THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ 2


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ 2, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
ĐẦU ĐỀ THIẾT KẾ.
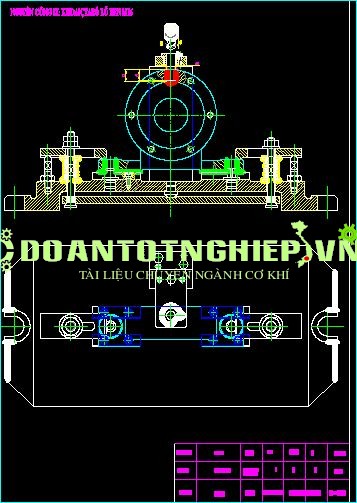
Thiết kế qui trình công nghệ chế tạo chi tiết: Giá đỡ.( hình vẽ trang trước).
Vật liệu: Gang xám GX15-32.
PHẦN II. SỐ LIỆU BAN ĐẦU:
Sản lượng hàng năm : N1=6000 chi tiết.
Điều kiện sản xuất : Tự chọn.
PHẦN III. NỘI DUNG CÁC PHẦN THUYẾT MINH VÀ TÍNH TOÁN.
- PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT.
Căn cứ vào bản vẽ chi tiết ta có nhận xét sau:
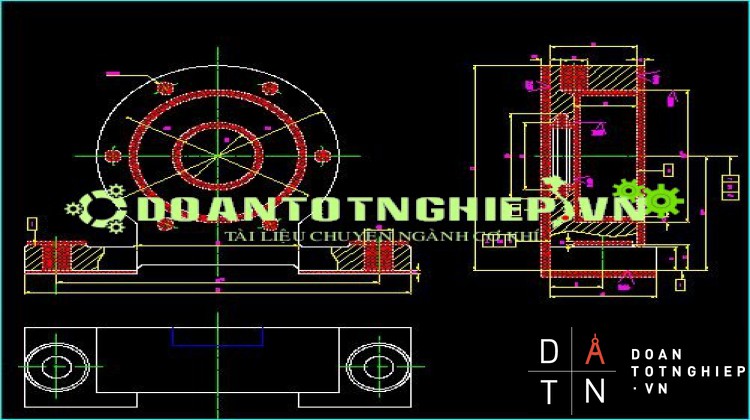
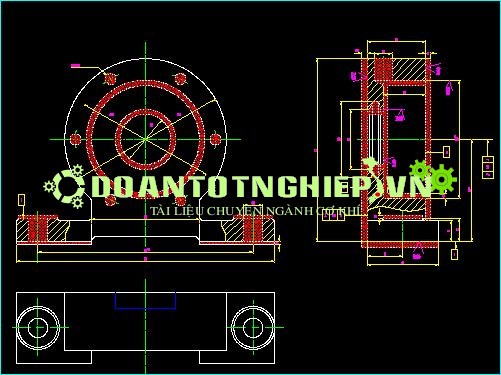
- Gối đỡ có dạng hình trụ tròn,trong có khoan các lỗ , từ đó ta thấy gối đỡ là chi tiết dạng hộp.
- Gối đỡ dùng để đỡ các trục quay trong máy. Bề mặt làm việc chủ yếu là các lỗ:
- Dung sai của đường kính lỗ nhỏ ( ) do vậy yêu cầu gia công đạt độ chính xác cao.
- Một số bề mặt có yêu cầu độ bóng cao : cấp nhẵn bóng 5 , 6, 7 .
- Gối đỡ làm việc trong điều kiện chịu lực và chịu tảI trọng khá lớn do trục quay trên giá gây ra. Các lực đó có thể là lực dọc trục, lực hướng tâm, trọng lực của các chi tiết đặt trên nó.
- Gối đỡ là chi tiết chịu nén ,do vậy vật liệu để chế tạo là gang xám GX 15- 32 là hoàn toàn hợp lí. Gối đỡ được đúc từ gang xám.
- PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT GỐI ĐỠ
- Gối đỡ là một chi tiết có kết cấu khá đơn giản, do vậy ta không thể giảm lược đựơc kết cấu hơn nữa, phương pháp đúc kết cấu này với vật liệu là gang xám hoàn toàn phù hợp.
- Những bề mặt trong của các lỗ rất hay gặp sự rỗ co trong quá trình đúc.
- Các bề mặt chính cần đạt độ chính xác cao, bề mặt phụ độ chính xác không cao.
- Các bề mặt cần gia công: mặt đáy, mặt trên, 2 lỗ , 2 mặt bên, các lỗ 6 lỗ M10, 1 lỗ M16. Các bề mặt chính có cấp độ chính xác cao (5 , 6, 7).
- XÁC ĐỊNH DẠNG SẢN XUẤT.
Sản lượng hàng năm :
Trong đó :
N : Số chi tiết được sản xuất trong 1 năm.
N1: Số sản phẩm được( số máy ) đựơc sản xuất trong một năm.
