ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QTCN GIA CÔNG CHI TIẾT NẮP CHẶN LÒ XO
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QTCN GIA CÔNG CHI TIẾT NẮP CHẶN LÒ XO
-Nhiệm vụ
-Lời nói đầu
-Nhận xét của giáo viên hướng dẫn
-Phần 1. Phân tích chi tiết gia công
-Phần 2. Xác định phương pháp chế tạo phôi
-Phần 3. Lập bảng qui trình gia công cơ
-Phần 4. Biện luận QTCN gia công cơ
-Phần 5. Thiết kế đồ gá
-Phân 6.Hướng dẫn sử dụng và bảo quản đồ gá
-Phần 7. Kết luận về đồ gá
NỘI DUNG
Thiết kế quá trình công nghệ gia công chi tiết: Nắp Chặn Lò Xo
Trong điều kiện:
- Dạng sảng xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
A. PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A4.
- Bản vẽ chi tiết lông phôi khổ giấy A4.
- Bản vẽ sơ đồ nguyên công khổ giấy A0.
- 02 bản vẽ kết cấu nguyên công khổ giấy A0.
- 01 bản vẽ đồ gá khổ giấy A0.
B. PHẦN THUYẾT MINH:
1. Phân tích chi tiết gia công
2. chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
3. Lập bảng qui trình công nghệ gia công cơ
4. Biện luận qui trình công nghệ
5. Thiết kế đồ gá
6. Kết luận về quá trình công nghệ
Phần thuyết minh
A) Phần 1: Phân tích chi tiết gia công.
1. Phân tích chi tiết gia công
a) Điều kiện làm việc
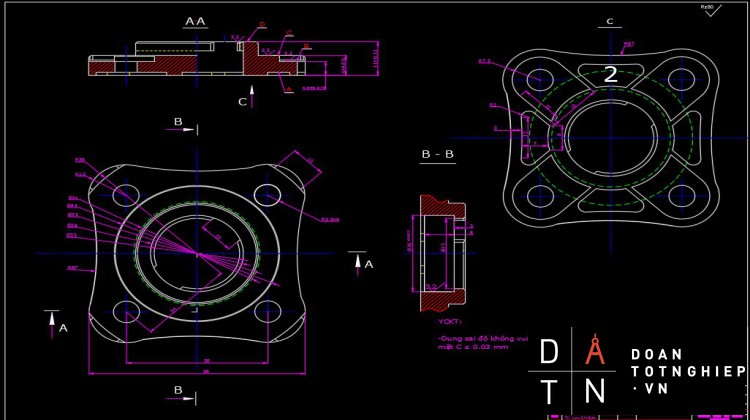
- Đây là chi tiết dạng Bạc làm việc như một nắp chặn điều chỉnh
- Chi tiết NẮP CHẶN LÒ XO được đánh dấu số 2 để xác định vị trí lắp trong ly hợp xe máy .
-4 lỗ để lắp bu long
-lỗ lớn để lắp bạc chặn lò xo dầu..
b/ Phân tích vật liệu chế tạo.
- NẮP CHẶN LÒ XO chế tạo bằng nhôm nên có độ bền cao và rất bền trong điều kiện làm việc ít va đập hay tải trọng tĩnh.
- Nhược điểm: kém bền trong điều kiện tải trọng động, chịu va đập kém..
Nhôm là kim loại có một dạng thù hình, có mạng lập phương tâm mặt với thông số mạng a = 4,04 A0, có các tính chất như sau:
- Khối lượng riêng nhỏ (g = 2,7g/cm3).
- Tính dẫn diện và dẫn nhiệt cao, cóđộ giãn nở nhiệt nhỏ.
- Tính chống ăn mòn cao (vì có màng ôxit Al2O3 xít chặt bảo vệ).
- Nhiệt độ chảy thấp (6600C) có thể làm dễ ràng cho quá trình nấu luyện song các hợp kim nhôm không làm việc được ở nhiệt độ cao. Tính đúc không cao do độ co ngót lớn (lên tới 6%).
- Cơ tính thấp (σb = 6Kg/mm2, HB = 25, δ = 40%) do đó rất dễ biến dạng, tính gia công cắt thấp.
- TCVN 1659-75 quy định ký hiệu nhôm bằng chữ Al và số chỉ % của nhôm, ví dụ Al99, Al99,5.
- Theo tiêu chuẩn AA (Aluminium Association) của Mỹ. Nhôm được ký hiệu AA 1xxx, ba số xxx khi biết sẽ dùng để tra bảng để biết tính chất cụ thể. Ví dụ AA 1100 có 99,00% Al.
- Theo tiêu chuẩn ГOCT của Nga, nhôm nguyên chất được ký hiệu bằng chữ A và số tiếp theo chỉ mức độ sạch. Ví dụ A999 có 99,999% Al; Al995 có 99,995% Al.
Phần II. Chọn phôi và phương pháp chế tạo phôi.
1. Chọn phôi:
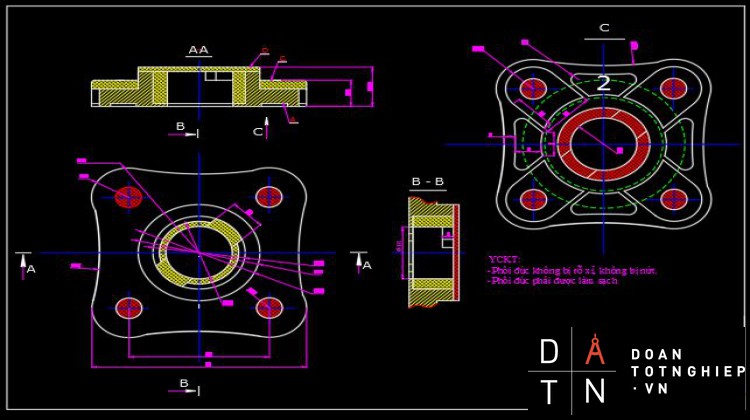
- Với vật liệu chế tạo NẮP CHẶN LÒ XO là nhôm có ưu điểm và nhược điểm về tính chất như tăng độ chịu mòn ,chống rung động tốt,giảm độ co ngót ,độ bền ,dẻo dai kém, chi tiết thuộc dạng sản xuất hàng lọat vừa có kết cấu hình dáng tương đối phức tạp rất phù hợp cho phương pháp đúc .Cho nên ta chọn phôi đúc là phù hợp .
