THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ ĐỠ TRỤC 2



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ ĐỠ TRỤC 2, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ ĐỠ TRỤC 2, đồ án môn học công nghệ chế tạo máy ĐẾ ĐỠ TRỤC, bài tập lớn công nghệ chế tạo máy ĐẾ ĐỠ TRỤC, thiết kế quy trình công nghệ gia công chi tiết ĐẾ ĐỠ TRỤC

PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Công dụng và điều kiện làm việc
a. Công dụng
Chi tiết đầu chia là một phụ tùng được trang bị trong các máy công cụ, thường là trong máy phay, dùng để chia bánh răng khi phay.
b. điều kiện làm việc
Chi tiềt làm vệc tốt trong môi trường bôi trơn ở nhiệt dộ 400 600 C
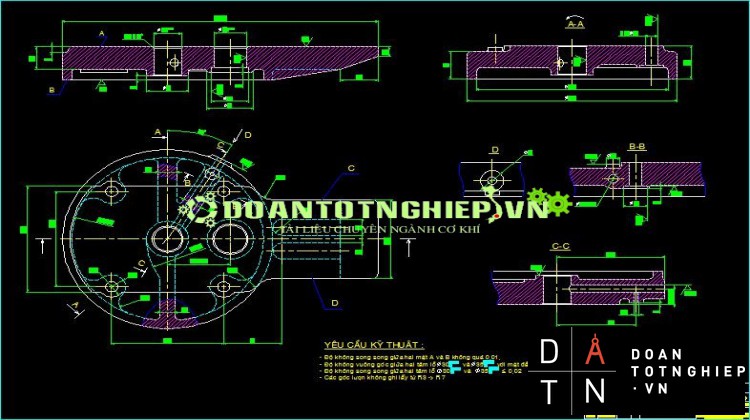
2. Phân tích hình dáng và kết cấu đầu chia
Đầu chia là một chi tíet dạng bạc có hình dáng và kết cấu hơi phức tạp, chi tiết làm việc chủ yếu dựa vào các lỗ 40+0,025 và 50+0,03 . Mặt A đòi hỏi người chế tạo phải làm chính xác về kích thước và độ nhám cũng như hình dáng hình học.Còn các lỗ bậc và các mặt phẳng không máy phức tạp trong việc chọn đường lối gia công, chi tiết có một số bề mặt phảng và bề rộng trụ tương đối lớn nên không khó trong việc định vị và kẹp chặt. Ta thấy đa phần chi tiết có nhiều lỗ lớn như 55,40,72,78, bên cạnh đó còn có rất nhiều các lỗ nhỏ khác nhau như : 8, 4, 7, 10, 11, 16, 6 .Với kết cấu như vậy ta chọn cách đúc như sau. Những lỗ trên 30 mm thì đúc rỗng còn các lỗ dưới 30 thì ta đúc đặc. Vì vậy các lỗ 40,55,72,78 đều được đúc rỗng. Do đó ta sẽ làm mẩu nguyên để giản thời gian trong việc chế tạo phôi cũng như chế tạo mẫu và giảm độ phức tạp trong việc làm khuôn, có thể sử dụng phương pháp làm khuôn bằng máy, mặt khác khuôn khổ lớn nhất của chi tiết là 175mm và chiều dài khoảng cách giữa mặt A và mặt B là 100mm thì không vấn đề gì nhưng phải chú ý các vấn đề cong, vênh khi đúc.
Về tính công nghệ thì các lỗ bạc có vị trí tương đối thuận lợi trong việc sử dụng máy khoan cần ngang để gia công, các lỗ này nằm trong nhiều mặt phảng vuông góc nhau nên ta có thể chế tạo đồ gá khoan lật để đảm bảo tính công nghệ.Còn các lỗ 40,55 sẽ được gia công từ một phía và lấy chuẩn tinh chính là mặt A vì theo yêu cầu kỹ thuật của đề bài là độ không vuông góc giữa mặt A với lỗ Þ55+0,03,Þ40+0,025 <= 0,05mm. Các bề mặt khác thì ta có thể chọn cách gia công là phay, các lỗ còn lại thì có thể khoan-khoét-doa.
