BÀI TẬP LỚN CNCTM THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ CHI TIẾT TRỤC VÍT Ụ ĐỘNG



NỘI DUNG ĐỒ ÁN
BÀI TẬP LỚN CNCTM THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ CHI TIẾT TRỤC VÍT Ụ ĐỘNG
BÀI TẬP LỚN CÔNG NGHỆ CHẾ TẠO MÁY
Họ và tên HSSV: Lớp:
Giáo viên hướng dẫn:
NỘI DUNG
Thiết kế quy trình công nghệ gia công chi tiết: trục vít ụ động
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
- PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
- Bản vẽ sơ đồ nguyên lý khổ giấyA0.
- 02 bản vẽ kết cấu nguyên công khổ giấy A0.
- 02 bản vẽ đồ gá khổ giấy A0.
- PHẦN THUYẾT MINH:
Mở đầu: Phân tích chi tiết gia công.
Phần 1: Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
Phần 2: Thiết kế quy trình công nghệ gia công cơ và biện luận nguyên công.
Phần 3: Thiết kế đồ gá.
Kết luận
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK)
TÀI LIỆU THAM KHẢO, TRA CỨU
- Nguyễn Xuân Bông-Phạm Quang Lộc (1978), Thiết kế đúc, NXB Khoa học kỹ thuật, Hà Nội.
- Đặng Ngọc Giao (2004),Thiết kế đồ gá, NXB Khoa học kỹ thuật, Hà Nội.
- Phạm Quang Lê (1977),Kỹ thuật phay,NXB Khoa học kỹ thuật, Hà Nội.
- Nguyễn Đắc Lộc (2009), Sổ tay công nghệ chế tạo máy tập 1-2-3, NXB Khoa học kỹ thuật, Hà Nội.
- Nguyễn Đắc Lộc (2009), Hướng dẫn thiết kế đồ ánCNCTM, NXB Khoa học kỹ thuật, Hà Nội.
- P.Đenegiơnưi-G.Xchixkin-I.Tkho (1989), Kỹ thật điện, NXB Mir-Maxcơva.
- Ninh Đức Tốn (2005), Sổ tay dung sai lắp ghép, NXB Gia1o dục, Hà Nội.
- Hà Văn Vui (2004), Sổ tay thiết kế Cơ khí tập 1-2, NXB Khoa học kỹ thuật, Hà Nội.
- Trần Văn Địch (2002), Sổ tay gia công cơ, NXB Khoa học kỹ thuật, Hà Nội.
- Phạm Văn Nghệ (2008), Công nghệ dập tạo hình khối, NXB Bách khoa, Hà Nội.
LỜI MỞ ĐẦU
Đồ án môn học công nghệ chế tạo máy là một đồ án chuyên ngành chính của sinh viên ngành công nghệ chế tạo máy, nhằm cung cấp các kiến thức cơ bản để giải quyết một số vấn đề tổng hợp về công nghệ chế tạo. sau khi thiết kế đồ án môn học công nghệ chế tạo máy, sinh viên được làm quen với cách sử dụng tài liệu, sổ tay, tiêu chuẩn và khả năng kết hợp so sánh những kiến thức lý thuyết và thực tế sản xuất, độc lập trong sáng tạo để giải quyết một vấn đề công nghệ cụ thể.
Xuất phát từ tầm quan trọng đó em được nhận đồ án môn học công nghệ chế tạo máy với việc lập quy trình công nghệ gia công chi tiết dạng trục.
Trong phần thuyết minh gồm có: phân tích chi tiết gia công,chọn phôi, phương pháp chế tạo phôi, xác định lượng dư gia công, thiết kế quy trình công nghệ gia công cơ, biện luận nguyên công và thiết kế đồ gá.
Những giáo trình tra cứu: công nghệ chế tạo máy (tập 1 và 2), máy cắt kim loại, nguyên lý cắt kim loại, đồ gá, sổ tay Atlas và đồ gá, sổ tay công nghệ chế tạo máy (tập 1 và 2).