2. Phương pháp chế tạo phôi:
- Phôi đúc có hình dáng kết cấu phức tạp ,kích thước lớn mà các phương pháp khác không đạt được .Cơ tính và độ chính xác của phôi phụ thuộc vào phương pháp chế tạo .Với sản lượng hàng năm là 500 ÷ 5000 chiếc/năm thuộc dạng sản xuất hàng lọat vừa . Do đó rất phù hợp cho phương pháp đúc chi tiết đạt được cấp chính xác II.
Vì vậy để chế tạo chi tiết nắp chặn lò xo ta chọn phương pháp đúc trong khuôn kim loại ,với mẫu kim lọai .
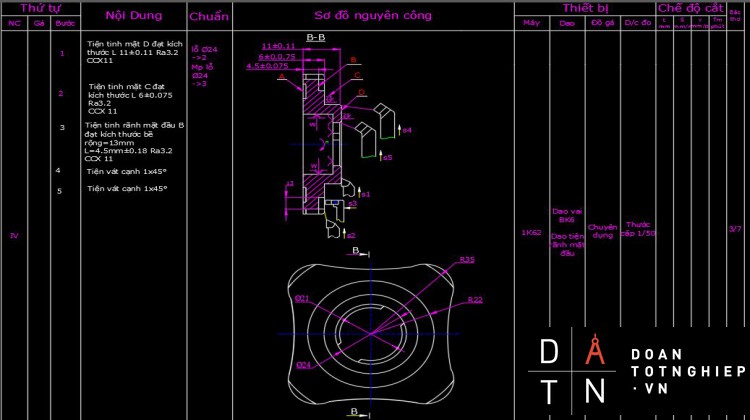
VI. Phân tích yêu cầu kĩ thuật.
1. Độ chính xác về kích thước.
1.1. Kích thước có chỉ dẫn.
+ Đường kính lỗ Ø26+0.052
- Kích thước danh nghĩa DN = 26 mm
- Sai lệch trên ES = 0.052 mm
- Sai lếch dưới EI= 0 mm
- Kích thước giới hạn lớn nhất Dmax = 26.052 mm
- Kích thước giới hạn nhỏ nhất Dmin = 26 mm
- Dung sai kích thước ITD = ES - EI = 0.021 - (- 0) = 0.052
Tra bảng ( 1.4 trang 4 sách DSLG )
=> Độ chính xác về kích thước đạt cấp chính xác 9
Vì ES = EI = 0.052 mm ta chọn lắp ghép H7/G7
+ Kích thước 6 0.075
- Kích thước danh nghĩa dN = 6 mm
- Sai lệch trên es = 0.075 mm
- Sai lếch dưới ei = 0.075 mm
- Kích thước giới hạn lớn nhất dmax = 6.075 mm
- Kích thước giới hạn nhỏ nhất dmin = 5.925 mm
- Dung sai kích thước ITd = es - ei= 0.075 - (- 0.075) = 0.15
Tra bảng ( 1.4 trang 4 sách DSLG )
=> Độ chính xác về kích thước đạt cấp chính xác 11
+ Kích thước 4.5 0.075
- Kích thước danh nghĩa dN = 4.5 mm
- Sai lệch trên ES = 0.075 mm
- Sai lếch dưới EI= 0.075 mm
- Kích thước giới hạn lớn nhất Dmax = 4.5,075 mm
- Kích thước giới hạn nhỏ nhất Dmin = 4.4,925 mm
- Dung sai kích thước ITD = ES - EI = 0.075 - (- 0.075) = 0.15
Tra bảng ( 1.4 trang 4 sách DSLG )
=> Độ chính xác về kích thước đạt cấp chính xác 11
Vì ES = EI = 0.15 mm ta chọn lắp ghép JS
+ Kích thước 11 0.11
- Kích thước danh nghĩa dN = 11 mm
- Sai lệch trên es = 0.11 mm
- Sai lếch dưới ei= 0.11 mm
- Kích thước giới hạn lớn nhất dmax = 11.11 mm
- Kích thước giới hạn nhỏ nhất dmin = 10.89 mm
- Dung sai kích thước ITd = es - ei = 0.11 - (- 0.11) = 0.22
Tra bảng ( 1.4 trang 4 sách DSLG )
=> Độ chính xác về kích thước đạt cấp chính xác 11
Vì es = ei = 0.22 mm ta chọn lắp ghép js
Kích thước dung sai không chỉ dẫn được hình thành từ hai bề mặt không gia công có cấp chính xác 16
Bảng tóm tắt yêu cầu kỹ thuật.
|
Bề mặt |
Hình dáng |
Vị trí tương Quan |
Cấp chính xác |
Độ nhám Ra Rz |
Yêu cầu kỹ thuật |
|
C,B |
Mặt phẳng |
Song song |
11 |
C Ra 3.2 B Ra 3.2 |
Dung sai độ vuông góc của đế với tâm lỗ côn <= 0.03
|
|
C,fi36 |
Trụ |
Vuông góc |
9 |
Lỗ Ra3.2 C Ra3.2 |
Dung sai độ vuông góc của mặt C với tâm lỗ <= 0.03 |
*Các phương pháp gia công có thể đạt kích thước và độ nhám theo yêu cầu của bản vẻ chi tiết:
|
Kích thước |
Gia công chính xác |
Độ nhám cần đạt của Mặt gia công Ra Rz |
Phần dung sai |
Phương pháp Gia công đạt được |
|
Þ 260.052 |
9 |
3.2 |
80m |
Tiện |
|
60.075 |
11
|
3.2 |
80m |
Tiện |
2/ Xác định dạng sản xuất.
- Trong nghành chế tạo máy người ta phân ra 3 dạng sản xuất
+ sản xuất đơn chiết
+ sản xuất hàng loạt vừa
+ sản xuất hàng khối.
* Tính thể tích đế ê tô quay:
Để tính thể tích ta chia thành nhiều phần khác nhau để tính:
- Thể tích hình trụÞ 26có h = 5
2653mm3
-Thể tích hình chữ nhật cạnh 58 58 4.5
- Thể tích hình trụ M7 có h= 4
VM7 = =
- Thể tích hình trụ Þ 32cóù h= 5
VØ 32 = = =4019.2mm3
- Thể tích hình trụÞ 26 có h = 8
VÞ 26 = =
- Thể tích vành côn ngoài có h=4.5
Vcôn=( V 56 – V 50)/2
Với :V 56= =
V 50= =
Vcôn =
- Thể tích chi tiết đặc:
V đặc =
- Thể tích rỗng của chi tiết la:
VRỗng =
VCT = VĐặc - VRỗng
Khối lượng riêng của nhôm
2.7 kg/dm³
Ta chọn :
vậy khối lượng của đế ê tô quay là:
- Việc chọn dạng sản xuất làm mục đích lựa chọn qui trình công nghệ hợp lí nâng cao hiệu quả kinh tế. Hình thức sản xuất của chi tiết giá điều chỉnh là hàng loạt vừa với khối lượng của chi tiết là m = 0.027kg, ta xác định sản lượng chi tiết cần chế tạo trong 1 năm của nhà máy như sau:
Công thức xác định hình thức tôt chức sản xuất :
N = N0.m chiếc/năm
Trong đó:
N0 là số sản phẩm trong 1 năm theo kế hoạch
m là số lượng chi tiết như nhau trong 1 sản phẩm
là số phần trăm dự trữ cho chi tiết (=10 - 20 %)
là số phần trăm chi tiết phế phẩm trong quá trình chế tạo(= 3-5%)
ta có:
N0 = 1000 chiếc/năm
m = 0.027 kg
=10 %
= 4%
Số sản lượng sản phẩm trong 1 năm:
N = 1000.0.027 = 30.888 chiếc/năm
Tra bảng sản lượng hàng năm, ta xác định được:
Dạng sản xuất hàng loạt vừa
B)Phần 2: Chọn phôi và chọn phương pháp chế tạo phôi.
1)Giới thiệu các dạng phôi.
a)phương pháp đúc:
- phương pháp này sử dụng rộng rãi cho phương pháp đúc có hình dạng và kết cấu phức tạp, có thể đạt kích thước từ nhỏ đến lớn, phù hợp với nhiều loại vật liệu.
-phôi đúc chia làm 3 cấp chính xác:
+ cấp chính xác 1 : được đảm bảo bởi các mẫu kim loại cùng với việc cơ khí hóa việc chế tạo phôi, sấy khô và rót kim loại. Sử dụng trong điều kiện sản xuất hàng khối, dùng chế tạo chi tiết có hình dạng phức tạp và thành mỏng, phôi này cấp chính xác kích thước IT14 - IT15, độ nhám Rz = 40m
+ cấp chính xác 2: nhận được nhờ mẫu gỗ dùng khuôn kim loại để tháo lắp, sấy khô. Phương pháp này sử dụng cho sản xuất hàng loạt,Loại phôi này cấp chính xác kích thước IT15- IT16, độ nhám Rz = 80m
+ cấp chính xác 3: thường dùng trong khuôn cát , chế tạo bằng phương pháp thủ công. Phương pháp này thuận lợi cho chế tạo chi tiết có dạng kích thước bất kì từ những hợp kim đúc khác nhau trong sản xuất đơn chiếc và hàng loạt nhỏ. Loại phôi này cấp chính xác kích thước IT16 - IT17 , độ nhám Rz 160m.
- Phôi đúc được phân loại thành 5 cấp độ phức tạp.
b) Phôi rèn tự do.
- sử dụng trong sản xuất đơn chiếc và hàng loạt nhỏ, cho những chi tiết có thù hình đơn giản cùng với mác thép dư lớn.
c) Phôi dập.
- Thường dưới dạng thép thỏi, các phôi của trục lớn, các tay gạt, tay kéo, phôi có hình thù đơn giản.
2) Chọn phương pháp chế tạo và cách chế tạo phôi.
- Từ yêu cầu sản xuất hàng loạt vừa với vật liệu là nhôm ta thấy phương pháp đúc là thích hợp nhất với tính chất vật liệu, với yêu cầu kĩ thuật và dạng sản xuất đã chọn
a) chọn mặt phân khuôn khi đúc.
Khi chọn mặt phân khuôn cần chú ý:
- Mặt khuôn đảm bảo dể làm và rút mẫu
- Mặt phân khuôn đơn giản nhất, số mặt phân khuôn không phải là ít nhất. Tốt nhất chọn mặt phân khuôn tránh các đường cong, bậc.
* ở chi tiết đế nắp chặn lò xo này theo em mặt phân khuôn là bề mặt A-A như hình vẽ dưới, với cách chon này, ta dể dàng làm khuôn và lấy mẫu.
- Vặt đúc được đúc trong 2 hòm khuôn, chỉ có 1 mặt phân khuôn A-A
- Khuôn đúc có lõi rời.
b)chọn vị trí rót kim loại vào khuôn.
- vị trí dẫn kim lại vào khuôn phải đảm bảo điền đầy kim loại vào khuôn,
- không bị xói khuôn khi rót kim loại vào
- vị trí dẫn kim loại vào như 1 phía như hình vẽ:
Dẫn kim loại vào 3
3) xác định lượng dư cho chi tiết gia công.
- Tra bảng lượng dư sổ tây công nghệ chế tạo máy và bài tập lớn công nghệ chế tạo máy ta xác định lượng dư như sau:
- Kích thước danh nghĩa lớn nhất là 56 mm
- Phôi đúc có cấp chính xác 2
- Tra bảng 3-4 cấp chính xác 2 chọn vật liệu là nhôm
- Ta xác định lượng dư như sau:
+Mặt A lượng dư 1.5 mm
+Mặt B lượng dư 1.5 mm
-Mặt C có lượng dư là 1.5 mm,
- Lỗ Ø 26 có lượng dư 5 mm,
- Lỗ Ø 7 đúc đặc
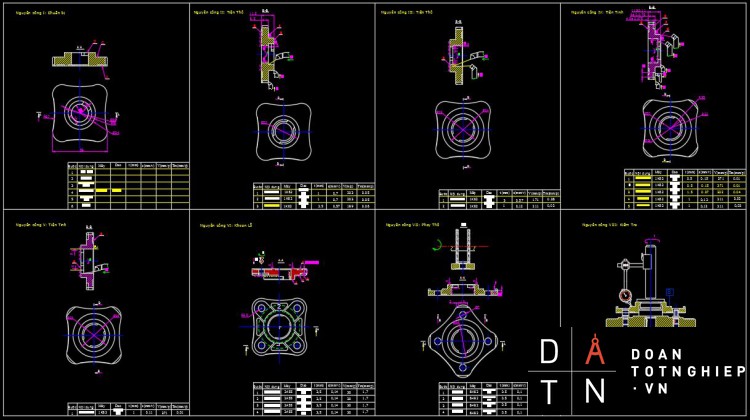
C)Phần 3: Lập bảng qui trình công nghệ.
