THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ XẺ RÃNH

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ XẺ RÃNH
MỤC LỤC
Trang
Phần I: Phân tích điều kiện làm việc và yêu cầu của sản phẩm
1.1 Điều kiện làm việc 1
1.2 Yêu cầu kỹ thuật 1
1.3 Vật liệu 1
1.4 Công dụng của sản phẩm 2
1.5 Phân tích chi tiết 2
1.6 Phương pháp kiểm tra các yêu cầu kỹ thuật của chi tiết 3
Phần II Định dạng sản xuất
2.1 Khối lượng chi tiết 4
2.2 Sản lượng hang năm của chi tiết 6
Phần III: Lựa chọn phương pháp chế tạo phôi
3.1 Các phương pháp chế tạo phôi 7
3.2 Chọn phương pháp chế tạo phôi 9
Phần IV: Thiết kế quy trình công nghệ chế tạo chi tiết
4.1 Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công 11
4.2 Trình tự các bước nguyên công.Phân tích việc chọn chuẩn,… 15
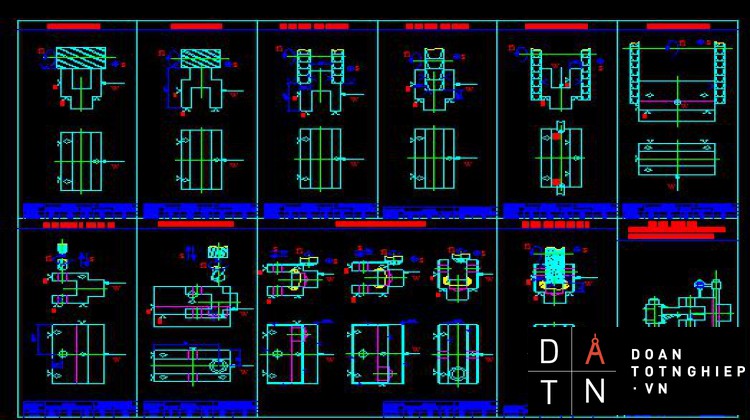
4.2.1 Trình tự các nguyên công gia công 15
4.2.2 Chọn chuẩn, chọn máy, dao, trang bị công ghệ cho mỗi NC 17
4.3 Tra lượng dư cho từng bước công nghệ 28
4.3.1 Nguyên công 1: phay mặt 4 28
4.3.2 Nguyên công 2: phay mặt 7 28
4.3.3 Nguyên công 3: phay mặt 5, 6, 8, 9 28
4.3.4 Nguyên công 4: phay mặt 1, 2, 3 28
4.3.5 Nguyên công 5: phay mặt 13, 15 29 4.3.6 Nguyên công 6: phay mặt 14, 16 29
4.3.7 Nguyên công 7: Khoan doa lỗ 11 29
4.3.8 Nguyên công 8: Khoan khoét lỗ10 29
4.3.9 Nguyên công 9: phay các cạnh vát 12, 12’, 12” 29
4.3.10 Nguyên công 10: mài mặt 1, 2, 3 30
4.4 Tính và tra chế độ cắt cho từng bước công nghệ 30
4.4.1 Tính toán chế độ cắt cho nguyên công khoan dao lỗ 11 30
4.4.2 Tra chế độ cắt cho các nguyên công còn lại 33
4.5 Tính thời gian cơ bản cho tất cả các nguyên công 38
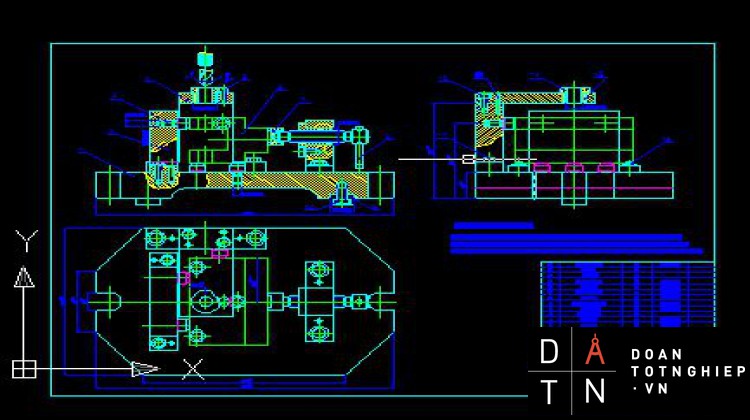
Phần V: Thiêt kế đồ gá cho nguyên công
5.1 Hình thành nhiệm vụ thiết kế đồ gá 42
5.2 Xây dựng sơ đồ nguyên lý của đồ gá 43
5.2.1 Cơ cấu định vị 43
5.2.2 Kẹp chặt và cơ cấu lẹp chăt 43
5.2.3 Lực cắt và mô men cắt 44
5.3 Tính toán lực kẹp cần thiết, chọn cơ cấu tạo lực kẹp… 45
5.3.1 Tính lực kẹp 45
5.3.2 Tính toán nguồn sinh lực 47
5.4 Tính toán sai số chuẩn và kẹp chặt 48
LỜI NÓI ĐẦU
Đồ án nghệ chế tạo máy là một môn học hết sức quan trọng hết sức quan trọng đối với ngành chế tạo máy cũng như đối với những ngành có liên quan.
