THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ THÂN GÁ


NỘI DUNG ĐỒ ÁN
Mục lục THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ THÂN GÁ
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ THÂN GÁ
Trong đều kiện
- Dạng sản xuất hàng loạt vừa
- Trang thiết bị tự chọn
Với yêu cầu
A. Phần Bản Vẽ
- Bản vẽ chi tiết gia công khổ giấy Ao
- Bản vẽ chi tiết lồng phôi khổ giấy Ao
- Bản vẽ sơ đồ nguyên lý khổ giấy Ao
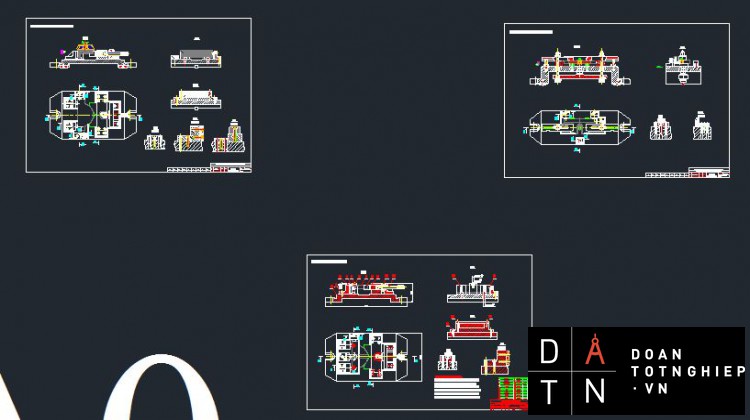
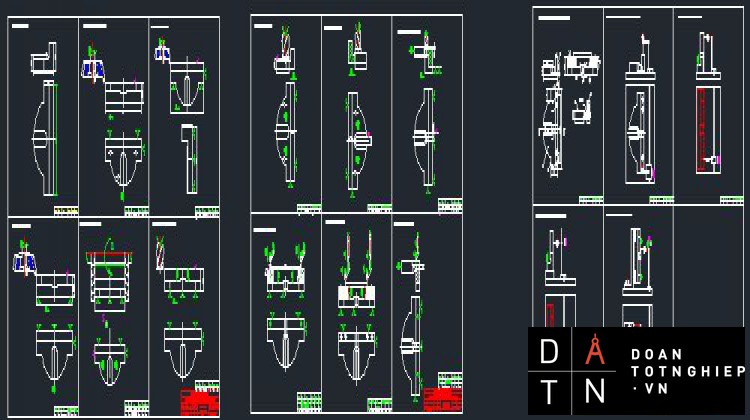
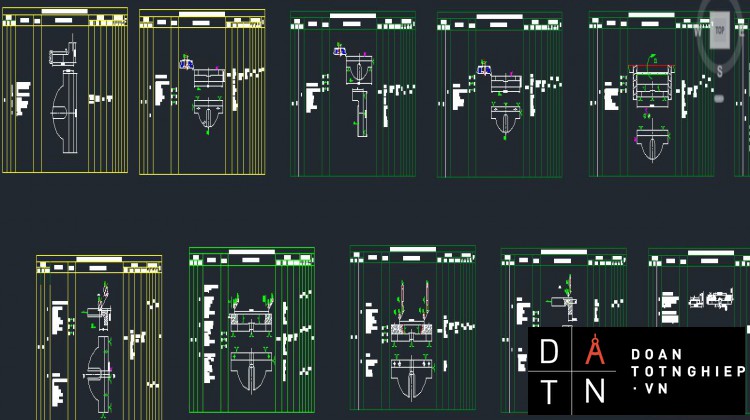
- Bản vẽ kết cấu nguyên công khổ giấy Ao
- Bản vẽ đồ gá Ao
B. Phần thuyết Minh
- Phân tích chi tiết gia công
- Chọn phôi và phương pháp chế tạo phôi
- Lập bản quy trình công nghệ gia công
- Biện luận quy trình công nghệ
- Thiết kế đồ gá
- Kết luận quá trình công nghệ
LỜI NÓI ĐẦU
Hiện nay, ngành Cơ khí nói chung và ngành Cơ khí Chế tạo máy nói riêng đóng vai trò hết sức quan trọng trong sự nghiệp công nghiệp hoá - hiện đại hoá đất nước. Nhiệm vụ của ngành Công nghệ Chế tạo máy là định ra quy trình công nghệ chế tạo các sản phẩm cơ khí phục vụ cho mọi lĩnh vực của đời sống xã hội. Do đó, việc phát triển ngành Công nghệ Chế tạo máy đã và đang là mối quan tâm đặc biệt của Đảng và Nhà nước ta.