1)Lập bảng qui trình công nghệ.
- Với phân tích các phương pháp gia công các bề mặt và việc chọn chuẩn ta có thể đưa ra phương án gia công chi tiết:
|
Stt |
Tên nguyên công |
Kí hiệu của bề mặt gia công |
Bề mặt định vị |
Dạng máy công nghệ |
|
1 |
Tiện thô
|
D,C
|
A Ø18
|
Máy tiện |
|
2 |
Tiện thô |
Ø 18 |
D, Ø 18 |
Máy tiện |
|
3 |
Tiện tinh |
D,C,B |
Ø 24 |
Máy tiện |
|
4 |
Tiện tinh |
Ø 24 |
D, Ø 24 |
Máy tiện |
|
5 |
Khoan lỗ suốt |
Ø 7 |
C, Ø 23
|
Máy khoan |
|
6 |
Phay vát góc |
Rãnh L =10 |
, Ø 23 Ø26
|
Máy phay |
|
|
||||
D)Phần 4: Biện luận quy trình công nghệ
1)Biện luận về thứ tự nguyên công,lần gá,bước công nghệ của các nguyên công.
*Nguyên công 1:
_Tên nguyên công: chuẩn bị phôi
_Lần gá
_Bước:
+làm sạch phôi
+nhiệt luyện
+kiểm tra
*Nguyên công 2:
_Tên nguyên công: tiện mặt D,C
_Lần gá:A
_Bước:
+1:tiện thô mặt D
+2:tiện thô mặt C
+3:tiện thô lỗ Ø18
*Nguyên công 3:
_Tên nguyên công: Tiện thô lỗ Ø18
_Lần gá:A
_Bước: tiện thô Ø 18
+2: tiện vát mặt đầu
*Nguyên công 4:
_Tên nguyên công: tiện tinh mặt D C B
_Lần gá:A
_Bước: tiện tinh mặt D
+2 tiện tinh mặt C
+3 tiện tinh mặt B
+4 tiện vát mép
*Nguyên công 5:
_Tên nguyên công: Tiện tinh lỗ Ø23
_Lần gá:A
_Bước: tiện tinh lỗ
*Nguyên công 6:
_Tên nguyên công: khoan 4 lỗ suốt
_Lần gá:A
_Bước: khoan lỗ suốt Ø7
*Nguyên công 7:
_Tên nguyên công: phay thô vát góc
_Lần gá:A
_Bước: phay thô
2)biện luận về chuẩn gia công,máy,dao,dụng cụ đo,bậc thợ.
*Nguyên công 1.
*Nguyên công 2:
_Chuẩn :mặt A:3BTD lỗ Ø18 2BTD gia công mặt D,C,lỗ Ø18
_Máy :1k62
_Dao : dao tiện ngoài thân công gắn mảnh hk bk6
_Dụng cụ đo :thước cặp 1/20
_Bậc thợ :3/7
*Nguyên công 3:
_Chuẩn :mặt D:3BTD và lỗ Ø23:2BTD gia công lỗ Ø18
_Máy :1k62
_Dao :dao tiện mặt đầu gắn mảnh hk cứng bk6
_Dụng cụ đo :thước cặp 1/50
_Bậc thợ :3/7
*Nguyên công 4:
_Chuẩn : lỗ Ø24 :5BTD gia công mặt D,C,B vát cạnh x2
_Máy :1k62
_Dao : dao tiện mặt đầu gắn mảnh hk cứng bk6
_Dụng cụ đo : thước cặp 1/50
_Bậc thợ :3/7
*Nguyên công 5:
_Chuẩn : mặt D:3BTD và lỗ Ø23:2BTD gia công lỗ Ø24
_Máy :1k62
_Dao : dao tiện bk6
_Dụng cụ đo : thước cặp 1/50
_Bậc thợ :3/7
*Nguyên công 6:
_Chuẩn : mặt C:3BTD và lỗ Ø23:2BTD khoan 4 lỗ
_Máy :2A55
_Dao :dao khoan ruột gà đuôi côn
_Dụng cụ đo : thước cặp 1/50
_Bậc thợ :3/7
*Nguyên công 7:
_Chuẩn : lỗ Ø26: 5 lỗ Ø7 :1 BTD gia công rãnh lồi 10mm
_Máy :6H82
_Dao :dao phay đĩa cặp L=10
_Dụng cụ đo : thước cặp 1/50
_Bậc thợ :3/7
c) Biện luận chế độ cắt các nguyên công
1) tiện mặt D,C và lỗ Ø18
A)tiện thô mặt D
a)chiều sâu cắt :t
-t= 1 mm
b)Chọn lượng chạy dao.
-Làm việc ở máy 1K62,với công suất máy w=10 kw
-Tra bảng 64.1 (tr47 BT chế độ cắt)
Ta có:Sz=0.7-1.0 mm/v
Vậy ta chọn Sz=0.7 mm/v.
ddao= 16- 25 mm
c)Vận tốc cắt
Tra bảng 1-1 (chế độ cắt khi gia công cơ khí) trang 13 => vạt liệu phần dao cắt BK6 có lưới cắt phụ
Tra bảng:
Cv Xv Yv m T
0 0.2 0.4 0.28 60
Kmv = 1.25 = 1
Tra bảng 72 - 1 trang 50
=> Vm = 290 m/p
Tra bảng chế độ cắt gia công cơ khí
- bảng 2-1 . hệ số chuẩn Kmv = 1
-bảng 7-1 , hệ số do chất lượng phôi đến chế độ cắt Knv = 1
- bảng 8-1,hệ số vật liệu phần cắt của dụng cụ ảnh hưởng đến chế độ cắt Kuv=1
- bảng 9-1 ,hệ số do các thông số dao ảnh hưởng chế độ cắt Kqv =1, Kq1 = 1, Kv=1
- bảng 10-1 ,ảnh hưởng dạng gia công chi tiết đến chế độ cắt K0v = 1.04
=> V = Vm. Kmv. Knv. Kuv. Kqv. Kq1. Kv. K0v = 203 (m/p)
=> n = = 1990 v/p
Tra TMM 1k62 => n = 1600v/p
ntt = = = 107.3 v/p
d) Kiểm nghiệm.