Ngành chế tạo máy đóng một vai trò quan trọng trong công cuộc phát triển của đất nước hiện nay. Với công việc chính là thiết kế, chế tạo từ các chi tiết nhỏ đến chi tiết lớn. Những dụng cụ công cụ máy móc phục vụ cho ngành kinh tế quốc dân.
Để làm được những việc nói trên thì người sinh viên phải tìm tòi, học hỏi những kiến thức có liên quan và hiểu sâu về nó để sau này có thể phân tích đề xuất những phương án nhằm giải quyết tốt những vấn đề trong thiết kế cũng như trong chế tạo.
Đồ án công nghệ chế tạo máy nhằm giúp cho những sinh viên hệ thống lại những kiến thức về môn công nghệ chế tạo máy, đồ gá, dao cắt mà còn giúp ta nhiều vấn đề thực tế hơn.
Đồ án công nghệ chế tạo máy giúp cho những sinh viên có cơ hội phát huy tối đa tính độc lập sáng tạo, đồng thời làm quen với cách sử dụng tài liệu, sổ tay, tiêu chuẩn trên là cơ sở tổng hợp các kiến thức đã học để so sánh và giải quyết một vấn đề cụ thể.
Trong đồ án công nghệ chế tạo máy này em được giao nhiệm vụ thiết kế chi tiết “ Giá Đỡ ” đây là một chi tiết cũng tương đối phức tạp và có yêu cầu về độ chính xác cao.
Trong quá trình thực hiện đồ án này, mặc dù đã cố gắng tìm tòi, nghiên cứu các tài liệu có liên quan, đồng thời cũng được được sự hướng dẫn nhiệt tình của thầy giáo bộ môn, tuy nhiên vì bản thân ít kinh nghiệm thực tế và kiến thức có hạn nên không thể tránh khỏi những thiếu xót và hạn chế.
Mặc dù, em đã cố gắng hết sức song vẫn còn nhiều thiếu xót mong các thầy thông cảm cho em và mong nhận được sự xem xét và chỉ dẫn của các thầy.
Cuối cùng em xin trân trọng cảm ơn sự giúp đỡ của các thầy trong bộ môn.
PHẦN I
PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU CỦA SẢN PHẨM
1.1. Điều kiện làm việc
Chi tiết làm việc cần có độ cứng vững cao, yêu cầu về độ chính xác bề mặt cao
1.2.Yêu cầu kỹ thuật
Do yêu cầu làm việc nên đòi hỏi về yêu cầu kỹ thuật của chi tiết như sau:
* Độ chính xác về kích thước độ nhám bề mặt.
