ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT TRỤC DẪN HƯỚNG TRƯỜNG QUÂN SỰ




NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT TRỤC DẪN HƯỚNG TRƯỜNG QUÂN SỰ
KHOA CƠ KHÍ CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
BỘ MÔN CHẾ TẠO MÁY Độc lập - Tự do-Hạnh phúc
--------@@@------- ----------@@@--------
NHIỆM VỤ ĐỒ ÁN
CÔNG NGHỆ CHẾ TẠO MÁY
Họ và tên: Đỗ Văn Điệp Lớp: Vũ khí B Khoá: 34
- Tên đề tài: Thiết kế qui trình công nghệ gia công trục dẫn hướng.
- Các số liệu ban đầu:
- Bản vẽ chi tiết số : 041
- Trang thiết bị công nghệ: tự chọn
- Dạng sản xuất : loạt lớn
- Nội dung bản thuyết minh
Lời nói đầu
I – PHÂN TÍCH SẢN PHẨM, CHỌN PHÔI
- Phân tích kết cấu, yêu cầu kỹ thuật.
- Phân tích tính công nghệ của sản phẩm.
- Phân tích vật liệu và chọn phôi.
II – THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ
- Thiết kế tiến trình công nghệ.
- Thiết kế nguyên công.
- Tra lượng dư gia công cho các bề mặt.
- Tra chế độ cắt cho các bề mặt.
III – TÍNH TOÁN, THIẾT KẾ ĐỒ GÁ
- Thiết kế đồ gá cho nguyên công: Khoan lỗ f4.
Kết luận
Tài liệu tham khảo
- Bản vẽ
01 Bản vẽ chi tiết đã điều chỉnh (khổ A3)
01 bản vẽ chi tiết lồng phôi (khổ A3)
01 bản vẽ nguyên công (khổ A0)
01 bản vẽ lắp đồ gá (khổ A1)
- Tài liệu khác
01 Tập phiếu công nghệ
MỤC LỤC
Nội dung Trang
Lời nói đầu 3
Chương I – Phân tích sản phẩm, chọn phôi 4
I.1 Phân tích kết cấu, yêu cầu kỹ thuật. 4
I.2 Phân tích tính công nghệ của sản phẩm. 4
I.3 Phân tích vật liệu và chọn phôi. 5
Chương II – Thiết kế quá trình công nghệ 6
II.1 Xác định đường lối công nghệ 6
II.2 Thiết kế tiến trình công nghệ. 6
II.3 Thiết kế nguyên công. 6
II.4 Tra lượng dư gia công cho các bề mặt. 12
II.5 Tra chế độ cắt cho các bề mặt. 12
Chương III – Tính toán, thiết kế đồ gá 17
III.1 Thiết kế đồ gá cho nguyên công: Khoan lỗ 4. 17
III.2 Nguyên lý làm việc của đồ gá 20
Kết luận 20
Tài liệu tham khảo 21
CHƯƠNG I: PHÂN TÍCH SẢN PHẨM VÀ CHỌN PHÔI
I.1. Phân tích kết cấu, yêu cầu kỹ thuật của sản phẩm
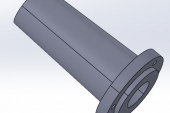
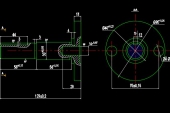
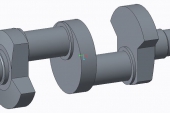
Chi tiết cần thiết kế quy trình nguyên công chế tạo trong đồ án là trục dẫn hướng, đây là loại trục được dùng nhiều trong các hệ thống dẫn động cơ khí, chức năng chủ yếu của nó là dẫn hướng, làm đường trượt cho chi tiết khác làm việc. Để làm việc tốt, trục dẫn hướng phải được đảm bảo độ thẳng đường tâm cao, ở đây đề án đã yêu cầu phải đạt độ thẳng đường tâm 0,02/600, phải có chất lượng bề mặt tốt để khi làm tin cạy, mất mát năng lượng nhỏ…
I.2. Phân tích tính công nghệ của sản phẩm
1. Đặc điểm chung
Dựa vào bản vẽ của chi tiết “trục dẫn hướng” ta thấy. Trục dẫn hướng có bề mặt làm việc là toàn bộ bề mặt đoạn trục dài f12, rãnh then bán nguyệt R8x3, đoạn trục ren M12, lỗ f4 và đoạn tiết diện vuông 14x14. Trong đó bề mặt quan trọng nhất của chi tiết trục này là đoạn trục dài f12, độ nhàm của bề mặt này cần đạt khá cao Ra = 0,63 (cấp 8), độ tròn là 0,01 (cấp chính xác IT7), dung sai kích đường kính là 15 (IT6), đoạn trục này dài 564mm. Cụ thể, có thể đánh giá trục với các đặc tính cơ bản sau:
1) Độ chính xác của các kích thước và cấp độ nhám của bề mặt chi tiết có thể dùng các biện pháp cắt gọt trên các máy cắt thông thường (Tiện, phay, khoan, mài…) với việc sử dụng các đồ gá chuyên dụng.
2) Trục có chiều dài 600mm, lờn hơn 50 lần đường kính, đây là trục rất dài độ cứng vững kém, khi gia công phải có đồ gá phù hợp đảm bảo độ cứng vững của hệ thống. Cần phải nắn thẳng sau một số nguyên công chính, nguyên công gây cong vênh cao.
3) Vị trí tương quan giữa các mặt phẳng được đảm bảo trong gia công bằng cách dùng đồ gá chuyên dùng.
4) Lỗ f4 trên trục có thể tạo được bằng cách khoan.
5) Then bán nguyệt R8 có thể tạo được bằng cánh phay bằng dao phay.
6) Độ cứng của chi tiết sau gia công là HRC 40 ¸ 45 với vật liệu là thép C45 có thể nhận được bằng nhiệt luyện. Khi nhiệt luyện cần chú ý biến dạng của trục, nắn thẳng sau nhiệt luyện.
7) Độ đồng tâm, độ tròn của các mặt trụ được đảm bảo bằng chọn chuẩn tinh thống nhất là 2 lỗ tâm.
8) Độ nhám bề mặt dài hơn 500mm kể từ đầu rãnh then Ra 0,63 có thể đạt được bằng phương pháp mài tinh sau nhiệt luyện.
9) Trục có đoạn tiết diện vuông 14x14, có thể gia công trên máy phay.
10) Sau khi gia công xong cần làm cùn cạnh sắc.
2. Kết luận:
Khó khăn nhất và cũng là đặc điểm nổi bật nhất của chi tiết là chi tiết rất dài, độ cứng vững rất thấp. Còn lại các bề mặt của chi tiết đơn giản có thể gia công bằng các biện pháp thông thường.
I.3. Phân tích vật liệu và chọn phôi
Dựa vào hình dạng, kết cầu và dạng sản xuất của chi tiết:
- Chi tiết dạng trục, đường kính trục nhỏ nhưng chiều dài rất lớn, có đoạn trục tiết diện vuông.
- Dạng sản xuất là loạt lớn.
- Vật liệu của chi tiết là thép C45. Có thành phần như sau:
|
C |
Mn |
Cr |
Ni |
S |
P |
Si |
|
[%] |
[%] |
[%] |
[%] |
[%] |
[%] |
[%] |
|
0,4¸0,5 |
0,5¸0,8 |
0,3 |
0,3 |
≤ 0,045 |
≤ 0,045 |
0,17¸0,37 |
Để tạo được phôi ta có một số phương án sau: Cán, đúc, rèn cụ thể là:
Phôi đúc: Phương pháp đúc cho phép dễ dàng có được hình dạng của phôi gần với chi tiết. Tuy nhiên, chi tiết cần gia công co tiết diện nhỏ, dài dễ cong vênh, khối lượng nhỏ (khoảng 0,5kg)…Không chọn phương pháp đúc
Phôi rèn: Rèn là một phương pháp tạo phôi dùng nhiều trong chế tạo máy, rèn có thể tạo được phôi tương đối phức tạp, có khối lượng lớn. Tuy nhiên, chi tiết của chúng ta quá dài, lại nhỏ, khi rèn có sự cong vênh lớn – Không cho rèn.
Phôi cán: Với chi tiết dạng trục phương pháp cán (phôi thanh) cho năng suất cao phù hợp với dạng sản xuất loạt lớn. Thép cán nóng có: tổ chức đồng đều trong tinh thể kim loại, phôi cán nóng không đòi hỏi thiết bị và công nghệ cao.
Kết luận: để chế tạo phôi có thể dùng Phôi cán nòng.
CHƯƠNG II: THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ
II.1. Xác định đường lối công nghệ.
Với quy mô sản xuất loạt lớn, để giảm chi phí và thời gian tôi lựa chọn phương án gia công là phân tán nguyên công. Khi gá đặt chi tiết gia công sử dụng phương pháp tự động đạt kích thước.
II.2. Thiết kế tiến trình công nghệ gia công trục dẫn hướng
Dựa vào hình dạng chi tiết cũng như các yêu cầu kỹ thuật về các kích thước và chất lượng bề mặt của chi tiết, chọn trình tự nguyên công để gia công chi tiết như sau:
- Nắn thẳng phôi.
- Phay mặt đầu và khoan lỗ tâm.
- Tiện thô và tiện tinh đoạn trụ dài: f12
- Tiện thô, tiện tinh và tiện ren đoạn ren: M12
- Phay mặt phẳng tiết diện vuông: 14x14
- Khoan lỗ f4.
- Phay rãnh then bán nguyệt R8x3mm
- Nhiệt luyện đạt độ cứng HRC 40 ¸ 45.
- Nắn thẳng phôi sau nhiệt luyện.
- Mài thô và mài tinh đoạn trụ dài f12 đạt độ nhám bề mặt cấp 8 (Ra=0,63).
II.3 Thiết kế nguyên công
1. Nguyên công 1 - Phay cắt đứt và khoan lỗ tâm.
b. Đồ gá: kẹp trên 2 khối V gồm hai chốt tỳ góc 2a =90o.
c. Máy gia công:
Theo bảng 25-(119)-[5] chọn máy phay và khoan tâm bán tự động MP73M.
Công suất của máy: Khi phay là 7,5 (kW); khi khoan là 2,2 (kW).
d. Dụng cụ cắt:
Dao phay: Theo bảng 4.86-(369)-[3] chọn dao phay cắt đứt có các thông số
D ´ B ´ d ´ Z = 40 ´ 3 ´ 10 ´ 10.
Dụng cụ khoan lỗ tâm: Theo bảng 9.46-(222)-[7] chọn mũi khoan có thông số: D ´ L ´ l0 =2 ´ 100 ´ 55.
e. Các bước trong nguyên công
Phay cắt đứt.
Khoan lỗ tâm.
2. Nguyên công 2 - tiện thô đoạn trục f12
- Sơ đồ:
Hình 2: Sơ đồ tiện thô và tiện tinh đoạn trục f12.
- Đồ gá: 2 mũi chống tâm, khống chế 5 bậc tự do, kẹp tốc và luy nét động
- Máy gia công: Theo bảng 4-(110)-[6] chọn máy tiện ren vít vạn năng 16K20. Các thông số kỹ thuật chính của máy như sau:
-Công suất của máy N = 10 (kW).
-Đường kính gia công lớn nhất: 400mm
-Khoảng cách giữa hai mũi tâm: 710mm
-Số cấp tốc độ của trục chính: 22
-Giới hạn vòng quay của trục chính: 12,5¸1600 vg/ph.
-Máy tiện ren vít 16K20 có các cấp tốc độ: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600.
- Dụng cụ cắt:
+ Khi tiện thô:
Theo bảng 4 – 4 - (295)-[3] chọn dao tiện ngoài thân cong có góc nghiêng chính 90o, gắn mảnh hợp kim cứng T15K6 có các thông số:
H ´ B ´ L = 20 ´ 16 ´120.
+ Khi tiện tinh:
Theo bảng 4 - 4- (295)-[3] chọn dao tiện ngoài thân cong có góc nghiêng chính 90o, gắn mảnh hợp kim cứng T15K6 có các thông số:
H ´ B ´ L = 20 ´ 12 ´120.
c. Các bước trong nguyên công.
-Tiện thô trục f12 dài 564mm.
-Tiện tinh trục f12 dài 564mm.
-Vát mép.
3. Nguyên công 3 – tiện thô, tiện tinh, tiện ren đoạn trục ren M12
a. Sơ đồ:
Hình 3: Sơ đồ nguyên công tiện thô, tiện tinh và tiện ren M12
b. Đồ gá: Mâm cặp ba chấu tự tịnh tâm.
c. Máy gia công:
Để thuận tiện ta chọn máy tiện ren vít vạn năng 16K20 như nguyên công trên.
d. Dụng cụ cắt.
Tiện thô: như nguyên công 2: H ´ B ´ L = 20 ´ 16 ´120.
Tiện tinh:như nguyên công 2: h ´ b ´ L = 20 ´ 12 ´120.
Tiện ren: theo bảng 4-12 – (300) – [3], chọn dao tiện ren gắn mảnh hợp kim cứng T15K6 có các thông số: h x b x L x l = 20x12x120x6
e. Các bước trong nguyên công:
-Tiện thô trục dài 30mm
-Tiện tinh trục dài 30mm.
-Tiện ren M12, dài 28mm.
-Vát mép.
4.Nguyên công 4 - Phay mặt phẳng tiết diện vuông 14x14
a. Sơ đồ:
Hình 4: Sơ đồ phay mặt phẳng tiết tiện vuông 14x14
b. Đồ gá: 2 khối V ngắn, 1 chốt tỳ đầu khía nhám nhám, 1 chốt tỳ đầu cong.
c Máy gia công:
Chọn máy 6ẽ80 có các đặc tính ký thuật chính như sau:
- Công suất động cơ chính: 2,8 kW
- Công suất động cơ chay dao: 0,6 kW
- Số cấp tốc độ trục chính: 12
- Kích thước bề mặt làm việc BxL = 200x800
- Dịch chuyển lớn nhất của bàn máy: 500x160x300
- Dịch chuyển nhanh nhất của bàn máy: 2800x2000x1000
- Đường kính lỗ trục chính: 17 mm
- Đường kính trục gá dao: 22 mm
d. Dụng cụ cắt:
Theo bảng 4 - 91-(373)- [3]. Chọn dao phay mặt đầu bằng thép gió có các thông số:
D ´ B ´ d ´ Z = 40 ´ 2 ´ 16 ´ 10.
c. Các bước nguyên công:
- Phay mặt thứ nhất.
- Quay 180o phay mặt thư 2.
- Quay 900 phay mặt thứ 3.
- Quay 180o phay mặt thư 4.
5. Nguyên công 5 - Khoan lỗ f4
a. Sơ đồ:
Hình 5: Sơ đồ khoan lỗ f4.
b. Đồ gá:
2 khối V ngắn (hạn chế 4 bậc tự do) có bạc dẫn hướng và một đầu chống chốt trụ (hạn chế một bậc tự do), tại tiết diện vuông chống một chốt tỳ phụ.
c. Máy gia công:
Theo bảng P6.2-(162)-[6] Chọn máy khoan đứng có ký hiệu 2H125 có các thông số kỹ thuật cơ bản sau:
- Công suất của máy N = 2,2 (kW).
- Lực chạy dao lớn nhất: 9000 N.
- Tốc độ quay trục chính: 45¸ 2000 vg/phút
- Dịch chuyển ngang lớn nhất của trục chính: 200 mm.
- Lượng chạy dao của trục chính: 0,1¸ 0,6 mm/vg
- Kích thước bàn máy: 400x450x14x200
- Khoảng cách từ tâm trục chính đến dẫn hướng đứng: 250 mm
- Khoảng cách từ mặt đầu trục chính tới bàn máy: 5¸ 700 mm
- Kích thước bao: 1130x805 mm
d. Dụng cụ cắt:
Chọn mũi khoan ruột gà đuôi trụ, theo bảng 4-41-(325)-[3], chọn loại I có kích thước: dxL´ l = 4x119´78.
6. Nguyên công 6 - Phay rãnh then R8x3
a) Sơ đồ:
Hình 6: Sơ đồ nguyên công phay rãnh then bán nguyệt R8x3
b) Đồ gá: 2 gối chữ V hạn chế 4 bậc tự do , 1 chốt trụ ngắn vào lỗ f4 hạn chế 1 bậc tự do.
c) Máy gia công: Chọn máy như của nguyên công 4.
d) Dụng cụ cắt:
Dựa vào kích thước rãnh then, cấp chính xác 9, theo bảng 4-79 – (365) –[4] chọn dao phay rãnh then đáy quạt có kích thước:
L x d x a = 60 x 16 x 3.
Số răng: 8 răng
7. Nguyên công 7 - Mài thô và mài tinh đoạn trục f12
- Sơ đồ:
Hình 7: Sơ đồ nguyên công mài
- Đồ gá: 2 mũi chống tâm khống chế 5 bậc tự do, luy nét động, kẹp tốc.
- Máy gia công: Dựa theo kích thước chi tiết, tra bảng P6.5 – (168) –[6], chọn máy mài tròn 3M151 có các thông số cơ bản như sau:
- Đường kính gia công lớn nhất: 200 [mm].
- Chiều dài gia công lớn nhất: 700 [mm].
- Đường kính mài nên dùng: 60mm
- Số hiệu côn móc ụ trước: N0 4.
- Kích thước lớn nhất của đá mài: 600x100x305
- Tốc độ quay trục chính của ụ mài : 1590;
- Tốc độ quay trục chính của phôi gia công: 50¸ 500
- Dịch chuyển ngang lớn nhất của ụ mài: 185 [mm].
- Dịch chuyện ngang của ụ mài trên một hành trình của bàn: 0,1 ¸ 4
- Công suất của động cơ: 10 [kW].
- Kích thước của máy: 4605x2450
- Chọn đá mài: Tra bảng 4-169 –(457) –[4], chọn loại đá mài phẳng éé.
Tra bảng 4-170 –(457) –[4] ta chọn:
Chọn hạt mài: Keramit
Kích thước đá: D x H x d = 80x30x25
- Các bước trong nguyên công:
+ Mài thô trục dài 564 mm.
+ Mài tinh trục dài 564mm.
- Một số nguyên công không trình bầy như: nắn thẳng, nhiệt luyện.
II.4 Tra lượng dư gia công cho các nguyên công.
Chọn phôi thanh có tiết diện ÿ15x15mm, từ đó căn cứ vào yêu cầu của từng nguyên công, bước nguyên công, tính chất của phôi ta tra được bảng lượng dư sau:
|
Nguyên công |
Bước |
Nội dung các bước |
Lượng dư (mm) |
Ghi chú |
|
1 |
1 |
Phay mặt đầu |
4 |
Bảng 3-121 -(266)-[3] |
|
2 |
Khoan lỗ tâm |
|
||
|
2 |
1 |
Tiện thô mặt trụ f12 |
3,9 |
Bảng 2-120 –(265)-[3] |
|
2 |
Tiện tinh mặt trụ f12 |
1,1 |
||
|
3 |
1 |
Tiện thô mặt ren M12 |
3,2 |
|
|
2 |
Tiện tinh mặt ren M12 |
1,1 |
||
|
3 |
Tiện ren mặt ren M12 |
1,7 |
||
|
4 |
1 |
Phay các mặt tiết diện 14x14 |
0,5 |
|
|
5 |
1 |
Khoan lỗ f4 |
- |
|
|
6 |
1 |
Phay rãnh then R8x3 |
5 |
|
|
7 |
1 |
Mài thô mặt trụ f12 |
0,24 |
Bảng 3-122 –(267)-[3] |
|
2 |
Mài thô mặt trụ f12 |
0,06 |
II.5 Tra chế độ cắt cho các nguyên công.
1. Nguyên công 1 - Phay cắt đứt và khoan lỗ tâm.
- Khi phay cắt đứt.
Chiều sâu cắt: t= 4 (mm).
Lượng chạy dao: Theo bảng 5-34-(29)-[4] ta có: SZ = 0,1 (mm/răng).
Tốc độ cắt: Theo bảng 5-120-(109)-[4] ta có: V = 48 (m/ph);
Sau khi chọn và hiệu chỉnh V = 20(m/ph)
Công suất cắt: Theo bảng 5-167-(150)-[4] Nc = 1,1 (kW)
- Khi khoan lỗ tâm.
Căn cứ vào đường kính trục, để đảm bảo điều kiện làm việc ta chọn lõ tâm có kích thước như hình sau:
Chiều sâu cắt: t = 0,5 D =0,5.2 =1 (mm).
Hình 8: Lỗ tâm
Lượng chạy dao: Theo bảng 5 - 86-(83)-[4]: S = 0,09 (mm/vòng).
Tốc độ cắt:Theo bảng 5 - 86-(83)-[4] ta có: V = 43 (m/ph).
Sau khi chọn và hiệu chỉnh: V = 1,57 (m/ph).