- Tính lực cắt:
Pz = Cpz . typz. Sxpz. Vnz . Kpz ; KG
= 92 . 31 . 0.80.75. 1 = 233 KG
- Tra bảng 11-1 , tập chế độ cắt gia công cơ khí
Cpz xpz ypz nz
92 1 0.75 0
Công suất tiêu thụ
N = = 3.95
B) tiện thô mặt C
a) chiều sâu cắt :
t = 1mm
b) lượng chạy dao:
Tra bảng 64-1 tập BT chế độ cắt tr47:
=>Sz = 0.7-1.0 mm/v
=> S2 = 0.7 mm/v
- Tra bảng 1-1 trang 13:
- bảng 2-1 . hệ số chuẩn Kmv = 1
-bảng 7-1 , hệ số do chất lượng phôi đến chế độ cắt Knv = 1
- bảng 8-1,hệ số vật liệu phần cắt của dụng cụ ảnh hưởng đến chế độ cắt Kuv=1
- bảng 9-1 ,hệ số do các thông số dao ảnh hưởng chế độ cắt Kqv =0.7, Kq1 = 1, Kv=1
=> V = Vm. Kmv. Knv. Kuv. Kqv. Kq1. Kv. K0v = 203 (m/p)
V = 324 = 203 v/p
10.28 . 10.4 . 1.20.2
- số vòng quay trong 1 phút :
=> n = = 585 v/p
Tra TMM 1k62 => n = 630 v/p
ntt = = = 630 v/p
=> V = 203
C) Tiện thô lỗ Ø18.
a) chiều sâu cắt t =2.5 mm
b) lượng chạy dao Sz = 0.6-0.8 tra bảng 64.1 tập chế độ cắt gia công cơ khí tr47
c)vận tốc cắt :
- tra bảng 45 -1 => Kb = mm/vòng
- tra bảng 46-1 => K1 = 1
- tra bảng 47-1 => K2 = 1
- tra bảng 48-1 => K3 = 0.72
-tra bảng 49-1 => K4 = 1
=> Vtt = 177. 0,72 = 189
- số vòng quay trong 1 phút :
n = = = 676 v/p
Tra TMM => ntt = 630v/p
D) Tiện thô lỗ Ø18.
a) chiều sâu cắt t =3 mm
b) lượng chạy dao Sz = 0.6-0.8 tra tmm tr216 tập chế độ cắt gia công cơ khí
Sz=0.57
c)vận tốc cắt :
- tra bảng 45 -1 => Kb = mm/vòng
- tra bảng 46-1 => K1 = 1
- tra bảng 47-1 => K2 = 1
- tra bảng 48-1 => K3 = 0.72
-tra bảng 49-1 => K4 = 1
=> Vtt = 177. 0,72 = 371
- số vòng quay trong 1 phút :
n = = = 676 v/p
Tra TMM => ntt = 630v/p
2) Tiện tinh mặt D
a)chiều sâu cắt t
-t=0.5 mm
b)chọn v
-Tra bảng 64.1tr47 ta có S=0.15-0.25 tra tmm lấy Sz=0.15 mm/răng
-tra bảng 40-5 chọn V=204 m/ph
-các hệ số điều chỉnh HB=190
+bảng 41-5 K1=1
+bảng 42-5 K2=1
+bảng 43-5 K3=1
+bảng 44-5 K4=1
+bảng 45-5 K5=1
+bảng 46-5 K6=0.95
Kv=0.95
-Vậy V=204.095 =371 m/ph
-ta có tốc độ cắt: n==617 v/ph
-Tra TMM chọn: nt=470 v/ph
vận tốc thực khi cắt: Vt===371 m/ph
c)Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
-Sm=Sz bảng.Z.n=0,2.8.470=752 mm/ph
-theo máy chọn Sm=750 mm/ph
- Szthuc==0.2 mm/răng
d)lực cắt Pz tính theo công thức:
Pz = Cp . txp . Szyp . Bup .kp
Dqp .nwp
- Theo bảng 3-5:Cp=54.5,Xp=0.9,Yp=0.74,Up=1,,qp=1
-Thay vào công thức
Pz==26 KG
e) công suất máy
N==
-So với công suất máy N=10 kw thì máy làm việc an toàn
3) Tiện tinh mặt C
a)chiều sâu cắt t
-t=0.5 mm
b)chọn v
-Tra bảng 64.1tr47 ta có S=0.15-0.25 tra tmm lấy Sz=0.15 mm/răng
-tra bảng 40-5 chọn V=204 m/ph
-các hệ số điều chỉnh HB=190
+bảng 41-5 K1=1
+bảng 42-5 K2=1
+bảng 43-5 K3=1
+bảng 44-5 K4=1
+bảng 45-5 K5=1
+bảng 46-5 K6=0.95
Kv=0.95
-Vậy V=204.095 =371 m/ph
-ta có tốc độ cắt: n==617 v/ph
-Tra TMM chọn: nt=470 v/ph
vận tốc thực khi cắt: Vt===371 m/ph
c)Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
-Sm=Sz bảng.Z.n=0,2.8.470=752 mm/ph
-theo máy chọn Sm=750 mm/ph
- Szthuc==0.2 mm/răng
d)lực cắt Pz tính theo công thức:
Pz = Cp . txp . Szyp . Bup .kp
Dqp .nwp
- Theo bảng 3-5:Cp=54.5,Xp=0.9,Yp=0.74,Up=1,,qp=1
-Thay vào công thức
Pz==26 KG
e) công suất máy
N==
-So với công suất máy N=10 kw thì máy làm việc an toàn
4) Tiện tinh rãnh B
