ĐỒ ÁN THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ HỘP GIẢM TỐC TRỤC VÍT BÁNH VÍT
NỘI DUNG ĐỒ ÁN
MỤC LỤC CHI TIẾT HỘP GIẢM TỐC TRỤC VÍT BÁNH VÍT
Contents
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 1
NHẬN XÉT CỦA HỘI ĐỒNG.. 2
MỤC LỤC. 2
Lời nói đầu. 3
PHẦN 1: PHÂN TÍCH SẢN PHẨM... 5
- PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT:5
- VẬT LIỆU CHẾ TẠO CHI TIẾT:5
- PHÂN TÍCH KẾT CẤU HÌNH DẠNG CTGC.. 6
- PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG.. 6
PHẦN 2:BIỆN LUẬN DẠNG SẢN XUẤT.. 10
VÀ SẢN LƯỢNG.. 10
- Sản lượng sản xuất hàng năm.10
PHẦN 3: CHỌN PHÔI , PHƯƠNG PHÁP CHẾ TẠO PHÔI11
I. CHỌN PHÔI. 11
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI. 11
PHẦN 4: BIỆN LUẬN QUY TRINH CÔNG NGHỆ. 14
NGUYÊN CÔNG I :14
NGUYÊN CÔNG II: Phay thô mặt C.. 14
NGUYÊN CÔNG III: Phay thô mặt A.. 15
NGUYÊN CÔNG IV: Phay thô mặt B.. 16
NGUYÊN CÔNG V: Phay tinh mặt B.. 16
NGUYÊN CÔNG VI: Phay tinh mặt A.. 17
NGUYÊN CÔNG VII : Khoan – Doa thô 4 lổ+0.015 mm.. 18
NGUYÊN CÔNG VIII :PHAY CẮT ĐỨT.. 19
NGUYÊN CÔNG IX: Phay thô mặt I. 19
NGUYÊN CÔNG X: Phay thô mặt K.. 20
NGUYÊN CÔNG XI: Phay tinh mặt I. 20
NGUYÊN CÔNG XII: Phay tinh mặt K.. 21
NGUYÊN CÔNG XIII: Khoan, Taro 2 lỗ M8. 22
NGUYÊN CÔNG XIV :Khoan, Khoét bậc 2 lỗ 8.2 và 14 mm.. 22
NGUYÊN CÔNG XV :Khoét thô, Khoét tinh lỗ 35 chi tiết 1. 23
NGUYÊN CÔNG XVI :Khoét thô, Khoét tinh lỗ 35 chi tiết 2. 24
NGUYÊN CÔNG XVII :Khoét thô, Khoét tinh lỗ bậc40 chi tiết 1. 25
NGUYÊN CÔNG XVIII :Khoét thô, Khoét tinh lỗ bậc40 chi tiết 2. 26
NGUYÊN CÔNG XIX :Khoét thô, Khoét tinh,doa thô,doa tinh lỗ 35. 26
NGUYÊN CÔNG XX : Khoét bậc thoát trục vít27
NGUYÊN CÔNG XXI: Khoan, Taro 2 lỗ M8. 28
NGUYÊN CÔNG XXII: Tổng kiểm tra. 29
PHẦN 5:TÍNH TOÁN CHẾ ĐỘ CẮT. 30
NGUYÊN CÔNG II:Gia công thô mặt C. 30
v NGUYÊN CÔNG III:Phay thô mặt A.. 32
v NGUYÊN CÔNG IV:Phay thô mặt B.. 34
v NGUYÊN CÔNG V:Phay tinh mặt A.. 37
v NGUYÊN CÔNG VI:Phay tinh mặt B.. 38
v NGUYÊN CÔNG VII: Khoan, doa 4 lỗ 8 mm.40
v NGUYÊN CÔNG VIII.Phay cắt đứt hộp thành hai nữa. 44
NGUYÊN CÔNG IX: Phay thô mặt I. 46
v NGUYÊN CÔNG X: Phay thô mặt J. 49
v NGUYÊN CÔNG XI:Phay tinh mặt I. 51
v NGUYÊN CÔNG XII:Phay tinh mặt J. 53
NGUYÊN CÔNG XIII: Khoan, Taro 2 lỗ M8 mm.55
v NGUYÊN CÔNG XIV: Khoan, khoét bậc 2 lỗ14 mm.58
NGUYÊN CÔNG XV : Khoét thô, khoét tinh lỗ chi tiết 1. 62
NGUYÊN CÔNG XVI : Khoét thô, khoét tinh lỗ chi tiết 2. 66
NGUYÊN CÔNG XVII : Khoét thô, khoét tinh lỗ bậc chi tiết 1. 70
NGUYÊN CÔNG XVIII : Khoét thô, khoét tinh lỗ bậc chi tiết 2. 74
NGUYÊN CÔNG XIX : Khoét thô, Khoét tinh , Doa thô ,Doa tinh lỗ 35. 78
NGUYÊN CÔNG XX : khoét lỗ bậc 40. 86
v NGUYÊN CÔNG XXI: Khoan, Taro lỗ hộp M8 mm.88
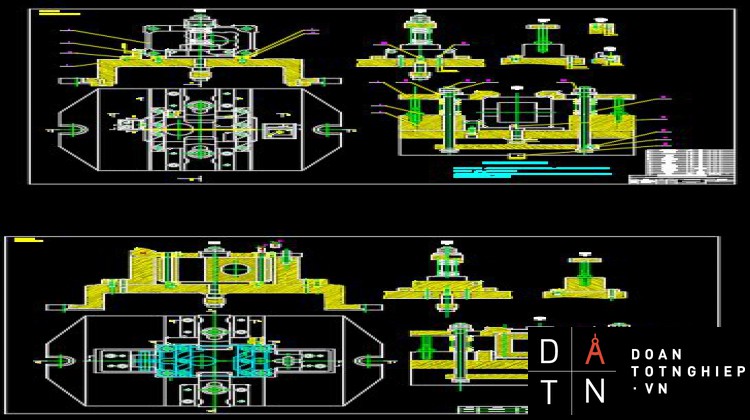
PHẦN 6:TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ.. 92
- ĐỒ GÁ KHOÉT ,DOA LỖ 35+0.025. 92
CÁC BIỆN PHÁP CÔNG NGHỆ ĐỂ NÂNG CAO ĐỘ.. 93
CHÍNH XÁC CỦA ĐỒ GÁ, SỬ DỤNG ĐỒ GÁ.. 93
- HƯỚNG DẨN SỬ DỤNG ĐỒ GÁ:. 94
TÍNH TOÁN THIẾT KẾ ĐỒ GÁ PHAY CẮT ĐƯA.. 95
- Yêu cầu khi chon máy. 95
- Chọn máy. 95
- Chọn dụng cụ cắt. 95
- Tính toán thiết kế nguyên lý làm việc. 95
- Bảo quản và sử dụng:. 99
PHẦN 7 : KẾT LUẬN.. 100
Tài liệu tham khảo:100
Lời nói đầu
Hiện nay , ngành Cơ khí nói chung và ngành Cơ khí Chế tạo máy nói riêng đóng vai trò hết sức quan trọng trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của ngành Công nghệ Chế tạo máy là định ra quy trình công nghệ chế tạo các sản phẩm cơ khí phục vụ cho mọi lĩnh vực của đời sống xã hội. Do đó, việc phát triển ngành Công nghệ Chế tạo máy đã và đang là mối quan tâm đặc biệt của Đảng và Nhà nước ta.
Phát triển ngành Công nghệ Chế tạo máy phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và các trang thiết bị hiện đại. Trong đó, việc trước tiên là phải đào tạo ra một đội ngũ kỹ sư cơ khí và cán bộ kỹ thuật có trình độ cao, có thể vận dụng những kiến thức đã học để giải quyết các vấn đề cụ thể thường gặp trong sản xuất, sửa chữa và sử dụng.
Môn học Công nghệ Chế tạo máy có vị trí quan trọng trong chương trình đào tạo kỹ sư và cán bộ kỹ thuật về lĩnh vực thiết kế, chế tạo máy và trang bị cơ khí phục vụ các ngành kinh tế như: công nghiệp, nông nghiệp, giao thông vận tải,….
Trong đồ án này, nhiệm vụ của em được giao là:
“ Thiết kế quy trình công nghệ chế tạo chi tiết vỏ hộp giảm tốc”
Nội dung của đồ án bao gồm các công việc như: xác định dạng sản xuất, xác định phương pháp chế tạo phôi, thiết kế quy trình công nghệ gia công chi tiết, thiết kế đồ gá….
Sau một thời gian tìm tòi, thiết kế và với sự chỉ bảo tận tình của thầy
đến nay em đã hoàn thành xong đồ án môn học Công nghệ chế tạo máy. Tuy nhiên, trong quá trình tính toán, thiết kế sẽ khó tránh khỏi những sai sót do thiếu thực tế và kinh nghiệm. Rất mong nhận được sự chỉ bảo của các thầy cô giáo trong bộ môn.
PHẦN 1: PHÂN TÍCH SẢN PHẨM
I. PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT:
- Chức năng:
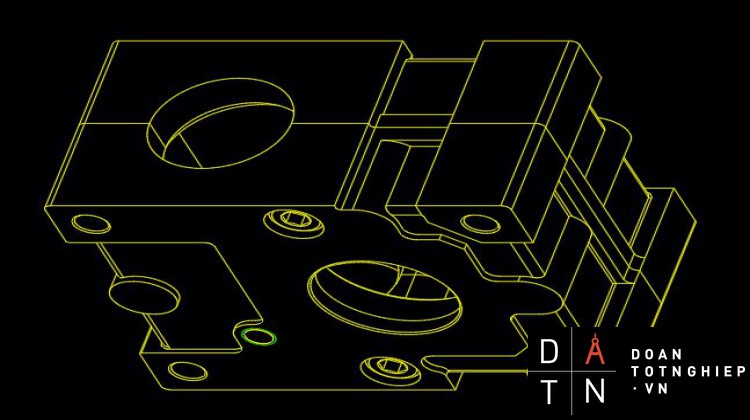
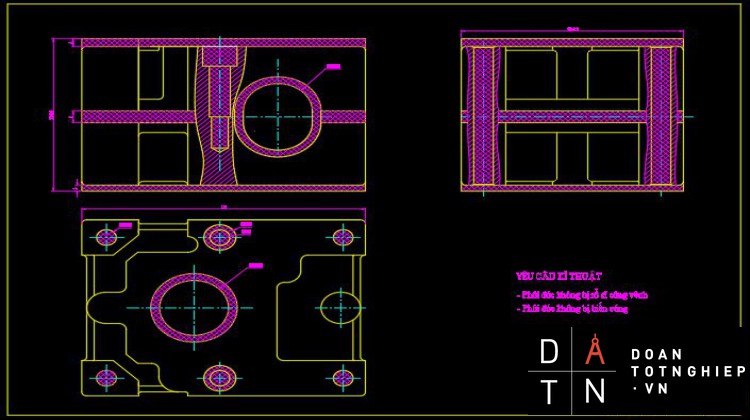
- Vỏ hộp giảm tốc có chức năng là thân gá các trục và các chi tiết dạng bánh răng bên trong,bảo vệ các chi tiết ở bên trong.Bên cạnh đó Vỏ hộp còn là chi tiết chịu va đập và rung động.
- Điều kiện làm việc:
- Trong các cơ cấu và máy móc, chi tiết dạng hộp thường là chi tiết cơ sở để đảm bảo vị trí và sự tương quan của tất cả các chi tiết trong cơ cấu,đồng thời nó cũng làm nhiệm vụ để lắp những chi tiết khác lên nó tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó.
II. VẬT LIỆU CHẾ TẠO CHI TIẾT:
- Tra trong sách Vật liệu cơ khí (GV.Trần Trọng Chính),vật liệu dùng làm vỏ hộp, nắp chắn là Gang xám (GX12-28,GX15-32,GX18-36). Từ đó em chọn vật liệu là GX15-32 vì đây là vật liệu thông dụng.
Vật liệu làm gang xám có thành phần như sau :
|
C % |
Si% |
Mn% |
P% |
S% |
|
3.5 ÷ 3.7 |
2.0 ÷ 2.4 |
0.5 ÷ 0.8 |
<0.3 |
<0.15 |
- Độ cứng : HB = 163- 229
- Độ bền kéo = 150 ( N/mm2)
- Độ bền uốn = 320 ( N/mm2 )
- Gang xám 15-32 có độ cứng tương đối cao , tính đúc tốt , thích hợp để chế tạo những chi tiết làm việc trong điều kiện rung động và thay đổi như giá đỡ , thân đồ gá …
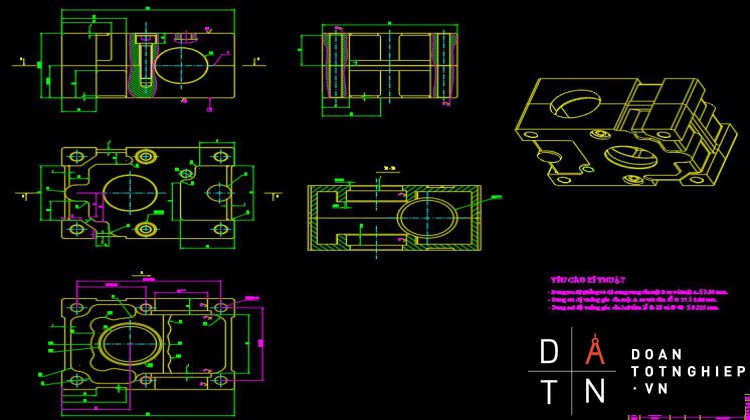
- PHÂN TÍCH KẾT CẤU HÌNH DẠNG CTGC
- Kết cấu và hình dạng.
- Hộp giảm tốc là chi tiết có kết cấu phức tạp ,đòi hỏi nhiều hình chiếu ,mặt cắt cần thiết để thấy rỏ được cấu tạo của chi tiết .
- Chi tiết đúc bằng Gang xám 15 – 32 , khối lượng 1.3 kg là hợp lý.
- Với chi tiết có nhiều gân gờ,thành vách nên chọn phương pháp chế tạo phôi bằng phương pháp đúc là hợp lý.
- Qua kết cấu và hình dạng thì ta thấy đây là chi tiết dạng hộp .
- PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG
- Phân tích các yêu cầu kĩ thuật của chi tiết.
- Để gia công cần đạt các YCKT sau:
+ Độ chính xác về kích thước.
+ Độ chính xác về vị trí tương quan.
+ Độ chính xác về hình dạng hình học.
+ Độ chính xác về kích thước:
- Những kích thước có sai lệch không chỉ dẩn:
+ Kích thước giữa 2 mặt gia công.
+ Kích thước giữa 1 mặt đã gia công với 1 không gia công.
+ Kích thước giữa 2 mặt không gia công.
+ Kích thước giữa các bán kính, góc lượn, vát mép,…
Theo qui định trong tiêu chuẩn Việt Nam 2244-77 và 2245-77. Thì đối với những kích thước không chỉ dẩn ta chọn cấp chính xác từ 12 đến 17.
- Kích thước dung sai có chỉ dẫn:
Đối với kích thước Æ35+0,025
+Kích thước danh nghĩa : DN = 35 mm.
+Sai lệch giới hạn trên : ES = + 0,025 mm.
+Sai lệch giới hạn dưới : EI = 0 mm
+ Dung sai ES – EI = 0,025 – 0 = 0,025 mm.
-Tra bảng 1.14 sách tra dung sai,theo TCVN 2244-77,ta có kích thước Æ25+0,025thuộc miền dung sai H , cấp chính xác 7.
-Vậy Æ25+0,025 =>Æ35H7
Đối với kích thước Æ40+0,025
+ Kích thước danh nghĩa : DN = 40 mm.
+ Sai lệch giới hạn trên : ES = + 0,025 mm.
+ Sai lệch giới hạn dưới : EI = 0 mm
+ Dung sai ES – EI = 0,025 – 0 = 0,025 mm
-Tra bảng 1.14 sách tra dung sai,theo TCVN 2244-77,ta có kích thước Æ40+0,025 thuộc miền dung sai H , cấp chính xác 7.
-Vậy Æ40+0,025 =>Æ40H7
Đối với kích thước Æ8+0,015
+ Kích thước danh nghĩa : DN = 8 mm.
+ Sai lệch giới hạn trên : ES = + 0,015 mm.
+ Sai lệch giới hạn dưới : EI = 0 mm.
+ Dung sai ES – EI = 0,015 – 0 = 0,015 mm.
-Tra bảng 1.14 sách tra dung sai,theo TCVN 2244-77,ta có kích thước Æ8+0,015thuộc miền dung sai H , cấp chính xác 7.
-Vậy Æ8+0,015 =>Æ8H7
Đối với kích thước 96±0.0175mm
+ Kích thước danh nghĩa : DN = 96 mm.
+ Sai lệch giới hạn trên : ES = + 0.0175mm
+ Sai lệch giới hạn dưới : EI = - 0.0175 mm.
+ Dung sai ES – EI = 0.0175 – ( - 0.0175) = 0,35 mm.
- Tra bảng 1.4 (Bảng tra DSLG),chọn cấp chính xác 7.
Đối với kích thước 46±0.0125mm
+ Kích thước danh nghĩa : DN = 46 mm.
+ Sai lệch giới hạn trên : ES = + 0.0125mm
+ Sai lệch giới hạn dưới : EI = - 0.0125 mm.
+ Dung sai ES – EI = 0.0125 – ( - 0.0125) = 0,25 mm.
- Tra bảng 1.4 (Bảng tra DSLG),chọn cấp chính xác 7.
Đối với kích thước 72±0.015mm
+ Kích thước danh nghĩa : DN = 72 mm.
+ Sai lệch giới hạn trên : ES = + 0.015mm
+ Sai lệch giới hạn dưới : EI = - 0.015 mm.
+ Dung sai ES – EI = 0.015 – ( - 0.015) = 0,3 mm.
- Tra bảng 1.4 (Bảng tra DSLG),chọn cấp chính xác 7.
Đối với kích thước 64±0.037mm
+ Kích thước danh nghĩa : DN = 64 mm.
+ Sai lệch giới hạn trên : ES = + 0.037mm
+ Sai lệch giới hạn dưới : EI = - 0.037 mm.
+ Dung sai ES – EI = 0.037 – ( - 0.037) = 0,074 mm.
- Tra bảng 1.4 (Bảng tra DSLG),chọn cấp chính xác 9.
Đối với kích thước 32±0.031mm
+ Kích thước danh nghĩa : DN = 32 mm.
+ Sai lệch giới hạn trên : ES = + 0.031mm
+ Sai lệch giới hạn dưới : EI = - 0.031 mm.
+ Dung sai ES – EI = 0.031 – ( - 0.031) = 0,062 mm.
- Tra bảng 1.4 (Bảng tra DSLG),chọn cấp chính xác 9.
- Kích thước dung sai không chỉ dẫn.
- Kích thước khoảng cách giữa 2 bề mặt không gia công không chỉ dẫn dung sai lấy CCX 16
+ Kích thước 115 : CCX 16 =>115±1.1
+ Kích thước 90 : CCX 16 =>90± 1.1
+ Kích thước 43 : CCX 16 =>43±0.8
+ Kích thước 58 : CCX 16 =>58±0.95
+ Kích thước 40 : CCX 16 =>40± 0.8
Phân tích về độ chính xác về vị trí tương quan dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau :
- Dung sai độ phẳng và độ song song của mặt B so với mặt A ≤ 0.06 mm
Tra bảng 2.7 và 215 (Tập bảng tra dung sai lắp ghép)
+ KTDN = 115 mm
+ CCX 10 => IT = 0.06 mm
- Dung sai độ vuông góc của mặt A so với tâm lỗ Æ35 ≤0.06
Tra bảng 2.15 (Tập bảng tra dung sai lắp ghép)
+ KTDN = 115 mm CCX 9 => IT = 0.06 mm
- Dung sai độ vuông góc của hai tâm lỗ Æ35 và Æ40 ≤ 0.025 mm
Tra bảng 2.15 (Tập bảng tra dung sai lắp ghép)
+ KTDN = 115 mm CCX 7 => IT = 0.025 mm
+ Giải thích các ký hiệu trên bản vẽ
- Ký hiệu độ nhám
:Độ nhám không có gia công bề mặt.
:Độ nhám các bề mặt đã gia công hoặc gia công không có phoi.
√ :Chỉ bề mặt không qua gia công cắt got.
Rz:Ký hiệu độ nhám chiều cao nhấp nhô theo profin theo 10 điểm.
Rz80:là hiệu độ nhám chiều cao nhấp nhô theo theo 10 điểm ≤ 80 mm
Rz40:là hiệu độ nhám chiều cao nhấp nhô theo theo 10 điểm ≤ 40 mm
Rz20:là hiệu độ nhám chiều cao nhấp nhô theo theo 10 điểm ≤ 20 mm
Ra:Sai lệch trung bình số học profin.
Ra2,5:Sai lệch trung bình số học profin 2,5
Ra1,25:Sai lệch trung bình số học profin 1,25
- Cấp chính xác về độ nhám.
Rz80:Độ nhám cấp 3
Rz40: Độ nhám cấp 4
Rz20: Độ nhám cấp 5
Ra2,5: Độ nhám cấp 6
Ra1,25:Độ nhám cấp 7.
PHẦN 2: BIỆN LUẬN DẠNG SẢN XUẤT
VÀ SẢN LƯỢNG
Để phân loại dạng sản xuất người ta căn cứ vào sản lượng hàng năm và khối lượng sản phẩm.
- khối lượng của chi tiết là : 1.32 kg
I. Sản lượng sản xuất hàng năm.
Dựa vào khối lượng của chi tiết 1.3 kg , và dạng sản xuất hàng loạt vừa theo yêu cầu bài ra ta tra bảng 2 sách “ Thiết kế đồ án công nghệ chế tạo máy, GSTS Trần văn Địch”. Ta có sản lượng hàng năm của chi tiết sẻ là: 500÷5000 chiếc/năm.
Xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức:
N= No× m × (1+ ) chiếc/năm
Trong đó: - No là sản lượng chế tạo trong năm theo kế hoạch là:500÷5000 chiếc/năm.
- m=1 số lượng chi tiết trong một sản phẩm.
