ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP ĐIỀU CHỈNH DẦU
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP ĐIỀU CHỈNH DẦU
LỜI MỞ ĐẦU.. 1
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG.. 5
1.1. Phân tích công dụng và điều kiện làm việc của CTGC.. 6
1.2. Phân tích vật liệu chế tạo CTGC.. 6
1.3. Phân tích kết cấu, hình dạng CTGC.. 6
1.4. Phân tích độ chính xác gia công. 7
1.5. Xác định sản lượng năm.. 11
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.. 12
2.1. Chọn phôi13
2.2. Phương pháp chế tạo phôi13
2.3. Xác định lượng dư. 14
2.4. Tính hệ số sử dụng vật liệu. 15
CHƯƠNG 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.. 16
4.1: NGUYÊN CÔNG I:CHUẨN BỊ PHÔI:17
4.2 NGUYÊN CÔNG II:TIỆN MẶT E, TIỆN TRỤ Ø42. 17
4.3 NGUYÊN CÔNG III: PHAY MẶT C.. 24
4.4 NGUYÊN CÔNG IV: PHAY MẶT F. 27
4.5.NGUYÊN CÔNG V:PHAY MẶT B.. 30
4.6.NGUYÊN CÔNG VI: Tiện tinh trụ Ø36, tiện tinh mặt A.33
4.7.NGUYÊN CÔNG VII:Tiện côn trụ Ø22,vát mép.37
4.8 NGUYÊN CÔNG VIII:tiện mặt D, vát mép 2x. 41
4.9 NGUYÊN CÔNG IX: KHOAN Ø10, KHOÉT Ø14.45
4.10 NGUYÊN CÔNG X: Tiện côn Ø21, tiện rãnh Ø25, vát mép .51
4.10.1.bước 1:Tiện tinh lỗ Ø21.52
4.11 NGUYÊN CÔNG XI: Ta-ro ren 3/4-14NTP. 57
4.12 NGUYÊN CÔNG XII: KHOÉT, VÁT MÉP, TA-RO M16.59
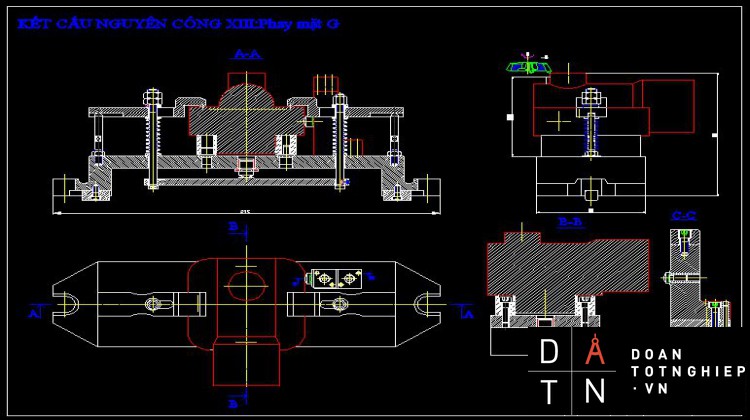
4.13 NGUYÊN CÔNG XIII: PHAY MẶT G.65
4.14 NGUYÊN CÔNG XIV: KHOAN, VÁT MÉP, TA-RO M10.67
4.15 NGUYÊN CÔNG XV: KHOAN Ø11, KHOÉT Ø18.75
4.16 NGUYÊN CÔNG XV: KHOAN , KHOÉT, VÁT MÉP Ø18.80
4.16 NGUYÊN CÔNG XV: TỔNG KIỂM TRA.. 88
CHƯƠNG 5: THIẾT KẾ ĐỒ GÁ.. 89
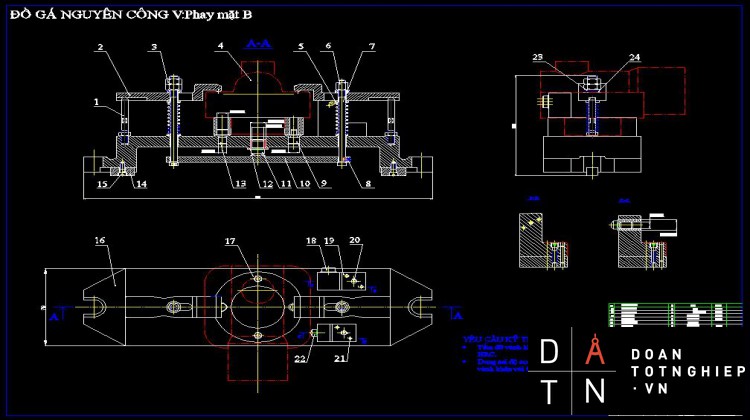
