THIẾT KẾ QTCN GIA CÔNG ĐẾ GIÁ ĐỠ DAO BÀO



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ ĐẾ GIÁ ĐỠ DAO BÀO, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHÂN TÍCH CHI TIẾT GIA CÔNG
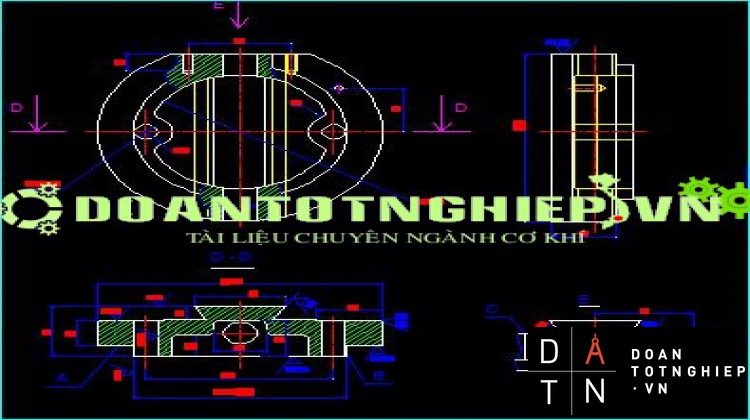
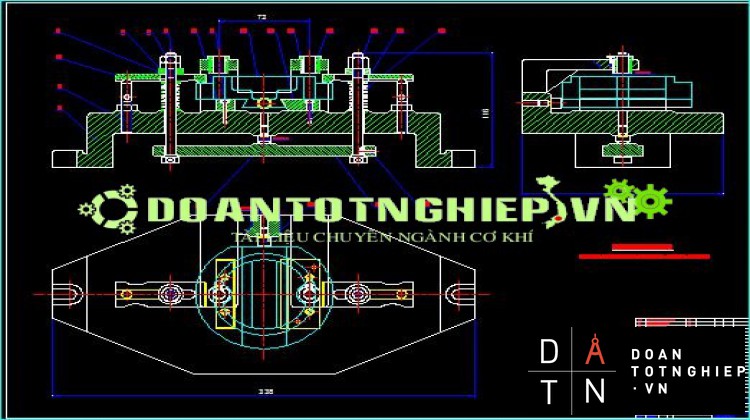
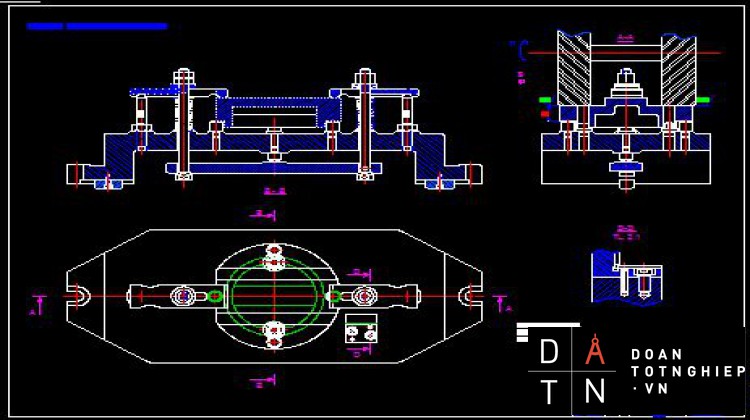
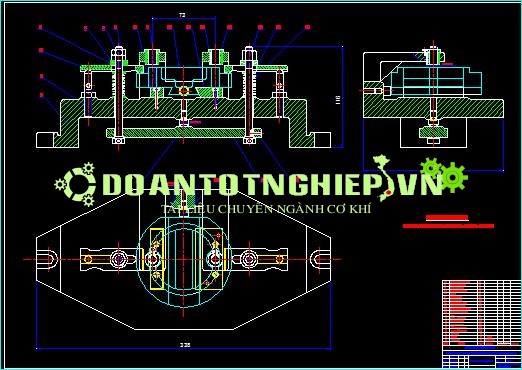
1. Phân tích kết cấu hình dáng chi tiết.
Đế giá đỡ dao bào thuộc dạng chi tiết dạng hộp, dạng kết cấu hộp nguyên. Dạng trụ bậc một đầu là trụ rỗng, một đầu gia công rãnh mang cá, có 1 lỗ þ26 vuông góc với trụ, 2 lỗ þ18 song song với tru và 3 lỗ gia công ren.
2. Phân tích công dụng và điều kiện làm việc.
Có phần rãnh mang cá lắp với đầu máy bào, lỗ þ26 lắp trục vít giúp giá đỡ tịnh tiến lên xuống. 2 lỗ þ18 lắp với dụng cụ lắp cán dao, các
lỗ M8 lắp bích chặn cố định trục ren.
3 .Phân tích vật liệu chế tạo chi tiết.
Ưu điểm :vì chi tiết đế đế giá đỡ dao bào được chế tạo bằng gang xám nên có độ bền cao,rất bền trong điều kiện làm việc tải trọng tĩnh.
Nhược điểm:kém bền trong điều kiện làm việc tải trọng động,khả năng chịu va đập kém .
Giải thích ký hiệu:GX15-32.
ÆGX:chỉ ký hiệu của gang xám.
Æ15:chỉ giới hạn bền kéo của gang xám dk =15 kg/mm2
Æ32:chỉ giới hạn bền uốn của gang xám bu= 32kg/mm2.
ÆĐộ cứng của bề mặt chi tiết không ghi trên bản vẽ ,
do đó độ cứng được lấy trong khoảng HB=163÷229 kg/mm2.
Chọn HB=185 kg/mm2 .
ÆThành phần hoá học cơ bản của gang xám GX15-32 là sắt(Fe),cacbon(C ) trong đó:
ÆCacbon (C ):3.5÷3.7%
ÆPhốt pho (P ):0.3%
Æ Lưi huỳnh (S ):0.15%
ÆMan gang (Mn):0.5÷0.8%
ÆSilic (Si):2÷4%
Còn lại là sắt (Fe)
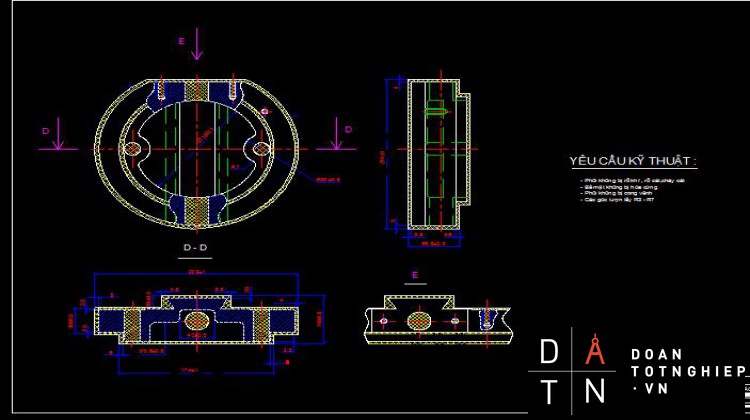
4. Phân tích độ chính xác chi tiết gia công.
Để gia công đế ê tô quay như bản vẽ ta cần phải đạt các độ chính xác như sau:
ÆĐộ chính xác về kích thước.
ÆĐộ chính xác về vị trí tương quan.
ÆĐộ chính xác về hình dáng hình học.
ÆĐộ chính xác về cấp độ nhám .
a.Phân tích về các kích thước có sai lệch chỉ dẫn........................................................................................................