- lượng sản phẩm dự phòng do sai hỏng khi chế tạo phôi đúc gây ra trong điều kiện của đề án ta chọn =3% ÷ 6%
- là sản phẩm bù trừ cho hỏng hóc và phế phẩm trong quá trình gia công = 5% ÷ 7%
Chọn + =10%
N= 4000× 1 × (1+ ) = 4004 chiếc/năm
PHẦN 3: CHỌN PHÔI , PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ XÁC ĐỊNH LƯỢNG DƯ
I. CHỌN PHÔI
- Vật liệu chế tạo chi tiết là gang xám GX 15-32
- Dạng sản xuất hàng loạt
- Khối lượng chi tiết m = 1,32 kg
- Hình dáng hình học của chi tiết tương đối phức tạp
=> Chọn dạng phôi là phôi đúc , vật liệu là gang GX 15-32
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Trong đúc phôi có những phương pháp như sau:
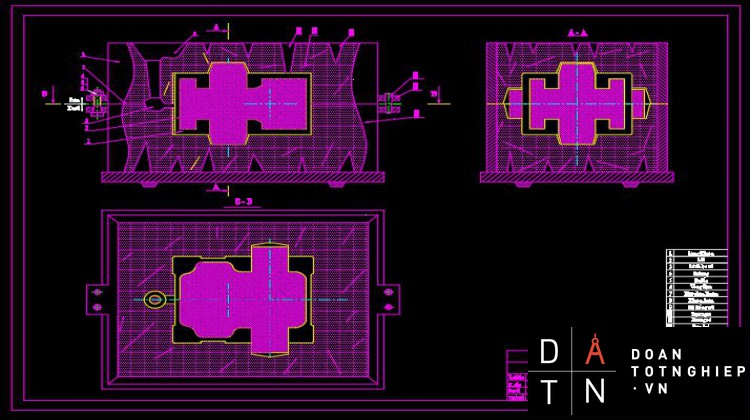
1/ Đúc trong khuôn cát mẫu gỗ:
- Chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
2/ Đúc trong khuôn cát mẫu cát:
- Khuôn làm bằng máy có bộ mẫu khuôn và hòm khuôn tiêu chuẩn hóa, bảo đảm khuôn ráp chính xác và chắt chắng. việc gá lắp mẫu, hệ thống rót và đậu ngót đã được bố trí sẵn trên tấm mẫu phù hợp với từng cở khuôn. “ khuôn và lõi được làm bằng máy”.
- Phôi đúc đạt cấp chính xác là: II
- Cấp chính xác kích thước:
3/ Đúc trong khuôn cát mẫu kim loại:
- Nếu công việc thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn mẫu bằng gỗ. Loại này phù hợp với dạng sản xuất hàng loạt vừa và lớn
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
4/ Đúc trong khuôn kim loại:
- Độ chính xác cao nhưng giá thành thiết bị dầu tư lớn, phôi có hình dáng gần giống với chi tiết. Giá thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
5/ Đúc ly tâm:
- Loại này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biệt là hình ống, hình xuyến.
6/ Đúc áp lực:
- Dùng áp lực để điền đầy kim loại trong lòng khuôn. Phương pháp này chỉ thích hợp với chi tiết có độ phức tạp cao, yêu cầu kỹ thuật cao. Trang thiết bị đắt tiền nên giá thành sản phẩm cao
vKết luận:
- Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất đã chọn ta sẽ chọn phương pháp chế tạo phôi là: “Đúc trong khuôn cát, mẫu cát, làm khuôn và mẫu bằng máy”.
+ Phôi đúc đạt cấp chính xác là: II
+ Cấp chính xác kích thước:
+ Độ nhám bề mặt:
- XÁC ĐỊNH LƯỢNG DƯ
- (3-95 sách CNCTM tập 1)
- Lỗ Ø35 có lượng dư :3.5 mm
- Mặt A có lượng dư : 4 mm
- Mặt B có lượng dư: 3 mm
- Các lỗ Ø8 và lỗ ren M8: đúc đặc
PHẦN 4: BIỆN LUẬN QUY TRINH CÔNG NGHỆ
NGUYÊN CÔNG I :
- Chuẩn bị phôi.
+ Loại bỏ các phần thừa trên vật đúc:
+ Phôi đúc trong khi thoát mẫu, các bề mặt của phôi còn gồ ghề do còn xót lại của đậu ngót đậu hơi…
+ Để đảm bảo yêu cầu trên ta dùng máy mài hai đá để mài bỏ đi các phần thừa đó .
- Làm sạch phôi .
+ Làm sạch cát dính ,bám trên các bề mặt của phôi. Để hoàn thành và đạt yêu cầu ,ta làm sạch phôi bằng cách dùng máy làm sạch phôi có thùng máy quay kết hợp với việc phun phun bi. Có nghĩa là ta cho chi vào thùng máy, thùng máy quay các chi tiết sẽ quay va đập với các viên bi được phun vào làm cho cát bám trên bề mặt của phôi bị văng ra.
+ Làm sạch phôi bằng phương pháp này đảm bảo chất bảo chất lượng và phù hợp với dạng sản xuất hàng loạt vừa.
- Kiểm tra kích thước của phôi
+ Yêu cầu : loại bỏ những phôi không đủ kích thước lượng dư cắt gọt.
+ Để kiểm tra kích thước của phôi ta dùng thước cặp 1/10 để đo kiểm,vì phôi đúc chưa xong chưa qua gia công cắt gọt nên dùng thước cặp là thích hợp nhất.
- Kiểm tra yêu cầu kĩ thuật của phôi
+ Bề mặt không bị cong,vênh,lõm,
+ Phôi không bị lẫn các tạp chất.
+ Phôi khong bị rỗ xỉ, rỗ khí, rỗ co
+ Bề mặt không bị chay cứng xù xì do cát cháy.
Sau khi phôi đã được kiểm tra về kích thước thì ta phải kiểm tra về chất lượng của phôi. Vì các khuyêt tật nằm bên trong của phôi mà ta không thể kiểm tra bằng mắt thường được.
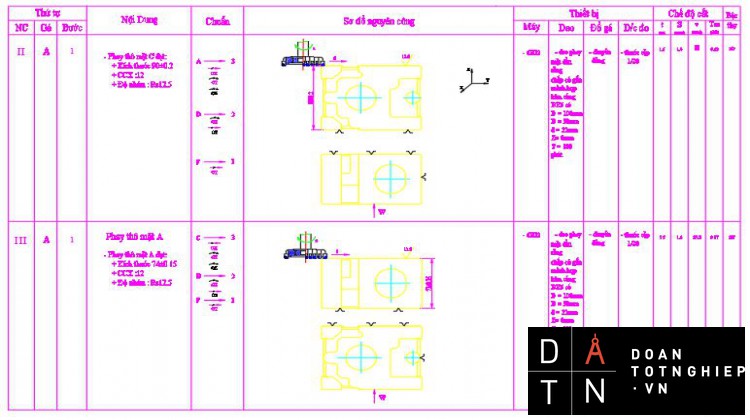
NGUYÊN CÔNG II: Phay thô mặt C
- Biện luận về độ nhám đạt được
+ Độ nhám đạt đươc khi phay thô đạt đươc Ra12.5
- Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A định vị khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt D định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt A
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay thô mặt C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6 .Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/95 trang 376 Sổ Tay CNCTM 1 ta có D = 100 mm B = 50 Z = 8 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Biện luận về độ nhám đạt được
NGUYÊN CÔNG III: Phay thô mặt A
+ Độ nhám đạt đươc khi phay thô đạt đươc Ra12.5
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay thô mặt A:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt B định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay thô mặt C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6 .Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/95 trang 376 Sổ Tay CNCTM 1 ta có D = 100 mm B = 50 Z = 8 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 2/7
- Biện luận về độ nhám đạt được
NGUYÊN CÔNG IV: Phay thô mặt B
+ Độ nhám đạt đươc khi phay thô đạt đươc Ra12.5
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay thô mặt B:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt A định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C.
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay thô mặt C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6 .Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/95 trang 376 Sổ Tay CNCTM 1 ta có D = 100 mm B = 50 Z = 8 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Biện luận về độ nhám đạt được
NGUYÊN CÔNG V: Phay tinh mặt B
+ Độ nhám đạt đươc khi phay tinh đạt đươc Ra6.3
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay tinh mặt B:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt A định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay thô mặt C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6 .Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/95 trang 376 Sổ Tay CNCTM 1 ta có D = 100 mm B = 50 Z = 8 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Biện luận về độ nhám đạt được
NGUYÊN CÔNG VI: Phay tinh mặt A
+ Độ nhám đạt đươc khi phay tinh đạt đươc Ra6.3
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay tinh mặt A:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt B định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C.
