ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT THÂN VAN ĐIỀU KHIỂN THỦY LỰC
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT THÂN VAN ĐIỀU KHIỂN THỦY LỰC
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP
NỘI DUNG:
Thiết kế quy trình công nghệ gia công thân van điều khiển thủy lực.
Với các yêu cầu sau:
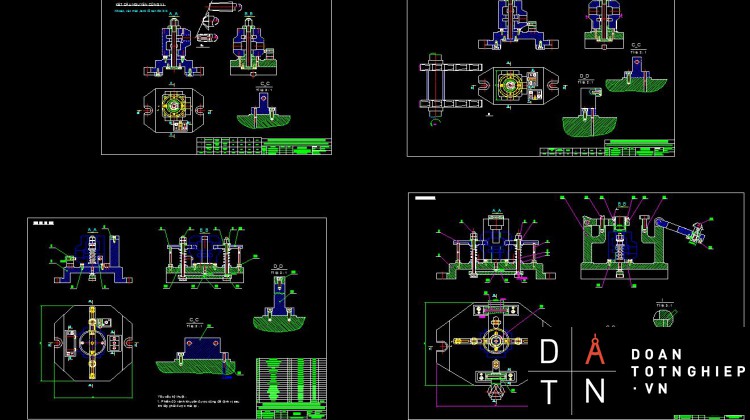
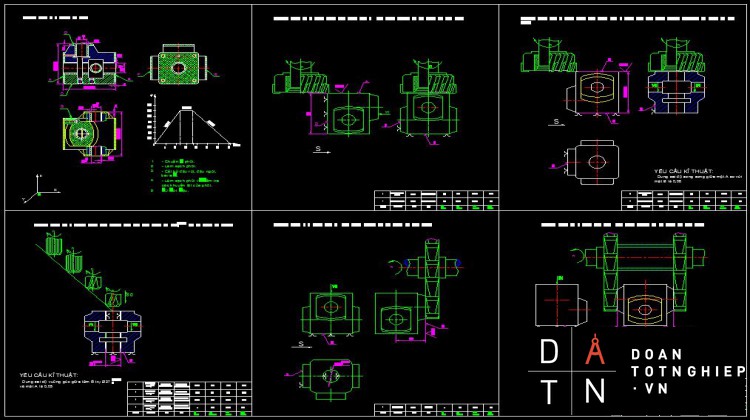
A-PHẦN BẢN VẼ
- Bản vẽ chi tiết: A0
- Bản vẽchi tiết lồng phôi: A0
- Bản vẽ sơ đồ đúc: A0
- Quy trình công nghệ (sơ đồ nguyên công): A3,A0
- Đồ gá và kết cấu của 1 nguyên công: A0
B-PHẦN THUYẾT MINH
- Nhiệm vụ của môn học
- Mục lục
- Phân tích chi tiết gia công, xác định dạng sản xuất
- Chọn phương pháp chế tạo phôi
- Lặp quy trình công nghệ gia công cơ trên khổ A3 nằm
- Biện luận quy trình công nghệ
- Tính toán và thiết kế đồ gá
- Kết luận về môn học
- Tài liệu tham khảo
MỤC LỤC
Nhiệm vụ đồ án tốt nghiệp............................................................. 2
Mục lục.......................................................................................... 3
Lời nói đầu..................................................................................... 4
Nhận xét của giáo viên hướng dẫn................................................. 5
Phần I – Phân tích chi tiết gia công................................................ 6
I. Điều kiện làm việc, kết cấu chi tiết................................. 6
II. Vật liệu........................................................................... 6
III. Dạng sản xuất................................................................. 7
IV. Độ chính xác gia công.................................................... 8
Phần II – Chọn phương pháp chế tạo phôi................................... 11
I. Chọn phôi..................................................................... 11
II. Chọn phương pháp chế tạo phôi................................... 11
III. Chế tạo khuôn và lõi ghép............................................ 12
IV. Tính khối lượng phôi của bản vẽ lồng phôi.................. 13
Phần III-Lập quy trình công nghệ................................................ 14
Phần IV – Chế độ cắt (biện luận QTCN) .................................... 15
Phần V – Thiết kế đồ gá .............................................................. 63
- Đồ gá nguyên công IV – Trần Quốc Hiếu.................... 63
- Đồ gá nguyên công VIII – Dư Minh Phúc.................... 80
- Đồ gá nguyên công IV ................................................. 93
Phần VI – Kết luận..................................................................... 112
Phần VII – Tài liệu tham khảo................................................... 113
THUYẾT MINH – TÍNH TOÁN
PHẦN I. PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC)
I. Điều kiện làm việc, kết cấu và công dụng của CTGC
- Điều kiện làm việc:
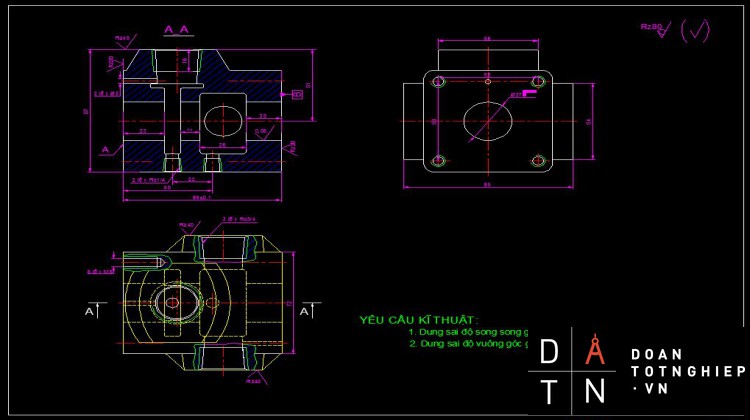
- CTGC cần thiết kế là thân van điều khiển thủy lực.
- Thân van điều khiển là chi tiết dạng hộp.
- Các bề mặt làm việc chính:
– Hai lỗ Ø27+0,021phần không gian để lắp con trượt của van điều khiển nên yêu cầu có độ chính xác cao.
– Hai mặt bên lắp với hai nắp.
- Tính công nghệ trong kết cấu:
- Kết cấu của chi tiết không phức tạp nên có thể gia công bằng các phương pháp gia công cơ thông thường trên các máy công cụ truyền thống.
- Có thể chế tạo phôi bằng các phương pháp truyền thống.
- Công dụng của CTGC:
Lỗ là phần không gian để lắp con trượt của van điều khiển, hai ngỏ vào IN tạo ra lựcđẩy lúc nào cũng đẩy con trượt đi ra để thủy lực hay dầu, nước tưới ngội thoát ra đầu OUT, khi muốn chỉnh áp suất thoát ra ngoài ta chỉ cần chỉnh con trượt đi lên hoặc xuống.