a)chiều sâu cắt t
-t=1.5 mm
Tra bảng 64-1tr47 chế độ cắt
S=0.05-0.08 tra tmm chọn 0.7
b)chọn v
-D/Z = 100/20 T = 120
-Tra bảng 14-5 trang 29 ta có Sz=0.2 mm/răng
-tra bảng 64-5 chọn V=30 m/ph
-các hệ số điều chỉnh HB=190
+bảng 52-5 K1=1
+bảng 53-5 K2=1
+bảng 54-5 K3=1
+bảng 55-5 K4=1
Kv=1
-Vậy V=30 m/ph
-ta có tốc độ cắt: n==76.4 v/ph
-Tra TMM chọn: nt=75 v/ph
vận tốc thực khi cắt: Vt===29 m/ph
c)Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
-Sm=Sz bảng.Z.n=0,2.20.0,75=3 mm/ph
-theo máy chọn Sm=30 mm/ph
- Szthuc==0.02
d)lực cắt Pz tính theo công thức:
Pz = Cp . txp . Szyp . Bup .kp
Dqp .nwp
-Theo bảng 3-5:Cp=261,Xp=0.9,Yp=0.8,Up=1,,qp=1.1
-Tahy vào công thức
Pz==2.27 KG
e) công suất máy
N==
-So với công suất máy N=7 kw thì máy làm việc an toàn
5)Tiện tinh lỗ Ø24
a)chiều sâu cắt t
-t=1 mm
b)chọn v
-Tra bảng 64.1tr47 ta có S=0.15-0.25 tra tmm lấy Sz=0.11 mm/v
-tra bảng 40-5 chọn V=371 m/ph
-các hệ số điều chỉnh HB=190
+bảng 41-5 K1=1
+bảng 42-5 K2=1
+bảng 43-5 K3=1
+bảng 44-5 K4=1
+bảng 45-5 K5=1
+bảng 46-5 K6=0.95
Kv=0.95
-Vậy V=204.095 =371 m/ph
-ta có tốc độ cắt: n==492 v/ph
-Tra TMM chọn: nt=470 v/ph
vận tốc thực khi cắt: Vt===371 m/ph
c)Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
-Sm=Sz bảng.Z.n=0,2.8.470=752 mm/ph
-theo máy chọn Sm=750 mm/ph
- Szthuc==0.2 mm/ph
d)lực cắt Pz tính theo công thức:
Pz = Cp . txp . Szyp . Bup .kp
Dqp .nwp
- Theo bảng 3-5:Cp=54.5,Xp=0.9,Yp=0.74,Up=1,,qp=1
-Thay vào công thức
Pz==26 KG
e) công suất máy
N==
-So với công suất máy N=10 kw thì máy làm việc an toàn
8)Khoan 4 lỗ Ø7
A) khoan 4 Ø7
a) chiều sâu cắt t
t = 3.5mm
b) Lượng chạy dao S
tra bảng (8-3/88) => S= 0,18 ÷ 0,22 (mm/voøng)
chọn S = 0,27×0,5 = 0,135(mm/v)
Tra TMTM chọn S=0,14mm/v
c) vận tốc cắt V
ta có công thức : (m/phuùt)
theo bảng (3-3) chọn
Cv= 14,7 , zv= 0,25 , yv=0,55, m=0,125, xv =0
-tra bảng (4-3) chon:T=8
(5-3) chon:Kmv=1
(6-3) chon:Kiv=1
- tra bảng (19-3) ,hệ số tuổi bền của mũi khoan là 1
- tra bảng (16-3) , hệ số phụ thuộc vào vật liệu mũi khoan là 1
=> Kv=Kmv.Knv.Kuv.Kiv
=1.1.1.1=1
(m/phuùt)
Tra TMTM => nt=1100 (v/phuùt)
+ tính lực cắt và moomen xoắn
(kg )
tra bảng (7-3/87):
Cp= 42,7, zp= 1, yp = 0,8
tra bảng (12-1 vaø 13-1)/21:
vậy
của máy [P0]=1600KG thì bước tiến đã chọn làm việc an toàn.
d) moomen xoắn khoan:
tra bảng(7-3 /87):
Cm = 0,21
vậy
công suất cắt:
công suất máyN= 6 kw => làm việc an toàn
6) phay thô rãnh then
a)chiều sâu cắt t
-t= 0.5 mm
b)chọn v
-Tra bảng 19-5 tr133 ta có S = 0.1-0.15
-tra bảng 64-5 chọn V=63 m/ph
-các hệ số điều chỉnh HB=190
+bảng 52-5 K1=1
+bảng 53-5 K2=1
+bảng 54-5 K3=1
+bảng 55-5 K4=1
Kv=1
-Vậy V=63 m/ph
-ta có tốc độ cắt: n==160 v/ph
-Tra TMM chọn: nt=150 v/ph
vận tốc thực khi cắt: Vt===59 m/ph
c)Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
-Sm=Sz bảng.Z.n=0,2.4.150=120 mm/ph
-theo máy chọn Sm=118 mm/ph
- Szthuc==0.2 mm/răng
d)lực cắt Pz tính theo công thức:
Pz = Cp . txp . Szyp . Bup .kp
Dqp .nwp
- Theo bảng 3-5:Cp=68.2,Xp=086,Yp=0.72,Up=1,,qp=0.86
-Thay vào công thức
Pz==383KG
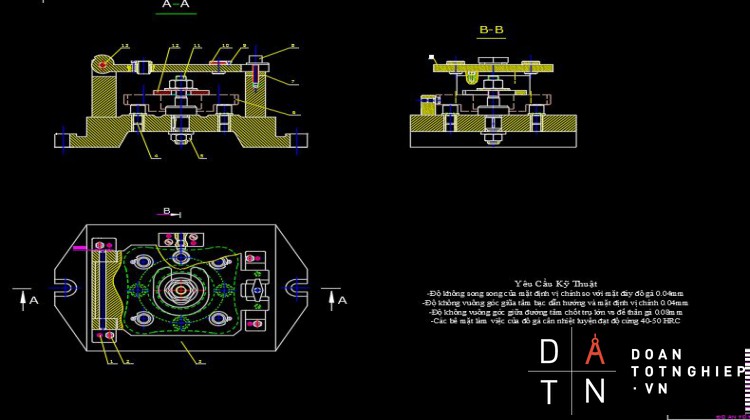
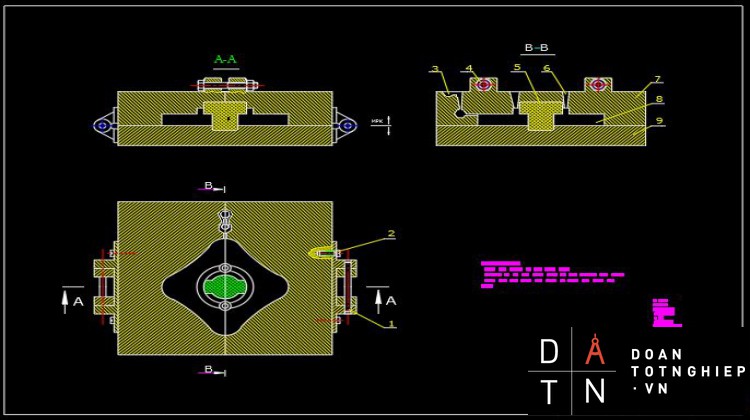
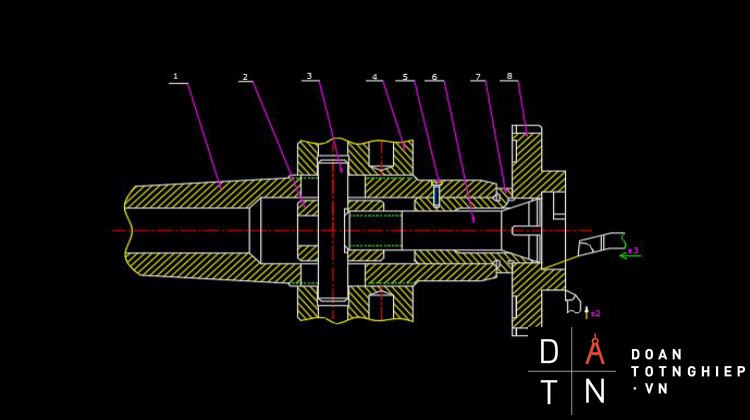
E)Phần 5 : Thiết kế đồ gá.
1) Nguyên công X: Khoan Þ 7
A) khoan loã Þ 7
a) Chiều sâu cắt t :
t = 3.5 mm
b) lượng chạy dao S
tra bảng(8-3/88) sách chế độ cắt gia công cơ khí:
S=0,36 ÷ 0,44 (mm/v)
chọn S =0,36 (mm/v)
c) vận tốc cắt V .
(m/phuùt)
tra bảng (3-3)
Cv= 17,1, zv= 0,25, yv=0,4, mặt =0,125, xv=0
tra bảng(4-3) coù :
T=25’ bảng (5-3) Kmv=1 , bảng (8-1)Kuv=1
tra bảng(6-3):Kiv=1, bảng(7-1) :Knv=1
Kv =Kmv. Kiv. Knv. Kuv=1
(m/phuùt)
Tra TMTM => nt=1360 (v/phuùt)
d) lực cắt và momen xoắn.
(kg)
tra bảng (7-3/87):
Cp=42,7 ,zp=1 ,yp=0,8
tra bảng (12-1 vaø 13-1/21) :
=>
Pmax của máy 900 kg => làm việc an toàn .
theo bảng (7-3/87):
Cm=0,021, zm =2 ,ym=0,8
công suất cắt gọt :
N=2,8 kw thì máy làm việc an toàn
B) khi khoét lỗ Þ 10
a) chiều sâu toàn t.
b) lượng chạy dao S
tra bảng (9-3/89): S=0,7 ÷ 0,8 (mm/v)
chọn S =0,7 (mm/v)
Tra TMTM chọn S =0,62 (mm/v)
c) vận tốc cắt V .
có (m/phuùt)
tra bảng (3-3)vaø (4-3) ta có T=30’ ,Cv= 18,8 , zv =0,2 , xv=0,1 , yv=0,4 , m= 0,125
tra bảng(5-3):Kmv=1, bảng (8-1) Kuv=1
tra bảng (6-3):Kiv=1, bảng(7-1) :Knv=1
Kv =Kmv. Kiv. Knv. Kuv=1
(m/phút )
Tra TMTM => nt=1360 (v/ phút)
d) tính momen xoắn khi khoét
Tra bảng (11-1/19) :
Cpz=114, xpz = 0,9, ypz = 0,75.
tra bảng (12-1vaø 13/1)/21:
=>
e) công suất cắt gọt:
công suất máy [N]=2,8 kw => làm việc an toàn.
C) khoét lỗ Þ 14
a) chiều sâu cắt t.
b) lượng chạy dao S
tra bảng (9-3)/89 :
S = 0,7 ÷ 0,9 (mm/v)
chọn S=0,7 (mm/v)
Tra TMTM chọn S =0,81 (mm/v)
c) vận tốc cắt V .
=> (m/phút )
Tra bảng (3-3),
Cv= 18,8 , zv =0,2 , xv=0,1 , yv=0,4 , m= 0,125
Tra bảng (4-3): ta coù Tm=30’
Tra bảng (5-3):Kmv=1, bảng (7-1) Kuv=1
Tra bảng (6-3):Kiv=1, bảng (8-1) :Knv=1
Kv =Kmv. Kiv. Knv. Kuv=1
(m/ phút )
Tra TMTM => nt=545(v/ phút)
d) tính momen xoắn khi khoét
Ta có :
Tra bảng (11-1/19) coù :
Cpz=114, xpz = 0,9, ypz = 0,75.
Tra bảng (12-1vaø 13/1)/21 co :
vậy
+ công suất cắt gọt:
công suất máy [N]=2,8 kw => làm việc an toàn
2) Nguyên công XIV : Phay cắt rãnh
a) chiều sâu cắt t:
t = 20mm
b) lượng chạy dao S
Tra bảng (18-5):
S=0,025 ÷ 0,015 (mm/r)
=>S =0,015 (mm/r)
(mm/r)
c) vận tốc cắt V .
