ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG ĐAI ỐC 2 NỮA MÁY TIỆN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG ĐAI ỐC 2 NỮA MÁY TIỆN, đồ án môn học công nghệ chế tạo máy ĐAI ỐC 2 NỮA MÁY TIỆN, bài tập lớn công nghệ chế tạo máy ĐAI ỐC 2 NỮA MÁY TIỆN, thiết kế quy trình công nghệ gia công chi tiết ĐAI ỐC 2 NỮA MÁY TIỆN
MỤC LỤC
NHIÊM VỤ ĐỒ ÁN:.................................................................................. 1
MỤC LỤC:.............................................................................................. 2
LỜI NÓI ĐẦU:
PHẦN I: PHÂN TÍCH SẢN PHẨM
I. Phân tích chức năng làm việ .............................................................. 6
II. Phân tích về kết cấu sản phẩm .......................................................... 6
III. Xác định dạng sản xuất .................................................................... 8
PHẦN II: PHƯƠNG PHÁP CHẾ TẠO PHÔI
I.Chọn phôi.......................................................................................... 9
II.Chọn phương pháp chế tạo phôi......................................................... 10
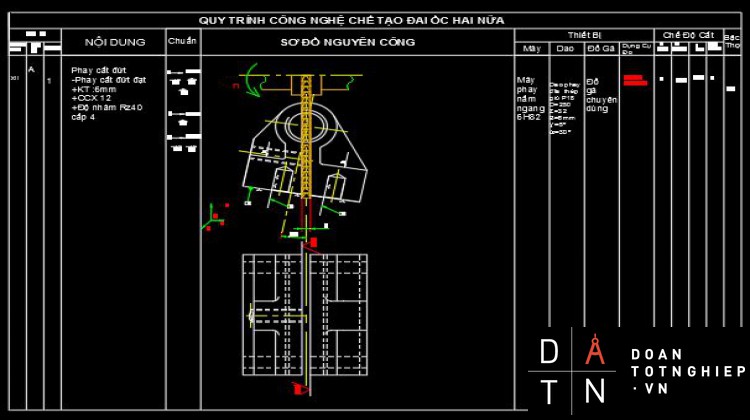
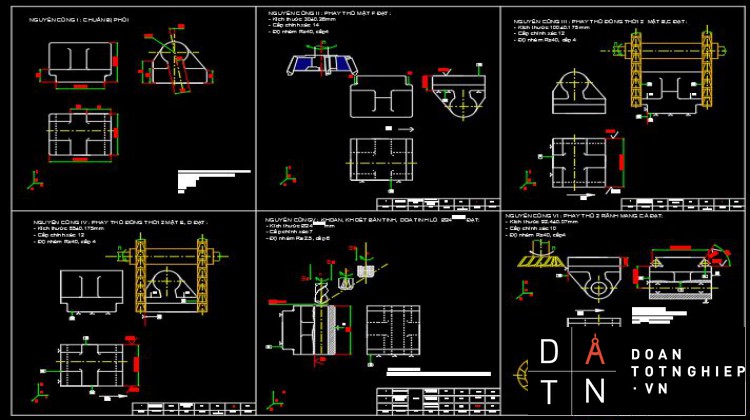
PHẦN III:BẢNG QUY TRÌNH CÔNG NGH................................................ 12
PHẦN IV:BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
I.Biện luận quy trình công nghệ............................................................. 15
II.Tính toán chế độ cắt cho từng nguyên công........................................ 27
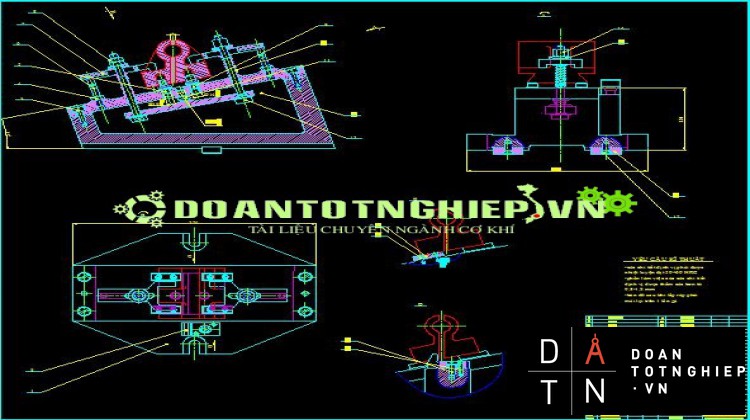
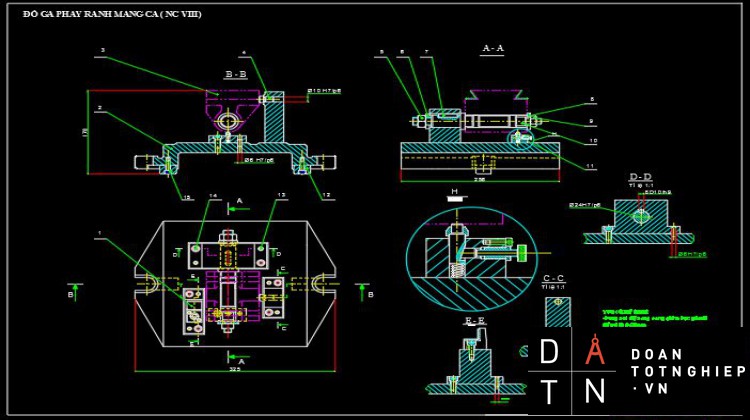
PHẦN V:TÍNH TOÁN -THIẾT KẾ ĐỒ GÁ
I.THIẾT KẾ ĐỒ GÁ KHOAN 2 LỖ ......................................................... 63
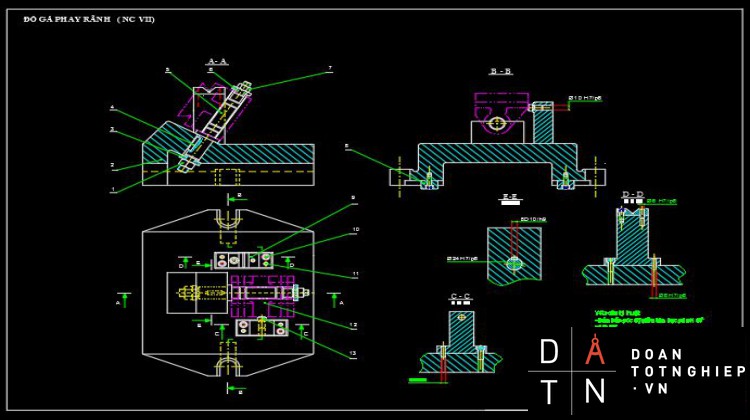
II.THIẾT KẾ ĐỒ GÁ PHAY CẮT ĐỨT:.................................................... 67
KẾT LUẬN VỀ ĐỒ ÁN.......................................................................... 72
TÀI LIỆU THAM KHẢO........................................................................ 73
PHẦN I:
PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT TRONG CƠ CẤU.
I-1: Phân tích công dụng của chi tiết .
Chi tiết “Đai ốc hai nửa ” là một chi tiết quan trọng trong máy tiện .Nó không thể thiếu được trong máy tiện ren vít vạn năng và máy tiện ren chuyên dùng Chi tiết này dùng để tiện tất cả các loại ren khác nhau với số bước ren khác nhau mà nguyên lý làm việc rất đơn giản đó là chỉ cần gạt tay gạt thì hai nửa của đai ốc sẽ mở ra hay đóng lại nhờ hai chốt trượt trên rãnh cam .
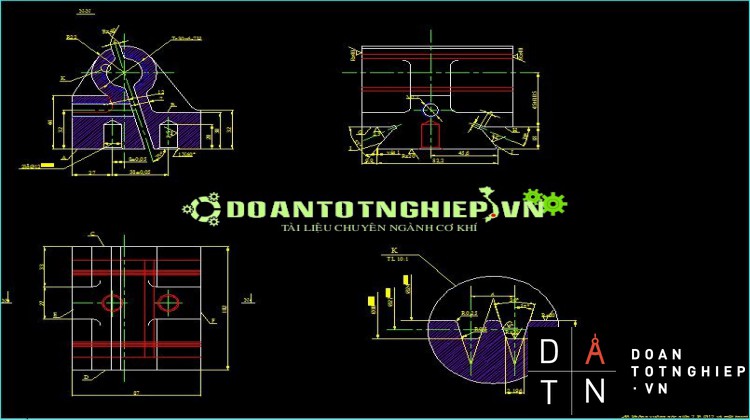
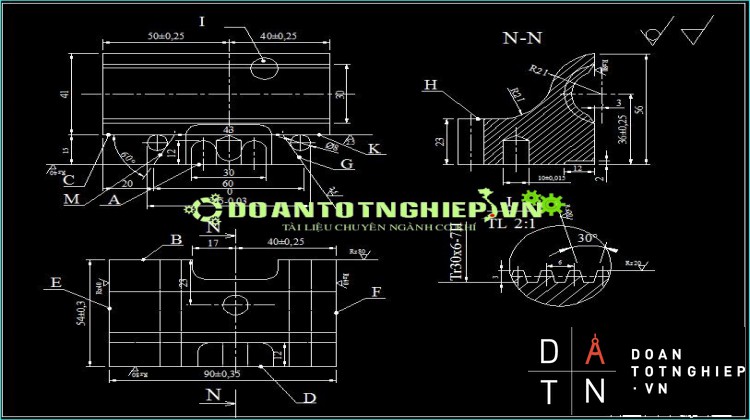
Chi tiết “Đai ốc hai nửa”là một loại chi tiết có một số lỗ cơ bản mà tâm của chúng song song với nhau hoặc tạo với nhau 1góc nào đó . Ơ đây chi tiết của đề tài này là chi tiết của máy tiện T616 có 2 lỗ cơ bản 12+0,018 và lỗ ren Tr30x6. Đường tâm của 2 lỗ 12+0,018 song song với nhau và tạo với đường tâm của lỗ ren Tr30x6 một góc là 900 . Trên chi tiết này ngoài những lỗ cơ bản ở trên ra còn có các mặt đầu và mặt trên của chi tiết cũng được gia công nhẵn bóng và chính xác để làm bề mặt định vị đặc biệt là mặt phẳng đế dùng là gốc kích thướcvà nhiều nguyên công chọn làm chuẩn tinh .
Chi tiết “Đai ốc hai nửa ”làm việc chủ yếu dựa vào 2 rãnh mang cá.Độ chính xác của 2 hai rãnh này quyết định nhiều tới độ chính xác ăn khớp trong qúa trình làm việc của chi tiết.
Mỗi máy tiện sử dụng một loại “Đai ốc hai nửa” khác nhau .
Với chi tiết của đề tài này được sử dụng trên máy T616 .
Do bề mặt làm việc chủ yếu của chi tiết là lỗ ren Tr 30x6 và 2 rãnh đuôi én nên các bề mặt này phải được gia công nhẵn bóng và chính xác , đảm bảo yêu cầu kỹ thuật của chi tiết .
I-2 : Phân tích vật liệu chế tạo của chi tiết “đai ốc hai nữa
Gang xám GX15-32 có cơ tính trung bình, thích hợp để làm các chi tiết chụi tải trung bình và ít chụi mài mòn ít , thành phần hóa học :
|
Độ cứng |
C |
Si |
Mn |
S |
P |
|
163 |
2,8-3 % |
1,5-3 % |
0,5-10 % |
<0,14 % |
0,1-0,2 % |
- Cơ tính của gang xám GX 15-32
|
Vật liệu |
Giới hạn Bền ko(N\mm2) |
Giới hạn Bền uốn (N\mm2)
|
Giới hạn Bền nn(N\mm2) |
Độ giản Di d (%) |
Độ cứng HB |
Dạng grafit |
|
GX15-32 |
150 |
320 µm |
600 |
0,5 |
163÷299 |
Tấm |
Gang xám có cơ tính trung bình nhưng có tính đúc tốt nên được sử dụng để chế tạo những chi tiết chụi tải trung bình và ít chụi mài mòn Yếu tố ảnh hưởng gang xám:
+ cấu trúc mạng tinh thể graphit dạng tấm, graphit càng dài => cơ tính càng giảm
+nền kim loai của gang: peclit có độ bền cao hơn ferit-peclit nền
ferit-peclit có độ bền cao hơn ferit .
- Biện pháp nâng cao cơ tính :
+ Giảm lượng cacbon nằm trong khoản 2,2-2,5 %
+ Làm cho graphit nhỏ mịn , phân bố đều
+ Đưa thêm hợp kim vào => chống mài mòn , ăn mòn , rung động
+ nhiệt luyện : tôi và ram biến cứng bề mặt ở những nơi quang trọng của chi tiết.
I-3: Phân tích độ chính xác gia công :
Qua nghiên cứu công dụng của chi tiết “Đai ốc hai nửa ”trên máy tiện T616 thực tế, chi tiết từ đó xây dựng lên bản vẽ chi tiết của chi tiết này . Để đảm bảo cho quá trình làm việc của chi tiết khi chế tạo chi tiết “Đai ốc hai nửa ” này cần đảm bảo những điều kiện kỹ thuật sau :
Kích thước hai rãnh đuôi én được gia công với độ chính xác cấp 6 và 7 và độ bóng bề mặt Ra 2.5
Độ không song song của tâm hai lỗ 12+0,018 trong khoảng từ 0,05 mm trên suốt chiều dài .khoảng cách giữa 2 tâm lỗ gia công với độ chính xác cấp 7 và 8 Độ không vuông góc của đường tâm hai lỗ này so với mặt phẳng đế đạt theo yêu cầu bản vẽ .
Độ không vuông góc của đường tâm 2 lỗ 12+0,018 với đường tâm của lỗ ren Tr30x6 cũng đạt theo yêu cầu của bản vẽ .
Độ không vuông góc và song song của đường tâm lỗ ren Tr30x6 vơi các bề mặt của rãnh đuôi én đạt theo yêu cầu của bản vẽ .
Độ không song song và vuông góc của các mặt phẳng còn lại từ 0,025và 0,1 (mm).
Trong quá trình làm việc chi tiết được định vị nhờ hai mặt bên và mặt đáy của rãnh đuôi én ,nó trượt trên hai rãnh này nên hai rãnh này phải được gia công chính xác và nhẵn bóng, phải bôi trơn bằng dầu hoặc bằng mỡ trước khi làm việc .
Để đảm bảo gia công được chính xác bước ren cần gia công thì lỗ ren Tr30x6 phải được gia công chính xác và đúng trắc diện của ren.
Để đạt được các yêu cầu kỹ thuật trên ta có thể gia công được trên các máy vạn năng vơí các đồ gá chuyên dùng ta sẽ thiết kế ở phần sau .
2. Xác định dạng xuất :
Thể tích của phôi :..................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG ĐAI ỐC 2 NỮA MÁY TIỆN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết