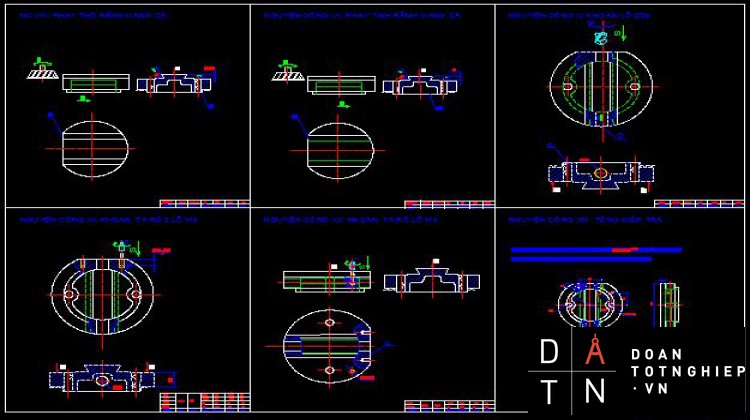
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
- Nguyên công I :Chuẩn bị phôi
a.Làm sạch phôi :Mài các phần thừa của phôi do quá trình đúc để lại như đậu ngót ,đậu rót ,đậu hơi ,phần dư của mặt phân khuôn để lại trên phôi .Ta dùng máy mài cầm tay để mài bỏ đi các phần thừa.
-Làm sạch cát dính ,bám trên bề mặt phôi có thể làm sạch bằng tay hoặc bằng thùng quay để làm sạch .
b.Kiểm tra kích thước phôi :Vì phôi đúc chưa qua gia công nên ta dùng thước kẹp 1/10 để kiểm tra là thích hợp .
Kiểm tra và loại bỏ những loại phôi không đủ kích thước hoặc bị nứt ,cong vênh,bề mặt phôi không bị cháy cát vv..
c.Nhiệt luyện :Thường hóa phôi (mục đích ổn định mạng tinh thể,khử ứng suất dư )
- Nguyên công II : Tiện Þ220
a.Chọn chuẩn định vị:
Nguyen công đầu chọn Þ140 làm chuẩn định vị chính, khống chế
4 bậc tự do : tịnh tiến OY, tịnh tiến OZ, quay quanh OY, quay quanh OZ.
Mặt I khống chế 1 bậc tự do :tịnh tiến OX.
Còn bậc quay quanh trục OX chưa bị khử vì bậc tự do này không ảnh hưởng đến kích thước trong quá trình gia công .
b.Đạt yêu cầu kỹ thuật :
Tiện Þ220 đạt :
Kích thước :Þ 220 0,175
Độ nhám : Ra=10 Mm.
c. Chọn máy :
Chọn máy 1K62 ứng với các thông số :
Chiều cao tâm 200mm, khỏang cách giữa 2 tâm đến 1400mm
Công suất động cơ:N=10kw , hiệu suất máy ŋ =0,75
Đường kínhlỗ trục chính 45mm ,côn mooc số 5.
Số vòng quay trục chính :12,5-2000 (v/ph)
Lượng tiến dọc 0,07-4,16(mm/v)
Lượng tiến ngang 0,035-2,08 (mm/v)
..........................................................................................................................
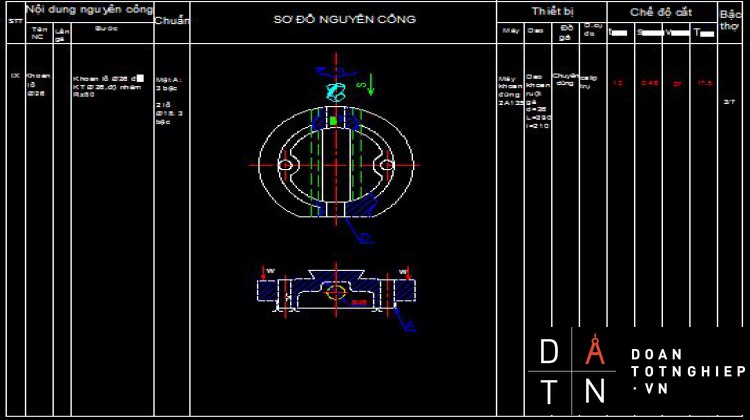
.phân tích yêu cầu kỹ thuật cần đạt của nguyên công :
Do tính chất bề mặt gia công của chi tiết cần đạt độ nhám Ra=20Mm cấp chính xác 12 . ở nguyên công này ta chỉ can khoan sau đó tarô M8 . mà vẫn đạt dược kích thước và độ nhám như yêu cầu.
