, các lợi nhuận phải được tạo ra và việc sử dụng kĩ thuật sản xuất một cách giá trị phải được chứng minh bằng việc tăng tích luỹ trong sản xuất hoặc bán sản phẩm tốt hơn. Nó trở thành một nhiệm vụ khó khăn cho quyết định của người sản xuất ( quá trình kĩ thuật, các người thiết kế…) để dự đoán một cách chính xác liệu có hay không việc sử dụng đúc nhiều loại vật liệu sẽ sinh lợi nhiều hơn các phương pháp sản xuất có điển.
· Một bất thuận lợi thứ hai của đúc nhiều loại vật liệu là nó còn non trẻ khi so sánh với các phương pháp truyền thống đã được thiết lập trước đó. Kĩ thuật đúc nhiều loại vật liệu không được phát triển đầy đủ và qui trình không được hiểu cặn kẽ. Điều này có thể làm cho các kĩ sư sản xuất do dự khi chọn phương pháp đúc nhiều loại vật liệu. Hơn nữa, việc quyết định để chọn đúc nhiều loại vật liệu đỏi hỏi người điều khiển máy, người thiết kế sản phẩm và các kĩ sư sản xuất phải được đào tạo đăc biệt cho mỗi quá trình.
3.2.4 Thiết bị máy, khuôn
Cũng như đúc một loại vật liệu, tất cả các máy đúc nhiều loại vật liệu có ít nhất một thiết bị phun, một bộ phận kẹp và một khuôn.
· Trạm phun: mục đích của trạm phun là để tạo áp lực để phun nhựa chảy vào khuôn. Trạm phun gồm phễu cấp liệu, bộ gia nhiệt, bơm phun, vòi phun. Bơm phun có thể là một trục vít tịnh tiến hay một pittông thuỷ lực. Tất cả các bộ phận này làm việc liên kết với nhau để nạp vật liệu, làm chảy nó và bắn vào lòng khuôn. Tuỳ vào nhu cầu của từng loại khuôn mà có các trạm phun khác nhau
· Trạm kẹp: giữ khuôn trong suốt quá trình khuôn đóng và kích hoạt các chốt đẩy khi khuôn mở. Cơ cấu kẹp là cơ cấu thuỷ lực hay hệ thống kẹp cơ khí và phải đủ lớn để chống lại áp lực sinh ra khi nhựa phun vào lòng khuôn. Ngoài ra trạm kẹp còn liên kết với các thiết bị lói sản phẩm
................
E ĐỂ THIẾT KẾ KHUÔN SẢN PHẨM
6.1 PHƯƠNG PHÁP THIẾT KẾ KHUÔN
Hai lĩnh vực tiêu chuẩn đảm bảo phun khuôn đúng là thiết kế sản phẩm và thiết kế khuôn. Một sản phẩm sẽ không được chấp nhận nếu một phần của nó được thiết kế không chính xác. Cơ hội tốt nhất để sửa đổi thiết kế của chi tiết ấy làkhi khuôn đang được thiết kế