Công suất cắt:Theo bảng 5- 88-(85)-[4] ta có: Nc = 0,9 (kW)
Ta có bảng kết quả:
Bảng 4: Bảng chế độ cắt nguyên công 1
|
Bước |
Chế độ cắt |
|||||
|
t mm |
S (mm/vg) |
n (m/ph) |
V (m/ph) |
Nc (kW) |
T0 (Phút) |
|
|
Phay mặt đầu |
4 |
0,1 |
252 |
20 |
1,1 |
- |
|
Khoan lỗ tâm |
1 |
0,09 |
125 |
1,57 |
0,9 |
- |
2. Nguyên công 2 - tiện thô đoạn trục 12
Tiện thô đạt f16:
Chiều sâu cắt: t = 2,6 mm.
Lượng chạy dao:
Theo bảng 5 – 13 - (11) - [4], chọn lượng chạy dao là S = 2,6 (mm/vòng). Sau khi hiệu chỉnh S = 0,4.2,6=1,04 (mm/vòng)
Tốc độ cắt:
Chọn n= 1000(vòng/phút). Khi đó tốc độ cắt là: V = 51(m/phút).
Thời gian cơ bản: 0,54 (phút).
Công suất máy: theo (16) - [4] công suất cắt tính theo công thức:
.
Để tính N ta tính PZ:
Tra bảng 5-23-(18)-[4] ta có: Cp=300; x=0,9; y=0,9; n = -0,15;
Tra bảng: 5-22-(17)-[4] và 5-9-(9)-[4] ta có:
KMP =1; kj =1; kgp=1,1; klp=1; krp =0,9 Þ kp = 1,023
Từ đó ta có: Pz = 4174 N Þ N = 3,42 kW
Tiện thô đạt f13,4.
Tiện tinh đạt f12,3
Tra và tính hoàn toàn tương tự ta có:
Bảng 5: Bảng chế độ cắt nguyên công 2
|
Bước |
Chế độ cắt |
|||||
|
t mm |
S (mm/vg) |
n (m/ph) |
V (m/ph) |
Nc (kW) |
T0 (Phút) |
|
|
Tiện thô đạt f16 |
2,6 |
1,04 |
1000 |
51 |
3,42 |
0,54 |
|
Tiện thô đạt f13,4 |
1,3 |
1,04 |
1000 |
42 |
1,57 |
0,54 |
|
Tiện tinh đạt f12,3 |
1,1 |
0,25 |
1250 |
48 |
0,42 |
1,4 |
|
Vát mép |
0,86 |
0,4 |
1000 |
34 |
0,77 |
- |
3. Nguyên công 3 – tiện thô, tiện tinh, tiện ren đoạn trục ren M12
Chiều sâu cắt: t=0,86 (mm)
Lượng chạy dao: S = p = 1 (mm)
Tốc độ cắt: Theo bảng 5-64-(57)-[4] ta có : V=26 (m/ph) . Khi đó
Tra và tính toán ta có bảng kết quả sau:
Bang 6: Bảng chế độ cắt nguyên công 3
|
Bước |
Chế độ cắt |
|||||
|
t mm |
S (mm/vg) |
n (m/ph) |
V (m/ph) |
Nc (kW) |
T0 (Phút) |
|
|
Tiện thô đạt f16 |
2,6 |
1,04 |
1000 |
51 |
3,42 |
0,028 |
|
Tiện thô đạt f13,1 |
1,45 |
1,04 |
1000 |
41 |
1,71 |
0,028 |
|
Tiện tinh đạt f12 |
1,1 |
0,25 |
1250 |
48 |
0,42 |
0,096 |
|
Vát mép |
0,86 |
1 |
1000 |
34 |
0,77 |
- |
|
Tiện ren M12 |
0,86 |
1 |
500 |
19 |
0,66 |
0,06 |
4. Nguyên công 4 - Phay mặt phẳng tiết diện vuông 14x14
Chiều sâu cắt: t=0,5(mm)
Lượng chạy dao: Tra bảng 5- 34-(29)-[4]. Chọn SZ = 0,15(mm/răng)
Tốc độ cắt:
Dựa vào số cấp tốc độ của máy ta chọn n = 800( vòng/phút)
Khi đó tốc độ cắt là: V = 67 (m/phút)
Theo bảng 5-123-(111)-[4] ta có công suất yêu cầu là N = 1,2 (kW) .
Sau khi hiệu chỉnh N= 1,2.1,2 = 1,44 (kW).
Bảng 7: Chế độ cắt nguyên công 4
|
Bước |
Chế độ cắt |
||||
|
t (mm) |
SZ (mm/răng) |
V(m/ph |
n(vg/ph |
Nc (kW) |
|
|
Phay mặt thứ nhất |
0,5 |
0,15 |
67 |
800 |
1,44 |
|
Phay mặt thư ba |
0,5 |
0,15 |
67 |
800 |
1,44 |
|
Phay mặt thứ hai |
0,5 |
0,15 |
67 |
800 |
1,44 |
|
Phay mặt thứ tư |
0,5 |
0,15 |
67 |
800 |
1,44 |
5. Nguyên công 5 - Khoan lỗ f4
Chiều sâu cắt: t = 0,5.d = 0,5.4 = 2(mm).
Lượng chạy dao: Theo bảng 5.25-(21)–{4] chọn s = 0,12(m/vòng). Sau khi hiệu chỉnh ta được:
S = 0,9.0,12 = 0,108(mm/vòng).
Tốc độ cắt:
Chọn n=720 khi đó V=7,5(m/ph).
Mômen cắt và lực chiều trục:
- Mômen cắt khi khoan:
Tra bảng: 5-32-(25)-[4] ta có: CM =0,0345; q =2; y=0,8;
Thay vào ta được: MX = 0,93 N.m
- Lực chiều trục:
Tra bảng: 5-32-(25)-[4] ta có: Cp =68; q =1; y=0,7;
Thay vào ta được: P0 = 572 N
Công suất cắt:
Công suất cắt xác định theo công thức: =0,143 kW
Bảng 8: Chế độ cắt cho nguyên công 5
|
Bước |
Chế độ cắt |
||||
|
(mm) |
S(mm/vg) |
V(m/phút) |
n (vg/ph) |
Nc (W) |
|
|
Khoan lỗ f4 |
2 |
0,108 |
7,5 |
720 |
143 |
6. Nguyên công 6 - Phay rãnh then R8x3
Tra bảng 5-186 – (169) – [4] ta có:
Bảng 8: Chế độ cắt cho nguyên công 6
|
Bước |
Chế độ cắt |
||||
|
(mm) |
S(mm/răng) |
V(m/phút) |
n(vg/ph) |
Nc (kW) |
|
|
Phay rãnh then R8x3 |
5 |
0,09 |
25 |
564 |
1,1 |
7. Nguyên công 7 - Mài thô và mài tinh đoạn trục 12
+ Khi mài thô:
Chiều sâu cắt: Chiều sâu lượng dư phải cắt là tS =0,125 mm. Khi mài ta chọn mài theo hành trình kép, chiều sâu cắt cho một hành trình là t = 0,02mm. Như vậy, cần 6 lần hành trình kép.
Lượng chạy dạo: Tra bảng 5-55-(46)-[4], Sd = 0,5.B = 15 mm/ph
Tốc độ quay của phôi: Tra bảng 5-55-(46)-[4], Vph =25(m/ph), Vdm = 25m/s. từ đó tính được số vòng quay của đá và phôi là: ndm =vg/ph; nph =vg/ph
Công suất cắt yêu cầu:
Công suất mài bằng chu vi đá được tính theo công thức:
N =
Tra bảng 5-56-(48)-[4] ta có: CN =1,3; r=0,75; x=0,85; y=0,7; q=0;
Thay vào ta tính được: Nc = 5,3 kW
+ Khi mài tinh:
Chiều sâu cắt: t = 0,01 mm
Lượng chạy dao dọc: Tra bảng 5-55-(46)-[4], Sd = 0,7.B = 21 mm/ph
Tốc độ quay của phôi: Tra bảng 5-55-(46)-[4], Vph =30(m/ph), Vdm= 35m/s
Công suất cắt yêu cầu: Tính được: Nc = 2,8 kW
Bảng 9: Chế độ cắt cho nguyên công 6
|
Bước |
Chế độ cắt |
||||||
|
2t mm |
S d (mm/ph) |
Vph (m/ph) |
nđm (vg/ph) |
nph (vg/ph) |
Nc (kW) |
T0 (Phút) |
|
|
Mài thô trụ f12 |
0,04 |
15 |
25 |
1250 |
252 |
2,8 |
0,059 |
|
Mài tinh trụ f12 |
0,02 |
21 |
30 |
1320 |
400 |
5,3 |
0,034 |