II. Chọn vật liệu
- Có thể chọn gang xám hoặc thép cacbon để chế tạo, nhưng đối với CTGC là thân van điều khiển thủy lực thì chọn gang xám phù hợp hơn vì gang xám thường được sử dụng để chế tạo thân máy, bánh răng, các chi tiết chịu nén, chịu nhiệt cao.
- Chọn GX15-32 có cơ tính:
– GX:ký hiệu gang xám
– Độ bền kéo:
– Độ bền uốn:
– Độ bền cao, khả năng chống mài mòn tốt, chịu được nhiệt độ cao.
– Tính đúc tốt, dễ gia công cắt gọt.
- Thành phần GX15-32: là hợp kim sắt với cacbon và một số nguyên tố khác như:C (3,5%-3,7%), Si (2%-2,4%), Mn (0,5%-0,8%), P < 0,3%, S<0,5%, Cr, Ni,…
- Dạng sản xuất:
- Dạng sản xuất hàng loạt vừa.
- Sản lượng hàng năm được xác định theo công thức:
N =
Trong đó:
– N: số chi tiết sản xuất/năm
– N1: số sản phẩm sản xuất/năm
– m: số chi tiết chế tạo thêm để dự trữ (5% - 7%)
( chọn m = 5%)
– : số phế phẩm/năm (1% - 3%)
( chọn = 3%)
Nếu tính đến số phế phẩm trong các xưởng đúc và rèn ta có công thức:
N = Trong đó: = 3% - 6% (chọn )
- Chi tiết van điều khiển thủy lực co khối lượng 3,07 kg được tính bằng phần mềm PTC Creo Parametric 3.0.
Với dạng sản xuất hàng loạt vừa, Mm = 3,07 Kg.
Tra bảng 3.2/173 (sổ tay công nghệ chế tạo máy, GS.TS Trần Văn Địch)
=> N1 = 3000 sản phẩm/năm.
=> N = = .
- Độ chính xác gia công
- Độ chính xác về kích thước
v Xét các kích thước có chỉ dẫn:
– Kích thước
- Kích thước danh nghĩa: 27 mm
- ES = +0,021
- EI = 0
- IT27 = 0,021
- Tra bảng 1.14/18 (Bảng tra DSLG) => Cấp chính xác H7
– Kích thước
- Kích thước danh nghĩa: 89 mm
- IT89= 0,11
- Tra bảng 1.4/4 (Bảng tra DSLG) => Cấp chính xác 10
– Kích thước
- Kích thước danh nghĩa: 56 mm
- IT56 = 0,3
- Tra bảng 1.4/4 (Bảng tra DSLG) => Cấp chính xác 12
– Kích thước
- M: ren tam giác hệ mét
- Đường kính ren trong D = 8 mm
- Bước ren: tra bảng 6.2/138 (Bảng tra DSLG) => P = 1,25
– Kích thước
- Rc: ren côn trên lỗ
- Đường kính ren 3/4
- Bước ren: tra bảng ren ống côn =>P = 1,8
– Kích thước
- Rc: ren côn trên lỗ
- Đường kính ren 1/4
- Bước ren: tra bảng ren ống côn =>P = 1,3
v Xét các kích thước không chỉ dẫn:
- Giữa hai bề mặt gia công chọn IT12 gồm các kích thước:
– Kích thước
- Kích thước danh nghĩa:95 mm
- Cấp chính xác 12
- Tra bảng 1.4/4 (Bảng tra DSLG) => IT95 = 0,35 =>95
– Kích thước
- Kích thước danh nghĩa: 87 mm
- Cấp chính xác 12
Tra bảng 1.4/4 (Bảng tra DSLG) => IT4 = 0,175 =>75
– Kích thước
- Kích thước danh nghĩa: 56 mm
- Cấp chính xác 12
Tra bảng 1.4/4 (Bảng tra DSLG) => IT4 = 0,3 =>75
– Kích thước
- Kích thước danh nghĩa: 38 mm
- Cấp chính xác 12
- Tra bảng 1.4/4 (Bảng tra DSLG) => IT6 = 0,25 =>27
– Kích thước
- Kích thước danh nghĩa: 27 mm
- Cấp chính xác 12
- Tra bảng 1.4/4 (Bảng tra DSLG) => IT8 = 0,21 =>8
– Kích thước
- Kích thước danh nghĩa: 18 mm
- Cấp chính xác 12
- Tra bảng 1.4/4 (Bảng tra DSLG)=>IT18 = 0,18 =>18
– Kích thước
- Kích thước danh nghĩa: 3 mm
- Cấp chính xác 12
- Tra bảng 1.4/4 (Bảng tra DSLG) =>ITØ3 = 0,1=>Ø3
- Giữa một bề mặt gia công và một bề mặt không gia công chọn IT14:
– Kích thước
- Kích thước danh nghĩa: 15 mm
- Cấp chính xác 14
- Tra bảng 1.4/4 (Bảng tra DSLG)=>IT15 = 0,43=> 15
- Giữa hai bề mặt không gia công chọn IT16:
– Kích thước
- Kích thước danh nghĩa: 72 mm
- Cấp chính xác 16
- Tra bảng 1.4/4(Bảng tra DSLG) => IT72 = 1,9=> 72
– Kích thước
- Kích thước danh nghĩa: 56 mm
- Cấp chính xác 16
- Tra bảng 1.4/4(Bảng tra DSLG) => IT56 = 1,9 =>56
– Kích thước
- Kích thước danh nghĩa: 54 mm
- Cấp chính xác 16
- Tra bảng 1.4/4(Bảng tra DSLG) => IT54 = 1,9 => 54
– Kích thước
- Kích thước danh nghĩa:
- Cấp chính xác 16
- Tra bảng 1.4/4(Bảng tra DSLG)=> IT26 = 1,3=>26,65
– Kích thước
- Kích thước danh nghĩa:
- Cấp chính xác 16
- Tra bảng 1.4/4(Bảng tra DSLG)=> IT23 = 1,3=>23,65
– Kích thước
- Kích thước danh nghĩa:
- Cấp chính xác 16
- Tra bảng 1.4/4(Bảng tra DSLG)=> IT20 = 1,3=>20,65
– Kích thước
- Kích thước danh nghĩa:
- Cấp chính xác 16
- Tra bảng 1.4/4(Bảng tra DSLG)=> IT11 = 0,7=>11,35
– Các góc bo cung không ghi lấy R6
- Độ chính xác về hình dáng hình học: không có
- Độ chính xác về vị trí tương quan
– Dung sai độsong song của bề mặt B so với bề mặt A là
– Dung sai độvuông góc giữa tâm lỗ tâm lỗ trụ Ø27 với mặt B là 0,05.
