THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỠ TRỤC CT



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỠ TRỤC, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy THÂN ĐỠ TRỤC, thiết kế quy trình công nghệ gia công chi tiết THÂN ĐỠ TRỤC

1.1. Phân tích công dụng và điều kiện làm việc của CTGC
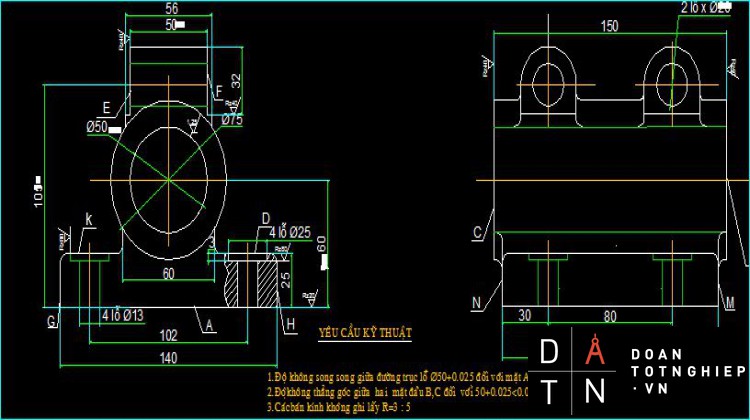
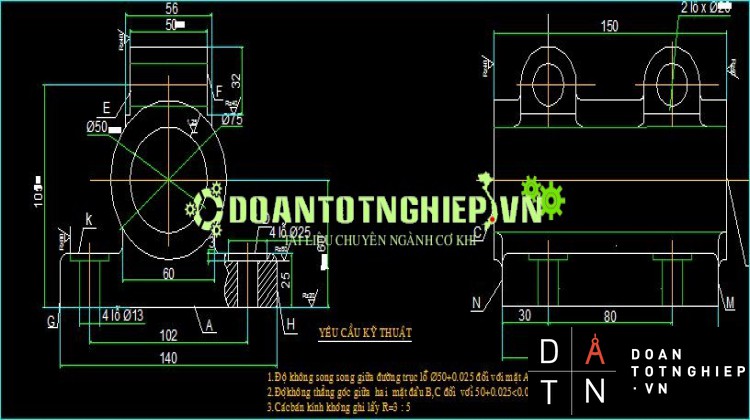
Thân đỡ là loại chi tiết mà ta thường bắt gặp trong sản xuất cơ khí. Có rất nhiều loại với chức năng làm việc khác nhau.Chi tiết thân đỡ mà ta cần thiết kế là loại giá đỡ trục. Kết cấu của nó đơn giản,chức năng làm việc sau:
- Mặt đáy A có tác dụng định vị giá đỡ lên nền hoặc lên một mặt phẳng cố định khác làm nền.
- Lỗ chính Ø50 dùng để đỡ trục.
- 4 lỗ Ø13 có tác dụng lắp bu lông và đai ốc để cố định giá đỡ lên nền.
- 2 lỗ Ø20 dùng để đưa chốt vô để lắp gép với chi tiết khác,dùng để nưng chi tiết lên.
+) Chi tiết làm việc trong điều kiện va đập,chịu lực.
1.2. Phân tích vật liệu chế tạo CTGC.
-Giải thích ki hiệu GX 15-32 như sau:
+ GX kí hiệu gang xám
+ 15 giới hạn bền kéo nhỏ nhất là 150 N/mm2
+ 32 giới hạn bền uốn nhỏ nhất là 32 N/mm2
-Độ cứng của gang HB= 163:299, ta chọn độ cứng HB=200
-Chi tiết chế tạo bởi GX 15-32. có các thành phần hóa học sau:
C(3-3,7%); Si(2-2,5%); Mn(0,25-1%); S(<0,12%); P(0,5-1%);
- GX 15-32 là loại gang xám chứa tổng lượng cacbon cao,sử dụng cho chi tiết chịu lực và chịu và chịu mài mòn.
- GX có cơ tính graphit làm tăng khả năng chịu mài mòn cho gang xám nó còn làm cho phoi bị vụn khi cắt gọt ngoài ra graphit còn có tác dụng giảm được rung động rất thích hợp cho chi tiết mà ta đang làm.