Tra bảng (77-5/158):Vb=29m/ph
Tra bảng (76-5) , K1 = 0,87
Tra bảng (52-5) , K2 = 1
Tra bảng (68-5) , K3 = 1
V=29.0,87.1.1=25,23(v/ phôi)
Tra TMTM => nt=60 (v/ph)
+ lượng chạy dao Spt vaø Szt
=> :Spt=Sb.n=0,72.60=43,2mm/ph
Tra TMTM => Spt=40mm/ph
(mm/r)
- công suất cắt gọt:
:
Tra bảng (3-5/123):
Cp=30, xp=0,83, yp=0,65, up=1, wp=0, qp=0,83
Tra bảng (12-1vaø 13-1)/21 :
công suất máy[N]=7KW => làm việc an toàn
K = K0.K1.K2.K3.K4.K5
Trong đó: K0 = 1.4 là hệ số đảm bảo
K1 = 1.2 là hệ số phụ thuộc dạng bề mặt chi tiết
K2 = 1.2 là hệ số kể đến việc tăng lực cắt do mòn dao khi phay
K3 = 1 là hệ số kể đến lực cắt lúc gia công bề mặt không liên tục
K4 = 1.2 là hệ số thay đổi của lực kep - cơ cấu kẹp bằng sức người
K5 = 1 là hệ số kể đến sự ảnh hưởng của momen làm quay chi tiết quanh đường tâm của nó , định vị lỗ và chốt tì
- Chi tiết gia công được khử 6 bậc tự do,trong đó định vị 3 bậc ở mặt B,lỗ côn 75 và kích thước tay 14mm 1 bậc,chịu tác dụng bởi lực cắt P có phương vuông góc và chiều hướng vào mặt B.Như vậy lực kẹp được tính là:
Wtt<=P+G
G=Mx9.8 = 0.9.9.8 = 8.82
=> Wtt <= 94+ 8.82 = 102.82
- Ta thấy lực gây ra lớn nhất khi khoan
- S1=0,2 mm/vg , t = 8,5/3= 4,25mm
- D = 8,5 mm
- Khi khoan sẽ gây ra lực dọc trục và moment xoắn khi dao khoan ăn xuống
- Mmoment khi khoan :
- Với cách bố trí sơ đồ lưc như trên ta có phương trình cân bằng lực :
P+G ≤ Wtt
- Tính lực kẹp cần thiết :
-Trong đó :
- f : hệ số ma sát ( 0,1-0,15 )
- K0=1,4 là hệ số đảm bảo
- K1 =1,2 bề mặt đã qua gia công
- K2=1,1÷1,3 khoan
- K3= 1,2 bề mặt gia công iên tục
- K4= 1,2 dùng cơ cấu kẹp bằng sức người
- K5= 1 định vị trong lỗ→
- Suy ra : K = 1,4 . 1,2 . 1,1 . 1,2 . 1.2 . 1 = 2,4192
- Vậy lực kẹp thực thực tế là : Wtt ≥ (164 +7) x 2.4192 ≥ 414N
Moment ma sát giữa chi tiết kẹp chặt và chi tiết gia công:
Mms1=2fms.W.r
Fms=0.4÷0.7 bề mặt chưa qua gia công
Mms1=0.4. W.108=43,2W
Moment ma sát giữa chi tiết định vị và chi tiết gia công:
Mms2= fms. (2W - P). r
Fms=bề mặt đã qua gia công
Mms2= 0.1 (2W-164).120=24Wtt -19680
Ta có : Mms1+ Mms2= M
43,2W+24W -19680=0,37
W=293 KG
Wtt= W.K=293. 2.4192=709N
Vậy Wtt =709 N
Tính lực kẹp : Nguyên công VII Khoan - lỗ Þ 22
Xác định sơ đồ kẹp chặt của chi tiết, xác định phương chiều vàđiểm đặt của lực, lực kẹp, lực ma sát, phản lực của mặt tì.
Tính moment xoắn và lực chiều trục:
-Bảng (7-3) :
-Theo bảng (12-1) và (13-1) np=0,6 ;
K = K0.K1.K2.K3.K4.K5 = 2.42
Trong đó: K0 = 1.4 là hệ số đảm bảo
K1 = 1.2 là hệ số phụ thuộc dạng bề mặt chi tiết
K2 = 1.2 là hệ số kể đến việc tăng lực cắt do mòn dao khi phay
K3 = 1 là hệ số kể đến lực cắt lúc gia công bề mặt không liên tục
K4 = 1.2 là hệ số thay đổi của lực kep - cơ cấu kẹp bằng sức người
K5 = 1 là hệ số kể đến sự ảnh hưởng của momen làm quay chi tiết quanh đường tâm của nó , định vị lỗ và chốt tì.
- fms1 hệ số ma sát giữa chi tiết kẹp chặt và chi tiết gia công, được lấy như sau:
+ fms1 = 0.1 ÷ 0.15 bề mặt đã qua gia công
+ fms1 = 0.4 ÷ 0.7 bề mặt chưa qua gia công
- fms2 hệ số ma sát giữa chi tiết định vị và chi tiết gia công, được lấy như sau:
+ fms2= 0.1 ÷ 0.15 bề mặt đã qua gia công
+ fms2 = 0.4 ÷ 0.7 bề mặt chưa qua gia công
Chi tiết gia công được khử 6 bậc tự do, trong đóđịnh vị 3 bậc mặt A và 3 bậc ở 2 lỗ Þ5. Chịu tác dụng của lực cắt P có phương song song mặt A. Ta phải tác động lực kẹp W có chiều đi vào mặt A và cân bằng chi tiết trong trường hợp này được tính như sau:
Để chi tiết cân bằng thì lực kẹp Wtt phải đảm bảo được 2 điều kiện:
- chi tiết không tịnh tiến theo phương thẳng đứng
- Chi tiết khong bị quay quanh tâm lỗ Þ 20.
P < 2W.fms1 + 2W. fms2
Wtt > P/(2(fms1+ fms2))
Để an toàn thì :
W > K P/2(fms1+ fms2) = 2.42 606/(2(0.4+ 0.1))= 1466.5 KG (*)
* Mô men M:
M < 2W.fms1. h1 + 2W.fms2. h2
Wtt > M/(2(fms1.h1+ fms2h2))
Để an toàn thì :
W > K M/(2(fms1.h1+ fms2h2)) = 2.42 (3.5)/(2(0.4.0.04+ 0.1.0.04)) = 221.75 KG (**)
So sánh (*) và (**) lấy trị số lớn hơn để cùng thõa mãn 2 điều kiện trên, ta chọn W = 1466.5 KG
F)Phần 6 : Hướng dẫn sử dụng và bảo quản đồ gá
1) Mô tả nguyên lí hoạt động của đồ gá
a) đồ gá khoan - khoét -doa
* Các chi tiết định vị và kẹp chặt :
- Mặt định vị chính khử 3 bặc tự do là mặt C , chi tiết định vị mặt phẳng bằng 4 chốt trụ ngắn
- Mặt định vị khử 2 bậc tự do là mặt cạnh lỗ trụ, chi tiết định vị mặt trụ bằng chốt trụ ngắn.