Được sự giúp đỡ tận tình của thầy: ....., cơ bản em đã cố gắng để hoàn thành nhiệm vụ của mình, tuy còn nhiều thiếu sót trong quá trình làm đồ án, em kính mong sự chỉ bảo tận tình của thầy để em cũng cố thêm kiến thức hoàn thành tốt nhiệm vụ của mình và có được những kiến thức cần thiết trên con đường tương lai của em sau này.
PHÂN TÍCH CHI TIẾT GIA CÔNG
- Phân tích công dụng và điều kiện làm việc của chi tiết này:trục vít ụ động.
- Công dụng: dùng để truyền chuyển động quay của trục vít thành chuyển động tịnh tiến của đai ốc, tốc độ quay chậm do người thực hiện.
- Điều kiện làm việc: ren trục vít làm việc trong môi trường kho bôi trơn nên thường được bôi trơn bằng mỡ.
- Phân tích độ chính xác gia công.
- Độ chính xác về kích thước, về hình dáng hình học, về vị trí tương quan.
- Độ chính xác về kích thước:
- Tr 20 x 4-8e:
Tr: ren thang.
20: đường kính đỉnh ren.
4: ren 4 đầu mối.
8e: es= - 0,04 mm; ei= - 0,073 mm.
CCX: 8. (Bảng tra dung sai lắp ghép; trang 39 – bảng 1.27)
- Kích thước: Ø 20-0,033
KTDN: Ø 20.
Sai lệch trên es=0.
Sai lệch dưới ei= -0,033
Dung sai ITd = es – ei = 0 – ( - 0,033) = 0,033.
CCX 8. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Sai lệch cơ bản là h. (Bảng tra dung sai lắp ghép; trang 41 – bảng 1.29)
Độ nhám cấp: 6. (Bảng tra dung sai lắp ghép; trang 103 – bảng 2.32)
Có thể viết: Ø 20-0,033 = Ø 20h8.
- Kích thước: Ø 15 .
KTDN: Ø 15.
Sai lệch trên es= - 0,016.
Sai lệch dưới: ei= - 0,059.
Dung sai ITd= es – ei= -0,016 – ( - 0,059) = 0,043.
CCX 9. (Bảng tra dung sai lắp ghép; trang 39 – bảng 1.27) Sai lệch cơ bản là f. (Bảng tra dung sai lắp ghép; trang 41 – bảng 1.29)
Độ nhám cấp: 6. (Bảng tra dung sai lắp ghép; trang 103 – bảng 2.32)
Có thể viết: Ø 15 = Ø 15f 9.
- Kích thước: 5 .
Sai lệch trên es = - 0,002.
Sai lệch dưới ei = - 0,032.
Dung sai ITd= es – ei= -0,002 – ( - 0,032)= 0,03.
CCX 9. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
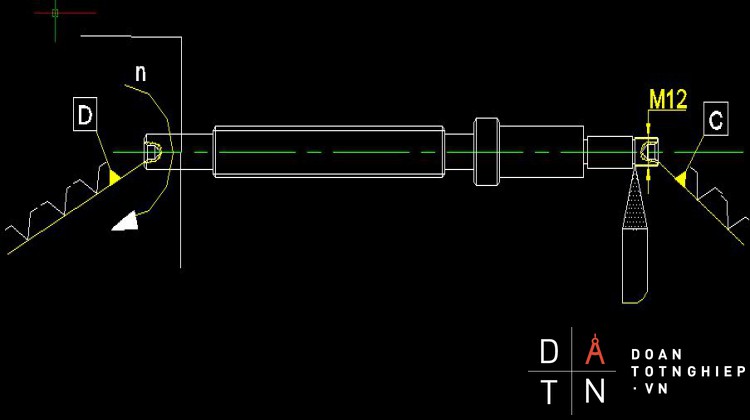
- Kích thước: M12.
M: ren hệ mét.
12: đường kính đỉnh ren.
- Kích thước Ø 16.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,18. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: h. (Bảng tra dung sai lắp ghép; trang 41 – bảng 1.29)
Sai lệch trên es = 0.
Sai lệch dưới ei = - 0,18.
Có thể viết: Ø 16-0,18 = Ø 12h12.
- Kích thước Ø 30.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,21. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: h. (Bảng tra dung sai lắp ghép; trang 41 – bảng 1.29)
Sai lệch trên es = 0.
Sai lệch dưới ei = - 0,21.
Có thể viết: Ø 30 -0,21 = Ø 30h12.
- Kích thước Ø 13.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,18. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: h. (Bảng tra dung sai lắp ghép; trang 41 – bảng 1.29)
Sai lệch trên es = 0.
Sai lệch dưới ei = - 0,18.
Có thể viết: Ø 13 -0,18 = Ø 13h12.
- Kích thước Ø8.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,15. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: h. (Bảng tra dung sai lắp ghép; trang 41 – bảng 1.29)
Sai lệch trên es = 0.
Sai lệch dưới ei = - 0,15.
Có thể viết: Ø 8-0,15 = Ø 8h12.
- Kích thước: 22.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,21. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,105.
Sai lệch dưới ei = - 0,105.
Có thể viết: 22 = 22js12.
- Kích thước: 197.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,46. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,23.
Sai lệch dưới ei = - 0,23.
Có thể viết: 197 = 197js12.
- Kích thước: 226.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,46. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,23.
Sai lệch dưới ei = - 0,23.
Có thể viết: 226 = 226js12.
- Kích thước: 10.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,15. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,075.
Sai lệch dưới ei = - 0,075.
Có thể viết: 10 = 10js12.
- Kích thước: 8.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,15. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,075.
Sai lệch dưới ei = - 0,075.
Có thể viết: 8 = 8js12.
- Kích thước: 33.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,25. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,125.
Sai lệch dưới ei = - 0,125.
Có thể viết: 33 = 33js12.
- Kích thước: 29.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,21. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,105.
Sai lệch dưới ei = - 0,105.
Có thể viết: 29 = 29js12.
- Kích thước: 68.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,3. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,15.
Sai lệch dưới ei = - 0,15.
Có thể viết: 68 = 68js12.
- Kích thước: 3.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,1. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,05.
Sai lệch dưới ei = - 0,05.
Có thể viết: 3 = 3js12.
- Kích thước: 2.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,1. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,05.
Sai lệch dưới ei = - 0,05.
Có thể viết: 2 = 2js12.
- Kích thước: 20.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,21. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,105.
Sai lệch dưới ei = - 0,105.
Có thể viết: 20 = 20js12.
- Kích thước: 13.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,18. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,09.
Sai lệch dưới ei = - 0,09.
Có thể viết: 13 = 13js12.
- Kích thước: 16.
Giữa hai bề mặt gia công CCX 12.
Dung sai: 0,18. (Bảng tra dung sai lắp ghép; trang 4 – bảng 1.4)
Miền dung sai: js. (Bảng tra dung sai lắp ghép; trang 44 – bảng 1.30)
Sai lệch trên es = 0,09.
Sai lệch dưới ei = - 0,09.
Có thể viết: 16 = 16js12.
- Độ nhám bề mặt của các mặt còn lại, không ghi dung sai độ nhám yêu, yêu cầu đạt độ nhám là cấp 4. (Bảng tra dung sai lắp ghép; trang 103 – bảng 2.32).
- Bề mặt quan trọng nhất là:
- Mặt trục Ø 20-0,033 ; ccx 8; độ nhám cấp 6.
- Kích thước Tr 20 x 4- 8e; ccx 8.
- Mặt trụ Ø 15 -0,059 ; ccx 9; độ nhám cấp 6.
- Phân tích tính chất cơ lí tính.
Theo đề bài cho vật liệu để gia công trục vít ụ động là CT3. Nhưng phạm vi sử dụng của thép cacbon thường CT3 chỉ chủ yếu trong xây dựng, giao thông(cầu, nhà, khung, tháp,…).
→ Vật liệu này chưa hợp lí. Em xin đề nghị sử dụng thép cacbon kết cấu C45.
[STTKCK,tr118]bảng 2.3:có
0,42-0,50% cacbon,
0,17-0,37% silic,
0,5-0,8% mangan,
0,04% photpho,
0,04% lưu huỳnh,
0,25% crom,
0,25% niken.
…
- Vật liệu này dùng làm:
Các chi tiết có độ bền nâng cao, làm việc ở tố độ không lớn và áp lực riêng trung bình như bánh răng, tay biên, cần, trục truyền làm việc trong ổ lăn, trụ trượt(plongiơ), bulong. Sau khi tôi bề mặt bằng dòng điện cao tầng: các chi tiết cần có độ cứng bề mặt cao và độ bền trong lõi nâng cao( bánh răng, chốt, trục tâm, trục vít, trục truyền làm việc trong ổ trượt,...)
- Tính chất cơ học:
Độ bền: δb= 61 Kg/mm2
Độ bền chảy: δchảy =36 Kg/mm2
Độ dai va đập: ak = 5 Kgm/cm2
Độ cứng HB: +thép nóng: 229
+thép ủ: 197
- Phân tích kết cấu, hình dạng của chi tiết gia công.
Kết cấu, hình dạng phức tạp. Gồm trục bậc trên suốt chiều dài chi tiết và trục ren.
Sử dụng đường tâm của trục làm chuẩn thống nhất (chống tâm hai đầu).
Phôi được chế tạo bằng phương pháp cán.
Với kết cấu hình dạng như trên bản vẽ chi tiết thuộc dạng trục.
Cần chú ý đến bề mặt Ø20-0,033 và mặt ren thang(Tr 20 x 4 – 8e).
- Khối lượng chi tiết gia công.
Dùng phần mềm Pro engineer 5.0 tính:
V= 0,0785069 dm3.
[8 – tập 1, trang 43], bảng 1.17 cho biết khối lượng riêng của thép γ = 7,852 (kg/dm3).
Mct = γV = 7,852*0,0785069 = 0,6 kg.
[5, trang31], bảng 2.6 với dạng sản xuất hàng loạt vừa(loại trung).
Khối lượng CTGC Mct =0,6 kg → sản lượng năm ≈ 5.000 CTGC/năm.
- Vẽ bản vẽ CTGC.
PHẦN 1: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ XÁC ĐỊNH LƯỢNG DƯ.
- Chọn phôi.
Dựa vào:
- Dạng sản xuất: hàng loạt vừa.
- Đặc điểm hình dạng chi tiết gia công: trục bậc; phức tạp.
- Vật liệu gia công chi tiết: thép C45.
- Công dụng và ưu nhược điểm của các phương pháp chế tạo phôi:
- Phôi thép thanh: thường dùng để chế tạo con lăn, chi tiết kẹp chặt, các loại trục, xilanh,pitton, bạc,bánh răng có đường kính nhỏ,....
- Phôi dập: thường dùng để chế tạo trục bánh răng côn, trục bánh răng thẳng, càng, trục chữ thập, trục khuỷu,... Các loại chi tiết này được dập trên máy búa dập đứng( có thể trên máy búa nằm ngang). Chi tiết đơn giản có thể không có bavia, chi tiết phức tạp thì trọng lượng bavia khoảng( 0,5 – 1)% trọng lượng phôi.
- Phôi đúc: thường dùng để chế tạo chi tiết có hình dạng phức tạp, càng, trục khuỷu,.... Vật liệu dùng cho phôi đú là gang, thép, đồng, thau, nhôm, và các loại hợp kim khác. Đúc được thực hiện trong khuôn cát, khuôn kim loại, khuôn vỏ mỏng với các phương pháp đúc li tâm, đú áp lực, đúc theo mẩu chảy.
→Ta có thể chọn phôi rèn, phôi đúc, phôi cán. Phôi đúc không đảm bảo cơ tính , phôi cán đảm bảo cơ tính của vật liệu tốt hơn, chi tiết dạng trục bậc phúc tạp nên không thể dùng phôi rèn. Vậy trong trường hợp này ta nên chọn phôi cán.
- Phương pháp chế tạo phôi.
- Dựa vào vật liệu.
- Hình dáng.
- Dạng sản xuất.
→ Chọn phôi thép thanh: thường dùng để chế tạo con lăn, chi tiết kẹp chặc, các loại trục, xilanh, pitton, bạc,bánh răng có đường kính nhỏ,.... Trong sản xuất hàng loạt vừa, hàng loạt lớn và hàng khối thì dung sai của thép thanh có thể lấy trong bảng 1.17 và 1.18 và tài liệu, bảng tra chế độ cắt gia công cơ khí.
- Phôi đạt cấp chính xác là cấp 2.
- Xác định lượng dư.
- Đường kính phôi cán xác định dựa vào phương pháp gia công để chế tạo chi tiết: (Bảng 16-1 và 17-1, chế độ cắt gia công cơ).
- Tiện thô:
- Phương pháp gá phôi: chống tâm hai đầu.
- Kích thước phôi: < 40.
- Chiều dài: ≤ 300.
- Công suất máy: ≤ 8kW.
→ Chiều sâu cắt: ≤ 2.
- Tiện tinh:
- Cấp độ nhám: Ø30 cần đạt cấp 4.
- Vật liệu gia công: thép cacbon và hợp kim.
→ Chiều sâu cắt: 0.5.
- Vậy đường kính phôi cán thích hợp để gia công chi tiết là Ø35.
- Chiều dài phôi cán .
- Khi cắt phôi cán thành thanh có kích thước phù hợp kích thước gia công thì lượng dư không quá lớn.
- Phay mặt đầu bằng máy phay ngang MP76P:
- Độ bóng cấp 4.
- Vật liệu gia công: thép c45 cán.
- Lượng dư: 2,7 – 1,2.
- Vậy chiều dài phôi cán là 299±0.7
- Tính hệ số sử dụng vật liệu.
- Khối lượng chi tiết gia công: Mct=0,6 kg.
- Khối lượng phôi: Mph=2,07kg.
- Hệ số sử dụng vật liệu: K= = =0,3kg.
PHẦN 2. THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.
- Xác định được dạng của chi tiết gia công.
Trục: làm việc bề mặt ngoài.
- Nguyên công đầu tiên là nên tạo lỗ tâm(vì chuẩn thống nhất là 2 lổ tâm).
- Lỗ tâm là chuẩn thống nhất( 3 bậc); đầu còn lại chống tâm(2 bậc).
- Lựa chọn bề mặt ưu tiên gia công trước.
- Gia công từ bề mặt quan trọng đến bề mặt không quan trọng.
- Nhưng chi tiết dạng trục bậc thì gia công các bề mặt trục bậc trước rồi đến bề mặt quan trọng.
- Kiểm tra khả năng sản xuất của cơ sở.
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
- Xác định đường lối phân tán hoặc tập trung nguyên công.
- Không tập trung nguyên công, cần phối hợp giữa tập trung nguyên công và phân tán nguyên công sao cho đạt hiệu quả nhất.
- Dùng phương pháp” tự động đạt kích thước” ở tất cả các nguyên công; trừ ở những nguyên công mài và nguyên công tiện ren.