– Dung sai độ song song giữa các lỗ ren M8 là 0,06.
- Chất lượng bề mặt
– Bề mặt lỗ: nhám cấp 11, Ra 0,08.
– Bề mặt A, B: nhám cấp 5, Rz 20.
– Bề mặt C, D,E: nhám cấp 12, Rz40.
– Lỗ : nhám cấp 12, Rz40.
– Các bề mặt còn lại không gia công: Rz80.
PHẦN II. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Chọn phôi
Hiện nay, có nhiều phương pháp chế tạo phôi như:
+ Phôi thép thanh: dùng để chế tạo con lăn, chi tiết kẹp chặt, các loại trục, xy-lanh, piston, bạc, bánh răng có đường kính nhỏ,…
+ Phôi dập: thường được sử dụng để chế tạo bánh răng côn, trục bánh răng thẳng, càng, trục chữ thập, trục khuỷu,…
+ Phôi rèn tự do: thường sử dụng trong sản xuất đơn chiếc và hàng loạt nhỏ.
+ Phôi đúc: thường sử dụng chế tạo các chi tiết có hình dáng phức tạp, trục khuỷu, thân máy,…
=> Đối với van điều khiển thủy lực với những yêu cầu kỹ thuật sau:
+ Vật liệu: GX15-32
+ Dạng sản xuất: hàng loạt vừa
+ Hình dáng kết cấu chi tiết: dạng hộp, kết cấu khá phức tạp.
+ Cơ tính: Gang xám là vật liệu có độ bền kéo thấp, độ dòn cao, dễ bị nứt khi chịu lực tác động lớn, do đó không thể chế tạo phôi bằng các phương pháp rèn, dập hay cán.
+ Tính công nghệ: Gang xám có nhiệt độ chảy thấp, độ cứng 190 HB, độ chảy loãng cao. Trong gang xám có graphit làm tăng độ chịu mài mòn của gang, làm cho phoi dễ bị nứt vụn khi cắt gọt, khử rung động, giảm độ co ngót khi đúc.
=> Từ những yêu cầu trên chọn phương pháp đúc
II. Phương pháp chế tạo phôi
Có nhiều phương pháp chế tạo phôi bằng công nghệ đúc:
+ Đúc trong khuôn cát – mẫu gỗ: chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản. Phù hợp cho sản xuất đơn chiếc và hàng loạt nhỏ.
+ Đúc trong khuôn cát – mẫu kim loại: làm khuôn bằng máy hoặc bằng tay. Chất lượng vật đúc tốt hơn đúc trong khuôn cát – mẫu gỗ, đúc được các chi tiết có hình dạng phức tạp, phù hợp cho sản xuất hàng loạt vừa và lớn.
+ Đúc trong khuôn kim loại: có độ chính xác cao, giá thành đầu tư trang thiết bị lớn, phôi có hình dáng như chi tiết nên có lượng dư nhỏ, tiết kiệm được vật liệu nhưng giá thành sản phẩm cao. Phù hợp với sản xuất hàng loạt lớn, hàng khối trở lên.
+ Đúc trong khuôn mẫu chảy: có độ chính xác cao do việc chế tạo vật đúc chính xác, giá thành cao.
=> Từ các phương pháp trên chọn đúc trong khuôn cát – mẫu kim loạilà phù hợp và kinh tế nhất chi chi tiết thân van điều khiển thủy lực.
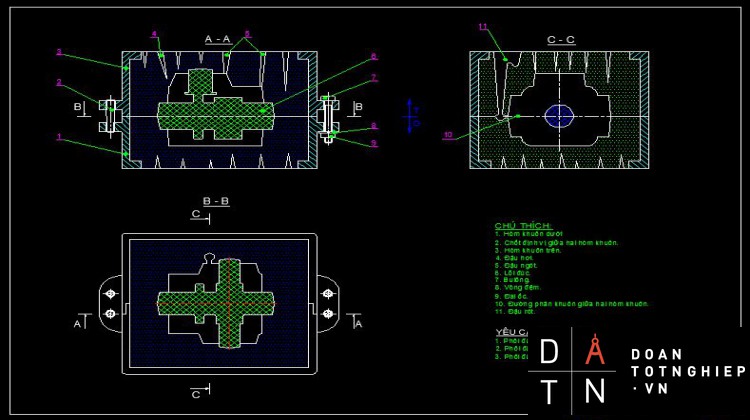
- Chế tạo khuôn và lõi ghép
- Do chi tiết có lỗ được đúc rỗng nên ta cần chế tạo lõi phù hợp: lõi thường làm bằng hỗn hợp cát được sấy, nén hoặc bằng kim loại.
+ Chọn lõi chế tạo bằng hỗn hợp cát
+ Bố trí lõi: chọn lõi đứng nằm vuông góc với mặt phân khuôn, gối lõi hình côn.
Chọn mặt phân khuôn đi qua tiết diện lớn nhất của chi tiết và khi mở khuôn không bị vướng.
Hình: Sơ đồ đúc chi tiết.
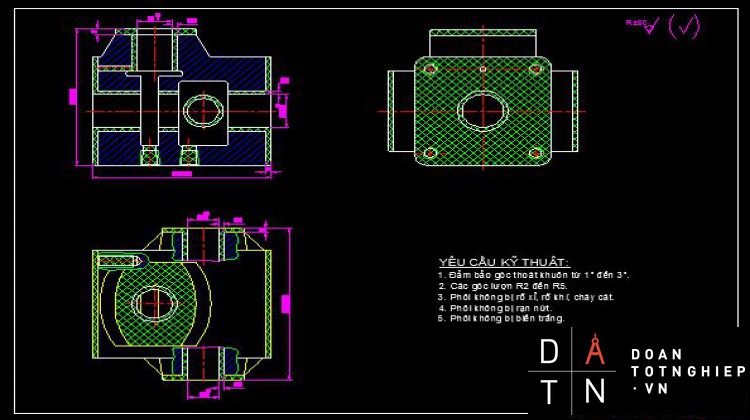
Tính khối lượng phôi của bản vẽ lồng phôi
- Chi tiết van điều khiển thủy lực co khối lượng 3,59 kg được tính bằng phần mềm PTC Creo Parametric 3.0.
=> Hệ số sử dụng phôi:
>
Thỏa điều kiện về hệ số sử dụng vật liệu.
PHẦN III. Lập quy trình công nghệ.
3.1. Mục đích
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2. Nội dung
Chọn phương pháp gia công các bề mặt phôi.
Chọn chuẩn công nghệ và sơ đồ gá đặt.
Chọn trình tự gia công các chi tiết.
(Đính kèm phiếu hướng dẫn công nghệ) A3
PHẦN IV. CHẾ ĐỘ CẮT
Các thông số chế độ cắt tra từ “SỔ TAY CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ”
Vật liệu gia công: GX15-32, HB = 190
1. Nguyên công I: Chuẩn bị phôi
Hình 4.1: Sơ đồ lồng phôi của chi tiết.
Bước 1 : Chuẩn bị phôi.
Bước 2 : Làm sạch phôi.
Bước 3 : Mài bavia, phần thừa của đậu rót, đậu ngót.
Bước 4 : Làm sạch phôi, kiểm ta khuyết tật của phôi.
Bước 5 : Ủ phôi.
Xác định bậc thợ : 2/7
2. Nguyên công II: Gia công mặt A:
+ Chọn chuẩn gia công :
- Mặt D: Định vị 3 bậc tự do.
- Mặt B : Định vị 2 bậc tự do.
- Mặt F : Định vị 1 bậc tự do.
+ Chọn máy gia công :Máy phay đứng 6H12, có các thông số cơ bản của máy như sau:
- Tốc độ trục chính : 30–37, 5-4, 75 – 60, 75 – 95 - 118 – 150 – 190 – 235 – 300 – 375 – 475 – 600 – 753 – 950 – 1180 - 1500 vòng/phút .
- Công suất động cơ trục chính : 7 Kw.
- Bước tiến bàn máy ( mm/phút ):30 - 37, 5 - 47, 5 – 60 – 75 – 95 –118 –150 –190 –235 –300 – 375 – 475 – 600 – 750 – 960 – 1500.
+ Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng BK6: D = 100mm, L = 150mm, d = 40mm, Z = 10, ω=25o, γ=15o, γ1=2o, λ=12o, α=8o, φ=10o.
Hình 4.2: Sơ đồ định vị và kẹp chặt phay mặt A.
- Bước 1: Phay thô mặt A:
+ Chọn chiều sâu cắt t: Gia công thô nên chọn t = 2,5 mm.
+ Chọn lượng chạy dao: tra bảng (6-5), trang 124, ta được: Sz=(0,2 - 0,24) mm/răng. Chọn Sz= 0,24 (mm/răng).
+ Vận tốc cắt: tra bảng (2-5) trang 122, ta có: T = T0 = 180 phút.
D/Z=100/15.
Sz=0,24 (mm/răng).
t < 3,5mm.
Tra bảng (40-5) trang 138, ta có: V = 180 (mm/phút).
Tra bảng (41-5) trang 139: HB = 200 => K1 = 0,89.
Tra bảng (42-5) trang 139: Tuổi bền của dao T=0,5 => K2=1,25.
Tra bảng (43-5) trang 139: Dao hợp kim cứng BK6 => K3=1.
Tra bảng (44-5) trang 139: Không vỏ cứng => K4=1.
Tra bảng (45-5) trang 139: B/D = 72/100 => K5=1.
ðV = 180.0,89.1,25.1.1.1= 200,25 (mm/phút).
Số vòng quay trong 1 phút của dao:= 637,42 (vòng/phút).
Theo máy ta chọn nt = 375 vg/phút.
ð Tốc độ cắt thực tế Vt= 117,8 (m/phút).
+ Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sm = Szbảng .Z . n= 0,24.10.375 = 900 (mm/phút).
Theo máy ,chọn Sm = 960 (mm/phút).
ðSz = 0,256 (mm/răng).
+ Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
54,5 |
0,9 |
0,74 |
1 |
0 |
1 |
Theo bảng 12.1 trang 21:
Tra bảng 13.1 trang 21: ta có np = 1.
Thay vào (2): Pz = 113,39 KG
+ Công suất cắt:N = = = 2,18 Kw.
So với công suất máy Nmáy= 7.0,75 = 5,25 KW , máy làm việc đảm bảo an toàn.
+ Thời gian chạy máy:
Với:
Sm= 960 mm/phút.
L= 72 mm
L=)=4965,3mm
L3=(2÷5) mm ð chọn L3= 2mm
ð Tm= 4,9 phút
Xác định bậc thợ : 2/7
- Bước 2: Phay bán tinh mặt A:
+ Chọn chiều sâu cắt t: Gia công bán tinh nên chọn t = 0,5 mm.
+ Chọn lượng chạy dao: tra bảng (6-5), trang 124, ta được: Sz=(0,2 - 0,24) mm/răng. Chọn Sz= 0,2 (mm/răng).
+ Vận tốc cắt: tra bảng (2-5) trang 122, ta có: T = T0 = 180 phút.
D/Z=100/15.
Sz=0,2 (mm/răng).
t < 3,5mm.
Tra bảng (40-5) trang 138, ta có: V = 180 (mm/phút).
Tra bảng (41-5) trang 139: HB = 200 => K1 = 0,89.
Tra bảng (42-5) trang 139: Tuổi bền của dao T=0,5 => K2=1,25.
Tra bảng (43-5) trang 139: Dao hợp kim cứng BK6 => K3=1.
Tra bảng (44-5) trang 139: Không vỏ cứng => K4=1.
Tra bảng (45-5) trang 139: B/D = 72/100 => K5=1.
ðV = 180.0,89.1,25.1.1.1= 200,25 (mm/phút).
Số vòng quay trong 1 phút của dao:= 637,42 (vòng/phút).
Theo máy ta chọn nt = 475 vg/phút.
ð Tốc độ cắt thực tế Vt= 149,22 (m/phút).
+ Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sm = Szbảng .Z . n= 0,2.10.475 = 950 (mm/phút).
Theo máy ,chọn Sm = 960 (mm/phút).
ðSz = = 0,2 (mm/răng).
+ Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
54,5 |
0,9 |
0.74 |
1 |
0 |
1 |
Theo bảng 12.1 trang 21:
Tra bảng 13.1 trang 21: ta có np = 1.
Thay vào (2): Pz = 64 KG
+ Công suất cắt:N = = = 1,56 Kw.
So với công suất máy Nmáy= 7.0,75 = 5,25 KW , máy làm việc đảm bảo an toàn.
+ Thời gian chạy máy:
Với:
Sm=960 mm/phút.