Thiết kế khuôn đúng phương pháp phải có danh mục kiểm tra từng bước cho hệ thống của các quy tắc thiết kế cơ bản để hướng dẫn người thiết kế trước khi bắt đầu thiết kế. Điều rất cần thiết trong thiết kế khuôn là tham khảo người sử dụng người làm khuôn, phòng kiểm tra chất lượng, người đóng gói khuôn. Việc lựa chọn miệng phun, thoát khí, phương pháp tháo khuôn đều quan trong
Để xem xét chủ yếu trong thiết kế khuôn là phải có sự tin cậy hoàn toàn rằng khuôn sẽ làm việc đúng như quy định. Nếu có ngờ vực gì thì phải giải quyết trước khi thiết kế khuôn vì điều chỉnh trên bản vẽ sẽ dễ hơn rất nhiều so với chỉnh khuôn thực tế
Trước khi chấp nhận một đơn đặt hàng để chế tạo, khách hàng cùng với kĩ sư chịu trách nhiệm chính về thiết kế chế tạo bộ khuôn đó phải thảo luận nhau để thiết kế từng phần, về chất lượng vật liệu khuôn, về gia công tinh các bề mặt, các yêu cầu về dung sai và về mọi thông tin quan trọng khác
Các thông tin liên quan đến máy mà bộ khuôn sẽ được lắp lên là tối quan trọng trong thiết kế khuôn
Khi đã có số liệu về máy, về loại sản phẩm người thiết kế có thể bắt đầu phân tích kiểu khuôn mà anh ta phải thiết kế. Ơ giai đoạn này, sẽ là ý kiến tốt nếu có lời khuyên với phòng sản xuất về máy nào hoặc phương pháp gia công nào nên sử dụng trong bản thiết kế này. Những gợi ý về thiết kế cơ khí cũng nảy sinh trong quá trình thảo luận. Độ co của vật liệu phụ thuộc vào dạng vật liệu được sử dụng nó cũng cần được thảo luận với khách hàng
Để khuôn được kinh tế cần sử dụng mọi chi tiết được tiêu chuẩn hoá: các chi tiết lắp ghép, đầu nối, các chi tiế phụ trợ cho khuôn và các phụ tùng thay thế. Các loại chi tiết ghép nối và bố trí chúng có thể tìm thấy chúng trong các bảng tiêu chuẩn có trong các tài liệu về nhựa
Cấu trúc phụ thuộc nhiều về số lượng sản phẩm cần thiết. Là lí tưởng nếu thiết kế khuôn có thể cho số lượng sản phẩm theo yêu cầu mà không tăng nhiều về chi phí bảo hành. Nghĩa là đối với loạt sản xuất nhỏ chất lượng khuôn thiết kế có chất lượng kém hơn so với loạt sản xuất lớn. Nhưng nói chung số lượng lòng khuôn do khách hàng quyết định sau khi đã tính toán giá khuôn so với chi phí khi phun khuôn.
Thông thường trước khi thiết kế nhà thiết kế phải có thông tin sau: một bản vẽ sản phẩm rõ ràng, nó nói đến vật liệu được phun vào khuôn của sản phẩm. Kiểu máy gia công sẽ được dùng để nhà thiết kế có thể đảm bảo lắp ráp khuôn. Số lượng lòng khuôn
