THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ GIA CÔNG CƠ CHI TIẾT THÂN BƠM BÁNH RĂNG CT
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ GIA CÔNG CƠ CHI TIẾT THÂN BƠM BÁNH RĂNG CT
TÍCH CHI TIẾT GIA CÔNG .............................................................. 5
CHƯƠNG II : CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ LƯỢNG DƯ GIA CÔNG ................................................................................ 14
CHƯƠNG III : LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.............................................................................................................. 17
CHƯƠNG IV : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ 17
CHƯƠNG V : TÍNH TOÁN THIẾT KẾ ĐỒ GÁ.................................. 88
KẾT LUẬN........................................................................................... 99
TÀI LIỆU THAM KHẢO.................................................................... 100
CHƯƠNG I : PHÂN TÍCH CHI TIẾT GIA CÔNG
I.Phân tích công dụng và vật liệu chi tiết gia công.
1.Phân tích công dụng
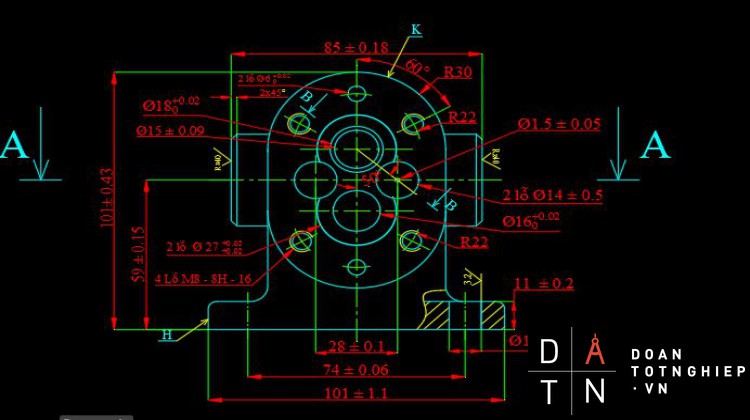
- Tên chi tiêt: Thân bơm bánh răng.
- Công dụng: Là bộ phận nâng đỡ , lắp các chi tiết khác lên, nó tạo buồng chứa dầu để vận chuyển dầu và tạo áp suất cao.
- Phân tích vật liệu chế tạo chi tiết gia công
vKí hiệu và thành phần hóa học.
- Kí hiệu: GX 15 – 32 ( = 150N/, 320N/)
- Thành phần hóa học: Gang xám là hợp chất của sắt (Fe) và lưu huỳnh ( S) cùng với các nguyên tố khác với hàm lượng như sau:
Cacbon ( C ) : 2,8 – 3,5 %
Silic ( Si ) : 1,5 – 3%
Mangan ( Mn ) : 0,5 – 1%
Photpho ( P) : 0,1 – 0,25
Lưu huỳnh ( S) : 0,1 – 0,12%
vTính chất:
Do hình dạng và tính chất cơ học của graphit ( có độ bền cơ học kém ) do đó gang xám có dộ bền kéo nhỏ, độ dai và độ dẻo kém. Tuy nhiên graphit có ưu điểm làm tăng độ chịu mài mòn của gang, có tác dụng như chất bôi trơn, làm cho phoi gang dễ bị vụn khi cắt gọt, dập tắt rung động, làm giảm độ co ngót khi đúc.
vCông dụng:
Gang xám thường được dùng để chế tạo các chi tiết chịu tải trong nhỏ và ít bị va đập như : thân máy, bệ máy, ống nước,… do chịu ma sát tốt nên đôi khi gang xám dùng để chế tạo các ổ trục tốc độ thấp.
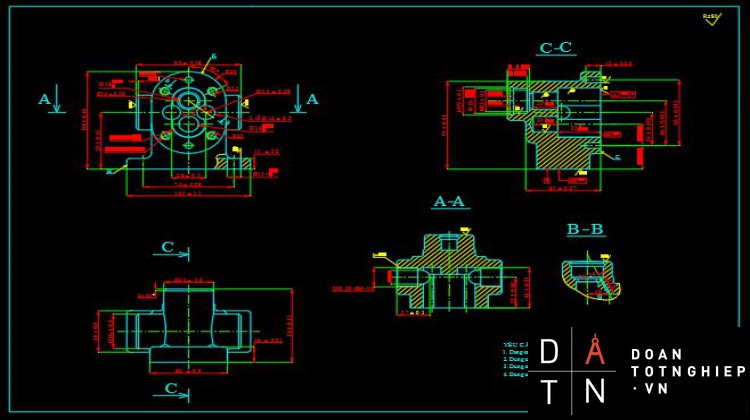
II.Phân tích kết cấu hình dạng chi tiết gia công
- Chi tiết thuộc dạng hộp.
- Những bề mặt làm việc :
- Bề mặt lỗ , , độ nhám Ra 3.2
- Mặt C dung sai độ phẳng ≤ 0.02, Ra 3.2
- Mặt D dung sai độ phẳng ≤ 0.02, Rz 40
- Bề mặt lỗ độ nhám Ra 3.2
- Bề mặt lỗ độ nhám Ra 2.5
III.Phân tích độ chính xác gia công
- Độ chính xác kích thước : (tra bảng 1.4/trang4 BTDSLG)
`
a) Các kích thước có sai lệch chỉ dẫn :
- Kích thước đường kính :
Kích thước danh nghĩa : DN = 6
Sai lệch trên : es = 0.02
Sai lệch dưới : ei = 0
Dung sai kích thước : = ES - EI = 0.02 - 0 =0.02
Độ chính xác về đường kính lỗ đạt cấp chính xác 8
Miền dung sai kích thước trục H8 : vậy → H8.
- Kích thước đường kính lỗ
Kích thước danh nghĩa : DN = 18
Sai lệch trên : ES = 0.02
Sai lệch dưới : EI = 0
Dung sai kích thước : = ES – EI =0.02 - 0 =0.02
Độ chính xác về đường kính lỗ đạt cấp chính xác 7
Miền dung sai kích thước lỗ H7 : vậy → 18H7.
- Kích thước đường kính lỗ :
Kích thước danh nghĩa : DN = 16
Sai lệch trên: ES = 0.02
Sai lệch dưới: EI =0
Dung sai kích thước : = ES - EI = 0.02 - 0 =0.02
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
Miền dung sai kích thước lỗ H7 : vậy → 16 H7.
- Kích thước đường kính lỗ
Kích thước danh nghĩa : DN = 26
Sai lệch trên : ES = - 0.014
Sai lệch dưới : EI = - 0.035
Dung sai kích thước : = ES – EI = -0.02 –(-0.04) = 0.02
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
Miền dung sai kích thước lỗ P7 vậy → 26 P7.
- Kích thước đường kính lỗ
Kích thước danh nghĩa : DN = 27
Sai lệch trên : ES = 0.05
Sai lệch dưới : EI = 0.02
Dung sai kích thước : = ES – EI = 0.05 – 0.02 = 0.03
Độ chính xác về kích thước lỗ đạt cấp chính xác 8
Miền dung sai kích thước lỗ F8 vậy → 27 F8.
- Kích thước đường kính lỗ
Kích thước danh nghĩa : DN = 11
Sai lệch trên : ES = 0.03
Sai lệch dưới : EI = 0
Dung sai kích thước : = ES – EI = 0.03 – 0 = 0.03
Độ chính xác về kích thước lỗ đạt cấp chính xác 8.
Miền dung sai kích thước lỗ H8 vậy → 11 H8.
- Kích thước
Kích thước danh nghĩa : DN = 16
Sai lệch trên : ES = 0.02
Sai lệch dưới : EI = - 0.02
Dung sai kích thước : = ES – EI = 0.02 – ( - 0.02) = 0.04
Độ chính xác về kích thước đạt cấp chính xác 9.
- Kích thước đường kính lỗ 0.1
Kích thước danh nghĩa : DN = 29
Sai lệch trên : ES = 0.1
Sai lệch dưới : EI = - 0.1
Dung sai kích thước : = ES - EI = 0.1 – ( - 0.1 ) = 0.2
Độ chính xác về kích thước lỗ đạt cấp chính xác 12.
Miền dung sai kích thước lỗ H12 vậy 0.1 → 29 H12
- Kích thước
Kích thước danh nghĩa : DN = 35
Sai lệch trên : ES = 0
Sai lệch dưới : EI = -0.25
Dung sai kích thước : = ES – EI = 0 –(- 0.25) = 0.25
Độ chính xác về kích thước đạt cấp chính xác 12.
- Kích thước
Kích thước danh nghĩa : DN = 20
Sai lệch trên : ES = 0
Sai lệch dưới : EI = - 0.21
Dung sai kích thước : = ES – EI = 0 – ( -0,21) = 0.21
Độ chính xác về kích thước đạt cấp chính xác 12.
- Kích thước 0.09
Kích thước danh nghĩa : DN = 18
Sai lệch trên : ES = 0.09
Sai lệch dưới : EI = - 0.09
Dung sai kích thước : = ES – EI = 0,09 – ( -0.09) = 0.18
Độ chính xác về kích thước đạt cấp chính xác 12.
b) Các kích thước không chỉ dẫn :
vCác kích thước không chỉ dẫn dung sai sau đây , giới hạn bởi hai bề mặt gia công nên có cấp chính xác 12 :
- Kích thước cấp chính xác 12. Theo bảng 1.4 trang 11 sách STDSLG ta được IT = 0.2
Kích thươc đầy đủ: 01
- Kích thước cấp chính xác 12, IT =0.18
Kích thước đầy đủ ± 0.09
- Kích thước cấp chính xác 12, IT = 0.18
Kích thước đầy đủ ± 0.09
- Kích thước cấp chính xác 12, IT = 0.1
Kích thước đầy đủ ± 0.05
- Kích thước 12 cấp chính xác 12, IT = 0.18
Kích thước đầy đủ 12± 0.09
- Kích thước 18 cấp chính xác 12, IT = 0.18
Kích thước đầy đủ ± 0.09
- Kích thước cấp chính xác 12, IT = 0.1
Kích thước đầy đủ ± 0.05
- Kích thước cấp chính xác 12, IT = 0.1
Kích thước đầy đủ ± 0.05
- Kích thước cấp chính xác 12, IT = 0.3
Kích thước đầy đủ ± 0.15
- Kích thước cấp chính xác 12, IT = 0.36
Kích thước đầy đủ ± 0.18
v Các kích thước không chỉ dẫn dung sai sau đây giới hạn bởi một mặt gia công và một mặt không gia công nên có cấp chính xác 14:
- Kích thước 11 cấp chính xác 14, IT = 0.43
Kích thước đầy đủ 11 ± 0.21
- Kích thước 16 cấp chính xác 14, IT = 0.43
Kích thước đầy đủ 16 ± 0.21
- Kích thước 61 cấp chính xác 14, IT = 0.74
Kích thước đầy đủ 61 ± 0.37
- Kích thước 42 cấp chính xác 14, IT = 0.62
Kích thước đầy đủ 42 ± 0.31
v Các kích thước không chỉ dẫn dung sai sau đây giới hạn bởi hai bề mặt không gia công nên có cấp chính xác 16:
- Kích thước cấp chính xác 16, IT = 1.6
Kích thước đầy đủ ± 0.8
- Kích thước cấp chính xác 16, IT = 1.6
Kích thước đầy đủ ± 0.8
- Kích thước 63 cấp chính xác 16, IT = 1.9
Kích thước đầy đủ 63 ± 0.95
- Kích thước 101 cấp chính xác 16, IT = 2.2
Kích thước đầy đủ 101 ± 1.1
- Kích thước 43 cấp chính xác 16, IT = 1.6
Kích thước đầy đủ 43 ± 0.8
2.Độ chính xác về hình dạng hình học
- Độ không phẳng của mặt D ≤ 0.025
- Độ không phẳng của mặt C ≤ 0.02
3.Độ chính xác về vị trí tương quan
- Đảm bảo độ không đồng trục giữa các đường kính ≤ 0.025
- Đảm bảo độ không đồng trục giữa các đường kính ≤ 0.025
- Đảm bảo độ vuông góc giữa của tâm các hệ lỗ trên mặt C đối với mặt C ≤ 0.02
4.Chất lượng nhám bề mặt
- Sai lệch trung bình số học của profin ( Ra ) : là trị số số học trung bình của các giá trị tuyệt đối của sai lệch profin trong khoảng chiều dài chuẩn.
- Lỗ sau khi gia công đạt độ nhám Ra 2.5 µm theo TCVN 2511 – 78 đạt cấp độ nhám 6.
- Lỗ , , ± 0.1, , sau khi gia công đạt độ nhám Ra 3.2 µm theo TCVN 2511 – 78 đạt cấp độ nhám 5.
- Bề mặt C sau khi gia công đạt độ nhám Ra 3.2 µm theo TCVN 2511 – 78 đạt cấp độ nhám 5.
- Chiều cao mấp mô của profin theo 10 điểm ( Rz ) : Là trị số trung bình của tổng các giá trị tuyệt đối của chiều cao năm đỉnh cao nhất và chiều sâu của năm đáy thấp nhất của profin trong khoảng dài tiêu chuẩn.
- Bề mặt D sau khi gia công đạt độ nhám Rz 40 µm theo TCVN 2511 – 78 đạt cấp độ nhám 4.
- Mặt đầu , sau khi gia công đạt độ nhám Rz 40 µm theo TCVN 2511 – 78 đạt cấp độ nhám 4.
- Xác định sản lượng năm
-Tính khối lượng:
: khối lượng riêng gang xám( 7.03 – 7.19 ) kg/
=0,22
=7.03 = 0,22 7,03 = 1,55 kg.
-Tra bảng dạng sản xuất va xác định sản lượng hàng năm :
=1,55kg
-Dạng sản xuất : Hàng loạt vừa
-Sản lượng hàng năm của chi tiết : 500 – 5000 ( chi tiết )
CHƯƠNG II: CHỌN PHÔI , PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
1.Chọn phôi.
- Dạng sản xuất : dạng sản xuất hàng loạt vừa , trang thiết bị tự chọn.
- Hình dạng chi tiết gia công : thuộc dạng hộp.
- Vật liệu : gang xám GX15 - 32
- Có các loại phôi: phôi đúc , cán , rèn
Phôi đúc: là loại phôi chế tạo băng phương pháp đúc , kim loại và hợp kim nào cũng đúc được. có thể đúc chi tiết có hình dạng từ đơn giản đến phức tạp, độ chính xác phụ thuộc vào cách chế tạo khuôn. Phương pháp đúc trong khuôn cát có phạm vi ứng dụng rộng , phí chế tạo phôi thấp , chế tạo phôi có kết cấu phức tạp.
Phôi rèn: là loại phôi chế tạo băng phương pháp rèn , gang không rèn được vì gang không có biến dạng dẻo.rèn khuôn có độ chính xác cao hơn , năng xuất cao nhưng phôi rèn phụ thuộc vào độ chính xác của khuôn , khi rèn khuôn phải có khuôn chuyên dùng cho từng loại chi tiết . phương pháp này khó đạt được các kích thước với cấp chính xác 7-8 ở những những chi tiết có hình dạng phức tạp.
Phôi cán : là loại phôi chế tạo băng phương pháp cán , là loại phôi được tiêu chuẩn hóa được chế tạo ở các nhà máy chuyên môn hóa , có phôi cán nóng và phôi cán nguội , gang không cán được.
vVới những dặc điểm trên ta chọn phôi đúc :
- Phù hợp với sản xuất .
- Giá thành chế tạo vật đúc rẻ.
- Vật liệu là gang xám.
- Chi tiết thuộc dạng hộp.
vPhương pháp chế tạo phôi: đúc trong khuôn cát , làm khuôn bằng máy, mẫu kim loại, vật đúc đạt CCX 2.
- Xác dịnh lượng dư, bản vẽ lồng phôi.
a) Xác định kích thước danh nghĩa:
Để xác định kích thước danh nghĩa của phôi ta phải xác định lượng dư gia công, ta căn cứ vào các yếu tố sau :
- Đúc trong khuôn cát
- Cấp chính xác phôi đúc : cấp II
- Kích thước lớn nhất chi tiết gia công : 101 ( mm )
b)Xác định lượng dư
Tra bảng 3 – 95 sách sổ tay công nghệ chế tạo máy tập 1 trang 252 : Lượng dư gia công của vật đúc cấp chính xác II ( mm ). Ta có lượng dư của các kích thước như sau :
Đối với mặt D có kích thước lớn nhất của chi tiết là 101 mm , kích thước danh nghĩa 101mm với vị trí khi rót kim loại là mặt bên có lượng dư t = 3mm.
Đối với mặt C có kích thước lớn nhất của chi tiết là 76 mm , kích thước danh nghĩa 101mm với vị trí khi rót kim loại là mặt bên có lượng dư t = 3mm.
Đối với mặt đầu có kích thước lớn nhất của chi tiết là 76 mm , kích thước danh nghĩa 101mm với vị trí khi rót kim loại là mặt bên có lượng dư t = 3mm.
Đối với mặt đầu có kích thước lớn nhất của chi tiết là 85 mm , kích thước danh nghĩa 101mm với vị trí khi rót kim loại là mặt trên có lượng dư t = 4mm.
Đối với mặt đầu có kích thước lớn nhất của chi tiết là 76 mm , kích thước danh nghĩa 101mm với vị trí khi rót kim loại là mặt dưới có lượng dư t = 3 mm.
Lỗ , đúc rỗng lõi chính xác lượng dư t = 2.
- Tính hệ số sử dụng vật liệu :
K = K > 0.7thì đạt yêu cầu
- Mct : Khối lượng chi tiết gia công = 1,55 kg
- Mphôi : Khối lượng phôi
-Tính khối lượng phôi:
: khối lượng riêng gang xám( 7.03 – 7.19 ) kg/
= 0,28
=7.03 = 0,28 7,03 = 1,97 kg.
=>K = = 0.79 đạt yêu yều sử dụng vật liệu.
CHƯƠNG III: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
CHƯƠNG IV: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
Nguyên công I : Chuẩn bị phôi
- Làm sạch phôi
- Làm sạch cát trên bề mặt phôi
- Cắt bỏ phần thừa đậu ngót đậu rót
2. Kiểm tra phôi
- Kiểm tra khuyết tật phôi
- Kiểm tra kích thước
- Kiểm tra hình dáng
3. Ủ phôi
Nguyên công II : Phay thô mặt D
vPhay thô mặt D đạt kích thước , Rz 40.
- Chuẩn gia công:
- Mặt trụ hạn chế 4 bậc tự do : tịnh tiến Oz, tịnh tiến Ox, xoay quanh Ox, xoay quanh Oz.
- Mặt H hạn chế 1 bậc tự do : xoay quanh Oy.
- Mặt C hạn chế 1 bậc tự do : tịnh tiến Oy.
- Chọn máy: Sử dụng máy phay đứng 6 H12.
- Bề mặt làm việc của bàn: 320
- Công suất động cơ: 7 kW
- Hiệu suất máy: 0.75
- Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-960-1500
- Lực cắt lớn nhất cho phép: 1500 KG
- Chọn dao: Tra bảng 4-94/176 sổ tay CNCTM1 chọn dao phay mặt đầu chắp mãnh hợp kim cứng BK6, D=125mm , B=42mm, Z=12.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
1.Chiều sâu cắt t = 3mm
2.Bước tiến S:
- Bước tiến tính theo sức bền mảnh hợp kim, tra bảng 6-5/124 sổ tay CĐCGCCK chọn Sz = 0,24 mm/răng.
- Tài liệu sách Nguyên lý cắt Kim Loại của Thầy LƯU CHÍ ĐỨC thấy φ = 150 đối với dao phay mặt đầu ( φ càng nhỏ càng làm tăng độ cứng và tuổi bền của dao ) => K = 2.8.
=> Sz = 0.24 2.8 = 0.67 ( mm/răng)
3. Vận tốc cắt
V = ( m/ph ).
Tra bảng 1-5/ 119 sổ tay CĐCGCCK:
=> CV = 445, qv = 0.2, xv = 0.15, yv = 0.35, uv = 0.2, pv = 0, m = 0.32
Kv = Kmv Knv Kuv
Theo bảng 2-5/122 sổ tay CĐCGCCK
T = 180p
Bảng 2-1 : Kmv = =1.14
Bảng 7-1 : Knv = 0.7
Bảng 8-1 : Kuv = 1 => Kv = 0.798
=>V = 68.6 (m/ph)
- Số vòng quay n:
= 174.7 (v/p)
Tra thuyết minh máy trang 221 sổ tay CĐCGCCK chọn n = 190 (v/p)
= > (m/p)
4 . Lượng chạy dao phút và lượng chạy dao răng thực tế
Sm = Sz nt Z = 1527.6 ( mm/p)
Tra thuyết minh thư máy chọn Smt = 1500 (mm/p)
=> Szt = = 0.66 (mm/r).
5. Lực cắt Pz
Tính =
Tra bảng 3.5/122 sổ tay CĐCGCCK :
= 54.5 , = 0.9, = 0.74, = 1, = 0, = 1
0,9
= > = 765 KG
6. Công suất cắt:
> Nm = 7kW máy làm việc không an toàn.
7. Chọn lại n = 190 v/p
=> = 74.6 (v/p)
Lượng chạy dao thực tế :
Sm = Sz nt Z = 1527.6 ( mm/p)
Tra thuyết minh thư máy chọn Smt = 960 (mm/p)
=> Szt = = 0.42 (mm/r).
Tính = = 560 KG
Công suất cắt:
< Nm = 7kW
Vậy máy làm việc an toàn.
8.Thời gian gia công:
L1 = 0.5 ( D - ) + 0.5 ( L = 43 )
= 26.1
L2 = 1 mm
T0 = 0.07 (p) = 4.2 (s)
Nguyên công III : Phay thô mặt C
vPhay thô mặt C đạt kích thước (mm) Rz 40.
- Chuẩn gia công:
- Mặt D hạn chế 3 bậc tự do : tịnh tiến Ox, xoay quanh Oz, xoay quanh Oy.
- Mặt đầ hạn chế 2 bậc tự do : xoay quanh Ox, tịnh tiến Oz.
- Mặt trụ hạn chế 1 bậc tự do : tịnh tiến Oy.
- Chọn máy: Sử dụng máy phay đứng 6 H12.
- Bề mặt làm việc của bàn: 320
- Công suất động cơ: 7 kW
- Hiệu suất máy: 0.75
- Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-960-1500
- Lực cắt lớn nhất cho phép: 1500 KG
- Chọn dao: Tra bảng 4-95/176 sổ tay CNCTM1 chọn dao phay mặt đầu chắp mãnh hợp kim cứng BK6, D=100mm , B=50mm, Z=8.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
1.Chiều sâu cắt t = 2mm
2.Bước tiến S:
- Bước tiến tính theo sức bền mảnh hợp kim, tra bảng 6-5/124 sổ tay CĐCGCCK chọn Sz = 0,24 mm/răng.
- Tài liệu sách Nguyên lý cắt Kim Loại của Thầy LƯU CHÍ ĐỨC thấy φ = 150 đối với dao phay mặt đầu ( φ càng nhỏ càng làm tăng độ cứng và tuổi bền của dao ) => K = 2.8.
=> Sz = 0.24 2.8 = 0.67 ( mm/răng)
3. Vận tốc cắt
Theo bảng 2-5/122 sổ tay CĐCGCCK
T = 180p
Tra bảng 40-5/138 sổ tay CĐCGCCK
Chọn V = 126 (m/p)
Bảng 41-5 : K = 1.12
Bảng 42-5 : K = 0.7
Bảng 43-5 : K = 1
Bảng 44-5 : K = 0.8
Bảng 45-5 : K = 0.89
Bảng 46-5 ; K = 1.1 (φ = 150 )
=>V = 77( m/p)
- Số vòng quay n:
= 245 (v/p)
Tra thuyết minh máy trang 221 sổ tay CĐCGCCK chọn n = 235 (v/p)
= > (m/p)
4 . Lượng chạy dao phút và lượng chạy dao răng thực tế
Sm = Sz nt Z = 1128 ( mm/p)
Tra thuyết minh thư máy chọn Smt = 960 (mm/p)
=> Szt = = 0.5 (mm/r).
5. Lực cắt Pz
Tính =
Tra bảng 3.5/122 sổ tay CĐCGCCK :
= 54.5 , = 0.9, = 0.74, = 1, = 0, = 1
0,9
= > = 372.6 KG
6. Công suất cắt:
< Nm = 7kW
Máy làm việc an toàn.
7.Thời gian gia công:
L1 = 0.5 ( D - ) + 0.5 ( L = 60 )
= 24.1
L2 = 1 mm
T0 = 0.08 (p) = 4.8 (s).
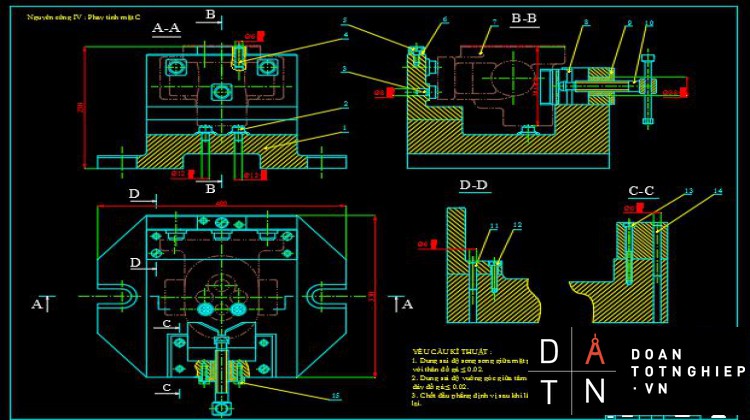
Nguyên công IV : Phay tinh mặt C
vPhay tinh mặt C đạt kích thước ( mm) Ra 3.2
- Chuẩn gia công:
- Mặt D hạn chế 3 bậc tự do : tịnh tiến Ox, xoay quanh Oz, xoay quanh Oy.
- Mặt K hạn chế 2 bậc tự do : xoay quanh Ox, tịnh tiến Oz.
- Mặt trụ hạn chế 1 bậc tự do : tịnh tiến Oy.
- Chọn máy: Sử dụng máy phay đứng 6 H12.
- Bề mặt làm việc của bàn: 320
- Công suất động cơ: 7 kW
- Hiệu suất máy: 0.75
- Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-960-1500
- Lực cắt lớn nhất cho phép: 1500 KG
- Chọn dao: Tra bảng 4-95/176 sổ tay CNCTM1 chọn dao phay mặt đầu chắp mãnh hợp kim cứng BK6, D=100mm , B=50mm, Z=8.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
1.Chiều sâu cắt t = 1mm
2.Bước tiến S:
- Bước tiến tính theo sức bền mảnh hợp kim, tra bảng 5-37/31 sổ tay CNCTM2 chọn S = 0,5 ( mm/v) .
3. Vận tốc cắt
Theo bảng 2-5/122 sổ tay CĐCGCCK
T = 180p
Tra bảng 40-5/138 sổ tay CĐCGCCK
Chọn V = 126 (m/p)
Bảng 41-5 : K = 1.12
Bảng 42-5 : K = 0.7
Bảng 43-5 : K = 1
Bảng 44-5 : K = 1
Bảng 45-5 : K = 0.89
Bảng 46-5 ; K = 1.1 (φ = 150 )
=>V = 96.7( m/p)
- Số vòng quay n:
= 307 (v/p)
Tra thuyết minh máy trang 221 sổ tay CĐCGCCK chọn n = 300 (v/p)
= > (m/p)
4 . Lượng chạy dao phút và lượng chạy dao răng thực tế
Sm = S nt = 150 ( mm/p)
Tra thuyết minh thư máy chọn Smt = 150 (mm/p)
=> Szt = = 0.06 (mm/r).
5. Lực cắt Pz
Tính =
Tra bảng 3.5/122 sổ tay CĐCGCCK :
= 54.5 , = 0.9, = 0.74, = 1, = 0, = 1
0,9
= > = 36 KG
6. Công suất cắt:
< Nm = 7kW
Máy làm việc an toàn.
7.Thời gian gia công:
L1 = 0.5 ( D - ) + 0.5 ( L = 60 )
= 24.1
L2 = 1 mm
T0 = 0.57 (p) = 34 (s).
Nguyên công V : Khoan – Doa 2 lỗ
1.Khoan lỗ đạt kích thước ± 0.06, L = 12 ± 0.09 (mm) Rz40
2.Khoan lỗ đạt kích thước ± 0.06, L = 12 ± 0.09 (mm) Rz40
3.Doa lỗ đạt kích thước , L = 12 ± 0.09 (mm) Ra 2.5
4.Doa lỗ đạt kích thước , L = 12 ± 0.09 (mm) Ra 2.5
- Chuẩn gia công:
- Mặt D hạn chế 3 bậc tự do : tịnh tiến Oy, xoay quanh Oz, xoay quanh Ox.
- Mặt C hạn chế 2 bậc tự do : xoay quanh Oy, tịnh tiến Oz.
- Mặt K hạn chế 1 bậc tự do : tịnh tiến Ox.
- Chọn máy: chọn máy khoan cần 2A55
- Đường kính lớn nhất khi khoan thép ( = 60 KG/ mm2 ): 50 mm
- Công suất đầu khoan: 4.5kw
- Số vòng quay trục chính: 30-37.5-47.5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700 (v/ph)
- Bước tiến một vòng quay trục chính: 0.05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2 (mm/vòng)
- Moment xoắn lớn nhất 75 KGm – Lực dọc trục lớn nhất 2000KG.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
vBước 1 : Khoan lỗ đạt kích thước ± 0.06, L = 12 ± 0.09 (mm) Rz40
Chọn dao : mũi khoan thép gió P18, D = 5.8 mm
1 . Chiều sâu cắt
t = 2,9mm.
2. Bước tiến S Tra bảng 8-3/88 CĐCGCCK
S = 0,27 mm/v. Tra TMT máy lấy S =0,28mm/v
3.Tính vận tốc
V =
Tra bảng 3-3/84 CĐCGCCK :
Cv = 14,7 zv = 0,25 yv = 0,55 m = 0,125 xv = 0
Bảng 4-3 T = 20
Bảng 5-3 Kmv = 1.13
Bảng 6-3 Kiv = 1
Bảng 7-1 Knv =0,9
Do đó Kv= Kmv ×Kiv×Knv ×Kuv = 1.02
Thay vào:
V = ×1.02 = 32.2 (m/p)
- Số vòng quay n:
= 1767 (v/p)
Tra TMT máy chọn n = 1700 (v/p)
Vt = = 31( m/p)
4.Lực cắt và momen xoắn
(1)
(2)
Tra bảng 7.3/trang87 chế độ cắt gia công cơ khí:
,
Tra bảng (12-1) và (13-1) trang 21 chế độ cắt gia công cơ khí:
Kmp = Kmm== 0.93
Thế vào (1) và (2) ta được: = 42.7 83 (KG)
Tra TMM máy khoan cần 2A55: =2000 KG
Vậy máy làm việc an toàn.
M=0.0210.24 (KGm)
Tra TMM máy khoan cần 2A55: M < =75 KGm. Đảm bảo an toàn
5. Công suất khi khoan:
N=
So với công suất máy [N] = 4.5 kW đảm bảo an toàn.
6.Thời gian gia công :
To= = 2.2 (s)
vBước 2 : Khoan lỗ đạt kích thước ± 0.06, L = 12 ± 0.09 (mm) Rz40
Tương tự bước 1.
vBước 3: Doa lỗ đạt kích thước , L = 12 ± 0.09 (mm) Ra 2.5
Chọn dao : mũi doa thép gió P18, D = 6mm.
1 . Chiều sâu cắt
t = 0.1mm.
2. Bước tiến S Tra bảng 10-3/90 CĐCGCCK
S = 2.2 mm/v. Tra TMT máy lấy S =2,2 mm/v
3.Tính vận tốc
V =
Tra bảng 3-3/84 CĐCGCCK :
Cv = 15.6 zv = 0.2 yv = 0,5 m = 0,3 xv = 0.1
Bảng 4-3 T = 20
Bảng 5-3 Kmv = 1.13
Bảng 6-3 Kiv = 1
Bảng 7-1 Knv =0,9
Do đó Kv= Kmv ×Kiv×Knv ×Kuv = 1.02
Thay vào:
V = ×1.02 = 7.9 (m/p)
- Số vòng quay n:
= 419 (v/p)
Tra TMT máy chọn n = 375 (v/p)
Vt = = 7( m/p)
4.Lực cắt và momen xoắn khi doa nhỏ nên có thể bỏ qua.
5.Thời gian gia công :
To= = 1.1 (s)
vBước 4: Doa lỗ đạt kích thước , L = 12 ± 0.09 (mm) Ra 2.5
Tương tự bước 3.
Nguyên công VI : Khoan – Taro 4 lỗ M8
- Khoan suốt lỗ M8 đạt kích thước ± 0.07, L = 16 (mm) Rz40.
- Khoan suốt lỗ M8 đạt kích thước ± 0.07, L = 16 (mm) Rz40
- Khoan suốt lỗ M8 đạt kích thước ± 0.07, L = 16 (mm) Rz40.
- Khoan suốt lỗ M8 đạt kích thước ± 0.07, L = 16 (mm) Rz40.
- Taro lỗ M8 – 8H – 16.
- Taro lỗ M8 – 8H – 16.
- Taro lỗ M8 – 8H – 16.
- Taro lỗ M8 – 8H – 16.
- Chuẩn gia công:
- Mặt C hạn chế 3 bậc tự do : tịnh tiến Oz, xoay quanh Oy, xoay quanh Ox.
- 2 lỗ hạn chế 3 bậc tự do : tịnh tiến Ox, tịnh tiến Oy, xoay quanh Oz.
- Chọn máy: chọn máy khoan cần 2A55
- Đường kính lớn nhất khi khoan thép ( = 60 KG/ mm2 ): 50 mm
- Công suất đầu khoan: 4.5kw
- Số vòng quay trục chính: 30-37.5-47.5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700 (v/ph)
- Bước tiến một vòng quay trục chính: 0.05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2 (mm/vòng)
- Moment xoắn lớn nhất 75 KGm – Lực dọc trục lớn nhất 2000KG.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp ; Ren mẫu.
- Chế độ cắt:
vBước 1 : Khoan suốt lỗ M8 đạt kích thước ± 0.07, L = 16 (mm) Rz40.
Chọn dao : mũi khoan thép gió P18, D = 6.6 mm
1 . Chiều sâu cắt
t = 3.3m
2. Bước tiến S Tra bảng 8-3/88 CĐCGCCK
S = 0,36 mm/v. Tra TMT máy lấy S =0,4mm/v
3.Tính vận tốc
V = (m/p)
Tra bảng 3-3/84 CĐCGCCK :
Cv = 17.1 zv = 0.25 yv = 0.4 m = 0.125 xv = 0
Bảng 4-3 T = 20
Bảng 5-3 Kmv = 1.13
Bảng 6-3 Kiv = 1
Bảng 7-1 Knv =0,9
Do đó Kv= Kmv ×Kiv×Knv ×Kuv = 1.02
Thay vào:
V = ×1.02 = 27.7 (m/p)
- Số vòng quay n:
= 1336 (v/p)
Tra TMT máy chọn n = 1180 (v/p)
Vt = = 24.5( m/p)
4.Lực cắt và momen xoắn
(1)
(2)
Tra bảng 7.3/trang 87 chế độ cắt gia công cơ khí:
,
Tra bảng (12-1) và (13-1) trang 21 chế độ cắt gia công cơ khí:
Kmp = Kmm== 0.93
Thế vào (1) và (2) ta được: = 42.7 126 (KG)
Tra TMM máy khoan cần 2A55: =2000 KG
Vậy máy làm việc an toàn.
M=0.0210.4 (KGm)
Tra TMM máy khoan cần 2A55: M < =75 KGm. Đảm bảo an toàn
5. Công suất khi khoan:
N=
So với công suất máy [N] = 4.5 kW đảm bảo an toàn.
6.Thời gian gia công :
To= = 3(s)
vBước 2, bước 3, bước 4 : Khoan suốt lỗ M8 đạt kích thước ± 0.07, L = 16 (mm) Rz40
Tương tự bước 1
vBước 5 : Taro lỗ M8 – 8H – 16
Chọn dao : mũi taro thép gió M8, P = 1.25
1 . Chiều sâu cắt
t = 0.7 mm
2. Bước tiến S = bước ren = 1.25
3.Tính vận tốc .
Tra bảng 5-188/171 sổ tay CNCTM2 V = 9 (m/p)
- Số vòng quay n:
= 358 (v/p)
Tra TMT máy chọn n = 300 (v/p)
Vt = = 7.5 ( m/p)
4.Thời gian gia công :
To =( + ) = 6.7 s
vBước 6 ,bước 7, bước 8: Taro lỗ M8 – 8H – 16.
Tương tự bước 5.
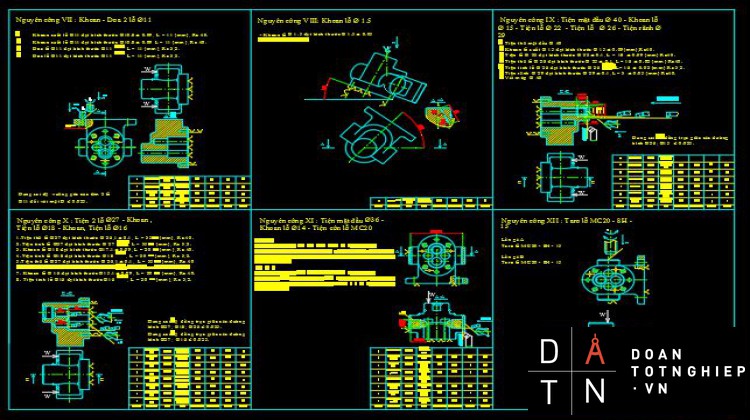
Nguyên công VII : Khoan – Doa 2 lỗ 1
1.Khoan suốt lỗ đạt kích thước ± 0.09, L = 11 (mm) Rz40
2.Khoan suốt lỗ đạt kích thước ± 0.09, L = 11 (mm) Rz40
3.Doa suốt lỗ đạt kích thước , L = 11 (mm) Ra 3.2
4.Doa suốt lỗ đạt kích thước , L = 11 (mm) Ra 3.2
- Chuẩn gia công:
- Mặt C hạn chế 3 bậc tự do : tịnh tiến Oy, xoay quanh Oz, xoay quanh Ox.
- 2 lỗ hạn chế 3 bậc tự do : tịnh tiến Ox, tịnh tiến Oz, xoay quanh Oy.
- Chọn máy: chọn máy khoan cần 2A55
- Đường kính lớn nhất khi khoan thép ( = 60 KG/ mm2 ): 50 mm
- Công suất đầu khoan: 4.5kw
- Số vòng quay trục chính: 30-37.5-47.5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700 (v/ph)
- Bước tiến một vòng quay trục chính: 0.05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2 (mm/vòng)
- Moment xoắn lớn nhất 75 KGm – Lực dọc trục lớn nhất 2000KG.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
vBước 1 : Khoan suốt lỗ đạt kích thước ± 0.09, L = 11 (mm) Rz40.
Chọn dao : mũi khoan thép gió P18, D = 10.8 mm
1 . Chiều sâu cắt
t = 5.4mm
2. Bước tiến S Tra bảng 8-3/88 CĐCGCCK
S = 0,52 mm/v. Tra TMT máy lấy S =0,56mm/v
3.Tính vận tốc
V =
Tra bảng 3-3/84 CĐCGCCK :
Cv = 17.1 zv = 0.25 yv = 0.4 m = 0,125 xv = 0
Bảng 4-3 T = 60
Bảng 5-3 Kmv = 1.13
Bảng 6-3 Kiv = 1
Bảng 7-1 Knv =0,9
Do đó Kv= Kmv ×Kiv×Knv ×Kuv = 1.02
Thay vào:
V = ×1.02 = 23.9 (m/p)
- Số vòng quay n:
= 704.4 (v/p)
Tra TMT máy chọn n = 600 (v/p)
Vt = = 20.4 ( m/p)
4.Lực cắt và momen xoắn
(1)
(2)
Tra bảng 7.3/trang87 chế độ cắt gia công cơ khí:
,
Tra bảng (12-1) và (13-1) trang 21 chế độ cắt gia công cơ khí:
Kmp = Kmm== 0.93
Thế vào (1) và (2) ta được: = 42.7 269.7 (KG)
Tra TMM máy khoan cần 2A55: =2000 KG
Vậy máy làm việc an toàn.
M=0.0211.43 (KGm)
Tra TMM máy khoan cần 2A55: M < =75 KGm. Đảm bảo an toàn
5. Công suất khi khoan:
N=
So với công suất máy [N] = 4.5 kW đảm bảo an toàn.
6.Thời gian gia công :
To= = 3.4 (s)
vBước 2 : Khoan suốt lỗ đạt kích thước ± 0.09, L = 11 (mm) Rz40
Tương tự bước 1.
vBước 3: Doa suốt lỗ đạt kích thước , L = 11 (mm) Ra 3.2
Chọn dao : mũi doa thép gió P18, D = 11mm.
1 . Chiều sâu cắt
t = 0.1mm.
2. Bước tiến S Tra bảng 10-3/90 CĐCGCCK
S = 2.4 mm/v. Tra TMT máy lấy S =2,2 mm/v
3.Tính vận tốc
V =
Tra bảng 3-3/84 CĐCGCCK :
Cv = 15.6 zv = 0.2 yv = 0,5 m = 0,3 xv = 0.1
Bảng 4-3 T = 45
Bảng 5-3 Kmv = 1.13
Bảng 6-3 Kiv = 1
Bảng 7-1 Knv =0,9
Do đó Kv= Kmv ×Kiv×Knv ×Kuv = 1.02
Thay vào:
V = ×1.02 = 6.96 (m/p)
- Số vòng quay n:
= 201 (v/p)
Tra TMT máy chọn n = 190 (v/p)
Vt = = 6.57( m/p)
4.Lực cắt và momen xoắn khi doa nhỏ nên có thể bỏ qua.
5.Thời gian gia công :
To= = 2.1 (s)
vBước 4: Doa suốt lỗ đạt kích thước , L = 11 (mm) Ra 3.2
Tương tự bước 3.
Nguyên công VIII : Khoan lỗ .5
vKhoan suốt lỗ đạt kích thước ± 0.09, L = 37 (mm) Rz40.
- Chuẩn gia công:
- Mặt C hạn chế 3 bậc tự do : tịnh tiến Oz, xoay quanh Ox, xoay quanh Oy.
- 2 lỗ hạn chế 3 bậc tự do : tịnh tiến Ox, tịnh tiến Oy, xoay quanh Oz.
- Chọn máy: chọn máy khoan cần 2A55
- Đường kính lớn nhất khi khoan thép ( = 60 KG/ mm2 ): 50 mm
- Công suất đầu khoan: 4.5kw
- Số vòng quay trục chính: 30-37.5-47.5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700 (v/ph)
- Bước tiến một vòng quay trục chính: 0.05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2 (mm/vòng)
- Moment xoắn lớn nhất 75 KGm – Lực dọc trục lớn nhất 2000KG.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
v Khoan suốt lỗ đạt kích thước ± 0.05, L = 37 (mm) Rz40.
Chọn dao : mũi khoan thép gió BK6 , D = 1.5 mm
1 . Chiều sâu cắt
t = 0.75mm
2. Bước tiến S Tra bảng 8-3/88 CĐCGCCK
S = 0,09 mm/v. Tra TMT máy lấy S =0,05mm/v
3.Tính vận tốc
V =
Tra bảng 3-3/84 CĐCGCCK :
Cv = 34.2 zv = 0.45 yv = 0.43 m = 0,2 xv = 0
Bảng 4-3 T = 20
Bảng 5-3 Kmv = 1.13
Bảng 6-3 Kiv = 0.6
Bảng 7-1 Knv =0,9
Do đó Kv= Kmv ×Kiv×Knv ×Kuv = 0.61
Thay vào:
V = ×0.61 = 33.8 (m/p)
- Số vòng quay n:
= 7172 (v/p)
Tra TMT máy chọn n = 1700 (v/p)
Vt = = 8( m/p)
4.Lực cắt và momen xoắn
(1)
(2)
Tra bảng 7.3/trang87 chế độ cắt gia công cơ khí:
,
Tra bảng (12-1) và (13-1) trang 21 chế độ cắt gia công cơ khí:
Kmp = Kmm== 0.93
Thế vào (1) và (2) ta được: = 42 6.72(KG)
Tra TMM máy khoan cần 2A55: =2000 KG
Vậy máy làm việc an toàn.
M=0.0121.43 (KGm)
Tra TMM máy khoan cần 2A55: M < =75 KGm. Đảm bảo an toàn
5. Công suất khi khoan:
N=
So với công suất máy [N] = 4.5 kW đảm bảo an toàn.
6.Thời gian gia công :
To= = 30 (s)
Nguyên công IX : Tiện mặt đầu – Khoan lỗ - Tiện lỗ - Tiện lỗ - Tiện rãnh.
- Tiện mặt đầu đạt kích thước L = 76 ± 0.15 (mm), Rz40
- Khoan suốt lỗ đạt kích thước ± 0.09, L = 41 ( mm),Rz40
- Tiện lỗ đạt kích thước , L = 18 (mm), Rz40
- Tiện thô lỗ đạt kích thước ± 0.1, L = 16 (mm), Rz40
- Tiện tinh lỗ đạt kích thước , L = 16 (mm), Ra 3.2
- Tiện rãnh đạt kích thước ± 0.1, L = 3 ( mm),Rz40
- Vát mép .
- Chuẩn gia công:
- Mặt C hạn chế 3 bậc tự do : tịnh tiến Oy, xoay quanh Oz, xoay quanh Ox.
- 2 lỗ hạn chế 3 bậc tự do : tịnh tiến Ox, tịnh tiến Oz, xoay quanh Oy.
- Chọn máy: Máy tiện T616
Chiều cao tâm 160 mm – khoảng cách giữa 2 tâm 750 mm công suất động cơ 4.5 Kw . Đường kính lỗ trục chính 35mm – Côn mooc số 5. Số vòng quay trục chính ( v/ph): 44 – 66 – 91 – 120 – 173 – 240 – 350 – 503 – 723 – 958 – 1380 – 1980
Lượng tiến dọc (mm/v) :
0,06 – 0,07 – 0,09 – 0,1 – 0,12 – 0,13 – 0,15 – 0,18 – 0,19 – 0.21 – 0,23 – 0,24 – 0,30 – 0,33 – 0,36 – 0,37 – 0,42 – 0,46 – 0,47 – 0,53 – 0,56 – 0,65 – 0,71 – 0,74 – 0,83 – 0,93 – 1,07 – 1,12 – 1,3 – 1,49 – 1,61 – 1,86 – 2,24 – 2,6 – 3,24.
Lượng tiến ngang (mm/v) :
0,04 – 0,05 – 0,07 – 0,08 – 0,09 – 0,1 – 0,11 – 0,13 – 0,14 – 0,15 – 0,17 – 0,19 – 0,2 – 0,22 – 0,24 – 0,26 – 0,27 – 0,3 – 0,31 – 0,35 – 0,39 – 0,41 – 0,44 – 0,48 – 0,52 – 0,54 – 0,61 – 0,68 – 0,78 – 0,82 – 0,95 – 1.09 – 1,22 – 1,36 – 1,63 – 1,9 – 2,45
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
vBước 1 : Tiện mặt đầu đạt kích thước L = 76 ± 0.15 (mm), Rz40
Chọn dao : Tra bảng 4-4/295 sổ tay CNCTM1 chọn dao tiện đầu cong BK8 H = 25, B = 16, r = 1
- Chiểu sâu cắt t = 3mm
- Bước tiến S:
Cán dao vuông:
S1 = Ypz (mm/vòng)
Bảng ( 11-1)/19 : Cpz = 92 xpz = 1 ypz = 0.75 nz = 0
Kpz = Kmp Kpz KγpzKpz Krpz
Bảng ( 15-1 ) /22
= 450 => Kpz =1
= -150 => Kγpz =1.25
λ = -50 => Kpz =1
r = 1 => Krpz = 0.93
Bảng 12-1/21 : Kmp = ()np = 0.9
=> Kpz =1. L = 1.5 H = 37.5 mm
B H = 16 25 , []u = 15 (KG/mm2)
=>S1 = 1.6 mm
-Bước tiến theo sức bền của cơ cấu máy, tra bảng 25.1/29 sổ tay CĐCGCCK chọn = 0,4 mm/v.
-Bước tiến theo độ cứng vững chi tiết, tra bảng Bước tiến cho phép bởi hệ thống máy phôi khi gia công gang xám S3 > 2
Chọn S = Smin = = 0.4(mm/v)
Tra TMT máy chọn SM = 0.41 (mm/v)
3.Vận tốc cắt
Tra bảng 45.1/38 sổ tay CĐCGCCK
=> v = 195 (m/p )
Bảng 46-1/39 : k = 1
Bảng 47-1/39 : k = 1
Bảng 48-1/39 : k = 1
Bảng 49-1/39 : k = 0.8
Bảng 40-1 : k = 0.85
=>V = 132 m/p
4.Số vòng quay = 1050 (v/p)
Tra thuyết minh máy
=> n= 958 (v/p)
=> (m/p)
5.Lực cắt
- = (KG)
Tra bảng 11.1/19 sổ tay CĐCGCCK:
= 46
Kpx = Kmpx Kpx KγpxKpx Krpx = 0.9
Tra bảng 15.1/22 sổ tay CĐCGCCK
Chọn =>
...................................................................
Nguyên công XII : Taro lỗ MC20 – 8H -15
Lần gá A: Taro lỗ MC20 – 8H – 15
Lần gá B: Taro lỗ MC20 – 8H – 15
- Chuẩn gia công:
- Mặt C hạn chế 3 bậc tự do : Tịnh tiến Ox, xoay quanh Oy, xoay quanh Oz.
- Mặt D hạn chế 2 bậc tự do : Tịnh tiến Oy, xoay quanh Ox.
- Mặt đầu 36 hạn chế 1 bậc tự do : Tịnh tiến Oz.
- Chọn máy: chọn máy khoan cần 2A55
- Đường kính lớn nhất khi khoan thép ( = 60 KG/ mm2 ): 50 mm
- Công suất đầu khoan: 4.5kw
- Số vòng quay trục chính: 30-37.5-47.5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700 (v/ph)
- Bước tiến một vòng quay trục chính: 0.05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2 (mm/vòng)
- Moment xoắn lớn nhất 75 KGm – Lực dọc trục lớn nhất 2000KG.
- Đồ gá: Chuyên dùng
- Dụng cụ đo: thước cặp
- Chế độ cắt:
1.Chiều sâu cắt : t = 0.85
2. Bước tiến = bước ren = 2.5 (mm)
3. Vận tốc v :
Tra bảng 5-188/17 sổ tay CNCTM2
=>V = 13 1.1 = 14.3 (m/p)
4. Số vòng quay = 250 (v/p)
Tra thuyết minh máy
=> n= 225 (v/p)
=> (m/p)
5. Thời gian gia công
To =( + )i = 3.7 (s).
Nguyên công XIII : Tổng Kiểm Tra
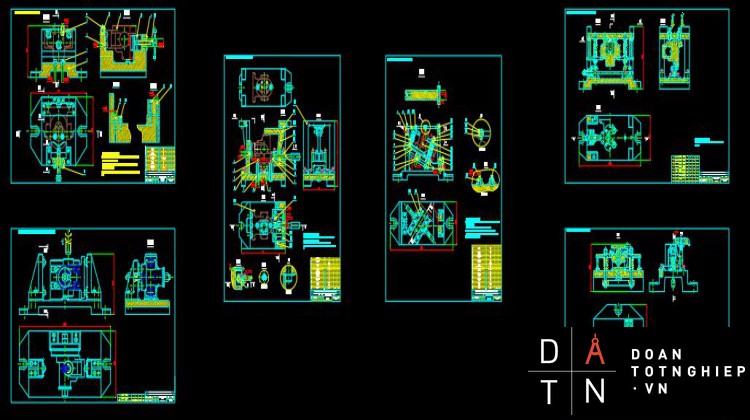
CHƯƠNG V : TÍNH TOÁN THIẾT KẾ ĐỒ GÁ
I. Đồ gá tiện nguyên công X : Tiện 2 lỗ - Khoan, tiện lỗ - Khoan tiện lỗ .
1) Phân tích yêu cầu kĩ thuật của nguyên công thiết kế đồ gá.
Nguyên công này là nguyên công X gia công 2 lỗ 27 lắp ghép với bánh răng bơm dầu; lỗ 16, lỗ 18 lắp ghép với bạc đỡ trục bánh răng. Khi gia cần đảm bảo độ đồng trục giữa các đường kính 27 , 18 15; đảm bảo độ đồng trục giữa các đường kính 27 , 16 , độ nhán Ra 3,2. Đảm bảo độ vuông góc giữa tâm các lỗ 27 , 18, 16 so với mặt C.
2) Chọn phương án định vị
Để đảm bảo vị trí tương quan giữa các tâm lỗ ta dùng 2 lỗ chốt 6 và mặt phẳng C làm chuẩn định vị.Trong đó mặt C khử 3 bậc tự do, 1 lỗ chốt 6 sử dụng chốt trụ khử 2 bậc tự do, lỗ chốt 6 còn lại sử dụng chốt trám khử 1 bậc tự do =>chi tiết được khử 6 bậc tự do ( định vị hoàn toàn).
3) Chọn chi tiết định vị
Từ sơ đồ kết cấu , đồ gá sử dụng các chi tiết định vị :
- 2 phiến tỳ phẳng khử 3 bậc tự do.
- Chốt trụ 6 khử 2 bậc tự do.
- Chốt trám 6 khử 1 bậc tự do.
Kích thước phiến tỳ : B = 16, L = 60, H = 10.
4) Tính toán sai số chuẩn
Ở nguyên công này chuẩn định vị là mặt C và 2 lỗ chốt trùng gốc kích thước nên không sinh ra sai số chuẩn.
5) Thiết kế cơ cấu kẹp chặt
Đồ gá này sử dụng cơ cấu kẹp liên động bản lề
Tính lực kẹp cần thiết:
Từ điều kiện cân bằng tĩnh giữa các chi tiết gia công trong đồ gá (dưới tác dụng của ngoại lực chủ yếu là lực cắt) để tính ra các trị số của lực kẹp. Để đảm bảo an toàn về lực kẹp thực tế được tính như sau:
Px= F1 + F2
F1 = w fms1
F2 = ( w + Pz )fms2
Px = wfms1 + wf ms2 + Pz fms2
=>Px = w (fms1 + fms2) + Pz fms2
=> w =
Trong đó fms1 = 0.4, fms2 = 0.15
Pz =43.3 , Px = 84 (KG)
=>w = = 140 (KG )
Wct = w 1.5 = 140 1.5 = 210(KG)
Đường kính bu lông kẹp cần thiết :
d ≥ C = 1,4 = 7.2 ( mm )
Chọn bu lông M8 vật liệu C45.
Trong đó :
C = 1.4 Đối với ren hệ mét cơ bản
d: Đường kính đỉnh ren
w: Lực kẹp do ren tạo ra
: Ứng sất kéo , thép C45 thì = 8 10 ( KG/mm2 )
LLLLDDGGHGHGFHGNN2. Tiện tinh mặt đầu đạt kích thước 95,5±0,4 Ra 3,2
3. Tiện thô lỗ ø65±0,02 đạt kích thước ø63,9±0,1 Rz 40
II. Đồ gá phay nguyên công IV : Phay tinh mặt C.
1) Phân tích yêu cầu kĩ thuật của nguyên công thiết kế đồ gá.