L= 72 mm
L=)=4965,3mm
L3=(2÷5) mm ð chọn L3= 2mm
ð Tm= 5,24 phút
Xác định bậc thợ : 2/7
3. Nguyên công III: Gia công mặt B:
+ Chọn chuẩn gia công :
- Mặt A: Định vị 3 bậc tự do.
- Mặt C: Định vị 2 bậc tự do.
- Mặt O: Định vị 1 bậc tự do.
+ Chọn máy gia công :Máy phay đứng 6H12, có các thông số cơ bản của máy như sau:
- Tốc độ trục chính : 30–37, 5-4, 75 – 60, 75 – 95 - 118 – 150 – 190 – 235 – 300 – 375 – 475 – 600 – 753 – 950 – 1180 - 1500 vòng/phút .
- Công suất động cơ trục chính : 7 Kw.
- Bước tiến bàn máy ( mm/phút ):30 - 37, 5 - 47, 5 – 60 – 75 – 95 –118 –150 –190 –235 –300 – 375 – 475 – 600 – 750 – 960 – 1500.
+ Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng BK6: D = 100mm, L = 150mm, d = 40mm, Z = 10.
Hình 4.2: Sơ đồ định vị và kẹp chặt phay mặt B.
- Bước 1: Phay thô mặt B:
+ Chọn chiều sâu cắt t: Gia công thô nên chọn t = 2,5 mm.
+ Chọn lượng chạy dao: tra bảng (6-5), trang 124, ta được: Sz=(0,2 - 0,24) mm/răng. Chọn Sz= 0,24 (mm/răng).
+ Vận tốc cắt: tra bảng (2-5) trang 122, ta có: T = T0 = 180 phút.
D/Z=100/15.
Sz=0,24 (mm/răng).
t < 3,5mm.
Tra bảng (40-5) trang 138, ta có: V = 180 (mm/phút).
Tra bảng (41-5) trang 139: HB = 200 => K1 = 0,89.
Tra bảng (42-5) trang 139: Tuổi bền của dao T=0,5 => K2=1,25.
Tra bảng (43-5) trang 139: Dao hợp kim cứng BK6 => K3=1.
Tra bảng (44-5) trang 139: Không vỏ cứng => K4=1.
Tra bảng (45-5) trang 139: B/D = 72/100 => K5=1.
ðV = 180.0,89.1,25.1.1.1= 200,25 (mm/phút).
Số vòng quay trong 1 phút của dao:= 637,42 (vòng/phút).
Theo máy ta chọn nt = 375 vg/phút.
ð Tốc độ cắt thực tế Vt= 117,8 (m/phút).
+ Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sm = Szbảng .Z . n= 0,24.10.375 = 900 (mm/phút).
Theo máy ,chọn Sm = 960 (mm/phút).
ðSz = 0,256 (mm/răng).
+ Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
54,5 |
0,9 |
0,74 |
1 |
0 |
1 |
Theo bảng 12.1 trang 21:
Tra bảng 13.1 trang 21: ta có np = 1.
Thay vào (2): Pz = 113,39 KG
+ Công suất cắt:N = = = 2,18 Kw.
So với công suất máy Nmáy= 7.0,75 = 5,25 KW , máy làm việc đảm bảo an toàn.
+ Thời gian chạy máy:
Với:
Sm= 960 mm/phút.
L= 72 mm
L=)=4965,3mm
L3=(2÷5) mm ð chọn L3= 2mm
ð Tm= 4,9 phút
Xác định bậc thợ : 2/7
- Bước 2: Phay bán tinh mặt B:
+ Chọn chiều sâu cắt t: Gia công bán tinh nên chọn t = 0,5 mm.
+ Chọn lượng chạy dao: tra bảng (6-5), trang 124, ta được: Sz=(0,2 - 0,24) mm/răng. Chọn Sz= 0,2 (mm/răng).
+ Vận tốc cắt: tra bảng (2-5) trang 122, ta có: T = T0 = 180 phút.
D/Z=100/15.
Sz=0,2 (mm/răng).
t < 3,5mm.
Tra bảng (40-5) trang 138, ta có: V = 180 (mm/phút).
Tra bảng (41-5) trang 139: HB = 200 => K1 = 0,89.
Tra bảng (42-5) trang 139: Tuổi bền của dao T=0,5 => K2=1,25.
Tra bảng (43-5) trang 139: Dao hợp kim cứng BK6 => K3=1.
Tra bảng (44-5) trang 139: Không vỏ cứng => K4=1.
Tra bảng (45-5) trang 139: B/D = 72/100 => K5=1.
ðV = 180.0,89.1,25.1.1.1= 200,25 (mm/phút).
Số vòng quay trong 1 phút của dao:= 637,42 (vòng/phút).
Theo máy ta chọn nt = 475 vg/phút.
ð Tốc độ cắt thực tế Vt= 149,22 (m/phút).
+ Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sm = Szbảng .Z . n= 0,2.10.475 = 950 (mm/phút).
Theo máy ,chọn Sm = 960 (mm/phút).
ðSz = = 0,2 (mm/răng).
+ Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
54,5 |
0,9 |
0.74 |
1 |
0 |
1 |
Theo bảng 12.1 trang 21:
Tra bảng 13.1 trang 21: ta có np = 1.
Thay vào (2): Pz = 64 KG
+ Công suất cắt:N = = = 1,56 Kw.
So với công suất máy Nmáy= 7.0,75 = 5,25 KW , máy làm việc đảm bảo an toàn.
+ Thời gian chạy máy:
Với:
Sm=960 mm/phút.
L= 72 mm
L=)=4965,3mm
L3=(2÷5) mm ð chọn L3= 2mm
ð Tm= 5,24 phút
Xác định bậc thợ : 2/7
4. Nguyên công IV: Gia công lỗ ∅27+0,021:
+ Chọn chuẩn gia công :
- Mặt A: Định vị 3 bậc tự do.
- Lỗ ∅27: Định vị 2 bậc tự do.
+ Chọn máy gia công :Máy khoan đứng 2A135, có các thông số cơ bản của máy như sau:
- Đường kính lớn nhất khoan được: 35 mm.
- Côn mooc trục chính: No= 4.
- Công suất động cơ: 6 Kw.
- Hiệu suất máy: η = 0,8.
- Số vòng quay trục chính (vòng/phút): 68 – 100 – 140 – 195 – 275 – 400 - 530 - 750 – 1100.
- Bước tiến một vòng quay trục chính ( mm/vòng ): 0,11 – 0,15 – 0,20 – 0,25 – 0,32 – 0,43 – 0,57 – 0,72 – 0,96 – 1,22 – 1,6.
Hình 4.4: Sơ đồ định vị và kẹp chặt gia công lỗ Ø27+0,021.