Nhìn chung, thiết kế khuôn là công việc phức tạp nó đòi hỏi người thiết kế phải có nhiều kĩ năng để nắm bắt thông tin và xử lý thông tin một cách hệ thống và có hiệu quả
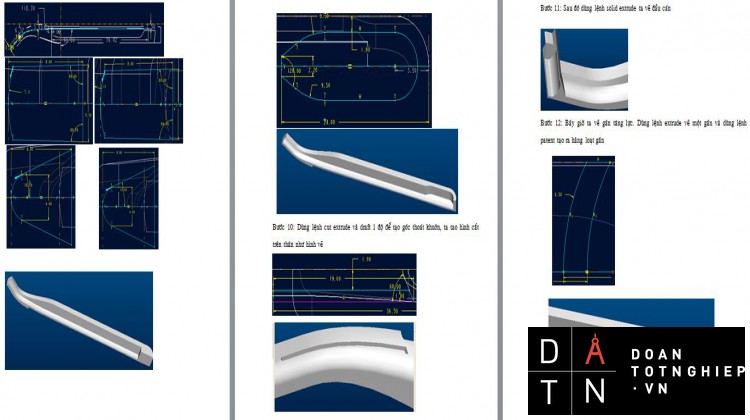
6.2.ỨNG DỤNG PRO/E ĐỄ THIẾT KẾ KHUÔN CÁN DAO CẠO RÂU
Do sản phẩm tương đối phức tạp, mặt phân khuôn là mặt cong. Do đó, khuôn của cán dao cạo rậu là khuôn hai tấm có một lòng khuôn. Từ yêu cầu của quá trình gia công sản phẩm nhiều vật liệu là miếng đế của dao cạo râu sau khi gia công chuẩn bị cho gia công hoàn chỉnh toàn bộ cán dao cạo râu và sản phẩm hoàn chỉnh phải không có vết tích của cổng phun nhựa mà từ đó ta chọn vòi phun nóng bắn nhựa trực tiếp vào sản phẩm. Với vòi phun nóng như vậy thì sản phẩm cuối cùng sẽ không có vết tích của cổng nhựa. Vì vậy sản phẩm có tính thẩm mỹ cao
6.2.1 Làm khuôn cho miếng đế- khuôn I
Bước 1: Nhập mẫu và tạo phôi,tao mặt phân khuôn
Bước 2: Tao hai nửa khuôn
Tạo insert dương miếng đế
Tạo insert âm miếng đế
Bước 3:
Tao tấm kẹp cho inset dương miếng đế
Tạo tấm kẹp cho insert âm miếng đ
Bước 4:
Tạo các chốt lói
Tạo bốn chốt lắp vào bốn lỗ của insert âm miếng đế để tạo bốn lỗ dùng liên kết hai loại vật liệu
Bước 5: Tạo tấm đẩy
Bước 6: Tạo tấm giữ
Bước 7: Tạo tấm vai khuôn
Bước 8: Tạo đế dưới
Bước 9: Tạo đế trên
Bước 10: Lắp ráp nửa khuôn dưới
Lắp inser dương với tấm kẹp inset dương (hệ I) bằng vít lục giác chìm M8
Lắp tấm đầy , tấm giữ, chốt lói, hệ chốt hồi và lò xo bằng vít lục giác chìm (hệ II)
Lắp tâm vai với chốt dẫn hướng (hệ III)
Lắp hệ I, II, III với tấm đế dưới bằng vít lục giác chìm M10, đồng thời các móc khuôn, ống nối đường nước
Bước 10: Lắp ráp nửa khuôn trên
Lắp insert âm với tấm kẹp insert âm, bạc dẫn hướng bằng vít lục giác chìm M8 (hệ IV)
Lắp tấm đế trên với hệ IV bằng vít lục giác chìm M10 (hệ V)
Lắp vòi phun nóng, bạc định vị, với hệ V (hệVI)
Lắp hệ VI với các móc khuôn, co nối đường nước
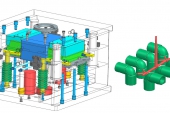
Bước 11: Bộ khuôn miếng đế hoàn chỉnh- khuôn I
6.2.2 Làm khuôn hoàn chỉnh cho cán dao cạo râu- Khuôn II
Bước 1: Nhập mẫu và tạo phôi, tạo mặt phân khuôn
Bước 2: Vì insert dương- khuôn II hoàn toàn giống insert dương – khuôn I cho nên toàn bộ các bước làm nửa khuôn dưới- khuôn II và khuôn I làgiống nhau. Cho nên không cần phải làm lại nửa khuôn dưới mà ở đây chỉ trình bày các bước làm nửa khuôn trên của khuôn II