Nguyên công này là nguyên công IV phay tinh mặt C là bề mặt được sử dụng làm chuẩn tinh sau này.Khi gia công cần đảm bảo độ phẳng và độ vuông góc so với mặt D, độ nhám Ra = 3,2.ướcø65±0,02
2) Chọn phương án định vị
Để đảm bảo vị trí tương quan giữa mặt C và mặt D ta dùng mặt D làm chuẩn định vị chính khử 3 bậc tự do, mặt đầu 40 khử 2 bậc tự do, mặt trụ 36 khử 1 bậc tự do =>chi tiết được khử 6 bậc tự do ( định vị hoàn toàn).
3) Chọn chi tiết định vị
Từ sơ đồ kết cấu , đồ gá sử dụng các chi tiết định vị :
- 3 chốt tỳ phẳng khử 3 bậc tự do.
- 2 chốt tỳ khía nhám khử 2 bậc tự do.
- Khối V di động khử 1 bậc tự do.
Kích thước khối V di động : B = 40, H = 35, L = 60.Chốt tỳ khía nhám D = 10. Chốt tỳ phẳng D =12.
4) Tính toán sai số chuẩn
Ở nguyên công này chuẩn định vị là mặt D trùng gốc kích thước nên không sinh ra sai số chuẩn.
5) Thiết kế cơ cấu kẹp chặt
Đồ gá này sử dụng cơ cấu kẹp bằng ren.
Tính lực kẹp cần thiết:
Từ điều kiện cân bằng tĩnh giữa các chi tiết gia công trong đồ gá (dưới tác dụng của ngoại lực chủ yếu là lực cắt) để tính ra các trị số của lực kẹp. Để đảm bảo an toàn về lực kẹp thực tế được tính như sau:
Pz= F1 + F2
F1 = w fms1
F2 = w fms2
Pz = wfms1 + wf ms2
=>Pz = w (fms1 + fms2)
=> w =
Trong đó fms1 = 0.4, fms2 = 0.1
Pz = 36 (KG).
=>w = = 72 (KG )
Wct = w 1.5 = 72 2.3 = 166(KG)
Đường kính bu lông kẹp cần thiết :
d ≥ C = 1,4 = 6.4 ( mm )
Chọn bu lông M10 vật liệu C45.
Trong đó :
C = 1.4 Đối với ren hệ mét cơ bản
d: Đường kính đỉnh ren
w: Lực kẹp do ren tạo ra
: Ứng sất kéo , thép C45 thì = 8 10 ( KG/mm2 )
Khoan-Doa 2 lỗ ∅6 +0.02 mm, L = 12 ± 0.09mm ,Ra 2.5
I. Chọn chuẩn định vị:
-Chi tiết có bề mặt C và mặt D đã qua gia công, so với yêu cầu kỹ thuật thì dung sai độ vuông góc giữa 2 lỗ ∅6+0.02 và mặt C ≤ 0.025 và gốc kích thước của tâm lỗ ∅6+0.02 là mặt D. Vì vậy chọn chuẩn định vị cho nguyên công này là mặt C : 2BTD. Mặt D định vị 3BTD. Mặt ngoài ∅60 định vị 1 BTD.
-Nguyên công này gia công lỗ định vị nên phải ghép thêm chi tiết nắp .
II. Chọn chi tiết định vị:
-Mặt C: Ghép với chi tiết nắp định vị 2 bậc
-Mặt D: Dùng 3 chốt tỳ đầu phẳng định vị 3 bậc
-Mặt ngoài ∅40: Dùng khối V di động định vị 1 bậc
Hình 1
III. Tính sai số chuẩn:
-Gia công lỗ ∅6+0.02 có các kích thước cần đạt:
1. Vị trí tâm lỗ ∅6+0.02 .
2. Đường kính lỗ ∅6+0.02 .
-Xét sơ đồ gia công ở hình 1.
Ͼ. Khoảng cách từ mặt D đến tâm lỗ ∅6+0.02: chuẩn định vị trùng gốc kích thước, nên kích thước này không có sai số chuẩn.
Ͼ. Tâm lỗ ∅6+0.02 trùng tâm chi tiết nên trong trường hợp này không có sai số chuẩn vì chi tiết được khử bậc tịnh tiến bằng khối V di động ,đảm bảo độ đối sứng cho chi tiết.
Ͼ. Đường kính lỗ ∅6+0.02 là sai số gia công, phụ thuộc vào dao và máy, nên không có sai số chuẩn.
IV. Tính lực kẹp:
- Lực cắt:
(1)
(2)
Tra bảng 7.3/trang87 chế độ cắt gia công cơ khí:
,
Tra bảng (12-1) và (13-1) trang 21 chế độ cắt gia công cơ khí:
Kmp = Kmm== 0.93
Thế vào (1) và (2) ta được: = 42.7 83 (KG)
Tra TMM máy khoan cần 2A55: =2000 KG
Vậy máy làm việc an toàn.
M=0.0210.24 (KGm)
Tra TMM máy khoan cần 2A55: M < =75 KGm. Đảm bảo an toàn
- Lực kẹp:
-Trong phần tính toán này ta có các đại lượng sau:
W1, W2: lực kẹp thành phần
K: hệ số kèm theo lực kẹp
P0: lực dọc trục
f1: hệ số ma sát của chi tiết gia công với chi tiết định vị
f2: hệ số ma sát của chi tiết gia công với chi tiết kẹp
α:góc của khối V
R0: khoảng cách từ tâm lực kẹp dến tâm lỗ gia công
d: đường kính mũi khoan
-Nguyên công này gia công 2 lỗ ∅6+0.02 nên khi tính lực kẹp ta chia làm 2 trường hợp.
-Trường hợp 1:
Hình 2
-Chi tiết được kẹp đồng thời 2 mặt, nên sẽ có 2 lực kẹp tác dụng lên chi tiết.
-Chúng ta có phương trình cân bằng lực:
Tra sách sổ tay công nghệ chế tạo máy, tập 2, trang 448
→K=3.32
P0=83 kG
f1=f2=0.4
α=1200
Mc=0.24 KGm
d=6mm
R0=44mm
Lực kẹp thực tế:
Wtt=K.(W1+W2)=2270 kG
Đường kính bulong cần thiết:
-Ta có công thức tính đường kính trong bulong:
d 1 ≥
→d1 ≥ 13.8 mm
-Suy ra đường kính ngoài bulong: d ≥ 16mm
-Chọn bulong M16
-Trường hợp 2:
Hình 3
-Chi tiết được kẹp đồng thời 2 mặt, nên sẽ có 2 lực kẹp tác dụng lên chi tiết.
-Chúng ta có phương trình cân bằng lực:
Tra sách sổ tay công nghệ chế tạo máy, tập 2, trang 448
→K=3.32
P0=83 kG
f1=f2=0.4
α=1200
Mc=0.24 KGm
d=6mm
R0=23mm
Lực kẹp thực tế:
Wtt=K.(W1+W2)=1385 kG
Đường kính bulong cần thiết:
-Ta có công thức tính đường kính trong bulong:
d 1 ≥
→d1 ≥ 6.8 mm
-Suy ra đường kính ngoài bulong: d ≥ 8mm
-Chọn bulong M8
KẾT LUẬN
Qúa trình gia công các loại chi tiết trong ngành cơ khí chế tạo đòi hỏi độ chính xác về yêu cầu kĩ thuật , đảm bảo tính kinh tế cho quá trình gia công . Sản phẩm làm ra đạt độ chính xác cao nhất nhưng giá thành thấp nhất .
Do đó khi gia công đòi hỏi người thợ phải có một phương pháp gia công hợp lí và đạt năng suất cao .Chi tiết thân bơm được thiết kế chế tạo và qui trình công nghệ gia công dựa vào quá trình học tập tại trường chủ yếu là lí thuyết nên không tránh khỏi sai sót trong quá trình thiết kế ,mong sự chỉ bảo thêm của các thầy cô để kiến thức của chúng em ngày càng hoàn chỉnh .
Cuối cùng chúng em xin chân thành cảm ơn các thầy,cô ở khoa cơ khí chế tạo và đặc biệt là thầy đã tận tình giúp đỡ cho em hoàn thành đồ án đúng thời hạn được giao.