3. Vật liệu chế tạo phôi
4. Phân tích độ chính xác chi tiết gia công.
A. Kích thườc có sai lệch chỉ dẫn
- Kich thước đường kính lỗ 55+0,03
+ Kích thước danh nghĩa D=55mm
+ Sai lệch trên ES=+0,03mm
+ Sai lệch dưới EI=0
+ Dung sai IT=ES-EI=0,03mm
Dmax=55,02mm,Dmin=55mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 8
Vì EI=0 nên lắp ghép theo đường kính lỗ ,dung sai cấp chính xác là 55H8 (tra bảng phụ lục 1 sai lệch giới hạn kích thước lỗ trang 177)
Điều kiện kích thước đạt yêu cầu:
55< KT55< 030
Dung sai độ trụ≤ 0,016
Dung sai độ tròn ≤ 0,016
- Kích thước 78 +0,019
+ Kích thước danh nghĩa D=78 mm
+ Sai lệch trên ES=+0,19mm
+ Sai lệch dưới EI=0
+ Dung sai IT=ES-EI=+0,19mm
Dmax=78,19mm,Dmin=78mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 11
Vì EI=0 nên lắp ghép theo đường kính lỗ ,dung sai cấp chính xác là 78H11(tra bảng phụ lục 1 sai lêch giới hạn kích thước lỗ trang 177)
Điều kiện kích thước đạt yêu cầu :
78 < KT< 78,19
Dung sai độ trụ <0,016
Dung sai độ tròn <0,016
- Kích thước Þ40 +0,025
+ Kích thước danh nghĩa D=45 mm
+ Sai lệch trên ES=+0,025mm
+ Sai lệch dưới EI=0................................................................
CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠP PHÔI
1. CHỌN PHÔI
- Chọn phôi là gang xám GX (15-32) là vật liệu chế tạo đầu chia, do có tính tạo hình và chống rung tốt, gang xám có độ cứng vững cao và phù hợp với phương pháp đúc. Do vậy ta chọn gang xám để chế tạo đầu chia
Các chỉ số và thành phần hoá học của gang xám
15: giới hạn bền kéo 15Kg/mm2
32: giới hạn bền uốn 32Kg/mm2
Thành phần hoá học của gang xám gồm
+ C:3 3,8%
+ Si:0,5 3%
+ Mn:0,5 0,8%
+ P:0,15 0,40%
+ S:0,12 0,20%
2. PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chi tiết đầu chia yêu cầu sản xuất hàng loật vừa, chi tiết đúc cần đạt cấp
chính xác 2 nên ta chọn phương pháp đúc trong khuôn cát, mẫu được làm bằng nhuôm nhẹ, làm khuôn bằng máy có cấp chính xác về kích thước IT15 IT19 độ nhám Rz80
- Sơ đồ quy trình chế tạo phôi
LẬP BẢN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
(LẬP Ở PHẦN CAD)
CHƯƠNG V
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
I.NGUYÊN CÔNG I:Chuẩn bị phôi.
1.Loại bỏ các phần thừa trên vật đúc :
+ Phôi đúc trong khi thoát mẫu, các bề mặt của phôi còn gồ ghề do còn xót lại của đậu ngót đậu hơi…
+ Dể đảm bảo yêu cầu trên ta dùng máy mài hai đá để mài bỏ đi các phần thừa đó
2. Làm sạch phôi :
Làm sạch các dính, bám trên các bề mặt của phôi. Để hoàn thành và đạt yêu cầu, ta làm sạch phôi bằng cách dùng máy làm sạch phôi có thùng máy quay kêt hợp với việc phun bi. Có nghĩa lá ta cho chi tiết vào thùng của máy, thùng máy quay các chi tiết sẽ quay va đập với các viên bi được phun vào làm cho các bám trên các bề mặt phôi bị văng ra
+ Làm sạch phôi bằng phương pháp này đả bảo chất lượng và phù hợp với dạng sản xuất hàng loạt vừa.
3. Kiểm tra kích thước của phôi
Yêu cầu: Loại bỏ những phôi không đủ kích thước lượng dư cắt gọt.
+ Để kiểm tra kích thước của phôi ta dùng thước cặp 1/10 để đo kiểm, vì phôi đúc song chưa qua gia công cắt gọt nên dùng thước cặp là thích hợp nhất.
4. Kiểm tra yêu cầu kỹ thuật của phôi
+ Bề mặt không bị cong, vênh, lõm.
