THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ KHOAN





NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ KHOAN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Chương I: PHÂN TÍCH SẢN PHẨM
-
Phân tích kết cấu và điều kiện làm việc:
- Là chi tiết dạng càng.
- Dùng để gá chi tiết trong công đoạn gia công khoan.
-
Phân tích vật liệu chế tạo sản phẩm:
- Thân đồ gá khoan được chế tạo bằng gang xam GX21-32. Vì trong quá trình làm việc chi tiết chịu bền, cứng vững và chịu tải trọng không lớn và có tính công nghệ. Mà gang là loại vật liệu có tính công nghệ tốt và giá thành thấp. Do đó, gang được chọn để chế tạo chi tiết thân đồ gá khoan.
-

- Phân tích yêu cầu kĩ của chi tiết gia công:
Ta tiến hành phân tích 4 yêu cầu kĩ thuật của chi tiết gia công:
- Độ chính xác về kích thước: Ta tiến hành phân tích những kích thước có sai lệch không chỉ dẫn và sai lệch có chỉ dẫn.
- Kích thước có sai lệch không chỉ dẩn:
- Kích thước 154±0.5:
- Là kích thước khoảng cách được xác định giữa hai bề mặt chưa qua gia công cắt gọt đạt cấp chính xác 14.
- Tra bảng 1.4 trang 11 (Sách STDSLG) ta có: IT= 1 mm.
- TRa bảng 1.5 trang 17 ta được sai lệch cơ bản là Js. Miền dung sai Js 154 có IT = 1 mm.Vậy miền dung sai Js 154 và có kích thước 154±0.5
- Kích thước 15±0.1:
- Là kích thước khoảng cách được xác định giữa hai bề mặt đã qua gia công cắt gọt đạt cấp chính xác 12.
- Tra bảng 1.4 trang 11 (Sách STDSLG) ta có: IT= 0.18 mm.
- TRa bảng 1.5 trang 17 ta được sai lệch cơ bản là Js. Miền dung sai Js15 có IT = 0.18 mm.Vậy miền dung sai Js15 và có kích thước 15±0.1
- Kích thước 71±0.15:
- Là kích thước khoảng cách được xác định giữa hai bề mặt đã qua gia công cắt gọt đạt cấp chính xác 12.
- Tra bảng 1.4 trang 11 (Sách STDSLG) ta có: IT= 0.3 mm.
- TRa bảng 1.5 trang 17 ta được sai lệch cơ bản là Js. Miền dung sai Js71 có IT = 0.3 mm.Vậy miền dung sai Js 71 và có kích thước 71±0.15
- Kích thước 11±0.14:
- Là kích thước khoảng cách được xác định giữa một bề mặt đã qua gia công cắt gọt với một bề mặt khơng gia cơng đạt cấp chính xác 13.
- Tra bảng 1.4 trang 11 (Sách STDSLG) ta có: IT= 0.27 mm.
- TRa bảng 1.5 trang 17 ta được sai lệch cơ bản là Js. Miền dung sai Js11 có IT = 0.27 mm.Vậy miền dung sai Js11 và có kích thước 11±0.14
- Kích thước 40±0.13:
- Là kích thước khoảng cách được xác định giữa hai bề mặt đã qua gia công cắt gọt đạt cấp chính xác 12.
- Tra bảng 1.4 trang 11 (Sách STDSLG) ta có: IT= 0.25 mm
- TRa bảng 1.5 trang 17 ta được sai lệch cơ bản là Js. Miền dung sai Js40 có IT=0.25mm.Vậy miền dung sai Js40 và có kích thước 40±0.13..............
- ................................
-
Chương III: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
-
Phân tích việc chọn phôi :
- Phôi rèn: Chỉ dùng cho phôi thép, kim loại và kim loại màu. Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cao, tạo nên ứng xuất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt . Nhưng phôi rèn phù hợp với nền sản xuất hàng trung trở xuống .Vì chi tiết phải sản xuất hàng loạt lớn trở lên nên phương pháp này không phù hợp.
- Phôi cán : Củng chỉ sử dụng vật liệu thép, kim loại màu nhưng phương pháp này không thể tạo ra được đúng hình dáng của phôi cần gia công. Chính vì vậy mà củng không hợp lý.
-
Phôi đúc:
- Phôi đúc không có cơ tính cao bằng phôi rèn và dập nhưng việc chế tạo khuôn cho phôi có hình dạng phức dể dàng, thiết bị khá đơn giản. Phương pháp này rất phù hợp với chi tiết cần gia công vì nó có nhiều ưu điểm hơn như là giá thành rẻ, thiết bị đơn giản, dùng phổ biến, độ đồng đều phôi cao, lượng dư phân bố đều, tiết kiệm vật liệu .
- Nhượt điểm: của việc chế tạo phôi đúc là khi đúc xong sản phẩm ta khó phát hiện khuếch tật bên trong sản phẩm. Chỉ phát hiện khi gia công nên làm giảm năng xuất và hiệu quả.
- Từ các phương pháp trên ta thấy phôi đúc thích hợp với chi tiết đã cho nhất. Vì có nhiều ưu điểm hơn các phương pháp khác.Vậy ta chọn phương pháp này để chế tạo chi tiết ổ trượt.
- Phân tích việc chọn phương pháp chế tạo phôi:
-