- Bước 1: Khoét thô lỗ Ø27+0,021 đạt kích thước Ø26:
+ Chọn dao: ta chọn dao khoét có: D = 26mm, Z=3, phần cắt bằng dao thép gió P18, φ=45o, ω=15o, γ=8o, α=10o, α1=0o, φ1=0,05/100, λ=6o.
+ Chọn chiều sâu cắt t: t = = = 2 mm.
+ Chọn lượng chạy dao: Tra 9-3/89:
Smin = .Z = 1,1.0,3 = 0,33 mm/vòng.
Smax = .Z = 1,3.0,3 = 0,39 mm/vòng.
Tra TMT máy chọn = 0,32 mm/vòng.
+ Vận tốc cắt:
Tra 29-3/100: = 33 m/phút.
Tra 30-3/100: k = 1.
Ta có: V = 33.1 = 33 m/phút.
=> n = = 404 vg/phút.
Tra TMT máy chọn nt = 275 vg/phút.
=> Tốc độ cắt thực tế: = 22,46 m/phút.
Momen khi khoét thô: KGm
Theo bảng (11.1) trang 19 [2]: CPz = 92 Xpz =1 Ypz =0,75
Theo bảng (12.1 và 13.1) trang 21 [2]:
Theo bảng (15.1) trang 22 [2]: KPp =0,75 ; Ktp = 1
ð KP= 1,5 x 1 x 0,75= 1,125
Thay vào được KGm
Công suất cắt:
So với máy thì an toàn.
+ Thời gian chạy máy:
= 2.cotg10 = 11,34 mm.
mm.
l = 89 mm.
ð = = 1,13 phút.
ðXác định bậc thợ : 2/7
- Bước 2: Khoét bán tinh lỗ Ø27+0,021 đạt kích thước Ø26,75:
+ Chọn dao: ta chọn dao khoét có: D = 26,75mm, Z=3, phần cắt bằng dao thép gió P18, φ=45o, ω=15o, γ=8o, α=10o, α1=0o, φ1=0,05/100, λ=6o.
+ Chọn chiều sâu cắt t: t = = = 0,375 mm.
+ Chọn lượng chạy dao: Tra 9-3/89:
Smin = .Z = 1,1.0,3 = 0,33 mm/vòng.
Smax = .Z = 1,3.0,3 = 0,39 mm/vòng.
Tra TMT máy chọn = 0,32 mm/vòng.
+ Vận tốc cắt:
Tra 29-3/100: = 35 m/phút.
Tra 30-3/100: k = 1.
Ta có: V = 35.1 = 35 m/phút.
=> n = = 416,48 vg/phút.
Tra TMT máy chọn nt = 400 vg/phút.
=> Tốc độ cắt thực tế: = 33,61 m/phút.
Momen khi khoét tinh: KGm
Theo bảng (11.1) trang 19 [2]: CPz = 92 Xpz =1 Ypz =0,75
Theo bảng (12.1 và 13.1) trang 21 [2]:
Theo bảng (15.1) trang 22 [2]: KPp =0,75 ; Ktp = 1
ð KP= 1,5 x 1 x 0,75= 1,125
Thay vào được KGm
Công suất cắt:
+ Thời gian chạy máy:
= 0,375.cotg10 = 2,12 mm.
mm.
l = 30 mm.
ð = = 0,72 phút.
ðXác định bậc thợ : 2/7
- Bước 3: Doa thô lỗ Ø27+0,021 đạt kích thước Ø26,93:
+ Chọn dao: ta chọn dao doa có: D = 26,93mm, Z=5, phần cắt bằng dao thép gió P18, φ=4o, φ1=5o, ω=0o, α=7o, γ=0o, γc=0o, αc=10o, ξ=41o53’.
+ Chọn chiều sâu cắt t: t = = = 0,09 mm.
+ Chọn lượng chạy dao: Tra 10-3/90: S = 3,1 mm/vòng.
Tra TMT máy chọn = 1,6 mm/vòng.
+ Vận tốc cắt:
Tra 51-3/107: = 6,5 m/phút.
Tra 52-3/107: = 120 phút.
Tra 53-3/107: k=1.
Ta có: V = 6,5.1 = 6,5 m/phút.
=> n = = = 76,82 vg/phút.
Tra TMT máy chọn nt = 68 vg/phút.
=> Tốc độ cắt thực tế: = 5,75 m/phút.
Momen khi khoét: KGm
Theo bảng (11.1) trang 19 [2]: CPz = 92 Xpz =1 Ypz =0,75
Theo bảng (12.1 và 13.1) trang 21 [2]:
Theo bảng (15.1) trang 22 [2]: KPp =0,75 ; Ktp = 1
ð KP= 1,5 x 1 x 0,75= 1,125
Thay vào được KGm
Công suất cắt:
+ Thời gian chạy máy:
= 0,09.cotg10 = 0,51 mm.
mm.
l = 89 mm.
= = 0,84 phút..
Xác định bậc thợ : 2/7
- Bước 4: Doa tinh lỗ Ø27+0,021 đạt kích thước Ø27:
+ Chọn dao: ta chọn dao doa có: D = 27mm, Z=5, phần cắt bằng dao thép gió P18, φ=4o, φ1=5o, ω=0o, α=7o, γ=0o, γc=0o, αc=10o, ξ=41o53’.
+ Chọn chiều sâu cắt t: t = = = 0,035 mm.
+ Chọn lượng chạy dao: Tra 10-3/90: S = 3,1 mm/vòng.
Tra TMT máy chọn = 1,6 mm/vòng.
+ Vận tốc cắt:
Tra 51-3/107: = 6,5 m/phút.
Tra 52-3/107: = 120 phút.
Tra 53-3/107: k=1.
Ta có: V = 6,5.1 = 6,5 m/phút.
=> n = = = 76,63 vg/phút.
Tra TMT máy chọn nt = 68 vg/phút.
=> Tốc độ cắt thực tế: = 5,76 m/phút.
Momen khi khoét: KGm
Theo bảng (11.1) trang 19 [2]: CPz = 92 Xpz =1 Ypz =0,75
Theo bảng (12.1 và 13.1) trang 21 [2]:
Theo bảng (15.1) trang 22 [2]: KPp =0,75 ; Ktp = 1
ð KP= 1,5 x 1 x 0,75= 1,125
Thay vào được KGm
Công suất cắt:
+ Thời gian chạy máy:
= 0,035.cotg10 = 0,79 mm.
mm.
l =89 mm.
= = 0,84 phút.
Xác định bậc thợ : 2/7
- Nguyên công V: Gia công mặt C:
Hình 4.5: Sơ đồ định vị và kẹp chặt gia công mặt C.