Tạo insert âm của khuôn II
Bước 3: Tạo tấm ghép insert âm
Bước 4: Tạo tấm đế trên
Bước 5: Lắp ráp nữa khuôn trên của khuôn II
Lắp insert âm khuôn II với tấm ghép insert âm khuôn II bằng vít lục giác chìm , bạc dẫn hướng (hệ I)
Lắp tấm đế trên khuôn II với hệ I bằng vít lục giác chìm M10 (hệ II)
Lắp vòi phun nóng, vòng định vị với hệ II (hê III)
Lắp móc khuôn, ống nối các đường nước (hệ IV)
Sau đó lắp nửa khuôn dưới của khuôn I và nửa khuôn trên của khuôn II ta được một bộ khuôn làm ra cán dao cao râu hoàn chỉnh
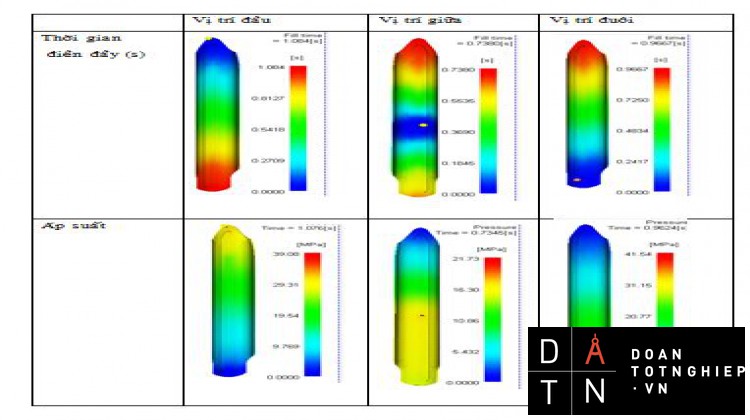
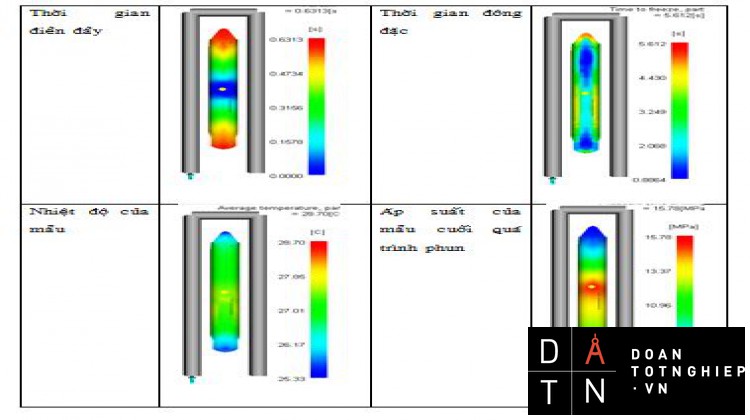
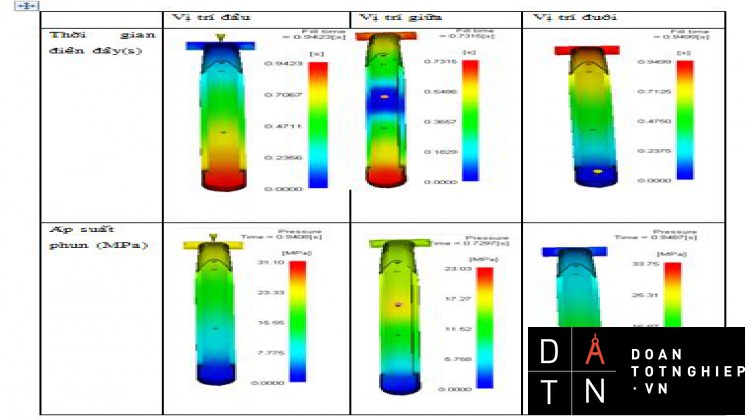
6.3 MÔ TẢ QUÁ TRÌNH TẠO SẢN PHẨM
Bước 1: Khuôn I đóng, nhựa của vật liệu thứ nhất ABS được bắn vào lòng khuôn của khuôn thứ I.
Bước 2: Sau một khoảng thời gian nhựa đông cứng khoảng 17s thì khuôn I mở. Trái hẳn với sản phẩm một màu – đó là quá trình lói sản phẩm được thực hiện. Tuy nhiên, ở đây quá trình lói không xảy ra, nửa khuôn dưới của khuôn I xoay qua vị trí có sẵn nửa khuôn trên của khuôn II.
Bước 3: Nửa khuôn dưới của khuôn I xoay qua vị trí có nửa khuôn trên của khuôn II
Bước 4: Hai nửa khuôn này đóng lại để bắn vật liệu thứ hai SBS có màu thứ hai vào lòng khuôn- bây giờ gọi là lòng khuôn của khuôn II
Bước 5: Sau khoảng thời gian làm nguôi 6 s thì hai nửa khuôn II mở ra. Đồng thời quá trình lói sản phẩm xảy ra. Sản phẩm hoàn chỉnh được tạo thành
CHƯƠNG 8
BẢO DƯỠNG VÀ BẢO QUẢN KHUÔN
CÁC BIỆN PHÁP KHẮC PHỤC CÁC KHUYẾT TẬT
CỦA SẢN PHẨM SAU KHI PHUN
8.1 LẮP ĐẶT KHUÔN
Theo qui tắc chung phải kiểm tra các điểm sau này trước khi lắp đặt khuôn.Nếu khuôn đã được sử dụng từ trước, xem thử nó đã được kiểm tra hoặc sữa chữa chỗ hỏng nào chưa
Kiểm tra đầu vào đầu ra của kênh nước bằng cách thổi khí nén để chắc chắn rằng kênh nước thông và sạch.
Chắc chắn rằng vòng định vị ăn khớp chính xác với lỗ ở tâm của tấm khuôn cố định. Điều đó sẽ đảm bảo độ thẳng hàng chắc chắn của cuồng phun và vòi phun.
Kiểm tra xem chiều cao tổng của khuôn có vượt quá khoảng sáng của máy không.
Kiểm tra xem khoảng cách max giữa các tấm khuôn có đủ để tháo sản phẩm ra không
Kiểm tra giá trị lực kẹp khuôn khi gia công.