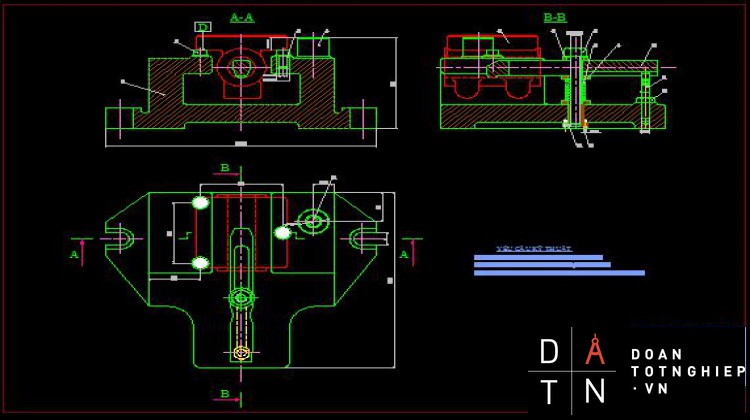
1.3. Phân tích kết cấu, hình dạng CTGC
- Chi tiết có hình dạng khá đơn giản, hình dạng chi tiết cũng hợp lí,các bề mặt có diện tích đủ, đảm bảo độ cứng vững để gia công trong điều kiện sản xuất hàng loạt vừa.
-Dụng có thể tiếp cận dễ dàng với chi tiết gia công,tuy nhiên có bước khoét lỗ Ø22 khi đó dao khó tiếp cận do bị cấn bởi đường kính ngoài của lỗ chính.
-Chi tiết có thể cho phép thoát dao dễ dàng.
-Các mặt chuẩn có đủ kích thước.
- Với hình dạng của chi tiết ta kết luận chi tiết thuộc dạng hộp
1.4. Phân tích độ chính xác gia công:
-Tra dung sai cho tất cả các bề mặt theo yêu câu đề ra:
+ Mặt A cần độ nhám Ra1.6,phương án gia công là phay theo bảng 2.34/tr55 ( HD TKDACNCTM) có CCX9, theo bảng 2.7/tr87 (ST dung sai)
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỠ TRỤC, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết.............................................................................................................
CHƯƠNG II:
XÁC ĐỊNH DẠNG SẢN XUẤT VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1. Chọn phôi:
Chi phí phôi chiếm 20% - 50% giá thành sản phẩm. Vì vậy việc lựa chọn vật liệu, lựa chọn phương pháp tạo phôi và gia công chuẩn bị phôi hợp lý sẽ góp phần vào việc đảm bảo yêu cầu kỹ thuật của chi tiết mà còn giảm chi phí sản xuất nâng cao hiệu quả kinh tế kỹ thuật cho quá trình sản xuất.
Vật liệu chế tạo chi tiết dạng hộp thường dùng là gang xám, thép đúc, thép tấm và hợp kim nhôm.
Với chi tiết giá đỡ vật liệu chỉ có thể chọn là gang xám hoặc thép đúc.
Bảng 2.1: So sánh vật liệu chế tạo phôi.
|
Loại vật liệu Nội dung |
GX 15-32. |
Thép CT45. |
|
Thành phần hóa học |
C(3-3,7%); Si(2-2,5%); Mn(0,25-1%); S(<0,12%); P(0,5-1%); |
C(0.4-0.5%); Si(0,17-0,37%); Mn(0,5-0,8%); S(<0,45%); P(0,045%); Cr(0,3%) |
|
Tính công nghệ |
- Điểm nóng chảy thấp,độ chảy loãng tốt, tính đúc tốt, dễ gia công, có khả năng chịu mài mòn - Giá thành gia công rất thấp, do đó gang được sử dụng trong rất nhiều chi tiết, lĩnh vực khác nhau. - Không gia công được bằng biến dạng dẻo nhưng tính đúc lại cao hơn thép 45 rất nhiều,vậy nếu phương hướng chế tạo phôi bằng phương pháp đúc thì ta nên chọn gang xám GX15-32. |
- Vật liệu chịu tải trọng chu kỳ. Dễ đúc, dập, ít khuyết tật - Giá thành cao. - Chi tiết thuộc nhóm có mức độ phức tạp loại II,với thép 45 có thể gia công chi tiết bằng phương pháp dập nhưng việc chế tạo khuôn là rất khó khăn. - Ngoài phương pháp dập thép 45 còn cho phép chế tạo phôi bằng phương pháp đúc. |
|
Khả năng chống ăn mòn hóa học. |
- Gang xám G2-44 lại là vật liệu chống ăn mòn hóa học tốt,khó bị OXH. Xét trong điều kiện làm việc, ta nên chọn gang xám GX15-32.