Chọn chuẩn gia công :
- Mặt B: Định vị 3 bậc tự do.
- Lỗ Ø27: Định vị 2 bậc tự do.
- Mặt E: Định vị 1 bậc tự do.
Chọn máy gia công : Máy phay ngang 6H82, có các thông số cơ bản của máy như sau:
- Tốc độ trục chính : 30– 1500 vòng/phút .
- Công suất động cơ trục chính : 7 kW .
- Bước tiến bàn máy ( mm/phút ): 30 - 37, 5 - 47, 5 – 60 – 75 – 95 –118 –150 –190 –235 –300 – 375 – 475 – 600 – 750 – 960 - 1500
Chọn dao: ta chọn dao phay đĩa ghép [1], bảng 4-84, trang 369. Ta có:
Dao: D = 200, Z=18, HP = 200, B =32,φ=10o, ω=30o, α=15o, γ=-10o, ε=20o.
Chọn chiều sâu cắt t: Gia công thô nên chọn t= h= 4mm.
Chọn lượng chạy dao: Theo [2], bảng (14-5), trang 129, ta được: Sz=(0,2 - 0,3) mm/răng. Chọn Sz = 0,3 .
Þ Sz =0.3 mm/răng
Vận tốc cắt theo công thức: V=; m/phút . (1)
Theo [2] bảng (1-5), trang 119, ta có :
|
Cv |
qv |
xv |
yv |
uv |
pv |
m |
|
48,5 |
0,25 |
0,3 |
0,4 |
0,1 |
0,1 |
0,2 |
Theo bảng (2.5) trang 122 [2]: tuổi bền của dao T=150 phút
Bảng 2.1 trang 15 [2]: Kmv = ( 190/ HP )nv = (190/200)0,95 =0,95.
Theo bảng (7-1) trang 17 [2]: Knv = 0,95
Theo bảng (8-1) trang 17 [2]: Kuv = 1
Kv=Kmv . Knv . Kuv = 0,95 . 1 . 1 = 0,95
Thay vào (1) ta có: :
Số vòng quay trong 1 phút của dao:
Theo máy ta chọn n= 60 vg/phút
ð Tốc độ cắt thực tế
ðLượng chạy dao phút:Sp = Sz . z . n = 0,3. 18. 60 = 324 mm/ph
Tra thuyết minh máy chọn Sph = 300 mm/ph
Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123 [2]:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
30 |
0,83 |
0,65 |
1 |
0 |
0,83 |
Theo bảng 12.1 trang 21 [2]:
np=0,3 tra bảng 13.1 trang 21 [2]
Thay vào (2)
Công suất cắt:
So với công suất máy = 7 KW , máy làm việc đảm bảo an toàn.
Thời gian chạy máy: Tm=
Trong đó:
L = 190 mm.
L2=(2÷5) mm ð chọn L2= 4mm
ð Tm= 0,6 phút
Xác định bậc thợ : 2/7
- Nguyên công VI:Gia công mặt E, F đồng thời:
Hình 4.6: Sơ đồ định vị và kẹp chặt gia công mặt E, F đồng thời.
Chọn chuẩn gia công :
- Mặt A: Định vị 3 bậc tự do.
- Lỗ Ø27: Định vị 2 bậc tự do.
- Mặt C: Định vị 1 bậc tự do.
Chọn máy gia công : Máy phay ngang 6H82, có các thông số cơ bản của máy như sau:
- Tốc độ trục chính : 30– 1500 vòng/phút .
- Công suất động cơ trục chính : 7 kW .
- Bước tiến bàn máy ( mm/phút ): 30 - 37, 5 - 47, 5 – 60 – 75 – 95 –118 –150 –190 –235 –300 – 375 – 475 – 600 – 750 – 960 - 1500
Chọn dao: ta chọn dao phay đĩa ghép [1], bảng 4-84, trang 369. Ta có:
Dao: D = 200, Z=18, HP = 200, B =32, φ=10o, ω=30o, α=15o, γ=-10o, ε=20o.
Chọn chiều sâu cắt t: Gia công thô nên chọn t= h= 3 mm.
Chọn lượng chạy dao: Theo [2], bảng (14-5), trang 129, ta được: Sz=(0,2 - 0,3) mm/răng. Chọn Sz = 0,3 .
Þ Sz =0.3 mm/răng
Vận tốc cắt theo công thức: V=; m/phút . (1)
Theo [2] bảng (1-5), trang 119, ta có :
|
Cv |
qv |
xv |
yv |
uv |
pv |
m |
|
48,5 |
0,25 |
0,3 |
0,4 |
0,1 |
0,1 |
0,2 |
Theo bảng (2.5) trang 122 [2]: tuổi bền của dao T=150 phút
Bảng 2.1 trang 15 [2]: Kmv = ( 190/ HP )nv = (190/200)0,95 =0,95.
Theo bảng (7-1) trang 17 [2]: Knv = 0,95
Theo bảng (8-1) trang 17 [2]: Kuv = 1
Kv=Kmv . Knv . Kuv = 0,95 . 1 . 1 = 0,95
Thay vào (1) ta có: :
Số vòng quay trong 1 phút của dao:
Theo máy ta chọn n= 60 vg/phút
ð Tốc độ cắt thực tế
ðLượng chạy dao phút:Sp = Sz . z . n = 0,3. 18. 60 = 324 mm/ph
Tra thuyết minh máy chọn Sph = 300 mm/ph
Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123 [2]:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
30 |
0,83 |
0,65 |
1 |
0 |
0,83 |
Theo bảng 12.1 trang 21 [2]:
np=0,3 tra bảng 13.1 trang 21 [2]
Thay vào (2)
Công suất cắt:
So với công suất máy = 7 KW , máy làm việc đảm bảo an toàn.
Thời gian chạy máy: Tm=
Trong đó:
L = 190 mm.
L2=(2÷5) mm ð chọn L2= 4mm
ð Tm= 0,6 phút
Xác định bậc thợ : 2/7
- Nguyên công VII:Gia công mặt D:
Hình 4.7: Sơ đồ định vị và kẹp chặt gia công mặt D.
Chọn chuẩn gia công :
- Mặt A: Định vị 3 bậc tự do.
- Lỗ Ø27: Định vị 2 bậc tự do.
- Mặt C: Định vị 1 bậc tự do.
- Gia công trên máy phay đứng 6H12, công suất 7 kW,
- Dao phay ngón gắn mảnh hợp kim cứng BK6, Z = 10 răng, D= 40 mm, B = 2 mm, ω=26o, γ=16o, γ1=2o, λ=12o, α=8o, φ=10o.
