THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC MẶT ĐẦU LẠ SPK
NỘI DUNG ĐỒ ÁN
MỤC LỤC
&
Trang
CHƯƠNG 1 : ............................................................................................... 5
XÁC ĐỊNH DẠNG SẢN XUẤT
CHƯƠNG 2 : ............................................................................................... 8
CHỌN PHÔI VÀ PHƯƠNG PHÁP TẠO PHÔI
CHƯƠNG 3 : ............................................................................................. 13
I) ĐÁNG SỐ THỨ TỰ CÁC BỀ MẶT GIA CÔNG ................................. 13
II) CHỌN PHƯƠNG ÁN GIA CÔNG ...................................................... 14
III) THIẾT KẾ NGUYÊN CÔNG.............................................................. 15
1 – Nguyên công 1 :...................................................................................... 15
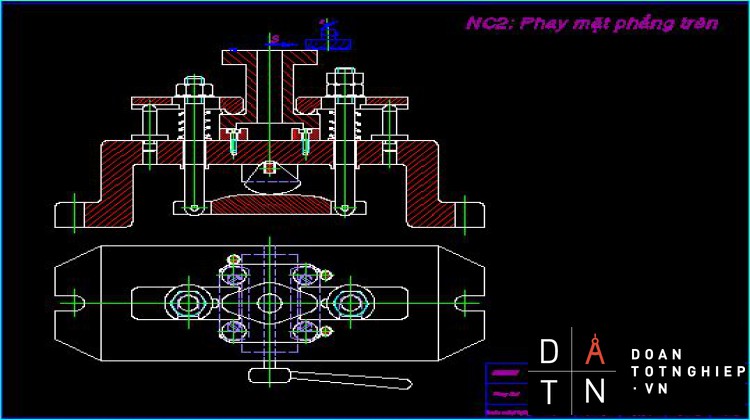
2 – Nguyên công 2 :...................................................................................... 18
3 – Nguyên công 3 :...................................................................................... 20
4 – Nguyên công 4 ...................................................................................... 23
5 – Nguyên công 5 :...................................................................................... 30
6 – Nguyên công 6 :...................................................................................... 33
7 – Nguyên công 7 :...................................................................................... 36
CHƯƠNG 4 : TÍNH LƯỢNG DƯ GIA CÔNG....................................... 38
CHƯƠNG 5 : XÁC ĐỊNH CHẾ ĐỘ CẮT KHI KHOÉT, DAO............. 42
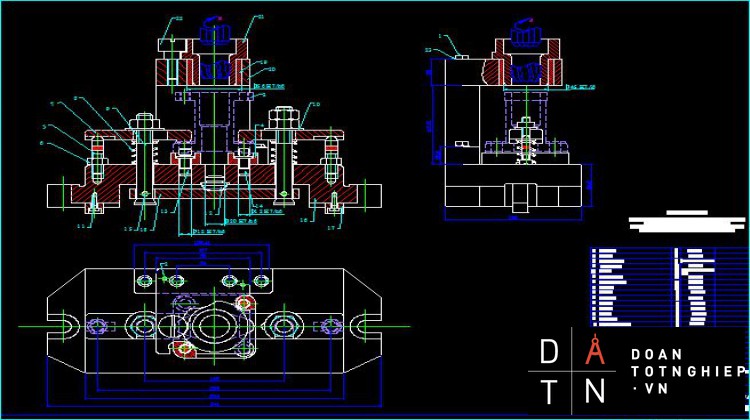
CHƯƠNG 6 : TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ............................... 46
1 – Tính lực kẹp cần thiết : .......................................................................... 46
2 – Tính đường kính Bulông :
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ
XÁC ĐỊNH DẠNG SẢN XUẤT
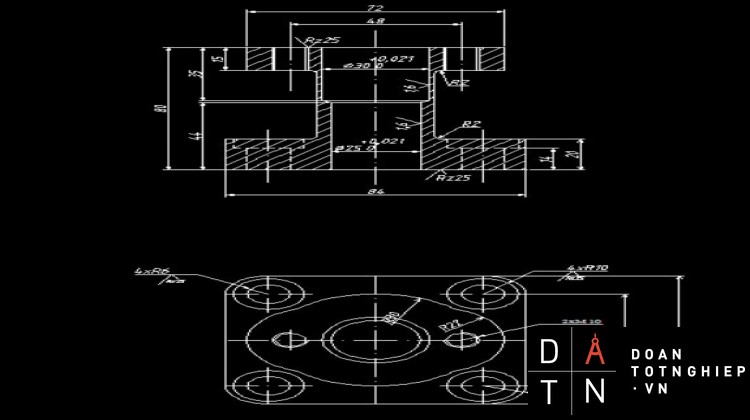
I. Phân tích chức năng và điều kiện làm việc của chi tiết :
Chi tiết có kết cấu dạng hộp có tên gọi là giá đỡ trục. Có chức năng là đỡ các trục có chuyển động quay tròn, điều kiện làm việc tĩnh trong môi trường bình thường. Giữa giá đỡ trục và trục khi làm việc sẽ sinh nhiệt, đây là vấn đề quan trọng vì vậy phải chú ý đến các bề mặt có yêu cầu kỹ thuật cao là Þ30x43mm và Þ25x37mm có cấp chính xác 7 và Ra = 0.63 cần phải đạt được trong quá trình gia công.