|
- thép là loại vật liệu có cơ tính tốt nhưng lại dễ bị ăn mòn hóa học, dễ bị oxi hóa. Xét trong điều kiện làm việc, môi trường có chất lỏng, dầu và tạp chất ta không nên chon thép. |
|
Cơ tính |
- [бn] = 830 N/mm2,chịu tải trọng va đập tốt. Khả năng chống mài mòn cao do có các tấm graphit nhỏ mịn. Vậy dùng gang xám GX15-32 có thể đảm bảo được tuổi thọ cao trong điều kiện làm việc của chi tiết. |
- Thép 45 có độ bền,độ dai va đập thấp. Khả năng chống mài mòn kém. Khi làm việc chi tiết chịu tải trọng va đập nên nếu sử dụng thép 45 tuổi thọ của chi tiết không cao,dễ gây mỏi hay phá hủy cục bộ |
Qua những đặc tính của gang và thép, điều kiện làm việc của chi tiết ta chọn vật liệu chế tạo phôi là GX15-32.
2.2. Phương pháp chế tạo phôi
-Việc lựa chọn phương pháp chế tạo phôi sẽ căn cứ vào hình dạng, kích thước chi tiết, điều kiện làm việc của chi tiết , dạng sản xuất và hình thức tổ chức sản xuất cũng như là cơ sở vật chất sẵn có của cơ sở.
Chi tiết có hình dáng phức tạp, chịu tải trọng không phức tạp, với các đặc tính, yêu cầu kỹ thuật và điều kiện làm việc của chi tiết ta nên chọn phôi đúc là hợp lý nhất.
Tùy thuộc vào dạng sản xuất và hình thức tổ chức sản xuất mà ta lựa chọn phôi cho phù hợp.
Bảng 2.2: so sánh phương pháp chế tạo phôi.
|
So sánh Nội dung |
Đúc trong khuôn cát |
Đúc trong khuôn kim loại |
|
Khả năng tạo phôi. |
- Đúc trong khuôn cát thích họp cho nhiều loại chi tiết, đúc được cả những chi tiết có hình dạng phức tạp.Thích hợp cho chi tiết ta cần thiết kế. - Số lượng chi tiết không lớn (5000 ct/năm), thích hợp cho công nghệ đúc trong khuôn cát vì chi phí làm khuôn không lớn. |
- Đúc trong khuôn kim loại chỉ thích hợp khi đúc các chi tiết có hình dạng đơn giản. Số lượng nhiều, chi phí làm khuôn cao. Chi tiết ta thiết kế có hình dạng phức tạp, không thích hợp đúc trong khuôn kim loại. - Số lượng chi tiết nhỏ nên đúc trong khuôn kim loại sẽ tốn chi phí làm khuôn làm tăng giá thành chế tạo phôi, tăng giá thành sản phẩm |
|
Chất lượng phôi. |
- Đúc trong khuôn cát độ chính xác về kích thước và độ bóng thấp, dễ xuất hiện rỗ co, rỗ khí, nứt, lẫn tạp chất. - Tiêu hao kim loại cho hệ thống rót, độ nghiêng rút phôi, lượng dư lớn. khắc phục được những nhược điểm khi chế tạo phôi, mang lại tính kinh tế trong sản xuất hàng loạt vừa. |
-Đúc trong khuôn kim loại cho độ chính xác về kích thước, độ chính xác cao hơn đúc trong khuôn cát.
|
|
Giá thành phôi |
-Chi phí chế tạo phôi thấp, phù hợp với dạng sản xuất đơn chiếc và hàng loạt vừa. |
- Giá thành chế tạo phôi cao, phù hợp với dạng sản xuất hàng loạt lớn và hàng khối. |
Chi tiết ta thiết kế theo tính toán là dạng sản xuất hàng loat vừa, chính vì thế ta chọn phương pháp đúc trong khuôn cát loại là hợp lý, với chi phí chế tạo phôi thấp, phù hợp với điều kiện sản xuất của doanh nghiệp nhỏ.