Phát triển ngành Công nghệ Chế tạo máy phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và các trang thiết bị hiện đại. Trong đó, việc trước tiên là phải đào tạo ra một đội ngũ kỹ sư cơ khí và cán bộ kỹ thuật có trình độ cao, có thể vận dụng những kiến thức đã học để giải quyết các vấn đề cụ thể thường gặp trong sản xuất, sửa chữa và sử dụng.
Môn học Công nghệ Chế tạo máy có vị trí quan trọng trong chương trình đào tạo kỹ sư và cán bộ kỹ thuật về lĩnh vực thiết kế, chế tạo máy và trang bị cơ khí phục vụ các ngành kinh tế như: công nghiệp, nông nghiệp, giao thông vận tải,….
Trong đồ án này, nhiệm vụ của em được giao là:
“ THIẾT KẾ QTCN GIA CÔNG ĐẾ THÂN GÁ”
Nội dung của đồ án bao gồm các công việc như: xác định dạng sản xuất, xác định phương pháp chế tạo phôi, thiết kế quy trình công nghệ gia công chi tiết, thiết kế đồ gá….
MỤC LỤC
Trang
NHIỆM VỤ…………………...………………………………………...............1
LỜI NÓI ĐẦU………………………………………………………...………...2
MỤC LỤC…………………..…………………………………………………..3
NHẬN XÉT CỦA GVHD………………………..………………………….….4
NHẬN XÉT CỦA HỘI ĐỒNG………………………………………………....5
LỜI CẢM ƠN…………………………………………………………………...6
PHẦN 1: PHÂN TÍCH SẢN PHẨM……………………...…………………....7
PHẦN 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO
PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ……………...………………..15
PHẦN 3: LẬP BẢNG QTCN VÀ BIỆN LUẬN……………………………...18
PHẦN 4: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ……………………………...79
A. TÍNH TOÁN ĐỒ GÁ PHAY RÃNH THEN BẰNG….……………80
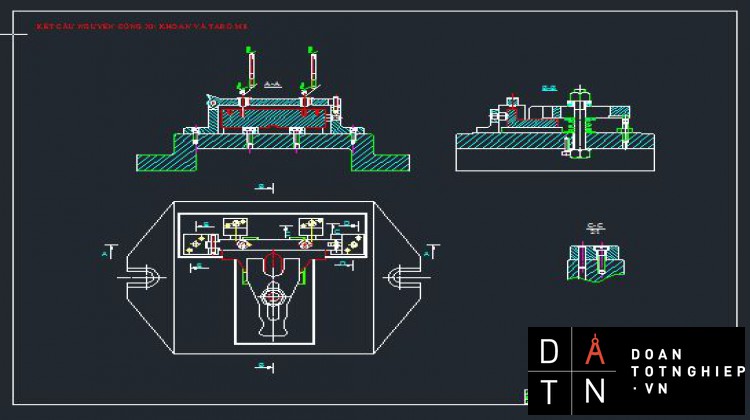
B. TÍNH TOÁN ĐỒ GÁ KHOAN……………………………...…..….86
PHẦN 5: KẾT LUẬN…………………………………………………...………90
TÀI LIỆU THAM KHẢO……………………………………………….………91