Các yêu cầu kỹ thuật:
Độ không đồng tâm của bề mặt C so với D trên chiều dài 100mm :0.01.
Độ không song song trên chiều dài 100mm của các bề mặt so với bề mặt A :0.01 .
Độ không đối xứng so với các đường tâm tương ứng : 0.02.
Độ bóng 7
Dung sai Þ 30+0,021
Þ 25+0,021
Các bề mặt gia công khác Rz = 20.
Các bề mặt không gia công Rz = 80.
Vật liệu Gang xám 15-32.
II. Xác định dạng sản xuất:
1.1- Sản lượng chế tạo:
Sản lượng chi tiết cần chế tạo trong một năm:
N = No.m(1+)(1+) (chiếc/năm)
Trong đó:
No: số sản phẩm theo kế hoạch trong một năm
Giả sử chọn No= 10000 (chiếc/năm)
m: số lượng chi tiết như nhau trong một sản phẩm chế tạo (m=1)
b: số phần trăm chi tiết dùng làm phụ tùng (chọnb = 6%)
a: số phần trăm chi tiết phế phẩm trong quá trình chế tạo (chọn a= 3%)
Þ N= 10000.1.(1+)(1+)
= 10918 (chiếc/năm)
1.2- Tính khối lượng chi tiết:
- Trọng lượng của chi tiết được xác định theo công thức:
Q = V. (kg)
Q: trọng lượng chi tiết (kg)
V: thể tích của chi tiết ()
: trọng lượng riêng của vật liệu.
Vật liệu chế tạo chi tiết là GX 15 – 32 có = (6,8 ÷ 7,4 )kg/
Tính thể tích :
Chia chi tiết thành các phần nhỏ khác nhau, ta có:
Vct = V1 + 4V2 + V3 + V4 - 2V5 - V6 - V7 - 4V8- V9
V1 = 0,12. 0,84= 0,084672
V3 = V Þ40 x 58 = 3,14 x x 0,58 = 0,072848
V2 = V Þ 20 x 3 = 3,14 x x 0,03 = 0,000942
V4 = VI - 4VII = 0,8 x 0, 44 x 0,1 – 4 x 0,4 x 0,1 x 0,1544 =0.019648 dm3
V7 = V Þ 25 x 37 = 3,14 x x 0,37 = 0,01815
V6 = V Þ 30 x 43 = 3,14 x x 0,43 = 0,0303
V5 = V Þ 10 x 10 = 3,14 x x 0,1 = 0,000785
V8 = V Þ 12 x 15 = 3,14 x x 0,15 = 0,0016956
V9 = 0,55 x 0,02 x 0,84 = 0.00924 dm3
Ta tính được Vct = 0,115
Vậy Q = V. = 7,2 x 0,115 =0,0828 kg
1.3- Xác định dạng sản xuất:
Từ sản lượng chế tạo và khối lượng chi tiết. Tra bảng 2.1 ( TKĐACNCTM) ta được dạng sản xuất là hàng loạt lớn.
CHƯƠNG II: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
I . Các phương pháp chế tạo phôi :
1- Phương pháp rèn tự do :
Là phương pháp gia công kim loại băngd áp lực, làm biến dạng kim loại tự do ở nhiệt độ rèn dưới tác dụng của ngoại lực để tạo ra sản phẩm có hình dáng và kich thước theo yêu cầu. Rèn được sử dụng trong sản xuất đơn chiếc và loạt nhỏ, phục vụ trong sữa chữa các chi tiết máy ôtô, máy kéo... các chi tiết máy cỡ lớn (hàng tấn trở lên)
- Ưu điểm : không phải chế tạo khuôn
- Nhược điểm : Chỉ áp dụng cho sản xuất đơn chiêc và loạt nhỏ
2- Phương pháp dập :
Chỉ dùng cho các chi tiết dạng trục răng thẳng, trục răng côn và các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, ... được dập trên búa hơi nằm ngang hoăc thẳng đứng. Thương dung trong sản xuất đươn chiếc và loạt nhỏ, yêu cầu công nghệ không cao (kết cấu)
3- Phương pháp cán :
Là phương pháp làm biến dạng kim loại thông qua hai trục cán quay ngược chiều nhau. Sản phẩm có chiều dài không giới hạn, riết diện phụ thuộc vào khe hở giữa hai trục cán.
Chỉ phù hợp chi tiết dạng thanh, vật liệu là thép vì vậy không phù hợp với chi tiết đã cho .
4. Phương pháp đúc :
Thông thường phương pháp đúc cho ta phôi liệu có kết cấu phức tạp mà các phương pháp khác khó thực hiện được.
Cơ tính và độ chính xác của vật đúc phụ thuộc vào phương pháp đúc và phương pháp làm khuôn đúc. Ta có thể đúc trong khuôn cát, khuôn kim loại, đúc ly tâm, đúc áp lực… có thể làm khuôn bằng tay hay khuôn bằng máy.
a- Đúc trong khuôn cát:
- Làm khuôn bằng tay: Ap dụng cho việc đúc với dạng sản xuất đơn chiếc hay những chi tiết có kích thước lớn, độ chính xác và năng xuất phụ thuộc vào tay nghề đúc.
- Làm khuôn bằng máy: Ap dụng cho đúc hàng loạt vừa và hàng khối, năng xuất và độ chính xác cao.những chi tiết có khối lượng nhỏ.
b- Đúc trong khuôn kim loại:
Sản phẩm đúc có kích thước chính xác, cơ tính cao. Phương pháp này sản xuất cho hàng loạt lớn và hàng khối. Vật đúc có khối lượng nhỏ khoảng 12kg, hình dạng vật đúc không phức tạp và không có thành mỏng.
c- Đúc ly tâm:
Ap dụng vật đúc có dạng tròn xoay, do đó lực ly tâm khi rót kim loại lỏng vào khuôn quay, kết cấu của vật thể chặt chẽ hơn, nhưng không đồng đều từ ngoài vào trong.
d- Đúc áp lực:
Ap dụng đối với các chi tiết có hình dáng phức tạp, phương pháp này cho ta độ chính xác cao, cơ tính rất tốt. Phương pháp đúc ly tâm và các phương pháp khác có những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được. Do đó thường áp dụng cho dạng sản xuất hàng loạt lớn và hàng loạt khối và áp dụng đối với chi tiết có kích thước nhỏ.
Kết luận:
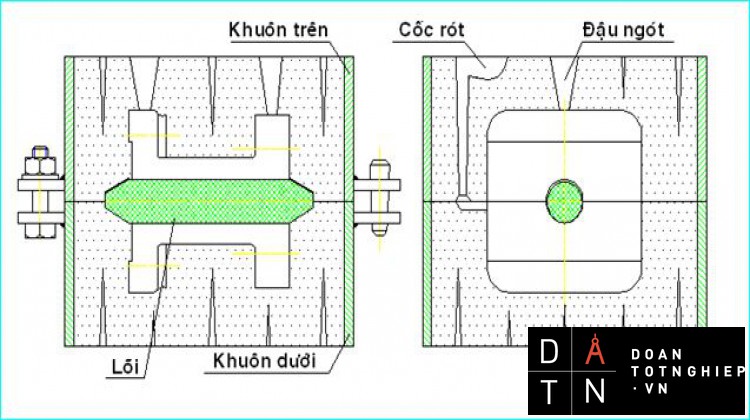
Tham khảo qua một số phương pháp đúc như trên, căn cứ vào chi tiết có hình dáng kết cấu đơn giản, có kích thước tương đối nhỏ và là dạng sản xuất hàng lớn. Vì thế ta chọn phương pháp đúc trong khuôn cát,làm khuôn bằng máy, khuôn mẫu bằng gỗ. Khuôn đúc trong khuôn cát có hai phần ghép vào nhau và một mặt phân khung thẳng, khi kim loại nóng chảy vào khuôn, kim loại sẽ điền đầy các phần trong khuôn.
II . Chế tạo khuôn và lõi :
1- Khuôn:
Khuôn đựơc làm bằng máy, bề mặt trong của khuôn có hình dáng của chi tiết. Dùng nước thuỷ tinh có pha bột graphít để sơn khuôn nhằm làm tăng độ bóng bề mặt vật đúc.
Để dễ rút mẫu ra khỏi khuôn ta đặt góc thoát khuôn vào khoảng
Bán kính góc lượn: 3mm
Nhiệt độ nung khuôn:
Độ co kim loại: 1%
Hỗn hợp làm khuôn đúc thường là cát 25%, cát áo 60%, đất sét 5%, mùn cưa 5%, mật mia1,2%, bột than 5%, nước… .
Khuôn tươi: độ ẩm 8%
2- Chế tạo lõi:
Lõi có hình dáng giống phần rỗng của chi tiết. Lõi được làm bằng máy, hỗn hợp làm lõi bằng cát, trong lõi có xương lõi và ống thông khí.
3- Lắp ráp khuôn, lõi và các bộ phận:
Sau khi rút mẫu và các hệ thống rót, đậu ngót ra khỏi khuôn ta tiến hành đặt lõi vào trong lòng khuôn nhờ phần gối lõi do tai mẫu tạo ra.
Nửa khuôn trên và nửa khuôn dưới được lắp vào đúng và dùng chốt định vị, kẹp chặt bằng bulông đai ốc.
Hệ thống rót và đậu ngót phải đảm bảo kim loại chảy ngay vào mặt phân khuôn, không tạo dòng xoáy. Đậu ngót đặt nơi cao nhất của vật đúc nhằm bảo đảm đủ lượng kim loại cho vật đúc sau khi nguội dần.
Sử dụng búa phá đậu hơi, đậu ngót rồi dùng máy phun cát làm sạch bề mặt ngoài của phôi đúc.