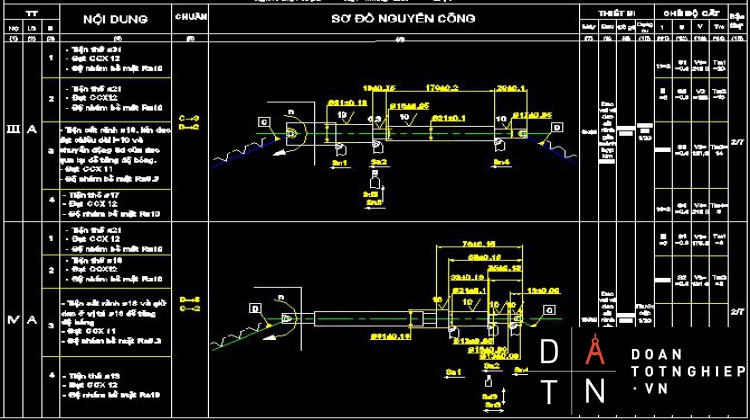
- Lập sơ đồ nguyên công.
- Quy trình công nghệ gia công cơ.
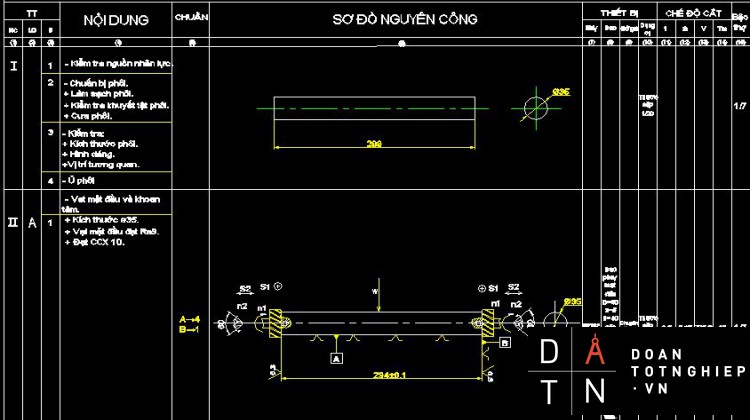
- Nguyên công I.
- Kiểm tra nguồn nhân lực.
- Làm sạch, kiểm tra phôi.
- Cưa phôi: đạt kích thước chiều dài 299 mm, Ø35.
- Kiểm tra kích thước phôi.
- Ủ phôi.
- Nguyên công II.
- Vạt mặt đầu và khoan tâm.
- Đạt kích thước Ø35.
- Vạt mặt đầu đạt Ra6.3.
- Đạt CCX 4.
- Dùng dao phay mặt đầu D = 150, z = 10, B = 10 gắn mảnh hợp kim cứng T15k6 và mũi khoan tâm.
- Gia công trên máy phay MP76P.
- Định vị:
- Mặt trụ A định vị 4 bậc ( dùng khối V dài định vị 4 bậc bởi vì chi tiết gia công dạng trục dài).
- Mặt B định vị 1 bậc ( dùng chốt đỡ định vị để đạt kích thước cần gia công).
- Kẹp chặc: sử dụng cơ cấu kẹp chặc bằng khối V hứng vào mặt trụ A(mặt định vị chính).
- Chế độ cắt (tra bảng chế độ cắt gia công cơ khí).
- t = 2,5 mm
- Chọn S:
(Bảng 16.5) → Sz = 0,15 – 0,2 mm/răng.
Chọn St = Smin = 0,15 mm/răng.
- Chọn V.
(Bảng 2.5) D = 80 → T = 180’
(Bảng 34.5) → x =282- (282-249)
x = 268,8(mm/ph).
(Bảng 34b.5) → K1= 1,26
(Bảng 35.5) không có trong thực tế.
(Bảng 36.5)T15k6 → K2= 1
(Bảng 37.5) không có vỏ cứng và cán K3= 1
(Bảng 38.5) B/D = 0,5 → K4 = 1
(Bảng 39.5) φ0 = 0 (phay tinh)
.......................................................
- Chọn S:
(Bảng 16.1) → Sz = 2,2 - 3 mm/v.
(Bảng 21.1) → Sz = 2,6.1,2.1=3,12 mm/v.
(Bảng 25.1) → Sz = 0,4 – 0,5 mm/v.
→ St = Smin = 0,4 mm/v.
- Chọn V.
(Bảng 35.1) → t=1,4
x =330- (330 - 260)
x = 293,8(mm/ph).