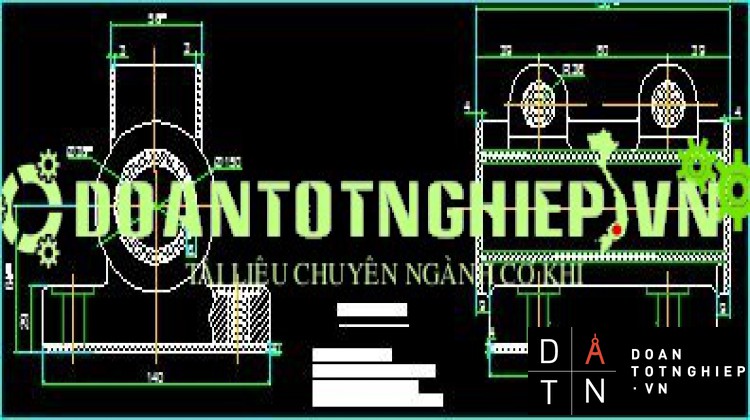
-2.3: Xác bản vẽ khuôn và định lượng dư
a) Bản vẽ khuôn đúc như sau:
-Chi tiết thuộc dạng hộp,có tính chất đối xứng nên ta chọn mặt phân khuôn đi qua tiết diện lớn nhất chia đôi chi tiết.Đảm bảo cho việc rút khuôn và chế tạo dễ dàng bản vẽ như sau:
...................................................................................
Chương 4:
BIỆN LUẬN QUY TRÌNH GIA CÔNG CƠ
4.1 LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
-Lập luận cho bước gia công:
Chi tiết thuộc dạng hộp nên ta sẽ lấy mặt A làm chuẩn tinh thống nhất
-Để gia công mặt A ta chọn mặt đối diện làm chuẩn thô cho nguyên công đầu tiên theo nguyên tắc chọn chuẩn thô như sau:
- nếu chi tiết gia công có 1 bề mặt không gia công thì nên chọn bề mặt đó làm chuẩn thô.
- Nếu chi tiết có một số bề mặt không gia công thì nên chọn bề mặt không gia công nào có yêu cầu độ chính xác về vị trí tương quan cao nhất đối với các bề mặt gia công làm chuẩn thô.
- Nếu tất cả các bề mặt phải gia công, nên chọn bề mặt nào có lượng dư nhỏ, đều làm chuẩn thô.
- Cố gắng chọn bề mặt làm chuẩn thô tương đối bằng phẳng không có bavia đậu ngót, đậu rót hoặc quá gồ ghề.
- Chuẩn thô chỉ nên dùng một lần trong cả quá trình gia công.
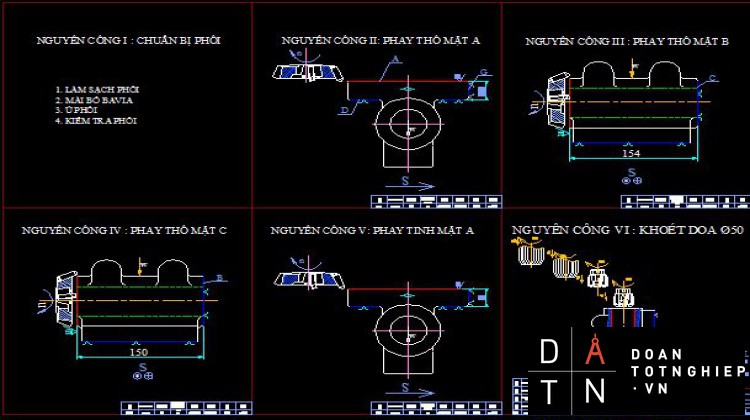
-Các bước tiến hành gia công như sau:
Nguyên công1: Chuẩn bị phôi
-Kiểm tra các kích thước của phôi bằng thước cặp 1/10
- Kiểm tra vị trí tương quan giữa các bề mặt
- Nhiệt luyện phôi để khử ứng suất trước khi gi công,nguyên công này rất cần thiết cho chi tiết vì nó đảm bảo các yêu cầu của chi tiết. Trong quá trình đúc phôi thường bị chảy cát,rổ khí,cong vênh không đảm bảo yêu cầu.Ta kiểm tra để loại những chi tiết không đảm bảo yêu cầu để không ảnh hưởng tới nguyên công sau cho công việc sản xuất diễn ra liên tục tăng năng suất.
