ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ HEO DẦU
NỘI DUNG ĐỒ ÁN
MỤC LỤC Trang
I. Phân tích sản phẩm 5
II. Xác định dạng sản xuất 16
- Chọn phôi và phương pháp chế tạo phôi 19
- Lập bản tiến trình công nghệ 22
- Biện luận quy trình công nghệ 26
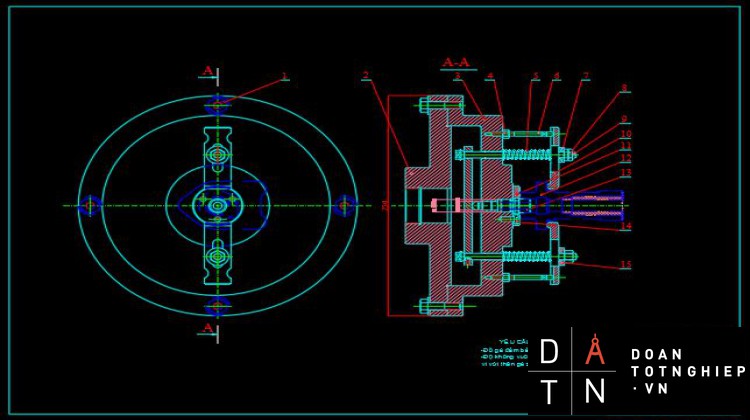
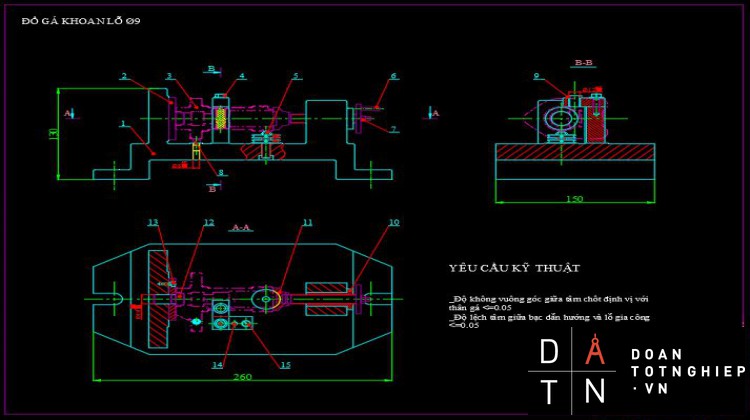
- Thiết kế đồ gá 84
- Kết luận
NỘI DUNG DUNG THUYẾT MINH
Chương:I PHÂN TÍCH CHI TIẾT
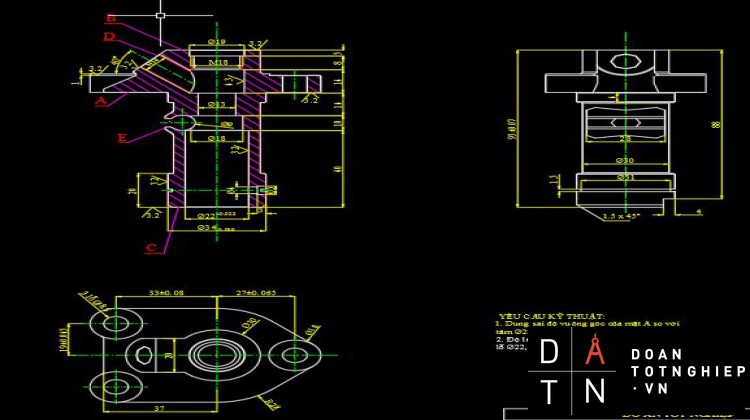
1.Công dụng của chi tiết :
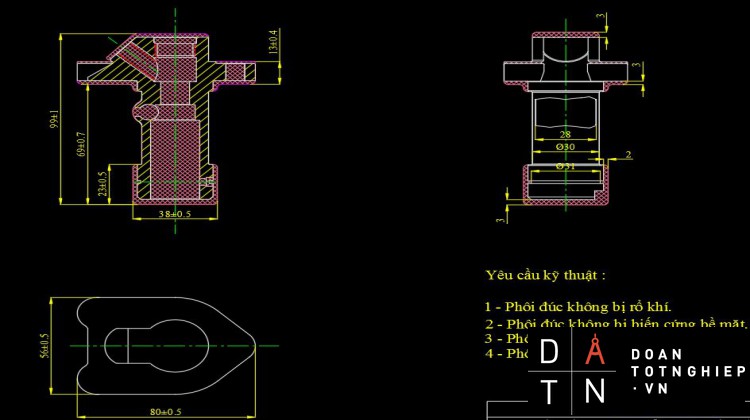
- Chi tiết gia công dạng bạc dùng để gá đỡ trục bơm dầu. Chi tiết làm việc trong điều kiện có va đập.
-Có đường kính làm việc chính:Æ22+0.033, Æ34-0.039
-Kích thước làm việc chính:25±0.042
2. phân tích vật liệu chi tiết gia công
- Nghiên cứu và vẽ bản vẽ chi tiết gia công:
+ Nghiên cứu bản vẽ.
+ Vẽ bản vẽ chi tiết gia công
3. Phân tích vật liệu chi tiết
- Chi tiết VỎ HEO DẦU được chế tạo từ gang xám 15-32 (theo TCVN)
a.Giải thích ký hiệu:
Vật liệu chế tạo bạc lót làm bằng gang xám GX15-32
Trong đó:
-GX: chỉ ký hiệu vật liệu là gang xám
-15: chỉ giới hạn bền kéo
-32: chỉ giới hạn bền uốn.
b.Các thành phần của vật liệu:
Gang xám chủ yếu là sắt (Fe) và cacbon (C) trong đó:
-Cacbon (C) từ 3 à 3.8%
-Silic (Si) từ 0.5 à 3%
-Mangan (Mn) từ 0.5 à 3%
-Photpho (P) từ 0.15 à 0.4%
-Lưu huỳnh (S) từ 0.12 à 0.2%
-Nếu như thép là kim loại có cơ tính tổng hợp cao, có thể chịu tải trọng rất lớn, độ bền cao và độ dai va đập lớn. Thì gang lại có cơ tính không cao, độ bền thấp, độ dẻo dai va đập thấp, có thể coi là vật liệu giòn. Tuy vậy với bạc làm việc với điều kiện không quá khắc nghiệt, mặt làm việc luôn chịu ma sát và mài mòn thì gang xám lại có ưu điểm: trong gang xám có thành phần Grafit có khả năng tự bôi trơn nên làm tăng tính chống mài mòn. Hơn nữa gang khá rẻ, dễ gia công vì có phoi vụn (do Grafit). Gang có tính chảy loãng cao, thích hợp cho phương pháp chọn phôi là phôi đúc. Nếu chọn được phương pháp đúc hợp lý thì cơ tính của vật liệu sẽ cao hơn.
-Kết luận: Vật liệu GX15-32 là hợp lý.
4. Phân tích các yêu cầu kỹ thuật của chi tiết:
- Để gia công cần đạt các YCKT sau:
+ Độ chính xác về kích thước.
+ Độ chính xác về vị trí tương quan.
+ Độ chính xác về hình dạng hình học.
a) Độ chính xác về kích thước:
Những kích thước có sai lệch không chỉ dẩn:
- Kích thước giữa 2 mặt gia công.
- Kích thước giữa 1 mặt đã gia công với 1 không gia công.
- Kích thước giữa 2 mặt không gia công.
- Kích thước giữa các bán kính, góc lượng, vát mép,…
Theo qui định trong tiêu chuẩn Việt Nam 2244-77 và 2245-77. Thì đối với những kích thước không chỉ dẩn ta chọn cấp chính xác từ 12 đến 17.
............
5. Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công
Theo bản vẽ chi tiết thì VỎ HEO DẦU có các cấp độ nhám sau.
- Các mặt trụ ngoài Ø34-0.039 mm, Ø22+0.033 có độ nhám Ra=3.2µm, theo TCVN
2511-95 thì kích thước này đạt cấp độ nhám cấp 10
Các mặt đầu D=123±0.175mm,D=108±0.175mm,D=68±0.1mm,có đô nhám Rz=20theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 10.
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT
- Sản lượng chi tiết cần chế tạo :
Số lượng chi tiết cần chế tạo trong 1 năm tính theo công thức:
( chiếc/ năm).
Trong đó :
- M = 1 : số lượng chi tiết như nhau trong 1 đơn vị sản phẩm.
- a = 10 - 20% : số % chi tiết dùng làm phụ tùng, chọn a = 10%.
- b= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo.
Ta chọn b=5%.
- N0 = 3000 là sản lượng trong 1 năm theo kế hoạch.
Ta được :
N= 3000 . 1 . (1 + 10/100).(1 + 5/100) = 3465 ( chiếc/ năm).
- Khối lượng chi tiết :
Để xác định được sản lượng hàng năm của chi tiết ta cần tính khối lượng chi tiết:
Ta có: Mct = Vct x γ
Trong đó: Mct: khối lượng CTGC (kg)
γ : khối lượng riêng vật liệu (kg/dm3)
Vct: thể tích CTGC (mm3)
Đối với gang xám GX15-32 ta có khối lượng riêng γ = 7.2 kg/dm3
Nhờ phần mềm vẽ 3D Pro 5.0 ta có được Vct = 69764.4 mm3
Vậy Mct = Vct x γ = 69764.4 x 10-6 x 7.2 = 0.5023 kg
- Xác định dạng sản xuất đặt trưng.
Tra bảng 1.1 trang 10 Giáo trình công nghệ chế tạo máy 1:
|
Dạng sản xuất |
Số lượng chi tiết |
||
|
> 200 kg |
4 ÷ 200 kg |
< 4 kg |
|
|
|
Sản lượng hàng năm (chiếc) |
||
|
Đơn chiếc |
< 5 |
< 10 |
< 100 |
|
Loạt nhỏ |
55 ÷ 100 |
10 ÷ 200 |
100 ÷ 500 |
|
Loạt vừa |
100 ÷ 300 |
200 ÷ 500 |
500 ÷ 5000 |
|
Loạt lớn |
300 ÷ 1000 |
500 ÷ 5000 |
5000 ÷ 50000 |
|
Hàng khối |
>1000 |
> 5000 |
> 50000 |
Dạng SX hàng loạt vừa à Sản lượng chi tiết 5000 chiếc/năm.
- Đặc trưng dạng sản xuất này là có tính ổn định và lạp lại, sử dụng máy vạn năng, trang bị công nghệ chuyên dùng. Quá trình công nghệ tính toán chính xác và được ghi thành tài liệu công nghệ có nội dung cụ thể và khá tỷ mỉ.
Chương III: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chọn phôi
Việc chọn phôi được xác định dựa vào vật liệu, hình dáng, kích thước và dạng sả xuất của chi tiết.
Chi tiết được yêu cầ chế tạo bằng gang xám GX15-32, là vật liệu cứng, có tính chảy loãng , ít co ngót nên ta chọn dạng phôi là phôi đúc.
v Đặc điểm của phôi đúc:
Phôi đúc có cơ tính không cao bằng phôi rèn đập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản. Đồng thời rất phù hợp với những chi tiết có vật liệu là thép vì có những đặc điểm như sau:
+Lượng dư phân bố điều.
+Tiết kiệm được vật liệu.
+Giá thành rẻ, được dùng phổ biến.
+Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi giâ công giảm.
+Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong ( chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
- Các phương pháp chế tạo phôi.
Tra bảng 3-2 (STCNCTM tập 1, trang 173) với khối lượng chi tiết 2.05 kg ta xác định được dạng sản xuất là hàng loạt vừa.
Phương án chế tạo phôi cũng tùy thuộc vào dạng sản xuất. Ở đây dạng sản xuất là hàng loạt vừa chế tạo phôi bằng phương pháp đúc.
Ta có các phương pháp đúc sau đây:
a) Đúc trong khuôn kim loại, mẫu bằng kim loại có cấp chính xác 2, cấp chính xác kích thước IT14-15, có độ nhám bề mặt .
b) Đúc trong khuôn cát, mẫu gỗ, lõi bằng kim loại, làm khuôn bằng máy có cấp chính xác IT15-16, độ nhám Rz = 80 m.
- Vật liệu chế tạo chi tiết là gang xám, chi tiết được đúc ở cấp chính xác 2, thuộc nhóm phức tạp II.
- Xác định vị trí khi đúc của mặt gia công ( dựa vào sơ đồ đúc ) ta có:
o Mặt trên kích thước lượng dư gia công 4mm.
o Mặt dưới kích thước lượng dư gia công 3mm.
o Mặt bên kích thước lượng dư gia công 3mm.
- Xác định kích thước chổ lớn nhất của chi tiết gia công 93<100
o Đường kính lỗ đúc rỗng Æ ≥ 30mm.
o Đường kính lỗ đúc đặc Æ ≤ 30mm.
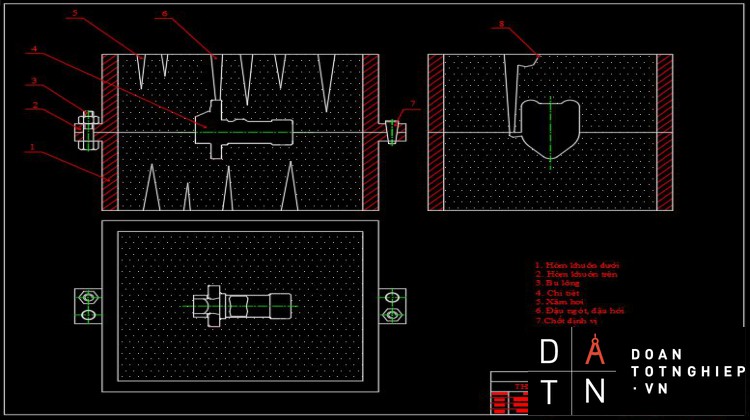
Quá trình hình thành phôi trải qua các bước sau:
Bộ phận kỹ thuật vẽ bản vẽ vật đúc. Căn cứ vào bản vẽ vật đúc bộ phận mẫu chế tạo mẫu và hộp lõi. Bộ phận làm khuôn người ta dùng hộp lõi và hỗn hộp làm khuôn để chế tạo thành khuôn. Bộ phận làm lõi dùng hộp lõi để chế tao lõi. Sau khi sấy khuôn và lõi, ta đem lắp ghép lại với nhau. Tiến hành các bước như rót kim loại vào khuôn phá lõi khởi vật đúc làm sạch vật đúc và kiểm nghệm.
Phôi được làm sạch bằng các thiết bị phun cát khô, cát ướt bán tự động.
Chương IV: LẬP TIẾN TRÌNH CÔNG NGHỆ GIA CÔNG
BIỆN LUẬN CHUNG.
Sự sắp xếp các thứ tự nguyên công ảnh hưởng đến chất lượng sản phẩm, năng xuất của quá trình gia công. Chính vì thế thứ thự các nguyên công cần được sắp xếp một cách hợp lý. Tuy nhiên đôi khi có các trường hợp cần phải thay đổi thứ tự nguyên công, để dễ dàng và thuận tiện cho qui trình công nghệ gia công cắt gọt có năng xuất cao, cũng như việc chọn chuẩn, thiết kế đồ gá được thống nhất và dể dàng thực hiện. Trong qui trình công nghệ gia công chi tiết ta xắp xếp thứ tự như trong bảng tiến trình công nghệ. Tóm lại sự sắp xếp thứ tự nguyên công cần được cân nhắc kỹ về mọi mặt để đạt được hiệu quả cao nhất.
- Chọn phương pháp gia công các bề mặt
Dựa vào hình dáng và các yêu cầu của chi tiết ta lựa chọn các phương pháp gia công : Tiện, Khoan, Khoét, Phay, Taro
- Xác định bề mặt gia công.
Gia công chi tiết bao gồm:
o Gia công các mặt phẳng đáy
o Gia công các lỗ chính
o Gia công mặt phẳng còn lai
o Gia công các cung tròn còn lại
o Gia công các lỗ phụ còn lại.
- Chọn trình tự gia công bề mặt
- Mục đích:
Xác định trình tự gia công hợp lý, nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan và độ nhám bề mặt theo yêu cầu đề ra.
- Nôi dung: lập qui trình công nghệ:
à qui trình công nghệ:
Nguyên công I: Chuẩn bị phôi.