Chiều sâu cắt: t= 0,5 mmChọn lượng chạy dao: Theo [2], bảng (6-5), trang 124, ta được: Sz=(0,09 - 0,11) mm/răng. Chọn Sz= 0,1
Vận tốc cắt theo công thức: V=; m/phút . (1)
Theo [2] bảng (1-5), trang 119, ta có :
|
Cv |
qv |
xv |
yv |
uv |
pv |
m |
|
332 |
0,2 |
0,1 |
0,4 |
0,2 |
0 |
0,2 |
Theo bảng (2.5) trang 122 [2]: tuổi bền của dao Tm=180 phút
Bảng 2.1 trang 15 [2]:
Theo bảng (7-1) trang 17 [2]: Knv = 0,75
Theo bảng (8-1) trang 17 [2]: Kuv = 1
Kv=Kmv . Knv . Kuv = 1,15 . 0,75 . 1 =0,86
Thay vào (1) ta có:
Số vòng quay trong 1 phút của dao:
Theo máy ta chọn n= 1500 vg/phút
ð Tốc độ cắt thực tế
Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sm = Szbảng . Z . n= 0,1 . 10. 1500 = 1500 mm/phút
Theo máy ,chọn Sm = 1500 mm/phút
Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123 [2]:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
825 |
1 |
0,75 |
1,1 |
0,2 |
1,3 |
Theo bảng 12.1 trang 21 [2]:
np=0,3 tra bảng 13.1 trang 21 [2]
Thay vào (2)
Công suất cắt:
So với công suất máy = 7 KW , máy làm việc đảm bảo an toàn.
Thời gian chạy máy:
Với:
L= 70 mm
L2=(2÷5) mm ð chọn L2= 4mm
ð Tm= 0,046phút.
Xác định bậc thợ : 2/7.
8. Nguyên công VIII: Gia công 4 lỗ ren M8 và khoan lỗ dầu Ø3:
Hình 4.8: Sơ đồ định vị và kẹp chặt gia công 4 lỗ ren và lỗ dầu Ø3.
+ Chọn chuẩn gia công:
- Mặt A: Định vị 3 bậc tự do.
- Lỗ Ø27: Định vị 2 bậc tự do.
- Mặt C: Định vị 1 bậc tự do.
+ Chọn máy gia công :Máy khoan đứng 2A125, có các thông số cơ bản của máy như sau:
- Đường kính lớn nhất khoan được: 25mm; côn mooc trục chính
- Công suất động cơ 2,8kW – hiệu suất máy η = 0,8.
- Số vòng quay trục chính (v/ph): 97 – 140 – 195 – 272 – 392 – 545 – 680 – 960 - 1360.
- Bước tiến (mm/vòng): 0,1 – 0,13 – 0,17 – 0,22 – 0,28 – 0,36 – 0,48 – 0,62 – 0,81.
-Lực hướng trục cho phép của cơ cấu tiến dao Pmax=900KG.
- Bước 1: Khoan 4 lỗ Ø6,8 trong 4 bước đạt độ sâu L=24mm:
+ Chọn dao: ta chọn mũi khoan có: D = 6,8mm, L= 97mm, phần cắt bằng dao thép gió, 2φ=120o, ω=60o, α=20o, γ=25o, ψ=65o.
+ Chọn chiều sâu cắt t: chọn t = 3,4 mm.
+ Chọn lượng chạy dao: tra bảng (8-3), trang 88, ta được: đường kính mũi khoan d=6,8mm, HB = 200, mũi khoan bằng thép gió
=> Sz=(0,36 - 0,44) mm/v. Chọn Sz= 0,36 (mm/v).
Tra TMT máy chọn:= 0,36 (mm/v).
+ Vận tốc cắt:
Tra bảng (18-3), trang 95, ta có :
S = 0,36 mm/v
HB gang = 200 - 217
t = 3,4 mm
Đường kính mũi khoan: d = 6,8mm
ðV = 25 (m/phút).
Số vòng quay trong 1 phút của dao: = 1170 (vg/phút).
Theo TMT máy ta chọn nt = 545 (vg/phút).
ð Tốc độ cắt thực tế Vt = 11,64 (m/phút).
+ Tính lực cắt Po:
Theo bảng 7.3 trang 87:
|
Cp |
Zp |
Xp |
Yp |
Cm |
Zm |
Xm |
Ym |
|
42,7 |
1 |
0 |
0,8 |
0,021 |
2 |
0 |
0,8 |
Theo bảng 12.1 trang 21: =
np=0,6 tra bảng 13.1 trang 21:
ð= 1.
Thay vào công t = 42,7.= 128,22 KG
Tra TMT máy: 900 KG.
ðThỏa điều kiện làm việc của máy.
+ Công suất cắt:
Tra bảng 22-3/97: đường kính mũi khoan: d =6,8mm, Vt = 25 (m/phút), HB = 200, ).
ðNcg = 1 kW.
Vậy: Ncg = 1 kW < N.η = 2,8.0,8 = 2,24 kW.
=> Máy làm việc an toàn.
+ Thời gian chạy máy Tm:
Ta có: Tm=
l=24mm.
l1=
l2=2mm.
n = 545 (vg/phút).
S = 0,36 (mm/v).
=> Tm= = 0,14 phút.
Xác định bậc thợ : 2/7
- Bước 2: Vát cạnh 4 lỗ Ø6,8 trong 4 bước đạt kích thước 1x45o:
+ Chọn dao: dao vát mép có D=18mm.
+ Chiều sâu cắt: t = 1 mm.
+ Bước tiến:
Tra bảng 8-3/88: S = 0,7 mm/vòng
Tra thuyết minh máy chọn St = 0,62 mm/vòng
+ Vận tốc cắt:
Tra bảng 18-3/95: Vb = 22 m/ph
n = ).
Tra thuyết minh máy chọn nt = 140 (vòng/ph).
Vthực tế7,91 (m/ph).
+ Thời gian chạy máy Tm:
Khoảng chạy tới và chạy quá lấy l1 = l2 = 3 mm
Tm =
Trong đó: S là bước tiến, i là số lần cắt, L= l + l1 +l2
Tm = = 0,08 phút.
Xác định bậc thợ : 2/7
- Bước 3: Tarô 4 lỗ ren M8 trong 4 bước đạt L=18mm:
+ Chọn dao: mũi tarô M8.
+ Chiều sâu cắt: t = .
+ Tính S theo bước ren P: S =P = 1
+ Vận tốc cắt:










