ĐỒ ÁN GIA CÔNG CHI TIẾT CÀNG 3 LỖ ĐHSPKT
NỘI DUNG ĐỒ ÁN
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
Trường Đại Học Sư Phạm Kỹ Thuật tpHCM Độc Lập – Tự Do – Hạnh Phúc
--------------------- ------------------------
KHOA CƠ KHÍ MÁY – BỘ MÔN CHẾ TẠO MÁY
NHIỆM VỤ ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY CHI TIẾT CÀNG 3 LỖ ĐHSPKT
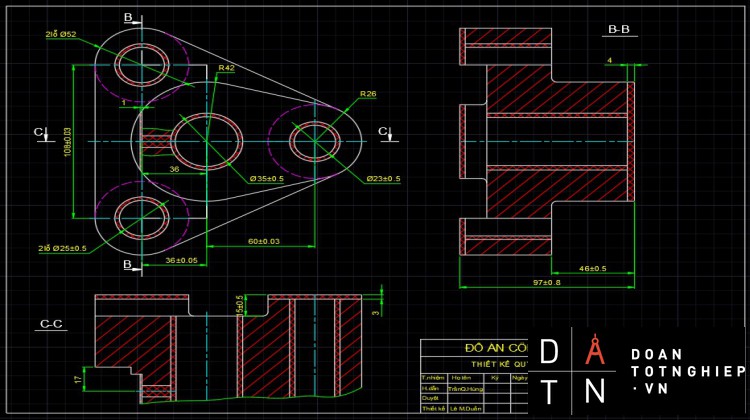
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: Càng ba lỗ
- Số liệu cho trước:
-Sản lượng: 80000 chiếc/năm
- Điều kiện thiết bị tự chọn
- Nội dung thiết kế:
- Nghiên cứu chi tiết gia công: chức năng làm việc, tính công nghệ của kết cấu
- Xác định dạng sản xuất.
- Chọn phôi và phương pháp tạo phôi, tra lượng dư gia công cho các bề mặt gia công.
- Lập tiến trình công nghệ: thứ tự gia công, gá đặt, so sánh các phương án, chọn phương án hợp lí.
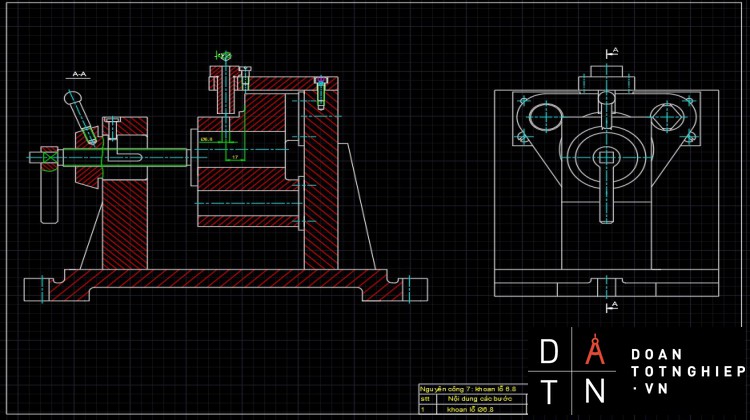
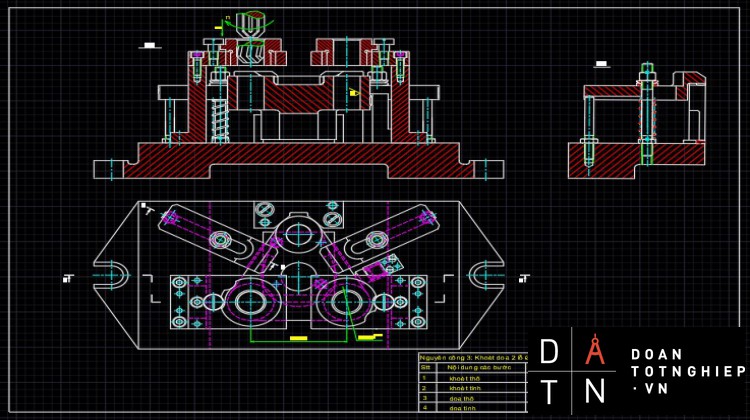
- Thiết kế nguyên công:
- Vẽ sơ đồ gá đặt
- Chọn máy, kết cấu dao
- Trình bày các bước: chọn dao, tra chế độ cắt: s,v,t; tra lượng dư cho các bước và tính thời gian từng chiếc cho tùng bước công nghệ.
- Tính lượng dư gia công cho nguyên công:
- Tính toán chế độ cắt cho nguyên công :
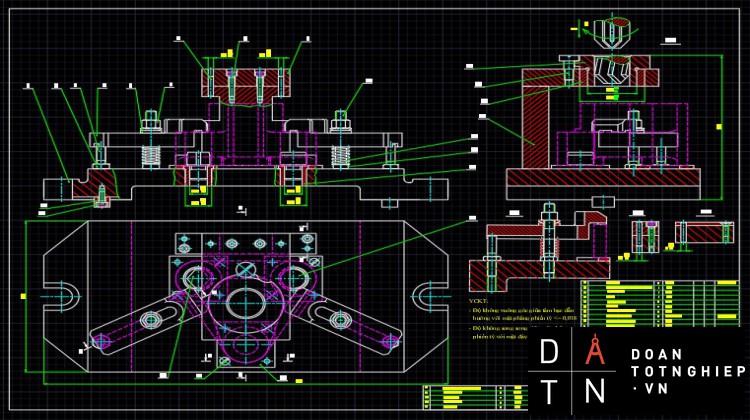
- Thiết kế đồ gá:
Vẽ sơ đồ nguyên lý đồ gá, thiết kế kết cấu đồ gá và trình bày nguyên lý làm việc của đồ gá.
Tính lực kẹp cần thiết, lực kẹp của cơ cấu kẹp.
Tính sai số chế tạo cho phép của đồ gá và so sánh và ghi yêu cầu kỹ thuật.
Tính sức bền cho các chi tiết chịu lực.
- Các bản vẽ:
- Bản vẽ chi tiết: 1 bản (A3).
- Bản vẽ chi tiết lồng phôi: 1 bản ( A3).
- Bản vẽ mẫu đúc: 1 bản (A3).
- Bản vẽ khuôn đúc 1 bản (A3)
- Tập bản vẽ sơ đồ nguyên công:4 bản (A3).
- Bản vẽ tách chi tiết từ đồ gá: 1 bản (A1).
- Bản vẽ thiết kế đồ gá: 1 bản (A1).
MỤC LỤC
Trang
Nhận xét của giáo viên hướng dẫn ……………………….……....2
Lời nói đầu………………………………………………………..3
Mục lục…………………………………………………………...4
Chương I : Nghiên cứu chi tiết gia công và tạo phôi ……......5
Chương II : Thiết kế trình tự nguyên công …………………...6
Chương III : Thiết kế nguyên công ……………………………11
Chương IV : Tính lượng dư và chế độ cắt……………………..30
Chương V : Tính toán và thiết kế đồ gá……………………….34
Tài liệu tham khảo ……………………………………………...37
Chương I : NGHIÊN CỨU CHI TIẾT GIA CÔNG VÀ TẠO PHÔI
-----&-----
- Nghiên cứu chi tiết gia công
- Đọc bản vẽ, phân tích chức năng và điều kiện làm việc
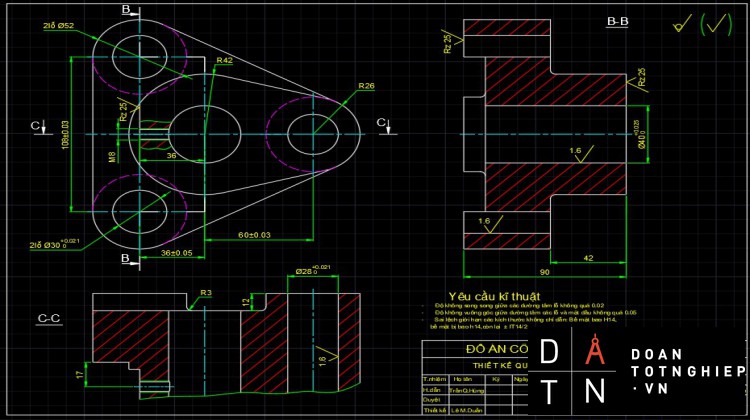
Các bề mặt làm việc chính : lỗ Ø28, lỗ Ø40 và 2 lỗ Ø30.
Vật liệu được lựa chọn hợp lý, đảm bảo giá thành.
Các thông số cần quan tâm:
- Độ không song song của các đường tâm lỗ không quá 0.02.
- Độ không vuông góc đường tâm lỗ và mặt đáy không quá 0.05.
- Độ chính xác các lỗ.
- Xác định dạng sản xuất
Tính sản lượng thực tế
Sản lượng thực tế hang năm xác định theo công thức:
N= N1×(1+), trong đó :
N: số chi tiết thực tế được sản xuất trong một năm
N1: số chi tiết theo kế hoạch năm
α : là số % phế phẩm,chọn α = 3 %
β : số chi tiết chế tạo thêm để dự trữ ,chọn β = 5 %
N = 80000×(1+), = 86400 (ct/năm)
Tính khối lượng chi tiết
Ta có : Q=V.γ (kG)
Trong đó :
V: thể tích(dm3)
Trong Autocad ta tính được: V= 0,7580388993 (dm3)
γ : là khối lượng riêng (kg/dm3), Chọn γ = 6,8 (kg/dm3) => Q= 0.7580388993x6,8 = 5,155 (kg)
Với N = 86400 ( ct/năm), Q = 5,155 (kg)
Suy ra : ta chọn dang sản xuất là hàng khối.
- Phân tích tính công nghệ trong kết cấu chi tiết
- Độ cứng vững của càng: chiều dài 148 và cao 90 nên rất cứng vững
- Chiều dài các lỗ cơ bản bằng nhau và mặt đầu của chúng song song với nhau
- Xác định phương pháp chế tạo phôi
- Chọn cấp chính xác đúc
Chọn cấp chính xác 2
Kích thước phôi có cấp chính xác IT15-IT16.
Độ nhám bề mặt : Rz = 160 (µm).
- Tra lượng dư đúc
Vị trí bề mặt khi rót kim loại:
Trên: 4,0 mm
Dưới: 3,0 mm
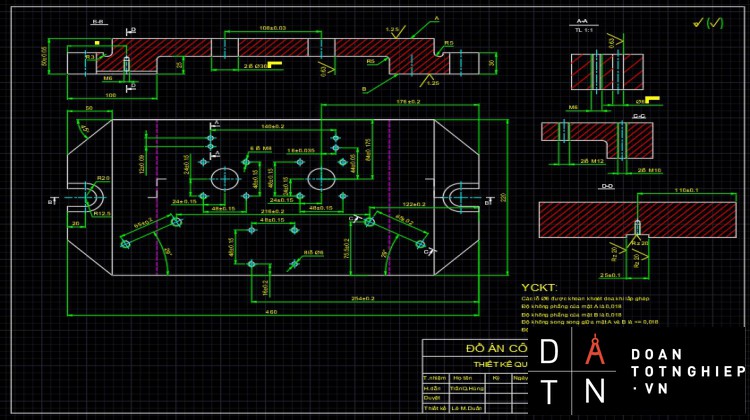
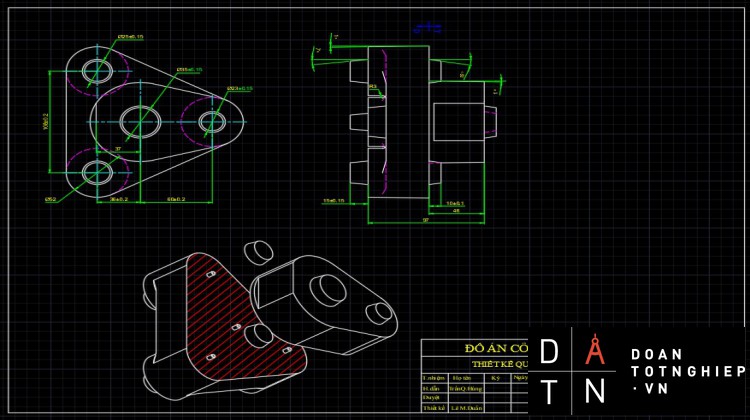
- Vẽ chi tiết lồng phôi
Kích thước phôi = kích thước chi tiết + lượng dư
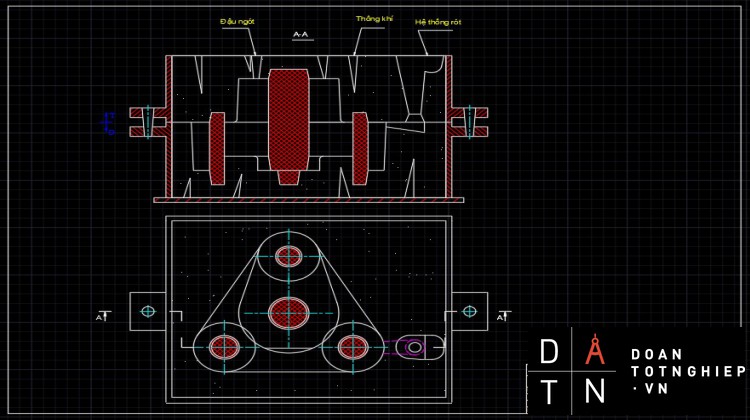
- Thiết kế mẫu đúc và bản vẽ lắp khuôn đúc
Muốn thiết kế mẫu cần căn cứ vào:
- Mặt phân khuôn
- Hình dáng và kích thước ngoài vật đúc
- Hình dáng và kích thước gối lõi
- Vật liệu chế tạo mẫu
Muốn vẽ bản vẽ lắp khuôn cần căn cứ vào:
- Mặt phân khuôn
- Xác định nơi đặt hệ thống rót và cấu tạo hệ thống rót
- Xác định đậu ngót đậu hơi.
CHƯƠNG II: THIẾT KẾ TRÌNH TỰ GIA CÔNG
----α----
- Thiết lập trình tự gia công hợp lý
Lựa chọn mức độ phân tán nguyên công.
Chọn những bề mặt làm chuẩn tinh.
Chọn những bề mặt làm chuẩn thô để gia công chuẩn tinh.
Lập hai trình tự gia công rồi so sánh.
- Lựa chọn bề mặt làm chuẩn tinh
Chuẩn tinh thống nhất là hai lỗ Ø30 và mặt đáy.
- Chọn những bề mặt làm chuẩn thô
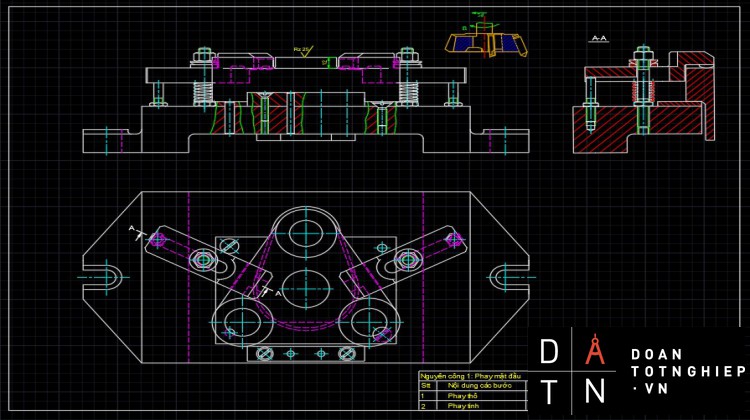
Hình vẽ ở sơ đồ nguyên công
- Chọn phương pháp gia công
Sử dụng các thiết bị như : máy phay, máy khoan, ….
- Các phương án gia công
- Chọn chuẩn thô (cho nguyên công 1) ở phương án 2 hợp lý hơn phương án 1
- Chọn chuẩn thô ( cho nguyên công 3) ở phương án 1 hợp lý hơn phương án 2 vi đảm bảo được độ đối xứng của 2 lỗ Ø30
Vì vậy, chọn phương án gia công là tổ hợp của 2 phương án trên: lấy nguyên công 3 của phương án 1 và các nguyên công còn lại của phương án 2 cho ta phương án 3 la hợp lý.