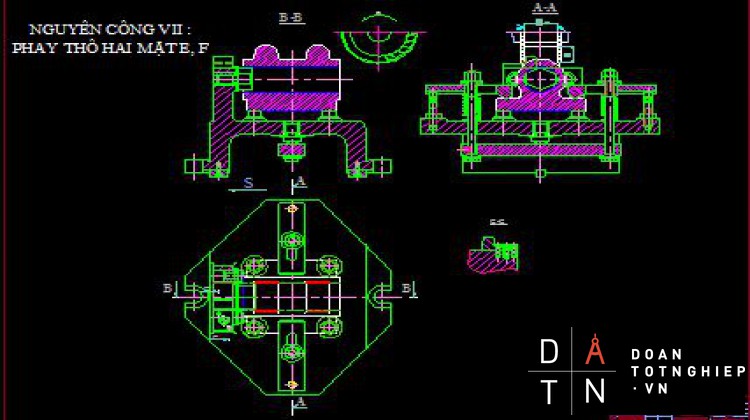
Nguyên công 2: Phay thô và phay tinh mặt A
-Chúng ta đảm bảo độ phẳng nên cần gia công đồng thời,nếu tách nó ra khi đó ta
Mục lục
Trang
Lời nói đầu1……………………………………………………………………1
Lời nhận xét của giáo viên hướng dẫn…………………………………………2
Chương 1:……………………………………………………………………....
Phân tích chức năng làm việc,tính công nghệ trong kết cấu…………………...
1.1: Phân tích chức năng làm việc……………………………………………..4
1.2: Phân tích vật liệu chế tạo CTGC………………………………………….4
1.3. Phân tích kết cấu, hình dạng CTGC………………………………………5
1.4. Phân tích độ chính xác gia công:………………………………………….5
1.5 Xác định sản lượng năm…………………………………………………..6
Chương 2:………………………………………………………………………
Chọn phôi,phương pháp chế tạo phôi và xác định lượng dư…………………..
2.1. Chọn phôi…………………………………………………………………7
2.2. Phương pháp chế tạo phôi………………………………………………..8
2.3. Xác định lượng dư……………………………………………………….10
2.4. Tính hệ số sử dụng vật liệu………………………………………………12
Chương 3:………………………………………………………………………
Lập bảng quy trinh công nghệ gia công cơ……………………………………
Chương 4:……………………………………………………………………….
Biện luận quy trình công nghệ gia công cơ………………………………………
4.1:Lập bảng quy trình công nghệ gia công cơ………………………………13
4.2: Tra chế độ cắt cho tất cả các nguyên công………………………………14
4.3: Tính thời gian chạy máy cho tất cả các nguyên công……………………27
Chương5 :………………………………………………………………………
Thiết kế đồ gá…………………………………………………………………..
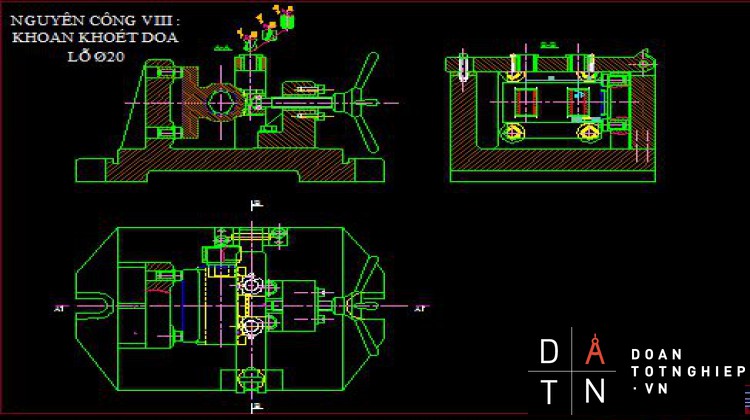
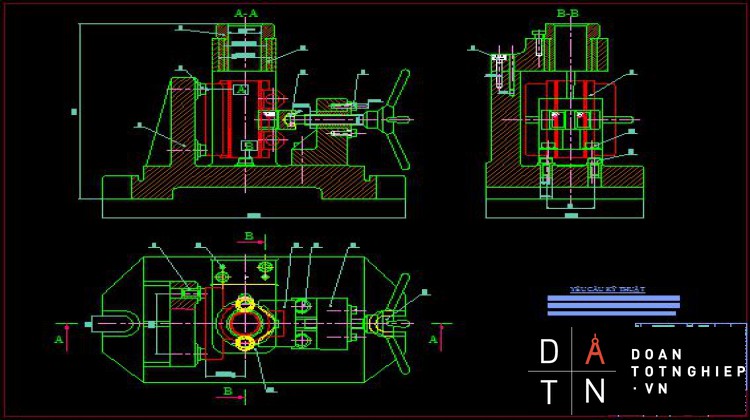
5.1.1 Thiết kế đồ gá cho nguyên công 5 khoét,doa lỗ Ø50…………………..32
5.2.2 Thiết kế đồ gá cho nguyên công 6 phay đồng thới 2 mặt E và D………36
Chương 6………………………………………………………………………..
Kết luận về quá trình công nghê………………………………………………41