- Các lỗ trên bề mặt f 14 được chế tạo đạt cấp chính xác là cấp 7 ( Ra = 1,25 )
- Các bề mặt trong rãnh cũng được chế tạo cấp chính xác là cấp 6 ( Ra = 2,5 )
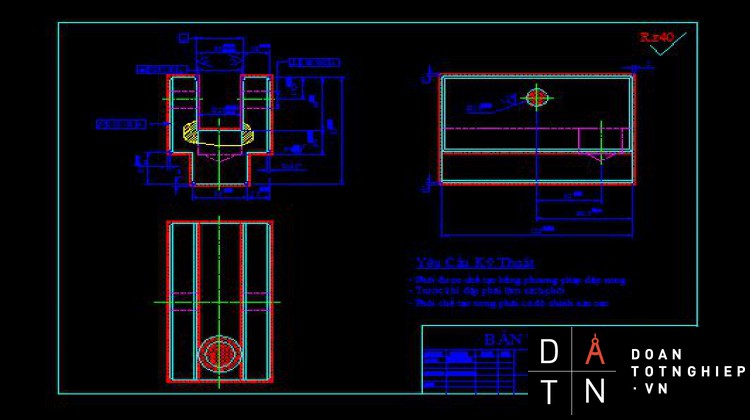
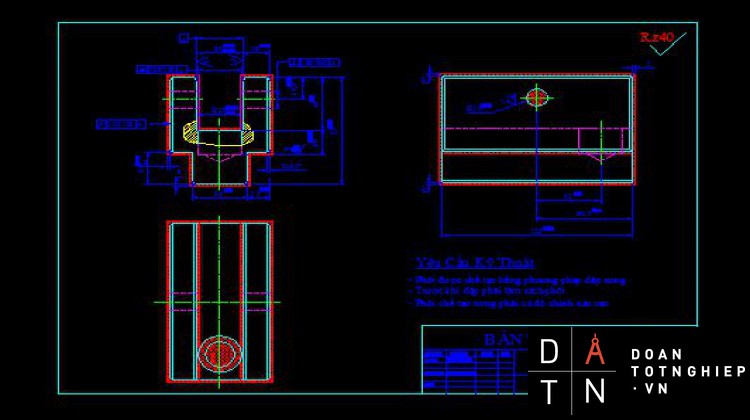
- Mặt đáy của lỗ f 29 được chế tạo đạt cấp chính xác là cấp 4 ( RZ40 )
- Các bề mặt còn lại không tham gia thì là cấp 4 ( RZ40 )
* Độ chính xác về vị trí tương quan các bề mặt.
- Độ không vuông góc giữa tâm lỗ so với mặt bên của rãnh 30 không lớn hơn 0,05/100mm.
- Độ không song song giữa mặt đầu so với mặt bên của rãnh 30 không lớn hơn 0,03/100mm.
- Độ không đối xứng giữa 2 mặt lỗ f29 qua tâm của rãnh 30 không lớn hơn 0,05/100mm.
* Nhiệt luyện: sau khi gia công xong cần nhiệt luyện đạt độ cứng 50 – 55 HRC
1.3. Vật liệu
Vật liệu chi tiết và các tính chất cơ tính
Vật liệu được sử dụng để chế tạo giá đỡ là: thép C45.
- Thành phần hóa học
0,4 ÷ 0,5 % C 0,30 % Cr
0,17 ÷ 0,37 Si 0,045 % S
0,5 ÷ 0,8 Mn 0,045 % P
0,30 % Ni
- Các tính chất về cơ tính
So với các loại thép khác C45 có cơ tính tổng hợp tương đối đáp ứng được các yêu cầu đề ra nhưng ở mức độ thấp: có độ bền thấp do độ thấm tôi nhỏ, độ bền 750 ÷ 850 MN/m2, rẻ và có tính công nghệ tốt. Do đó độ cứng vững tương đối cao. Vì vây rất phù hợp cho việc làm giá đỡ.
1.4. Công dụng của sản phẩm
Là chi tiết dùng trong sản xuất nhằm dùng để nâng đỡ chi tiết máy khác. Để làm được việc này,nó được thiết kế để giữ hay đỡ chi tiết máy khác mà vẫn đảm bảo được độ ổn định cho toàn bộ hệ thống.
1.5. Phân tích chi tiết
- Chi tiết có hình dạng giống chữ “ Y “.