(Bảng36.1) → K1= 1
(Bảng 37.1) φ = 90O → K2 = 0,82
(Bảng 38.1)T5k10 → K3= 1
(Bảng 39.1) không có vỏ cứng → K4= 1
(Bảng 40.1) d/D = 30/31=0,97 → K5 = 0,85
V = x .K1.K2.K3.K4.K5= 204,8(mm/ph)
→ n = = = 3105,8 (v/ph)
Tra TMM → nt = 2000 (v/ph)
→ Vt = = = 131,88 (mm/ph).
- Bước 2:
- Tiện tinh Ø20.
- Đạt CCX 10.
- Độ nhám Ra6.3.
- Dùng dao vai gắn mảnh hợp kim cứng T5k10.
- Gia công trên máy tiện 1K62.
- Thông số máy:
- Chiều cao tâm 200mm-khoảng cách giữa 2 tâm đến 1400mm.
- Công suất động cơ:8kW.
- Hiệu suất máy n=0.75.
- Đường kính lỗ suốt trục chính 45mm.
- Côn mooc số 5.
- Số vòng quay trục chính: 12,5-2000v/p.
- Lượng tiến dọc: 0,07-4,16.
- Lượng tiến ngang: 0,035-2,08.
- Lực cho phép cơ cấu chạy dao Px=360KG.
- Định vị:
- Mặt lỗ tâm D định vị 3 bậc.
- Mặt lỗ C định vị 2 bậc.
- Chi tiết gia công dạng trụ dài: chống tâm 2 đầu(sử dụng mũi chống tâm quay), và sử dụng tóc kẹp.
- Chế độ cắt (tra bảng chế độ cắt gia công cơ khí).
- t = 0,4 mm
- Chọn S:
(Bảng 16.1) → Sz = 2,2 - 3 mm/v.
(Bảng 21.1) → Sz = 2,6.1,2.1=3,12 mm/v.
(Bảng 25.1) → Sz = 0,3 – 0,4 mm/v.
→ St = Smin = 0,3 mm/v.
- Chọn V.
(Bảng 35.1) → t=1,4
x =330- (330 - 260)
x = 293,8(mm/ph).
(Bảng36.1) → K1= 1
(Bảng 37.1) φ = 90O → K2 = 0,82
(Bảng 38.1)T5k10 → K3= 1
(Bảng 39.1) không có vỏ cứng → K4= 1
(Bảng 40.1) d/D = 30/31=0,97 → K5 = 0,85
V = x .K1.K2.K3.K4.K5= 204,8(mm/ph)
→ n = = = 4076,4 (v/ph)
Tra TMM → nt = 2000 (v/ph)
→ Vt = = = 100,48(mm/ph).
- Bước 3:
- Tiện tinh Ø12.
- Đạt CCX 10.
- Độ nhám Ra6.3.
- Dùng dao cắt rảnh gắn mảnh hợp kim cứng T5k10.
- Gia công trên máy tiện 1K62.
- Thông số máy:
- Chiều cao tâm 200mm-khoảng cách giữa 2 tâm đến 1400mm.
- Công suất động cơ:8kW.
- Hiệu suất máy n=0.75.
- Đường kính lỗ suốt trục chính 45mm.
- Côn mooc số 5.
- Số vòng quay trục chính: 12,5-2000v/p.
- Lượng tiến dọc: 0,07-4,16.
- Lượng tiến ngang: 0,035-2,08.
- Lực cho phép cơ cấu chạy dao Px=360KG.
- Định vị:
- Mặt lỗ tâm D định vị 3 bậc.
- Mặt lỗ C định vị 2 bậc.
- Chi tiết gia công dạng trụ dài: chống tâm 2 đầu(sử dụng mũi chống tâm quay), và sử dụng tóc kẹp.
- Chế độ cắt (tra bảng chế độ cắt gia công cơ khí).
- t = 0,5 mm
- ..........................................................................