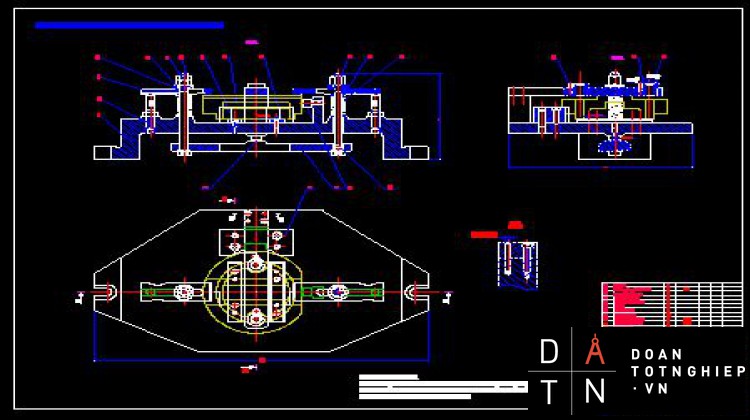
2.Phương án định vị và kẹp chặt
Mặt A khống chế 3 bậc tự do: tịnh tiến OZ, quay quanh OX, quay quanh OY.
Þ18 thứ nhất khống chế 2 bậc tự do :tịnh tiến OX. Tịnh tiến OY
Þ18 thứ hai khống chế 1 bậc tự do: quay quanh OZ
Mặt A sử dụng 3 chốt đỡ đầu phẳng
Þ18 thứ nhất sử dụng chốt trụ để định vị 2 bậc
Þ18 thứ hai sử dụng chốt trụ xén định vị 1 bậc
Sử dụng cơ cấu kẹp chặt liên động , lực kẹp hướng vào bề mặt định vị chính.
3.Cụ thể hoá cơ cấu và chi tiết định vị kẹp chặt.
- Cơ cấu gồm có thân gá được đúc bằng gang ,có các phần đúc lồi lên để lắp các chi tiết khác ,có các hệ lỗ dùng để lắp chốt , có gia công rãnh dùng để bắt then dẫn hướng và bulông lên bàn máy .
- Cơ cấu kẹp chặt dùng kiểu kẹp liên động gồm có 2 bu lông, 2bích kẹp ,1 chốt tuỳ , 1 thanh truyền, 1 vít chống xoay và 2 chốt đỡ .
4. Chọn các chi tiết định vị và kẹp chặt.
-Mặt định vị chính ở đây là mặt phẳng C chi tiết định vị mặt phẳng gồm có chốt đỡ và bản đỡ để đảm bảo độ cứng vững trong quá trìng gia công thì ta chọn chốt đỡ đầu phẳng làm mặt định vị chính cho chi tiết gia công số lượng là 3 chốt đõ đầu phẳng.
-Chọn chốt trụ và chốt rụ xén dể định vị cho 2 loÞ18
-Chọn các chi tiết kẹp chặt là vòng đệm côn cầu bulông kẹp M14 đai ốc siết M20
-Chọn các chi tiết điển hình cho đồ gá để đảm bảo độ đối xứng giữa 2 rãnh then với tâm lỗ côn thì ta dùng 2 then dẫn hướng lắp vào thân gá (sau đó 2 then dẫn hướng được lắp vào rãnh chữ T của bàn máy và được siết chặt bằng 2 bulông M12.
5.Hướng dẫn và bảo quản đồ gá .
Đặt chi tiết lên cơ cấu định vị khi xác định được vị trí chính xác kéo 2 mỏ kẹp vào chi tiết xiết bu lông kẹp. Sau đó lật tấm dẫn vào vị trí xiết vít trữ T cố định tấm dẫn. Sau khi khoan xong Þ6,8 ta vặt vít chữ T một góc 90, lật tấm dẫn lean và taro ren M8. Sau khi gia công xong tháo lỏng bulông kéo 2 mỏ kẹp ra ngoai và lấy chi tiết ra.
Bảo quản đồ gá:
- Các bề mặt không làm việc của đồ gá cần sơn để chống oxi hoá .
- Các bề mặt làm việc của đồ gá cần bôi trơn khi không sử dụng .
- Quét sạch phôi sau khi sử dụng.

THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ GIÁ ĐỠ MÁY BÀO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