- Có lỗ trên bề mặt của rãnh
- Có lỗ vuông góc với 2 mặt bên của chi tiết
- Kích thước ghi trên bản vẽ có dung sai nên sản phẩm tạo ra không cần phải chính xác tuyệt đối.
- Hình dáng của chi tiết cũng phức tạp nên ta có thể xếp nó vào dạng hộp.
1.6. Phương pháp kiểm tra các yêu cầu kỹ thuật của chi tiết
Ta có thể kiểm tra bằng phương pháp kiểm tra trong khi gia công ( kiểm tra thông qua sự theo dõi việc thay đổi của thông số đo để cố tác dụng ngược vào hệ thống công nghệ nhằm điều chỉnh hệ thống sao cho sản phẩm tạo ra đạt được chất lượng yêu cầu). Bằng cách dùng thước kẹp 1/50, dùng panme, dùng calip để kiểm tra các kích thước, sai số vị trí của chi tiết. Nếu các kích thước, sai số của chi tiết nằm trong giới hạn cho phép thì đạt yêu cầu.
PHẦN II
ĐỊNH DẠNG SẢN XUẤT
Dạng sản xuất của chi tiết trong bảng chế tạo máy thông thường có ba dạng sản xuất cơ bản.
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt (Hàng loạt lớn, hàng loạt nhỏ, loạt vừa)
- Sản xuất hàng khối.
Mỗi chi tiết,mỗi dạng sản xuất có tính chất và đặc điểm về quy trình công nghệ khác nhau, tính kinh tế cũng khác nhau. Do đó, để xác định dạng sản xuất của một chi tiết với mục đích chọn ra phương án công nghệ gia công và phân bố các nguyên công cho hợp lý, để đạt được năng suất và tính kinh tế thì trước hết cần phải biết sản lượng sản xuất thực tế của chi tiết hàng năm và khối lượng của chi tiết cần gia công. Để từ đó xác định lượng dư gia công cũng như là phương pháp chế tạo phôi và dạng sản xuất của chi tiết.
2.1. Khối lượng của chi tiết
Ta có: = V. ( kG ) (1.5) [công nghệ chế tạo máy]
Trong đó: là khối lượng chi tiết ( kG )
là trọng lượng riêng của vật liệu
Vì chi tiết làm bằng thép nên = 7,852 kG/
V là thể tích của chi tiết ()
V = Vtổng – ( V2 + V3 + V4 + V5 + V6 + V7 )
Suy ra:
= 478458,9 = 0,478
Vậy khối lượng chi tiết là:
= 0,478 . 7,852 = 3,75 Kg
2.2. Sản lượng hàng năm của chi tiết
Sản lượng là số sản phẩm được sản xuất ra trong một đơn vị thời gian.
Sản lượng hằng năm của chi tiết được xác định theo công thức:
N = ( chi tiết ) ( 1.1 )[ công nghệ chế tạo máy]
Trong đó: N là số chi tiết được sản xuất trong 1 năm
là số sản phẩm được sản xuất trong 1 năm
m là số chi tiết trong một sản phẩm
là số chi tiết được chế tạo thêm để dự phòng (= 57%)
Chọn =6%
Vậy N = = 5300 chi tiết
Theo bảng 1.1 (Công nghệ chế tạo máy) ta chọn được dạng sản xuất là hàng loạt lớn, hằng năm nhà sản xuất phải sản xuất từ 500050000 sản phẩm. Đặc điểm của dạng sản xuất này là:
- Các máy công cụ được bố trí theo quy trình công nghệ
- Có quy trình công nghệ tương đối tỉ mỉ
- Sử dụng máy vạn năng, đồ gá chuyên dùng
- Công nhân có bậc thợ trung bình.
PHẦN III
LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1. Các phương pháp chế tạo phôi
Trong gia công cơ khí các dạng phôi có thể là: phôi đúc, rèn, dập, cán. Xác định loại và phương pháp chế tạo phôi nhằm mục đích bảo đảm hiệu quả kinh tế – kỹ thuật chung của quy trình chế tạo chi tiết, đồng thời tổng phí tổn chế tạo chi tiết kể từ công nhân chế tạo phôi cho tới công nhân gia công chi tiết phải thấp nhất.