+ Phôi không bị lẫn các tạp chất.
+ Phôi không bị rỗ xỉ, rỗ khí, rỗ co.
+ Bề mặt phôi không bị chay cứng xù xì do các cháy.
- Sau khi phôi đã được kiểm tra về kích thước thì ta phải kiểm tra về chất lượng của phôi. Vì các khuyết tật nằm bên trong của phôi mà ta không thể kiểm tra bằng mắt thường được.
II. NGUYÊN CÔNG II: Tiện thô , tinh mặt B và Þ55+0,03
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công tiện tinh đạt được Rz20 va Ra = 2,5
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z. Ta chọn Þ72 là mặt định vị khử 2 bậc.
+ Lực kẹp hướng vào mặt Þ72
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy Tiện T616
Các thông số kỹ thuật của máy
- Chiều cao tâm 165mm, khoảng cách 2 tâm 710 -1000mm
- Công suất động cơ: 4,5Kw
- Số vòng quay trục chính:44 - 1980 (v/p)
- Giới hạn bước tiến dọc của bàn: 0,06 – 3,24 (mm/v)
- Giới hạn bước tiến ngang của bàn: 0,04 – 2,45 (mm/v)
4. Biện luận việc chọn dao
+ Để tiện B ta chọn dao tiện mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy 3 ta có B=10mm, H = 16 mm.
+ Sử dụng đồ gá măm cặp 3 chấu.
5. Chọn bậc thợ là 3/7.
III. NGUYÊN CÔNG III: Khoét doa Þ40+0,025
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công đạt được Ra = 1,25
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt B là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Þ55 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Lực kẹp hướng vào mặt định vị chính, mặt B
3. Biện luận về máy
Vì kích thước 40 có đường kính lớn nên ta chọn máy khoan 2A55
Các thông số kỹ thuật của máy
+ Đường kính lớn nhất khoan được: 55mm.
+ Côn moóc trục chính: N0=5.
+ Công suất động cơ 4,5Kw.
+ Số vòng quay trục chính: 30 1700(v/p).
+ Giới hạn bước tiến của bàn: 0,05¸ 2,2(mm/vòng).
4. Biện luận việc chọn dao
Vì có 4 bước nên ta có 4 dao:
a. Mũi khoét dài gắn mảnh hợp kim cứng có D=38mm,l=67,6mm,côn moóc số 4
b. Mũi khoét dài gắn mảnh hợp kim cứng có D=39,7mm, l=6,72mm,côn moóc số 4
c. Dao doa răng chắp có D=39,93mm,L=250mm, l=38mm, d=22mm côn moóc số 3
d. Dao doa răng chắp có D=40mm, L=255mm, l=38mm, d=22mm côn moóc số 3
5. Biện luận về bậc thợ:chọn bậc thợ 3/7.
IV. NGUYÊN CÔNG IV: Phay thô- tinh mặt A
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay tinh đạt được Ra=2,5
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt B là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Þ55 khử 2 bậc tự do, Þ40 khử 1 bậc
+ Lực kẹp hướng vào mặt định vị chính, mặt B
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy pha đứng 6H12 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:30 1500(v/p)
- Giới hạn bước tiến của bàn: 30 1500 (mm/ph)
4. Biện luận việc chọn dao
+ Để phay thô mặt A ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy ta có D=150mm, Z=4.
+ Sử dụng đồ gá chuyên dùng
5. Chọn bậc thợ là 3/7.
V. NGUYÊN CÔNG V :Phay mặt D
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay thô đạt được Rz40
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt B là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Þ55 khử 2 bậc tự do, Þ40 khử 1 bậc
+ Lực kẹp hướng vào mặt định vị chính, mặt A
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy pha đứng 6H12 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:30 1500(v/p)
- Giới hạn bước tiến của bàn: 30 1500 (mm/ph)
4. Biện luận việc chọn dao
+ Để phay thô mặt A ta chọn dao phay ngón có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy ta có D=16mm, Z=4. Do bề rộng phay là 12mm nên để tiết kiệm chi phí về chọn dao nên ta chọn dao phay ngón.
+ Sử dụng đồ gá chuyên dùng
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ ĐỠ TRỤC 2, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ ĐỠ TRỤC 2, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