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay thô mặt C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6 .Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/95 trang 376 Sổ Tay CNCTM 1 ta có D = 100 mm B = 50 Z = 8 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Thực hiện các nguyên công
NGUYÊN CÔNG VII : Khoan – Doa thô 4 lổ+0.015 mm
Bước 1 : khoan 4 lỗ đạt:
+ Kích thước 7.8mm
+ CCX : 12
+ Độ nhám : Ra12.5
Bước 2 : Doa thô lỗ đạt :
+ Kích thước +0.015 mm
+ CCX : 7
+ Độ nhám :Ra1.6
Bước 3 : vát mép
- Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
+ Mặt C định vị 2 bậc : quay quanh OZ, tinh tiến OX.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt A.
- Biện luận về máy
Ta chọn máy 2A125
- Các thông số kĩ thuật của máy.
- Đường kính lớn nhất khoan được : 50 mm
- Côn mooc trục chính số 5
- Công suất đầu khoan 4.5 Kw
- Số vòng quay trục chính (v/p) : 30 ÷1700
- Công suất nâng xà ngang 1.7 Kw
- Bước tiến một vòng quay trục chính (mm/v) : 0.05÷2.2
- Biện luận về chọn dao
Tra bảng 4.42 trang 327 sổ tay CNCTM 1 :
- Ta được mũi khoan d = 7.8 L =156mm l = 100mm
Tra bảng 4.49 trang 337 sổ tay CNCTM 1
- Ta được mũi doa d = 8 L = 100mm
- Biện luận về bậc thợ
- Chọn bậc thợ 3/7
NGUYÊN CÔNG VIII :PHAY CẮT ĐỨT
- Thực hiện nguyên công: Phay đứt hộp thành hai nữa.
- Đạt kích thước : 68±0.2
- CCX 12
- Độ nhám Ra12.5
- Biện luận về chuẩn và kẹp chặt.
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt C định vị 2 bậc : quay quanh OZ, tinh tiến OX.
- Mặt F định vị 1 bậc : tinh tiến OY.
- Lực kẹp hướng vào mặt định vị chính ,mặt A.
- Biện luận về máy
- Ta chọn máy phay ngang 6H82
- Biện luận về dao
Tra bảng 4.87 trang 373 sổ tay CNCTM 1
- Ta được dao phay cưa D = 250 mm Z = 112 răng
- Biện luận về bậc thợ
- Chọn bậc thơ 3/7
NGUYÊN CÔNG IX: Phay thô mặt I
- Biện luận về độ nhám đạt được
+ Độ nhám đạt đươc khi phay tinh đạt đươc Ra6.3
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay thô mặt I:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt A định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay thô mặt C ta chọn dao phay đĩa cắt đứt.Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/85 trang 372 Sổ Tay CNCTM 1 ta có D = 250 mm B = 3 Z = 80 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Biện luận về độ nhám đạt được
NGUYÊN CÔNG X: Phay thô mặt K
+ Độ nhám đạt đươc khi phay tinh đạt đươc Ra6.3
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay thô mặt K:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt B định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C.
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay thô mặt C ta chọn dao phay đĩa cắt đứt.Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/85 trang 372 Sổ Tay CNCTM 1 ta có D = 250 mm B = 3 Z = 80 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Biện luận về độ nhám đạt được
NGUYÊN CÔNG XI: Phay tinh mặt I
+ Độ nhám đạt đươc khi phay tinh đạt đươc Ra1.6
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay tinh mặt I:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt A định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay tinh mặt C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6 .Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/95 trang 376 Sổ Tay CNCTM 1 ta có D = 100 mm B = 50 Z = 8 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Biện luận về độ nhám đạt được
NGUYÊN CÔNG XII: Phay tinh mặt K
+ Độ nhám đạt đươc khi phay tinh đạt đươc Ra1.6
- Biện luận về chuẩn và kẹp chặt
Bước 1 : Phay tinh mặt K:
+ Ta chọn mặt C là mặt định vị chính khử 3 bậc tự do: quay quanh OZ, quay quanh OY, tinh tiến OX.
+ Mặt A định vị 2 bậc :quay quanh OX, tinh tiến OZ.
+ Mặt F định vị 1 bậc : tinh tiến OY.
+ Lực kẹp hướng vào mặt định vị chính ,mặt C
- Biện luận về máy
+ Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
- Biện luận việc chọn dao
+ Để phay tinh mặt C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6 .Ta dùng loại dao có kích thước tra trong cuốn sổ tay chế tạo máy 1 Bảng 4/95 trang 376 Sổ Tay CNCTM 1 ta có D = 100 mm B = 50 Z = 8 răng.
- Sử dụng đồ gá chuyên dùng
- Chọn bậc thợ là 3/7
- Thực hiên nguyên công
NGUYÊN CÔNG XIII: Khoan, Taro 2 lỗ M8
Bước 1 : khoan lỗ đạt:
- Kích thước 6.8 mm
- CCX 12
- Độ nhám Ra12.5
Bước 2 : Taro lỗ M8
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt A định vị 2 bậc :tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt C
- Biện luận về máy
- Ta chọn máy khoan đứng 2A125
- Biện luận về chọn dao
- Ta chọn mũi khoan có đường kính 6.8mm và mũi taro M8
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XIV :Khoan, Khoét bậc 2 lỗ 8.2 và 14 mm
Bước 1 : khoan 2 lỗ 8.2
- Đạt kích thước 8.2
- CCX: 12
- Độ nhám Ra12.5
Bước 2 : Khoét bậc hai lỗ đạt
- Đạt kích thước 14+0.18
- Độ nhám Ra12.5
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt I là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt G định vị 2 bậc : tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt I
- Biện luận về máy
- Ta chọn máy khoan đứng 2A125
- Các thông số kĩ thuật của máy
- Đường kính lớn nhất khoan thép 25mm , côn mooc số 3
- Công suất động cơ 2.8 kW – hiệu suất máy = 0.8
- Số vòng quay trục chính (v/ph) :97 1360
- Bước tiến (mm/v) : 0.1 0.81
- Biện luận về chọn dao
- Ta chọn mũi khoan có đường kính 8.2 mm và mũi khoét bậc 14+0.18
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XV :Khoét thô, Khoét tinh lỗ 35 chi tiết 1
Bước 1 : khoét thô lỗ28
- Đạt kích thước 34
- CCX: 12
- Độ nhám Ra12.5
Bước 2 : Khoét tinh lỗ
- Đạt kích thước 35
- Độ nhám Ra6.3
- CCX : 8
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt G định vị 2 bậc : tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt A
- Biện luận về máy
Ta chọn máy 2A55
- Các thông số kĩ thuật của máy.
- Đường kính lớn nhất khoan được : 50 mm
- Côn mooc trục chính số 5
- Công suất đầu khoan 4.5 Kw
- Số vòng quay trục chính (v/p) : 30 ÷1700
- Công suất nâng xà ngang 1.7 Kw
- Bước tiến một vòng quay trục chính (mm/v) : 0.05÷2.2
- Biện luận về chọn dao
- Ta chọn mũi khoét thô có đường kính 34 mm và mũi khoét tinh 35mm,
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XVI :Khoét thô, Khoét tinh lỗ 35 chi tiết 2
Bước 1 : khoét thô lỗ28
- Đạt kích thước 34
- CCX: 12
- Độ nhám Ra12.5
Bước 2 : Khoét tinh lỗ
- Đạt kích thước 35
- Độ nhám Ra6.3
- CCX : 8
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt G định vị 2 bậc : tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt A
- Biện luận về máy
Ta chọn máy 2A55
- Các thông số kĩ thuật của máy.
- Đường kính lớn nhất khoan được : 50 mm
- Côn mooc trục chính số 5
- Công suất đầu khoan 4.5 Kw
- Số vòng quay trục chính (v/p) : 30 ÷1700
- Công suất nâng xà ngang 1.7 Kw
- Bước tiến một vòng quay trục chính (mm/v) : 0.05÷2.2
- Biện luận về chọn dao
- Ta chọn mũi khoét thô có đường kính 34 mm và mũi khoét tinh 35mm,
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XVII :Khoét thô, Khoét tinh lỗ bậc40 chi tiết 1
Bước 1 : khoét thô lỗ
- Đạt kích thước 38
- CCX: 10
- Độ nhám Ra12.5
Bước 2 : Khoét tinh lỗ
- Đạt kích thước 40
- Độ nhám Ra6.3
- CCX : 8
Bước 3 : vát mép
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt E định vị 2 bậc : tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt A
- Biện luận về máy
Ta chọn máy 2A55
- Biện luận về chọn dao
- Ta chọn mũi khoét thô bậc có đường kính 38 mm và mũi khoét tinh bậc 40mm,
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XVIII :Khoét thô, Khoét tinh lỗ bậc40 chi tiết 2
Bước 1 : khoét thô lỗ
- Đạt kích thước 38
- CCX: 10
- Độ nhám Ra12.5
Bước 2 : Khoét tinh lỗ
- Đạt kích thước 40
- Độ nhám Ra6.3
- CCX : 8
Bước 3 : vát mép
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt E định vị 2 bậc : tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt A
- Biện luận về máy
Ta chọn máy 2A55
- Biện luận về chọn dao
- Ta chọn mũi khoét thô bậc có đường kính 38 mm và mũi khoét tinh bậc 40mm,
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XIX :Khoét thô, Khoét tinh,doa thô,doa tinh lỗ 35
Bước 1 : khoét thô lỗ28
- Đạt kích thước 33
- CCX: 12
- Độ nhám Ra12.5
Bước 2 : Khoét tinh lỗ
- Đạt kích thước 34.7+0.17
- Độ nhám Ra6.3
Bước 3 : doa thô lỗ
- Đạt kích thước 34.93
- CCX: 8
- Độ nhám Ra2.5
Bước 4 : doa tinh lỗ
- Đạt kích thước 35
- Độ nhám Ra0.63
- CCX :7
Bước 5 : vát mép
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt G định vị 2 bậc : tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt A
- Biện luận về máy
Ta chọn máy 2A55
- Biện luận về chọn dao
- Ta chọn mũi khoét thô có đường kính 33 mm và mũi tinh34.7mm, mũi doa thô 34.93mm và mũi doa tinh 35mm
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XX : Khoét bậc thoát trục vít
Bước 1 : khoét bậc thoát trục
- Đạt kích thước 400.2
- CCX :12
- Độ nhám Ra12.5
Bước 2 : khoét bậc thoát trục vít còn lại
- Đạt kích thước 400.2
- CCX :12
- Độ nhám Ra12.5
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt G định vị 2 bậc : tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt A
- Biện luận về máy
Ta chọn máy 2A55
- Biện luận về chọn dao
- Ta chọn mũi khoét thô một lưỡi cắt có đường kính 40 mm
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XXI: Khoan, Taro 2 lỗ M8
- Thực hiên nguyên công
Bước 1 : khoan lỗ đạt:
- Kích thước 6.8 mm
- CCX 12
- Độ nhám Ra12.5
Bước 2 : Taro lỗ M8
- Biện luận về chuẩn định vị và kẹp chặt
- Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do: quay quanh OX, quay quanh OY, tinh tiến OZ.
- Mặt A định vị 2 bậc :tịnh tiến OX, tinh tiến OY.
- Mặt H định vị 1 bậc : quay quanh OZ.
- Lực kẹp hướng vào mặt định vị chính ,mặt C
- Biện luận về máy
- Ta chọn máy khoan đứng 2A125
- Biện luận về chọn dao
- Ta chọn mũi khoan có đường kính 6.8mm và mũi taro M8
- Sử dụng đồ gá chuyên dùng
- Biện luận về bậc thợ
- Ta chọn bậc thợ 3/7
NGUYÊN CÔNG XXII: Tổng kiểm tra
- Kiểm tra dung sai độ phẳng, độ sogn song của mặt B so với mặt A 0.06 mm
- Kiểm tra dung sai độ vuông góc của mặt A so với tâm lỗ 35 0.06 mm
- Dung sai độ vuông góc của hai tâm lỗ 35 và 40 0.025 mm
PHẦN 5:TÍNH TOÁN CHẾ ĐỘ CẮT
NGUYÊN CÔNG II:Gia công thô mặt C
- Chế độ cắt:
+ Chọn chiều sâu cắt t :vì gia công thô nên ta chọn t=1.5 mm
+ Chọn bước tiến S:
Tra bảng (6-5/124) sách (CĐC-GCCK) ta có S=0, 2 ÷ 0,24(mm/răng)
Chọn Sz=0,2 (mm/răng)
Vậy S= Sz . Z = 0,2 . 8 = 1,6 mm/v
+Tính vận tốc cắt V
V = . (m/ph)
Theo bảng (1-5) Chế độ cắt : = 445; = 0,2
m= 0,32 ; = 0,15 ; = 0,35 ; = 0,2 ; = 0
( 2- 5 ) D = 100 =>T = 180 ‘
(2-1) =(= (=1
(7-1) = 0,5
(8-1) = 1
=>= . .= 1 . 0,5 . 1 = 0.5
V= . 0,5 = 36,86 m/ph
+ Số vòng quay trong một phút của dao
n = = = 117,3 v/ph
Tra TMT máy chon =118 v/ph
ð = = = 37 m/ph
+ Tính lượng chạy dao phút:
= S . Z . n = 0.2 . 8 . 118 = 188.8 mm/ph
Tra TMT máy chọn = 190 mm/ph
=> = = 0.2 mm/răng
+ Tính lực cắt theo Pz theo công thức.
Pz=
Theo bảng (3 – 5) sách CĐC GCCK.
54.5 0.9 0.74 1 0 1
Theo bảng (12 – 1)Sách CĐCGCCK
= (= ( = 1
Theo bảng (13 – 1)
ð= 1
ðThay vào công thức:
ðPz = = 122 KG
+ Thời gian gia công:
Tm = = = 0,68
- Chiều dài chi tiết gia công
- Khoảng chạy quá. = (1÷3)
- Khoảng chạy tới. =0.5(D-)
=0.5(100 – (=11.6
|
t (mm) |
S (mm/vòng) |
V (m/phút) |
Tm (phút) |
|
1.5 |
1.6 |
37 |
0.68 |
vNGUYÊN CÔNG III:Phay thô mặt A
- Chế độ cắt :
+ Chọn chiều sâu cắt t :vì gia công thô nên ta chọnt=3.5 mm
+ Chọn bước tiến S:
Tra bảng (6-5/124) sách (CĐC-GCCK) ta có S=0, 2 ÷ 0,24(mm/răng)
Chọn Sz=0,2 (mm/răng)
Vậy S= Sz . Z = 0,2 . 8 = 1,6 mm/v
+Tính vận tốc cắt V
V = . (m/ph)
Theo bảng (1-5) Chế độ cắt : = 445; = 0,2
m= 0,32 ; = 0,15 ; = 0,35 ; = 0,2 ; = 0
( 2- 5 ) D = 100 =>T = 180 ‘
(2-1) =(= (=1
(7-1) = 0,5
(8-1) = 1
=>= . .= 1 . 0,5 . 1 = 0.5
V= . 0,5 = 31 m/ph
+ Số vòng quay trong một phút của dao
n = = = 98,67 v/ph
Tra TMT máy chon =95 v/ph
ð = = = 29,8 m/ph
+ Tính lượng chạy dao phút:
= S . Z . n = 0.2 . 8 . 95 = 152 mm/ph
Tra TMT máy chọn = 150 mm/ph
=> = = 0.2 mm/răng
Vậy S = SZ Z = 0.2 8 = 1.6 mm/vòng
+ Tính lực cắt theo Pz theo công thức.
Pz=
Theo bảng (3 – 5) sách bảng tra chế độ cắt gia công cơ khí.
54.5 0.9 0.74 1 0 1
Theo bảng (12 – 1) Sách CĐCGCCK
= (= ( = 1
Theo bảng (13 – 1)
ð= 1
ðThay vào công thức:
ðPz = = 320.55 KG
+ Thời gian gia công:
Tm = = = 0,97
- Chiều dài chi tiết gia công
- Khoảng chạy quá. = (1÷3)
- Khoảng chạy tới. =0.5(D-)
=0.5(100 – (=28.2
|
t (mm) |
S (mm/vòng) |
V (m/phút) |
Tm (phút) |
|
3.5 |
1.6 |
29.8 |
0.97 |
vNGUYÊN CÔNG IV:Phay thô mặt B
- Chế độ cắt :
+ Chọn chiều sâu cắt t :vì gia công thô nên ta chọnt=3.5 mm
+ Chọn bước tiến S:
Tra bảng (6-5/124) sách (CĐC-GCCK) ta có S=0, 2 ÷ 0,24(mm/răng)
Chọn Sz=0,2 (mm/răng)
Vậy S= Sz . Z = 0,2 . 8 = 1,6 mm/v
+Tính vận tốc cắt V
V = . (m/ph)
Theo bảng (1-5) Chế độ cắt : = 445; = 0,2
m= 0,32 ; = 0,15 ; = 0,35 ; = 0,2 ; = 0
( 2- 5 ) D = 100 =>T = 180 ‘
(2-1) =(= (=1
(7-1) = 0,5
(8-1) = 1
=>= . .= 1 . 0,5 . 1 = 0.5
V= . 0,5 = 31 m/ph
+ Số vòng quay trong một phút của dao
n = = = 98,67 v/ph
Tra TMT máy chon =95 v/ph
ð = = = 29,8 m/ph
+ Tính lượng chạy dao phút:
= S . Z . n = 0.2 . 8 . 95 = 152 mm/ph
Tra TMT máy chọn = 150 mm/ph
=> = = 0.2 mm/răng
Vậy S = SZ Z = 0.2 8 = 1.6 mm/vòng
+ Tính lực cắt theo Pz theo công thức.
Pz=
Theo bảng (3 – 5) sách bảng tra chế độ cắt gia công cơ khí.
54.5 0.9 0.74 1 0 1
Theo bảng (12 – 1) Sách CĐCGCCK
= (= ( = 1
Theo bảng (13 – 1)
ð= 1
ðThay vào công thức:
ðPz = = 320.55 KG
+ Thời gian gia công:
Tm = = = 0,97
- Chiều dài chi tiết gia công
- Khoảng chạy quá. = (1÷3)
- Khoảng chạy tới. =0.5(D-)
=0.5(100 – (=28.2
|
t (mm) |
S (mm/vòng) |
V (m/phút) |
Tm (phút) |
|
3.5 |
1.6 |
29.8 |
0.97 |
vNGUYÊN CÔNG V:Phay tinh mặt A
- Chế độ cắt:
+ Chọn chiều sâu cắt t :vì gia công thô nên ta chọn t=0.5 mm
+ Chọn bước tiến S:
Tra bảng (6-5/124) sách(CĐC-GCCK) ta có S=0, 2 ÷ 0,24(mm/răng)
Chọn Sz=0,2 (mm/răng)
Vậy S= Sz . Z = 0,2 . 8 = 1,6 mm/v
+Tính vận tốc cắt V
V = . (m/ph)
Theo bảng (1-5) Chế độ cắt : = 445; = 0,2
m= 0,32 ; = 0,15 ; = 0,35 ; = 0,2 ; = 0
( 2- 5 ) D = 100 =>T = 180 ‘
(2-1) =(= (=1
(7-1) = 0.8
(8-1) = 1
=>= = 1 0,8 1 = 0.8
V= . 0,8 = 64,95 m/ph
+ Số vòng quay trong một phút của dao
n = = = 206,7 v/ph
Tra TMT máy chon =190 v/ph
ð = = = 59,7 m/ph
+ Tính lượng chạy dao phút:
= S Z n = 0.2 8 190 = 304 mm/ph
Tra TMT máy chọn = 300 mm/ph
=> = = =0.2 mm/răng
+ Thời gian gia công:
Tm = = = 0,48 phút
- Chiều dài chi tiết gia công
- Khoảng chạy quá. = (1÷3)
- Khoảng chạy tới. =0.5(D-
=0.5(100 – (=28,2
|
t (mm) |
S (mm/vòng) |
V (m/phút) |
Tm (giây) |
|
0.5 |
1.6 |
59.7 |
|
vNGUYÊN CÔNG VI:Phay tinh mặt B
- Chế độ cắt:
+ Chọn chiều sâu cắt t :vì gia công thô nên ta chọn t=0.5 mm
+ Chọn bước tiến S:
Tra bảng (6-5/124) sách(CĐC-GCCK) ta có S=0, 2 ÷ 0,24(mm/răng)
Chọn Sz=0,2 (mm/răng)
Vậy S= Sz . Z = 0,2 . 8 = 1,6 mm/v
+Tính vận tốc cắt V
V = . (m/ph)
Theo bảng (1-5) Chế độ cắt : = 445; = 0,2
m= 0,32 ; = 0,15 ; = 0,35 ; = 0,2 ; = 0
( 2- 5 ) D = 100 =>T = 180 ‘
(2-1) =(= (=1
(7-1) = 0.8
(8-1) = 1
=>= = 1 0,8 1 = 0.8
V= . 0,8 = 64,95 m/ph
+ Số vòng quay trong một phút của dao
n = = = 206,7 v/ph
Tra TMT máy chon =190 v/ph
ð = = = 59,7 m/ph
+ Tính lượng chạy dao phút:
= S Z n = 0.2 8 190 = 304 mm/ph
Tra TMT máy chọn = 300 mm/ph
=> = = =0.2 mm/răng
+ Thời gian gia công:
Tm = = = 0,48 phút
- Chiều dài chi tiết gia công
- Khoảng chạy quá. = (1÷3)
- Khoảng chạy tới. =0.5(D-
=0.5(100 – (=28,2
|
t (mm) |
S (mm/vòng) |
V (m/phút) |
Tm (giây) |
|
0.5 |
1.6 |
59.7 |
|
vNGUYÊN CÔNG VII: Khoan, doa 4 lỗ 8 mm.
- Khoan lỗ đạt kích thước Ø mm
- Máy 2A125
- Chọn dao khoan vật liệu là thép gió
- Chọn chiều sâu cắt t: t= = = 3.9 mm
- Chọn bước tiến S: tra bảng 8-3 sách “Chế độ cắt gia công cơ khí”, dao khoan thép gió
D = 7.8, HB 200 chọn S = 0.36÷ 0.44 mm/vòng
Vì L ³ 5D ÷ 7D => = 0.8
Sv = 0.36× 0.8 = 0.288 mm/vòng
Tra thuyết minh thư máy 2A125 chọn: Svt = 0.28 mm/vòng
- Chọn vận tốc cắt V: Tra bảng 18-3 sách “Chế độ cắt gia công cơ khí”
HB = ( 182 ÷ 199 )
S = 0.24
D = 7.8
Chọn V = 28 m/phút
n = = = 1142.6,3 vòng/phút
Tra thuyết minh thư máy chọn nt = 960 vòng/phút
Vt = = = 23.5 m/phút
- Lực cắt và momen.