Nguyên công II: Định vị mặt trụ ngoài, mặt C
- Bước 1: tiện thô mặt B
- Bước 2: tiện tinh mặt B
- Bước 3: khoan lỗ suốt Ø13
- Bước 4: tiện lỗ Ø16, L = 27mm
- Bước 5: tiện lỗ bậc Ø19, L = 5mm vát mép
- Bước 6: tiện rãnh trong Ø19
Nguyên công III: Định vị mặt B, lỗ Ø16
- Bước 1: Tiện thô mặt C, lỗ Ø22, Ø19
- Bước 2: Tiện tinh mặt C
- Bước 3: Tiện lỗ Ø22, vát mép trong 1x450
- Bước 4: Tiện lỗ Ø19
Nguyên công IV: Định vị mặt B, lỗ Ø16
- Bước 1: Tiện thô mặt trụ ngoài Ø34, mặt A
- Bước 2: Tiện tinh mặt trụ ngoài Ø34, mặt A, vát mép
- Bước 3: Tiện rãnh ngoài Ø31, rộng 1.5mm
Nguyên công V: Định vị mặt B, lỗ Ø16
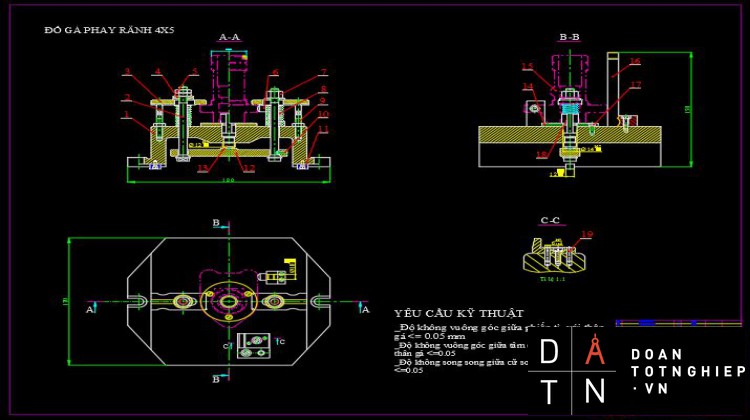
- Bước 1 : Phay rãnh 5x4
Nguyên công VI: Định vị mặt B, lỗ Ø16
- Bước 1: Khoan lỗ Ø9
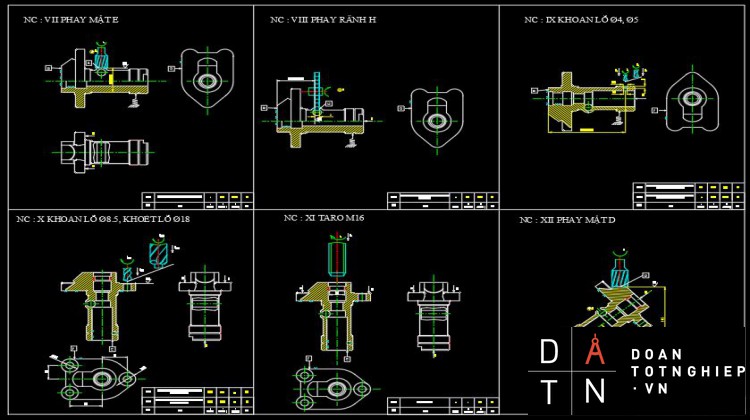
Nguyên công VII: Định vị mặt B, lỗ Ø16
- Bước 1: Phay mặt E
Nguyên công VIII: Định vị mặt B, lỗ Ø16
- Bước 1 : Phay rãnh H
Nguyên công IX : Định vị mặt B, lỗ Ø16
- Bước 1 : Khoan lỗ Ø4
- Bước 2 : Khoan lỗ Ø5
Nguyên công X: Định vị mặt A, lỗ Ø22
- Bước 1 : Khoan 3 lỗ Ø8.5
- Bước 2 : Khoét 3 lỗ bậc Ø18
Nguyên công XI: Định vị mặt A, lỗ Ø22
- Bước 1 : Taro M18
Nguyên công XII: Định vị mặt A, 2lỗ Ø8.5
- Bước 1 : Phay mặt D
Nguyên công XIII: Định vị mặt A, 2lỗ Ø8.5
- Bước 1 : Khoan lỗ Ø8.5
- Bước 2 : Taro M10
Nguyên công XIV: Tổng kiểm tra
- Bước 1: Kiểm tra dung sai độ vuông góc của mặt A với tâm chi tiết ≤ 0.01
Bước 2 : Kiểm tra độ lệch tâm của Ø34 và các lỗ Ø22, Ø19, Ø13 ≤ 0.01
..............