Khi xác định loại phôi và phương pháp chế tạo phôi cho chi tiết ta cần phải quan tâm đặc điểm, kết cấu và yêu cầu chịu tải khi làm việc của chi tiết (hình dạng, kích thước, vật liệu, chức năng, điều kiên làm việc…).
Sản lượng hằng năm của chi tiết.
Điều kiện sản xuất thực tế xét về mặt kỹ thuật và tổ chức sản xuất (khả năng và trang thiết bị, trình độ kỹ thuật chế tạo phôi…)
Mặc khác khi xác định phương án tạo phôi cho chi tiết ta cần tâm đến đặc tính của các loại phôi và lượng dư gia công ứng với từng loại.Sau đây là một vài nét về đặc tính quan trọng của các loại phôi thường được sử dụng:
- Chế tạo phôi bằng phương pháp đúc
Khả năng tạo hình và độ chính xác của phương pháp đúc phụ thuộc váo cách chế tạo khuôn, có thể đúc được chi tiết có hình dáng từ đơn giản đến phức tạp (chi tiết của ta có hình dáng phức tạp). Phương pháp đúc thường cho độ chính xác thấp. Phương pháp đúc áp lực trong khuôn kim loại cho độ chính xác vật đúc cao. Phương pháp đúc trong khuôn cát, làm khuôn thủ công có phạm vi ứng dụng rộng, không bị hạn chế bởi kích thước và khối lượng vật đúc, phí tổn chế tạo phôi thấp, tuy nhiên năng suất lại không cao. Phương pháp đúc áp lực trong khuôn kim loại có phạm vi ứng dụng hẹp hơn do bị hạn chế về kích thước và khối lượng vật đúc, phí tổn chế tạo khuôn cao và giá thành chế tạo phôi cao, tuy nhiên phương pháp này lại có năng suất cao thích hợp cho sản xuất loạt lớn.
- Chế tạo phôi bằng phương pháp rèn
Phương pháp rèn cho phôi có cơ tính tốt, kim loại chặt, chịu uốn và chịu xoắn tốt nhưng phôi rèn có hình dáng ít phức tạp so với phôi đúc. Vì yêu cầu cơ tính nên có trường hợp rèn sau khi đúc, cán.
Rèn có thể rèn tự do và rèn khuôn, nhưng rèn khuôn lại đạt năng suất cao hơn, hình dáng phức tạp hơn rèn tự do song máy phải có lực ép lớn, chi phí chế tạo khuôn lớn.
- Chế tạo phôi bằng phương pháp dập
Phương pháp dập thường dùng trong sản xuất hàng loạt lớn và hàng khối vì có năng suất cao, lượng tiêu hao kim loại ít, phôi có độ chính xác cao.
Phôi dập có hình dáng và kích thước gần giống với kích thước của chi tiết gia công,độ chính xác của phôi cao hơn so với rèn có khuôn đơn giản, lượng dư của phôi nhỏ, yêu cầu công nhân dứng máy có trình độ không cao.
Dập có thể dập nóng hay dập nguội, dập thể tích, dập tấm hay dập vuốt. Dập thể tích thường phải dập nóng hay dập vuốt, và dập tấm thường là dập nguội. Khi chọn phôi cần xét đến cả thời gian và chi phí cho làm khuôn mẫu vì rất tốn kém.
- Chế tạo phôi bằng phương pháp cán
Có Prôfin đơn giản, thông thường là trơn, vuông, lục giác, lăng trụ và các thanh hình khác nhau, dùng để chế tạo các trục tròn, trục bậc có đường kính ít thay đổi, hình ống, tay gạt, trục then, mặt bích. Phôi cán có hình dạng và kích thước theo tiêu chuẩn: phôi cán tròn, vuông, ống, phôi hình (U,I, L,..) được dùng nhiều trong các kết cấu lắp. Cơ tính của phôi cán kém hẳn so với phôi rèn và phôi dập, sai số kích thước của phôi cán thường thấp, độ chính xác của phôi cán có thể đạt từ 9 đến 12. Phôi cán được dùng hợp lý trong trường hợp sau khi cán không cần phải gia công cơ tiếp theo. Chọn phôi các đúng hình dáng và kich thước có thể tiết kiêm được vật liệu và khối lượng gia công cơ.