Ta có công thức: P0= CP´ DZP´ SYP Kmp (1)
M = CM´ DZM´SYM´ KMm (2)
Tra bảng (7 – 3) sách bảng tra chế độ cắt gia công cơ khí.
CM ZM YM
0.021 2 0.8
CP ZP YP
42.7 1 0.8
Tra bảng (12 – 1) sách chế độ cắt gia công cơ khí.
Ta có: Kmp = KmM= (np
Tra bảng ( 13 – 1) sách chế độc cắt gia công cơ khí.
=> np = 1
Thế vào (1): P0= 42.7 ´ 7.81´´ 1 = 120.3 KG
Thế vào (2): M = 0.021 ´´´ 1 = 0.46 KGm
- Công xuất cắt gọt:
N = = = 0.45 KW
Mà NĐC= N ´h = 2.8 ´ 0.8 = 2.24 KW
Vậy N < NĐCmáy gia công an toàn.
- Thời gian chạy máy:
Tm =
L1 = × cotgφ + (0.5 ÷ 2) = + 1 = 3.3 mm
L2 = 1 ÷ 3 mm
Tm = = 0.147 phút
|
t (mm) |
S (mm/vòng) |
V (m/phút) |
Tm (phút) |
|
3.5 |
0.28 |
23.5 |
0.147 |
- Doa thô lỗ đạt kích thước Ø
- Máy 2A125
- Chọn dao khoan vật liệu là thép gió
- Chọn chiều sâu cắt t: t = = = 0.1 mm
- Chọn bước tiến S: tra bảng (10-3) sách “Chế độ cắt gia công cơ khí”
D = 8
HB 200
Vật liệu cắt thép gió
chọn S = 2.2 mm/vòng
Tra thuyết minh thư máy 2A125 chọn: Svt = 2.2 mm/vòng
- Chọn vận tốc cắtV: Tra bảng (51-3) sách “Chế độ cắt gia công cơ khí”
HB = ( 182 ÷ 199 )
S = 2.0
D= 7.94
Chọn V = 7.3 m/phút
n = = = 290.5 vòng/phút
Tra thuyết minh thư máy 2A125 chọn nt = 225 vòng/phút
Vt = = = 5.65 m/phút
- Kiểm nghiệm: Khi chọn thông số cho doa không cần kiểm nghiệm vì công suất nhỏ.
Tóm lại: t = 0.1
S = 2,2 mm/vòng
V = 5.6 m/phút
Thời gian chạy máy: : Tm =
L1 = × cotgφ + (0.5 ÷ 2) = + 2 = 2.05 mm
L2 = 1 ÷ 3 mm
L = 64 mm
Tm = = 0.137 phút
|
t (mm) |
S (mm/vòng) |
V (m/phút) |
Tm (phút) |
|
0.07 |
2.2 |
5.6 |
0.137 |
- Vát mép đạt kích thước: 0.5×45˚
...........
V. Xác định phương án kẹp chặt, tính lực kẹp cần thiết
- Để đảm bảo chi tiết không bị tịnh tiến dọc và lật trong quá trình gia công chọn phương án đảm bảo phôi tiếp xúc vững chắt với phiến tỳ: khi đó lực kẹp có
- Phương vuông góc với mặt định vị
- Chiều hướng từ trên xuống
- Tính lực kẹp cần thiết:
- Sơ đồ lực kẹp và các lực tác dụng lên chi tiết gia công
- Lực kẹp tác dụng lên chi tiết gồm
o Lực kẹp: w lực W1= W2= W (cùng phương cùng chiều)
o Lực cắt PZ, PY( coi thành phần PXkhông tác dụng)
Thành phần lực tiếp tuyến PZ được tính ở phần chế độ cắt.
PZ= 32.3 KG
- Thành phần lực PY = (0.7 0.9) PZ = (22.6 29.07)
- Thành phần lực chạy dao PS= (0.8 ÷ 0.9)PZ= (25.84 29.07)
- Thnahf phần lực vuông góc với phương chạy dao.
PV = (0.3 ÷ 0.4)PZ= (9.69 12.92)
ðTa có phương trình cân bằng lực
S F = 2 ´ W ´´ ( 2W + PV) ´ – K ´ PS= 0
ð2W = = = = 569 ( N )
Trong đó:
W: lực kẹp
K = K0+ K1 + K2 +K3 + K4 + K5 + K6
= 1.5 + 1.2 + 1.2 + 1.2 + 1.2 + 1.2 + 1.3 = 8.8
K0: hệ số an toàn chung K0= 1.5
: hệ số tính đến bề mặt gia côngK1 = 1.2
: hệ số tính đến việc tăng lực cắt do mòn daoK2 = 1.2
: hệ số tính đến việc gia công các bề mặt không lien tụcK3 = 1.2
: hệ số tính đến momen làm quay chi tiết khi kẹp bằng tay K4 = 1.2
:hệ số xét đến sự thuận lơi khi thao tác kẹp bằng tay có góc quay 5 = 1
K6 : hệ số tính tới sự ổn định của chi tiết kẹp, kẹp bằng tay. K6 = 1.3
f1 : hệ số ma sát giữa chi tiết kẹp và chi tiết gia công f1 = 0,3
f2: hệ số giữa chi tiết định vị và chi tiết gia công f2 = 0,1
Vậy lực kẹp cần thiết là 2W = 569 ( N ).
- Đường kính bulong kẹp cần thiết.
C = 1.4 = 8.3 mm
Trong đó:
- C=1.4 đối với ren hệ met cơ bản.
- d: đương kính đỉnh ren
- W: lực kẹp do bulong tạo ra (KG)
- σ: ứng suất kéo(KG/mm2), thép C45 thì σ = 8÷10.
Theo tiêu chuẩn bảng 8-23 sổ tay CNCTM2 chọn bulong M10 kiểu III.(vật liệu C45).
- Bảo quản và sử dụng:
- Trong qua trình sử dụng tránh không cho phoi bám vào mặt định vị vì sẽ gây hư hỏng. Trước khi gá phôi phải lau sạch phoi bám trên các phiến tì.
- Sau khi sử dụng phải lau sạch sẽ và quét một lớp nhớt chống sét lên đồ gá.
- Sau một quá trình sử dụng lâu dài phải kiểm tra và thay thế các bộ phận mòn.
PHẦN 7 : KẾT LUẬN
- Sau thời gian làm làm đồ án tốt nghiệp, lập quy trình công nghệ gia công chi tiết giá đỡ trục. Em đã hoàn thành đầy đủ nội dung yêu cầu. Qua đồ án ngoài học lại những kiến thức đã học ở những môn cơ sở và chuyên ngành em còn được tiếp xúc trực tiếp những kiến thức mới về công nghệ gia công.
- Trong quá trình thực tập tại cơ sở thực tế về công nghệ chế tạo , quá trình thiết kế và gia công đã làm cho chúng em hiểu sâu hơn những kiến thức đã học ở trường qua đó giúp chúng em thu hẹp được khoảng cách giữa lý thuyết và thực tế đây là nhược điểm đa số sinh viên mới ra trường mắc phải.
Tài liệu tham khảo:
- Sổ tay công nghệ chế tạo máy tập 1 và 2.
- Sách đồ gá, trường CĐKT Cao Thắng.
- ATLAS đồ gá của GS.TS Trần Văn Địch.
- Đề cương bài giảng Vẽ kỹ thuật, trường CĐKT Cao Thắng.
- Sách Công nghệ chế tạo máy, trường CĐKT Cao Thắng.
- Sách Thiết kế đúc của Nguyễn Xuân Bông và Phạm Quang Lộc.
- Sách hướng dẫn làm bài tập lớn, trường CĐKT Cao Thắng.