N1= 10 000.
m : số chi tiết trong một sản phẩm : m=1.
..............................................................................
Ta có : Q1= 0,8942 .7 =6,26 (kg).
Các thông số : N = 11 300 ( chi tiết / năm).
Q1 = 6,26 (kg).
Tra bảng 2 (TK ĐACNCTM) ta xác định dạng sản xuất : Hàng khối.
- CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.
Để chọn được phương pháp đúc hợp lí ta phân tích lại yêu cầu của chi tiết :
- Một số bề mặt cần đạt độ chính xác cao.
- Lượng dư của các bề mặt nhỏ Do vậy ta sẽ dùng phương pháp đúc trong vỏ mỏng cấp chính xác cao ( cấp 2) , năng suất cao và lượng dư gia công cắt gọt nhỏ.
- THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT. (LẬP THỨ TỰ CÁC NGUYÊN CÔNG).
Vẽ sơ đồ gá đặt, kí hiệu định vị, kẹp chặt, chọn máy, chọn dao, kí hiệu chiều chuyển động của dao, của chi tiết.
- XÁC ĐỊNH ĐƯỜNG LỐI CÔNG NGHỆ.
Dạng sản xuất đã xác định là dạng sản xuất hàng khối , do vậy ta chọn phương pháp gia công nhiều vị trí , nhiều dao và gia công song song.
- CHỌN PHƯƠNG PHÁP GIA CÔNG.
Để chuyên môn hoá cao nhằm đạt năng suất cao trong điều kiện sản xuất Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công . Dùng các loại máy vạn năng kết hợp với các đồ gá chuyên dùng và các máy chuyên dùng dễ chế tạo.
- LẬP TIẾN TRÌNH CÔNG NGHỆ
- Phân tích chuẩn và chọn chuẩn.
Mục lục Trang
Lời nói đầu 1
Phần III. Nội dung các phần thuyết minh và tính toán. 3
I Phân tích chức năng làm việc của chi tiết 3
II. Phân tích tính công nghệ trong kết cấ chi tiết.
III Dạng sản xuất 4
IV Phương pháp chế tạo phôi 4
V Thiết kế qui trình công nghệ gia công chi tiết 5
1 Nguyên công 1 :phay mặt đáy 7
2 Nguyên công 2: phay mặt trên. 11
3 Nguyên công 3 : khoan, khoét, doa 2 lỗ O18. 13
4 Nguyên công 4 :phay mặt bên 16
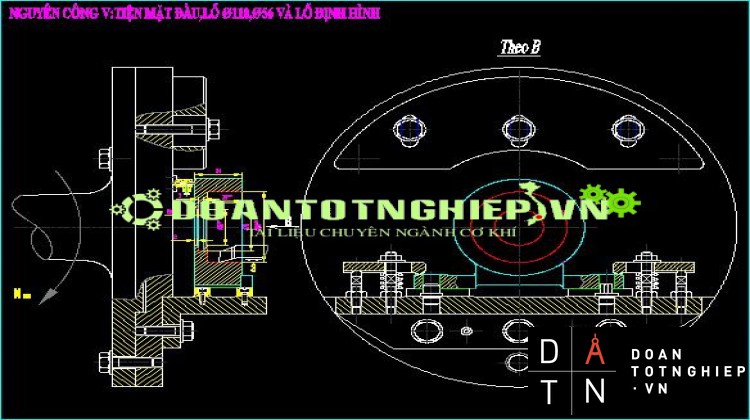
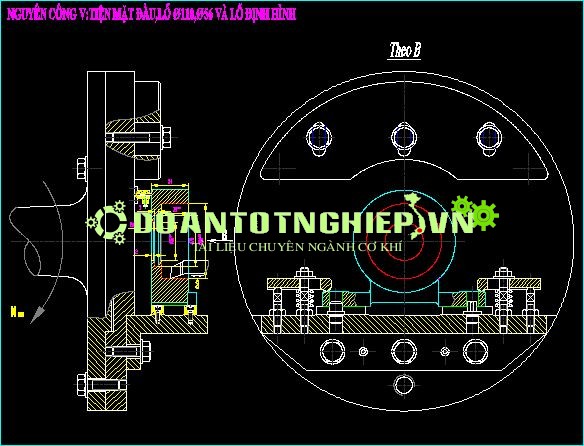
5 Nguyên công 5 :
tiện mặt đầu lỗ O110 & lỗ O56 và tiện định hình. 21
6 Nguyên công 6 : khoan, taro 6 lỗ M15. 23
7 Nguyên công 7 : Khoan ta ro lỗ M16 26
8 Nguyên công 8 : Tổng kiểm tra 27
VI Tính thời gian gia công cơ bản cho tất cả các nguyên công. 28
VII Tính toán và thiết kế đồ gá. 33
VIII Tính toán lượng dư gia công cho nguyên công II: 37