Ta có rất nhiều phương pháp chế tạo phôi đúc như: đúc trong khuôn cát, đúc trong khuôn kim loại, đúc khuôn ly tâm, đúc áp lực, đúc mẫu chảy ……
- Đúc trong khuôn cát mẫu kim loại: Nếu công việc thực hiện bằng máy thì có cấp chính khá cao, loại này phù hợp với sản xuất hàng loạt vừa và lớn.
-
Đúc trong khuôn cát mẫu gỗ:
- Khuôn được làm bằng cát, mẫu làm bằng gỗ khi đúc các bề mặt rỗng phải có lỏi.
- Khuôn được làm bằng tay hay bằng máy: chất lượng bề mặt đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ.Đạt cấp chính xác IT15, IT16.
- Đúc trong khuôn kim loại:
- Khuôn được làm bằng hợp kim nhôm
- Phôi đạt độ chính xác và độ nhẳn cao
- Chủ yếu đúc khuôn kim loại và hợp kim loại màu
- Không phù hợp khi đúc phôi có kích thước và khối lượng lớn
- Nhưng giá thành đầu tư lớn
- Loại này phù hợp với sản hàng loạt lớn và hàng khối.
- Đạt cấp chính xác IT14, IT15
- Đúc khuôn ly tâm:
- Khuôn đúc có chuyển động quay.
- Lực ly tâm làm hợp kim và kim loại bắn ra bám vào thành khuôn.
- Chủ yếu dùng để đúc các phôi có kích thước và khối lượng nhỏ.
- Chỉ đúc được các loại phôi có dạng ống và dạng bạc
- Phôi có độ bền chặt tốt nhưng mặt ngoài dễ bị chai cứng (biến cứng)
- Đúc áp lực:
- Máy đúc áp lực có hệ thống ép kim loại vào khuôn
- Phôi đúc độ chính xác và độ nhẳn cao
- Phôi có độ chặt tốt ít phế phẩm
- Chủ yếu chỉ đúc hợp kim và kim loại màu
- Không phù hợp khi đúc phôi có kích thước và khối lượng lớn
- Phương pháp này chỉ thích hợp với chi tiết có độ phức tạp cao
- Trang thiết bị đắt tiền nên giá thành sản phẩm cao
- Đúc mẫu chảy:
- Khuôn làm bằng cát
- Mẫu làm bằng chất dễ cháy (paraffin)
- Sau khi làm xong khuôn được sấy để mẩu chảy ra
- Đúc được các chi tiết có cơ cấu phức tạp
- Tốn nhiều thời làm mẩu chảy nên năng xuất không cao
- Loại này thích hợp cho việc sản xuất hàng loạt lớn và hàng khối
- Kết luận:
- Với những yêu cầu kĩ thuật của chi tiết đã cho tính kinh tế cũng như dạng sản xuất đã chọn ta chọn phương pháp chế tạo phôi là: Đúc trong khuôn cát, mẫu kim loại làm khuôn bằng máy.
- Phôi đúc đạt cấp chính xác II.
- Cấp chính xác về kinh tế IT15, IT16.
- Lượng dư các bề mặt gia công:
Tra bảng 1.33/T/34 Sch STGC Cơ ta xác định lượng dư của các bề bặt gia công là:
- Chọn mặt đáy khi đúc có lượng dư là 4 mm.
Các mặt còn lại khi đúc có lượng dư là 3 mm
...........................................
CHƯƠNG III: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ
- Bảng quy trình công nghệ: (được trình bày ở trang sau)

..................................................................................................
Chương VI: THIẾT KẾ ĐỒ GÁ
- Sơ đồ và nguyên lý làm việc của đồ gá:
-
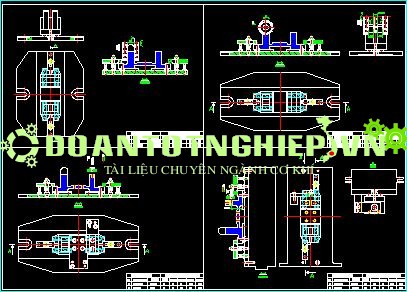
- Chi tiết gia công được định vị trên phiến ty phẳng, hai chốt phẳng và chốt trám động . Kẹp chặt chi tiết được thực hiện bằng 2 tay kẹp.
MỤC LỤC
Trang
Chương I.Phân tích sản phẩm ............................................................................................. 1
- Phân tích kết cấu
- Phân tích vật liệu chế tạo
-
Phân tích yêu cầu kỹ thuật
- Độ chính xác về kích thước
- Độ chính xác về vị trí tương quan
- Độ chính xác về hình dáng hình học
- Độ chính xác về tính chất cơ tính
Chương II.Biện luận dạng sản xuất........................................................................................ 4
- Số lượng chế tạo
- Khối lượng chi tiết
Chương III.Chọn phôi và phương pháp chế tạo phôi.............................................................. 7
- Phương pháp chọn phôi
- Rèn
- Cán
- Đúc
- Chọn phương pháp
- Đúc trong khuôn cát mẫu kim loại
- Đúc trong khuôn cát mẫu gỗ
- Đúc trong khuôn kim loại
- Đúc ly tâm
- Đúc áp lực
- Đúc mẫu chảy
- Kết luận
- Tra lượng dư các bề mặt gia công
Chương IV.Bảng quy trình công nghệ ................................................................................. 10
Chương V.Thiết kế nguyên công........................................................................................... 11
- Nguyên công I............................................................................................... 11
- Nguyên công II.............................................................................................. 16
- Nguyên công III............................................................................................. 19
- Nguyên công IV............................................................................................. 23
- Nguyên công V.............................................................................................. 26
- Nguyên công VI............................................................................................. 26
- Nguyên công VII............................................................................................ 26
- Nguyên công VIII,IX,X................................................................................... 29
- Tính toán chế độ cắt nguyên V: Phay 2 mặt bn............................................ 30
- Tính lượng dư nguyên công V: Phay 2 mặt bn.............................................. 35
Chương VI.Thiết kế đồ gá...................................................................................................... 39
- Sơ đồ và nguyên lý làm việc
- Tính lực kẹp
- Tính sai số chuẩn
- Một số chi tiết tiêu chuẩn