Theo qui tắc thực tế chắc chắn rằng trọng lượng max của phát đạn là đủ cho khối lượng sản phẩm
Một thực tế tốt là kiểm tra độ song song của hai tấm khuôn trước khi lắp khuôn. Kiểm tra xem các bulông kẹp vòng an toàn có kẹp chắc chắn không, các trục đỡ có bám bụi bẩn hoặc phoi kim loại không.
Đặt khuôn với hai nữa khuôn đóng vào nhau. Điều đó ngăn ngừa hai nữa khuôn, đặt biệt là lõi có thể xảy ra hưng hỏng trong khi lắp ráp khuôn.
Không nên cố gắng lắp khuôn nặng bằng tay. Cần sử dụng máy nâng, cần cẩu phù hợp hoặc cơ cấu xích ròng rọc. Xích ròng rọc có thể điều chỉnh chậm nhưng chuyển động rất tốt.
Giữ cho xích cùng với khuôn cho đến khi cả hai nưã khuôn đều gắn chặt vào các tấm khuôn. Đối với khuôn nặng, dó là một thực té tốt để tránh kẹp bulông lắp ở tấm di động để tránh bất kì một chuyển động đi xuống nào của khuôn trong quá trình.
Trong lúc tháo khuôn không bao giờ được gõ búa vào khuôn trong khi các bulông an toàn vẫn còn chặt, néu không sẽ làm hỏng khuôn và bộ phận nối với khuôn. Trong khi khuôn còn được giữ bởi xích, chỉ nới lỏng một nữa bulông an toàn và làm cá điều chỉnh cần thiết thông qua bulông kích.
8.2 HOẠT ĐỘNG CỦA KHUÔN
Để đảm bảo chất lượng sản phẩm tốt khuôn phải được duy trì ở nhiệt độ làm việc của nó.
Khi tháo khuôn bằng tay không nên sử dụng dụng cụ kim loại cứng hoặc có cạnh săc để tránh bị trầy xướt bề mặt khuôn hoặc các cạnh sắc có thể làm hỏng bề mặt phân khuôn không qui tắc, nó tạo nên khe hở dọc theo đường phân khuôn của sản phẩm
Không bao giờ được dùng búa gõ để tháo khuôn.
Không được sờ tay vào bề mặt nhẵn bóng của khuôn để không để lại dấu vết dễ gay ăn mòn kim loại.
Người thợ điều khiển máy phải xem xét các khuôn có sẵn sàng làm việc không. Nói cách khác, nếu có điều gì bất thường phải dừng máy ngay và báo cáo với người lắp khuôn để có những đo đạt cần thiết.
Nếu máy không được sử dụng qua đêm thì phải bôi lean be mặt nhẵn bóng của khuôn một lớp kerosin hoặc turpenline.
Khi không làm việc taut cả các khuôn có phần tử lò xo cầđược để ở vị trí thả lỏng.
Khuôn không hoạt động cần phải để mở nhưng phải phủ lên bằng vải khô.
Trước khi nghĩ cần cho hệ thống nước làm nguội tiếp tục tuần hoàn cho đến khi khuôn nguội.
8.3 LƯU GIỮ KHUÔN
Cần phải giữ sản phẩm cuối cùng được tháo ra khỏi khuôn để làm tham khảo cho bất kì sữa chữa nào can làm. Cần làm nhãn cho sản phẩm với tên của nó, kích thước, vật liệu, số khuôn và số sản xuất của chính sản phẩm đó.
Tất cả các bộ phận của khuôn cần được kiểm tra cà sữa chữa trước khi cất vào kho nên nó thưởng xuyên sẵn sàng cho đến khi có yêu cầu sản xuất tiếp theo.
Các khuôn được xác định là sẽ không đưa vào sản xuất cần phải được tháo ra, loại ra, để cho các giá hoặc phòng chứa khuôn không lẫn các khuôn bất hảo.
Di chuyển tất cả các đầu lắp kênh nước vì chúng dễ bị hư hỏng khi lưu trữ. Thổi khí nén vào đầu vào của kênh dẫn nước cho đến khi nước ra hết và giữa cho nó khô. Nay kín một đầu kênh và rót vào kênh nước một loại dầu khoán phù hơp .
Bôi mỡ tất cả các chi tiết khuôn và giữ kín chúng trong thời gian lưu trữ.
Đối với khuôn có lò xo thì không nên đóng chặt, hãy đặt các nêm cao su cho phù hợp ở trạng thái mở khuôn để giữ cho lò xo ở vị trí tháo lỏng và bịt kín các miệng lỗ bằng các băng để tránh bẩn hoăc hơi ẩm.
Khuôn cần được sắp xếp phù hợp với kiểu của chúng hoặc phù hợp với nó và vị trí của nó trên giá nặng và giữ trong phòng sạch.
Để xác định thì tất cả các khuôn phải có tên hoặc số khuôn.
Người có trách nhiệm thường xuyên lắp đặt khuôn cần có một cái “thẻ bảo dưỡng” khuôn của từng khuôn. Thẻ này rất hữu dụng để tham khảo không chỉ cho sự bảo dưỡng mà cho các ghi chép sản xuất. Đối với các nhà máy tự làm lấy khuôn đó là một tham khảo rất hữu ích để cải thiện cách làm khuôn của họ.
8.1 8.4 CÁC BIỆN PHÁP KHẮC PHỤC CÁC KHUYẾT TẬT CỦA SẢN PHẨM SAU KHI PHUN
1. Sản phẩm không điền đầy khuôn
Tăng áp suất ép phun
Tăng nhiệt độ xylanh
Tăng kích thước béc phun
Kiểm tra béc phun có bị bẩn hay không
Kiểm tra phần thoát khí của khuôn hay may
Tăng kích thước đường chảy nhựa chính và phụ, cổng nhựa
Tăng nhiệt độ khuôn
Sản phẩm có bọt khí, tại đường chảy nhựa nối lại các bẩy khí, các vết cháy
Tăng áp suất ép phun
Giảm tốc độ ép phun
Kiểm tra vị trí cổng nhựa có phù hợp
Kiểm tra độ động đều về bề dày sản phầm
Tăng kích thước đường chảy nhựa
Sản phầm có bề mặt không hoàn chỉnh
Làm vệ sinh béc phun
Tăng kích thước béc phun
Giảm tốc độ ép phun
Tăng nhiệt độ xylanh
Tăng kích thước cổng nhựa
Kiểm tra việc xịt dầu bôi trơn khuôn quá nhiều
Kiểm tra phần thoát khí không phù hợp trong khuôn
Kiểm tra độ ẩm của cổng nhựa
Kiểm tra độ đồng đều hạt nhựa, giảm % phế liệu, giảm kích thước phế liệu bằng cách giảm kích thước hạt nhựa
Sản phẩm có những đường hàn nối giữa các dòng nhựa nóng chảy kém
Kiểm tra việc bố trí nhiệt trong nòng xylanh và béc phun
Tăng nhiệt độ béc phun
Tăng áp suất béc phun
Tăng tốc độ béc phun
Tăng nhiệt độ béc phun
Tăng nhiệt độ khuôn
Tăng kích thước đường chảy nhựa
Kiểm tra độ ẩm của nhựa
Sản phẩm có những vết lõm hay co rút
Tăng áp suất ép phun
Giảm nhiệt độ xylanh
Tăng thời gian đóng khuôn
Tăng tốc độ ép phun
Kiểm tra năng suất một lần phun keo tối đa của máy với sản phẩm bảo đảm dư trên 30% so với lần phun sản phẩm
Tăng kích thước béc phun, làm vệ sinh béc phun
Tăng kích thước đường chảy nhựa
Sản phẩm bị ba via
Giảm áp suất ép
Tăng áp suất kẹp khuôn
Giảm áp suất nén
Kiểm tra việc chuyển đổi áp suất
Sản phẩm bị dính vào cuống phun hay cốc phun
Giảm lượng keo nhập liệu
Giảm áp suất ép phun
Tăng nhiệt độ xylanh (nếu dính lại cuống phun)
Giảm nhiệt độ xylanh nếu dính ở cuống phun
Xem xét kích thước đường kính lỗ và bán kính cong giữa bec phun và lỗ bơm keo trên khuôn phù hợp
Kiểm tra bề mặt cuống phun và đánh bóng
Giảm nhiệt độ khuôn
Kiểm tra bề mặt cốc khuôn và hệ thống đường chảy nhựa
Sản phẩm có vết cháy đen
Kiểm tra độ sạch của nhựa
Giảm nhiệt độ xylanh
Kiểm tra xylanh, trục vít, béc phun làm vệ sinh
Kiểm tra béc phun đúng
Kiểm tra dầu mỡ bôi trơn khuôn hay các chi tiết khuôn