Ngoài ra có thể chế tạo phôi bằng phương pháp hàn. Phương pháp hàn có thể giảm bớt lượng tiêu hao kim loại, nhất là khi chế tạo các máy lớn. Hàn chính xác có khi không cần gia công cơ sau đó, hàn có thể kết hợp với các phương pháp khác như dập để tạo ra phôi có hình dáng phức tạp.
3.2. Chọn phương pháp chế tạo phôi
Dựa vào các đặc điểm của các phương pháp tạo phôi ở trên, khả năng công nghệ, điều kiện làm việc, kích thước, sản lượng ta chọn phương pháp dập vì:
- Hình dáng của chi tiết khá phức tạp
- Phù hợp với sản xuất hàng loạt lớn.
- Độ nhám bề mặt, độ chính xác tương đối cao
Hình 3.1: Kết cấu khuôn dập
1: Chuôi khuôn đuôi én 2: Nữa khuôn trên
3: Nữa khuôn dưới 4: Lòng khuôn
5: Mặt phân khuôn
PHẦN IV
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO CHI TIẾT
Hình 5.1: Các bề mặt của chi tiết gia công
4.1. Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công
- Bề mặt 1, 2, 3
+ Dạng bề mặt: mặt phẳng
+ Yêu cầu độ nhám bề mặt 1, 2, 3 là Ra = 2,5.
Phương pháp gia công là: PHAY, MÀI. (Tra ở bảng 4, bảng 5, Thiết kế ĐA CNCTM )
|
Phương pháp gia công |
Cấp chính xác |
Độ nhám bề mặt |
||
|
Ra ( µm ) |
Rz ( µm ) |
|||
|
PHAY |
Thô |
4 |
20 - 80 |
80 - 320 |
|
MÀI |
Thô |
3a |
1,25 – 2,5 |
6,3 - 10 |
- Bề mặt 4
+ Dạng bề mặt: mặt phẳng
+ Yêu cầu độ nhám bề mặt 4 là Rz = 40.
Phương pháp gia công là: PHAY. (Tra ở bảng 4, bảng 5, Thiết kế đồ án CNCTM )
|
Phương pháp gia công |
Cấp chính xác |
Độ nhám bề mặt |
||
|
Ra ( µm ) |
Rz ( µm ) |
|||
|
PHAY |
Thô |
4 |
20 - 80 |
80 - 320 |
|
Tinh |
3 |
5 - 10 |
20 - 40 |
|
- Bề mặt 5, 6, 8, 9
+ Dạng bề mặt: mặt phẳng
+ Yêu cầu độ nhám bề mặt 5, 6, 8, 9 là Rz = 40.
Phương pháp gia công là: PHAY. (Tra ở bảng 4, bảng 5, Thiết kế đồ án CNCTM )
|
Phương pháp gia công |
Cấp chính xác |
Độ nhám bề mặt |
||
|
Ra ( µm ) |
Rz ( µm ) |
|||
|
PHAY |
Thô |
4 |
20 - 80 |
80 - 320 |
|
Tinh |
3 |
5 - 10 |
20 - 40 |
|
- Bề mặt 7
+ Dạng bề mặt: mặt phẳng
+ Yêu cầu độ nhám bề mặt 7 là Rz = 40.
Phương pháp gia công là: PHAY. (Tra ở bảng 4, bảng 5, Thiết kế đồ án CNCTM )
|
Phương pháp gia công |
Cấp chính xác |
Độ nhám bề mặt |
||
|
Ra ( µm ) |
Rz ( µm ) |
|||
|
PHAY |
Thô |
4 |
20 - 80 |
80 - 320 |
|
Tinh |
3 |
5 - 10 |
20 - 40 |
|
- Bề mặt 10
+ Dạng bề mặt: Lỗ Ø29 không thông
+ Yêu cầu độ nhám bề mặt 10 là Rz = 40.
Phương pháp gia công là: KHOAN, KHOÉT. (Tra ở bảng 4, bảng 5, Thiết kế