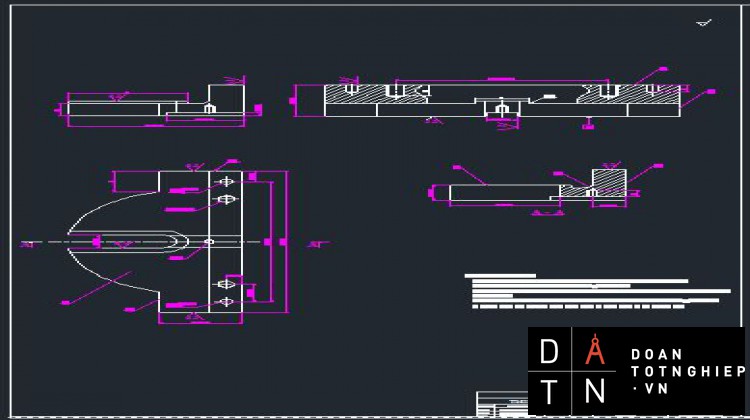
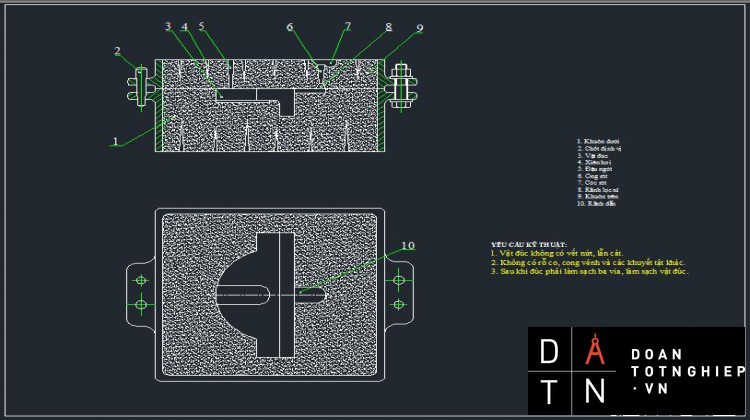
Tính năng và công dụng của chi tiết
- Nó có nhiệm vụ giúp cho đồ gá được lắp trên bàn máy phay
- Bề mặt làm việc chủ yếu là mặt A, mặt trượt Ra 3.2 µm.
- Chi tiết làm việc trong trạng thái tĩnh, không yêu cầu nhiệt luyện.
- Đây là chi tiết dạng hộp, vật liệu là gang xám GX 15-32
- Có 2 bề mặt không yêu cầu gia công do đó ta không cần gia công để đỡ tốn thêm thời gian và thêm nguyên công gia công. Các bề mặt còn lại ta sử dụng các phương pháp gia công như: phay, khoan, khoét, doa để đạt được yêu cầu kỹ thuật.
2. Vật liệu chế tạo chi tiết gia công
a. Giải thích ký hiệu: GX 15-32.
+ GX: chỉ ký hiệu của gang xám.
+ 15: chỉ giới hạn bền kéo của gang xám k =15 kg/mm2 .
+ 32: chỉ giới hạn bền uốn của gang xám u= 32 kg/mm2.
+ Độ cứng của bề mặt chi tiết không ghi trên bản vẽ, do đó độ cứng vững được lấy trong khoảng HB = 163÷229 kg/mm2( bảng ký hiệu và cơ tính của gang trang 239 sách CĐC- GCCK)
+ Chọn HB = 190 kg/mm2
b. Thành phần hóa học cơ bản của gang xám GX 15-32
gồm sắt (Fe), cacbon (C) trong đó:
+ Các bon (C ):3.5÷3.7%
+ Phốt pho (P ):0.3%
+ Lưu huỳnh (S ):0.15%
+ Mangan (Mn):0.5÷0.8%
+ Silic (Si):2÷4%
+ Còn lại là sắt (Fe)
- Ưu điểm: vì chi tiết đế thân gá được chế tạo bằng gang xám nên có độ bền cao, trong điều kiện làm việc tĩnh chi tiết có độ bền cao.
- Nhược điểm: kém bền trong điều kện làm việc tải trọng động, khả năng chịu va đập kém.
3. Độ chính xác gia công.
3.1 Độ chính xác về kích thước
3.1.1 Phân tích các kích thước sai lệch có chỉ dẫn
- Kích thước: có:
+ Kích thước danh nghĩa: DN = 37mm.
+ Sai lệch giới hạn trên: ES= +0.1mm = 100 µm
+Sai lệch giới hạn dưới: EI= -0.1mm= -100µm
+Dung sai: IT= 0.2 mm = 200µm
« Tra bảng tra DSLG ta được kích thước đạt cấp chính xác 10
- Kích thước 140.11 có:
+ Kích thước danh nghĩa: DN=14mm.
+ Sai lệch giới hạn trên: es= +0.11mm = 110µm
+ Sai lệch giới hạn dưới: ei= -0.11mm= -110µm
+ Dung sai: IT= 0.22mm = 220µm
« Tra bảng tra DSLG ta được kích thước đạt cấp chính xác 11
- Kích thước có:
+ Kích thước danh nghĩa: DN=170mm.
+ Sai lệch giới hạn trên: es= +0.4mm = 400 µm
+ Sai lệch giới hạn dưới: ei= -0.4mm=-400 µm
+ Dung sai: IT= 0.8mm= 800 µm
« Tra bảng tra DSLG ta được kích thước 17 đạt cấp chính xác 12
- Kích thước có:
+ Kích thước danh nghĩa: DN= 6mm.
+ Sai lệch giới hạn trên: ES = +0.018mm = 18 µm
+ Sai lệch giới hạn dưới: EI = 0
+ Dung sai: IT= 0.018mm = 18 µm
« Tra bảng tra DSLG ta được kích thước đạt cấp chính xác 8, miền dung sai H nên ta được kích thước Ø6H8
- Kích thước có:
+ Kích thước danh nghĩa: DN=4mm.
+ Sai lệch giới hạn trên: es= +0.075mm = 75 µm
+ Sai lệch giới hạn dưới: ei= -0.075mm = -75 µm
+ Dung sai: IT= 0.15mm = 150 µm
« Tra bảng tra DSLG ta được kích thước 4 đạt cấp chính xác 11
- Kích thước có:
+ Kích thước danh nghĩa: DN=144mm.
+ Sai lệch giới hạn trên: es= +0.4mm = 400 µm
+ Sai lệch giới hạn dưới: ei= -0.4mm = -400 µm
+ Dung sai: IT= 0.8mm = 800 µm
« Tra bảng tra DSLG ta được kích thước 144 đạt cấp chính xác 12 - Kích thước có:
+ Kích thước danh nghĩa: DN=16mm.
+ Sai lệch giới hạn trên: es= +0.18mm = 180 µm
+ Sai lệch giới hạn dưới: ei= -0.18mm = -180 µm
+ Dung sai: IT= 0.36mm = 360 µm
« Tra bảng tra DSLG ta được kích thước 16 đạt cấp chính xác 12
- Kích thước có:
+ Kích thước danh nghĩa: DN=13mm.
+ Sai lệch giới hạn trên: es= +0.18mm = 180 µm
+ Sai lệch giới hạn dưới: ei= -0.18mm = -180 µm
+ Dung sai: IT= 0.36mm = 360 µm
« Tra bảng tra DSLG ta được kích thước 13 đạt cấp chính xác 12
- Kích thước có:
+ Kích thước danh nghĩa: DN=102 mm.
+ Sai lệch giới hạn trên: es= +0.35mm = 350 µm
+ Sai lệch giới hạn dưới: ei= -0.35mm = -350 µm
+ Dung sai: IT= 0.7mm = 700 µm
« Tra bảng tra DSLG ta được kích thước 102 đạt cấp chính xác 12
- Kích thước có:
+ Kích thước danh nghĩa: DN=18mm.
+ Sai lệch giới hạn trên: es= +0.18mm = 180 µm
+ Sai lệch giới hạn dưới: ei= -0.18mm = -180 µm
+ Dung sai: IT= 0.36mm = 360 µm
« Tra bảng tra DSLG ta được kích thước 18 đạt cấp chính xác 12
3.1.2 Phân tích các kích thước không có sai lệch chỉ dẫn:
Theo quy định trong TCVN thì đối với các kích thước không chỉ dẫn ta chọn cấp chính xác từ 12 đến 16
- Kích thước có:
+ Kích thước danh nghĩa:DN =84 mm.
+ Sai lệch giới hạn trên: es= +0.87mm
+ Sai lệch giới hạn dưới: ei= -0.87mm
+ Dung sai: IT= 1.74mm
« Tra bảng tra DSLG ta được kích thước 84 đạt cấp chính xác 14
- Kích thước có:
+ Kích thước danh nghĩa:DN =52 mm.
+ Sai lệch giới hạn trên: es= +0.74mm
+ Sai lệch giới hạn dưới: ei= -0.74mm
+ Dung sai: IT= 1.48mm
« Tra bảng tra DSLG ta được kích thước 52 đạt cấp chính xác 14
- Kích thước có:
+ Kích thước danh nghĩa:DN =40 mm.
+ Sai lệch giới hạn trên: es= +0.62mm
+ Sai lệch giới hạn dưới: ei= -0.62mm
+ Dung sai: IT= 1.24mm
« Tra bảng tra DSLG ta được kích thước 40 đạt cấp chính xác 14
3.2. Độ chính xác về vị trí tương quan
Dung sai độ song song của bề mặt B so với bề mặt A < 0.12/100 mm.
Dung sai độ đồng phẳng của bề mặt A < 0.08/100 mm.
Dung sai độ vuông góc của đường tâm lỗ Æ6 so với mặt A < 0.12/100 mm.
Dung sai độ đối xứng của mặt bên rãnh then so với đường tâm lỗ ren M5 là 0.2mm
Dung sai độ vuông góc của mặt D so với mặt A < 0.12/100 mm.
4. Xác định dạng sản xuất
Tính khối lượng CTGC
Khối lượng chi tiết = V.D (kg)
Trong đó :
D : trọng lượng riêng của vật liệu gang xám 6.8÷7.4 (kg/dm3)
V = thể tích của chi tiết
V = V1 + V2 + V3 - V4
V1 = d.r.h = 170.40.15 = 102000 mm3
V2 = d.r.h = 170.16.22 = 59840 mm3
V3 =.no.h = .145o.15 = 75295 mm3
V4= Stam giác.h = .AC.h.h = .120.19.15 = 17100 mm3
V = 102000+59840+75295-17100
= 220035 mm3 = 220035.10-6 = 0,220035 dm3
Khối lượng chi tiết: m = V.D = 0.220035.7 = 1.55 kg
Dạng sản xuất cho trước là dạng sản xuất hàng loạt vừa sau khi tính toán ta xác định được khối lượng của chi tiết là 1,55kg
=> Sản lượng hàng năm của chi tiết là 200-500 chiếc
PHẦN 2. CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
I. CHỌN PHÔI.
Có nhiều phương pháp chế tạo phôi. Nhưng do chi tiết đế thân gá được làm bằng gang nên có phương pháp chế tạo là phương pháp đúc: đúc trong khuôn cát, đúc trong khuôn kim loại, đúc ly tâm, đúc áp lực
+ Ưu điểm: phôi đúc có lượng dư phân bố đều, tiết kiệm được vật liệu
+ Nhược điểm: khó phát hiện được khuyết tật ở bên trong
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI
+ Đúc trong khuôn cát: là dạng đúc phổ biến tuy nhiên chế tạo mẫu tốn thời gian, là loại khuôn chỉ đúc được một lần phương pháp chỉ áp dụng cho sản xuất đơn chiếc hàng loạt vừa cấp chính xác cấp II và độ nhám Rz = 160 µm.
Ưu điểm: đúc được những chi tiết có kết cấu bên trong phức tạp và đặt được lỗi bên trong, đúc những chi tiết có khối lượng kích thước bất kì và rẻ tiền phù hợp cho sản xuất vừa và nhỏ
Nhược điểm: là vật đúc bị biến trắng, độ chính xác không cao
=> Như vậy với những yêu cầu chi tiết đã cho và những mặt kinh tế, sản xuất ta chọn phôi đúc trong khuôn cát phôi đạt cấp chính xác cấp II và độ nhám Rz = 160 µm.
III. CHỌN LƯỢNG DƯ GIA CÔNG
Vật đúc được đúc trong hai hòm khuôn, chỉ có một mặt phân khuôn.
Kích thước danh nghĩa lớn nhất là 170mm
Do sản xuất hàng loạt vừa phôi đúc nên đạt cấp chính xác II
Vật liệu là gang xám.
Tra bảng 5.7 trang 91 sách Công Nghệ Chế Tạo Máy ta được lượng dư sau :
+ Mặt A, D, H, K là lượng dư 4±0.8mm
+ Mặt B, C, F lượng dư là 3±0.8
PHẦN 3. LẬP BẢNG QUY TRÌNH CÔNG NGHỆ VÀ BIỆN LUẬN
I. CHUẨN BỊ PHÔI
Bước 1: Làm sạch cát bám
Bước 2: Kiểm tra khuyết tật
Bước 3: Cắt bỏ đậu ngót, đậu rót
Bước 4: Làm sạch bavia
Bước 5: Kiểm tra kích thước
Bước 6: Ủ phôi
II.NGUYÊN CÔNG II GIA CÔNG THÔ MẶT A
1.Thứ tự gia công:
Gia công mặt A
2.Về kích thước:
Nguyên công này gia công cần đạt
CCX 12
Kích thước: 40,5±0.25 mm
Nhám bề mặt: Ra=6,3 µm
3. Chuẩn gia công:
Mặt F khử 3 bậc tự do, mặt D khử 2 bậc tự do, mặt K khử 1 bậc tự do.
4. Biện luận về chọn máy
Để phay A ta chọn máy 6H12
+ Công suất: 7 kw
+ Hiệu suất: 0.75
+ số vòng quay trục chính : 30 – 1500 ( v/phút).
+ Bước tiến bàn máy : 30- 1500 (mm/phút).
5. Dao:
Khi gia công A ta chọn dao phay mặt đầu gắn mảnh hợp kim cứng BK6 (4-3 sách CNCTM tập 1), vì chiều rộng là 84 nên ta chọn dao có thông số như sao:(4-94 sách CNCTM tập 1)
D = 110
B=42
d(h7) = 40
z =12
6. Đồ gá:
Chuyên dùng.
7. Tra chế độ cắt và thời gian gia công
Đạt yêu cầu kỹ thuật:
-Đạt kích thướt: 40.50.25 mm
-Độ nhám bề mặt: Ra 6.3 µm
- Cấp chính xác 12
Chọn máy:
làm việc máy 6H12 tra sách CĐC GCCK trang 221ta được:
+ Công suất máy: 7 kw
+ Hiệu suất máy: 0.75
+ số vòng quay trục chính ( v/p) : 30; 37.5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500.
+ Bước tiến bàn máy (mm/phút): 30; 37; 5-47; 5-60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500
Chọn dao:
Dao phay mặt đầu có các thông số sau:
D=110 mm, Z=12, B = 40 mm (bảng 40-5/138, CĐC-GCCK)
Chiều sâu cắt t
t = 3.5mm
Chọn bước tiến:
Tra bảng (6-5/129) sách CĐC-GCCK
Lượng chạy dao: Sz= 0,2 ÷ 0,24mm/ răng
Lấy Sz= 0.2 mm/răng
Vận tốc cắt:
Tra bảng (40-5/138) sách (CĐC-GCCK): D/Z= 110/12
Ta có: t= 3.5mm
Sz= 0.2mm/răng, chọn Vb= 158 m/ph
-Hệ số điều chỉnh HB= 190: tra bảng (41-5/139) sách (CĐC-GCCK): K1 = 1
-Hệ số phụ thuộc tuổi bền dao, tra bảng (42-5/139) sách (CĐC-GCCK): K2= 0,8
-Hệ số phụ thuộc kí hiệu hợp kim cứng: tra bảng(43-4/139) sách (CĐC-GCCK): K3 = 1
-Hệ số phụ thuộc trạng thái gia công: tra bảng (44-5/139) sách (CĐC-GCCK): K4 = 0,8
-Hệ số phụ thuộc chiều rộng phay B/D= 84/110 :tra bảng (45-5/139)sách (CĐC-GCCK): K5 = 1
Tra bảng (46-5/139) sách (CĐC-GCCK): K6= 1
Tốc độ cắt tính theo công thức: Vt= Vb.k1.k2.k3.k4.k5.k6
V= 158x1x0,8x1x0,8x1x1 = 101 (m/p)
Tốc độ cắt: n = (v/ph)
Tra TMT trang 221 CĐC-GCCK máy 6H12
chọn n t = 300 (v/ph)
=>Vt = = 103 (m/ph)
Ta có: Vt= 103(m/ph)
Tính SMtt
Công thức: SM= Sz.Z. n t = 0.2.12.300 = 720(mm/răng)
Tra TMM trang 221 ta có :
SM = 600 (mm/răng)
=> SMtt== 0,167 (mm/răng)
Tra bảng (3-5/123) sách (CĐC-GCCK):
C= 54,5 X= 0,9 Y= 0,74 U= 1 w= 0 q= 1
Tra bảng (12-1/21) sách (CĐC-GCCK), gang xám:
Tra bảng (13-1/21) sách (CĐC-GCCK), chọn: n= 1
→Pz= 410 KG
Công suất cắt gọt:
= 6.9 Kw
So sánh
Þ Ta thấy N
Thời gian gia công tính gần đúng:
To= 0,004.L = 0,004.170 = 0,68 (phút)
-L: chiều dài cần gia công (mm)
III. NGUYÊN CÔNG III: GIA CÔNG THÔ MẶT D
1. Thứ tự gia công:
Gia công mặt D để chuẩn bị gia công tinh lại mặt A.
2. Về kích thước:
Nguyên công này gia công cần đạt:
-Thô mặt D: CCX 14
Đạt kích thước: 84±0.87
Độ nhám đạt: Ra = 10
- Bán tinh mặt D: CCX 12
Đạt kích thước: 84±0.35
Độ nhám đạt: Ra = 6.3 µm
3. Chuẩn gia công:
Mặt A khử 3 bậc tự do, mặt M khử 2 bậc tự do, mặt K khử 1 bậc tự do
4. Biện luận về chọn máy
Để phay D ta có thể chọn máy 6H12.
+ Công suất: 7 kw
+ Hiệu suất: 0.75
+ số vòng quay trục chính: 30 – 1500 ( v/phút).
+ Bước tiến bàn máy: 30 – 1500 (mm/phút).
5. Dao:
Khi gia công D ta chọn dao phay mặt đầu gắn mảnh hợp kim cứng BK6 (4-3 sách CNCTM tập 1), vì chiều rộng là 44 nên ta chọn dao có thông số như sau: (4-94 sách CNCTM tập 1)
D = 90
d(h7) = 40
z =10
6. Đồ gá:
chuyên dùng.
7. Tính chế độ cắt và thời gian gia công
Đạt yêu cầu kỹ thuật:
Đạt kích thướt: 840.35 mm
Độ nhám bề mặt: Ra 6.3 µm
Cấp chính xác 12
Chọn máy
làm việc máy 6H12 tra sách CĐC GCCK trang 221ta được:
+ Công suất máy: 7 kw
+ Hiệu suất máy: 0.75
+ Số vòng quay trục chính: 30 -1500 ( v/phút).
+ Bước tiến bàn máy: 30 – 1500 (mm/phút)
Chọn dao:
Dao phay mặt đầu có các thông số sau:
D=90, z=10 (bảng 40-5/138, CĐC-GCCK)
Chiều sâu cắt t
t = 4mm
Chọn bước tiến
Tra bảng (6-5/129) sách CĐC-GCCK
Lượng chạy dao: Sz= 0,2 ÷ 0,24 mm/ răng
Lấy Sz= 0.2 mm/rang
Vận tốc cắt:
Tra bảng (40-5/138) sách (CĐC-GCCK): D/Z= 90/10
Ta có: t= 4mm
Sz= 0.2mm/răng, chọn Vb= 162 m/ph
-Hệ số điều chỉnh HB= 190: tra bảng (41-5/139) sách (CĐC-GCCK): K1 = 1
-Hệ số phụ thuộc tuổi bền dao, tra bảng (42-5/139) sách (CĐC-GCCK): K2= 0,8
-Hệ số phụ thuộc kí hiệu hợp kim cứng: tra bảng(43-4/139) sách (CĐC-GCCK): K3 = 1
-Hệ số phụ thuộc trạng thái gia công: tra bảng (44-5/139) sách (CĐC-GCCK): K4 = 0,8
-Hệ số phụ thuộc chiều rộng phay B/D= 84/110 :tra bảng (45-5/139)sách (CĐC-GCCK): K5 = 1
Tra bảng (46-5/139) sách (CĐC-GCCK): K6= 1
Tốc độ cắt tính theo công thức: Vt= Vb.k1.k2.k3.k4.k5.k6
V= 162x1x0,8x1x0,8x1x1= 104 (m/p)
Tốc độ cắt: n = (v/ph)
Tra TMT trang 221 CĐC-GCCK máy 6H12
chọn n t = 300 (v/ph)
=> Vt = = 85 (m/ph)
Ta có: Vt=85 (m/ph)
Tính SMtt
Công thức: SM= Sz.Z. n t = 0.2.10.300 = 600 (mm/răng)
Tra TMM trang 221 ta có SM = 600 (mm/răng)
=> SMtt== 0,2 (mm/răng)
Tra bảng (3-5/123) sách (CĐC-GCCK):
C= 54,5 X= 0,9 Y= 0,74 U= 1 w= 0 q= 1
................................................................
Trong đó K hệ số an toàn k = 1.5 – 3 ⇒ ta chọn K= 1.5
M: mô men xoắn ( Kgm )
W: lực kẹp chi tiết ( KN )
( 1 ) ⇒
Vậy
Trường hợp 2:
W= K.
f1: hệ số ma sát của chi tiết với mỏ kẹp f1 = 0.4
f2 : hệ số ma sát giữa chi tiết và chi tiết định vị f2 = 0,1
Vậy lực kẹp cần thiết kế để kẹp chặt chi tiết là 84 KN.
5. Tính đường kính bulông.
d: đường kính bulông
s: giới hạn bền kéo của gang (s= 15 Kg/mm2)
C = 1,4 đối với ren hệ mét cơ bản
Q: lực kẹp do ren tạo ra
- Chọn bu lông có đường kính d= 10 mm (M10)
* Hướng dẩn sử dụng đồ gá
Đây là cơ cấu tay quay kẹp chặt chi tiết gia công được định vị trên các phiếu tỳ và chốt đỡ. Khi ta lấy cơlê xiết chặt bulong thì chi tiết sẻ được kẹp chặt bởi khối V. Khi gia công xong ta nới lỏng bulong ra và xoay vit chữ T rồi nhất tấm dẫn ống dẫn hướng lên và lấy chi tiết theo phương thẳng đứng.
* Hướng dẩn bảo quản đồ gá
Bôi trơn chi tiết sau khi sử dụng xong bảo quản cận thận. tránh va đập mạnh
PHẦN 5: KẾT LUẬN
Sau thời gian làm đồ án tốt nghiệp, lập quy trình công nghệ gia công chi tiết đế thân gá. Em đã hoàn thành đầy đủ nội dung yêu cầu. Qua đồ án ngoài học lại những kiến thức đã học ở những môn cơ sở và chuyên ngành em còn được tiếp xúc trực tiếp những kiến thức mới về công nghệ gia công.
Trong quá trình thực tập tại cơ sở thực tế về công nghệ chế tạo, quá trình thiết kế và gia công đã làm cho chúng em hiểu sâu hơn những kiến thức đã học ở trường qua đó giúp chúng em thu hẹp được khoảng cách giữa lý thuyết và thực hành đây là nhược điểm đa số sinh viên mới ra trường mắc phải.