5.1 THIẾT KẾ ĐỒ GÁ PHAY MẶT C.. 90
5.1.1. Phân tích yêu cầu kỹ thuật của nguyên công;90
5.1.2 Phương pháp định vị và kẹp chặc. 90
5.1.3 Phương pháp tính lực kẹp và sai số. 90
5.1.5. Ưu khuyết điểm của đồ gá. 93
5.1.6. Hướng dẫn bảo quản đồ gá:93
5.1.7. Hướng dẫn sử dụng đồ gá:94
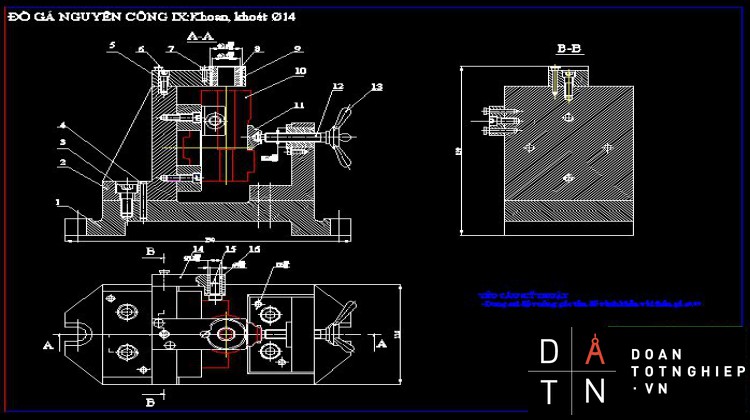
5.2 THIẾT KẾ ĐỒ GÁ KHOAN,KHOÉT Æ14 ( NGUYÊN CÔNG IX)94
5.2.1 Phân tích yêu cầu kỹ thuật của nguyên công. 94
5.2.2 Phương pháp định vị và kẹp chặt95
5.2.3 Phương pháp tính lực kẹp:95
5.3.4 Xác định sai số cho phép:97
5.3.5. Ưu khuyết điểm của đồ gá. 98
5.3.6. Hướng dẫn bảo quản đồ gá:98
5.3.7. Hướng dẫn sử dụng đồ gá:99
TÀI LIỆU THAM KHẢO.. 100
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
v Công dụng:
Nắp điều chỉnh dầu dùng đề điều chỉnh lượng dầu truyền wa các ống dầu
v Điều kiện làm việc:
Nắp điền chỉnh dầu làm việc trong môi trường dầu.
1.2. Phân tích vật liệu chế tạo CTGC
Nắp điều chỉnh dầu làm việc trong môi trường chiụ tải, nên ta chọn vật liệu là gang xám .Vì gang xám có những tích chất phù hợp để gia công nắp điều chỉnh dầu. Đồng thời gang xám dễ gia công cơ khí và giá thành rẻ.
Theo TCVN gang xám có kí hiệu: GX
Thành phần của gang xám gồm:
+ ( 2,5 ÷ 3,5)% C.
+ ( 1,5 ÷ 3,0)% Si.
+ ( 0,5 ÷ 1,0)% Mn.
+ ( 0,1 ÷ 0,2)% P.
+ ( 0,1 ÷ 0,12)% S.
Với các tính chất nêu trên gang xám là phù hợp nhất. Theo điều kiện làm việc của nắp điều chỉnh dầu ta sử dụng gang xám có ký hiệu: GX 15-32 có giới hạn bền kéo là 15kg/mm2, có giới hạn bền uốn là 32kg/mm2. Hầu hết cacbon trong gang xám ở dạng tự do, graphít có hình tấm, tính chảy loãng cao, dễ chế tạo đối với chi tiết này.
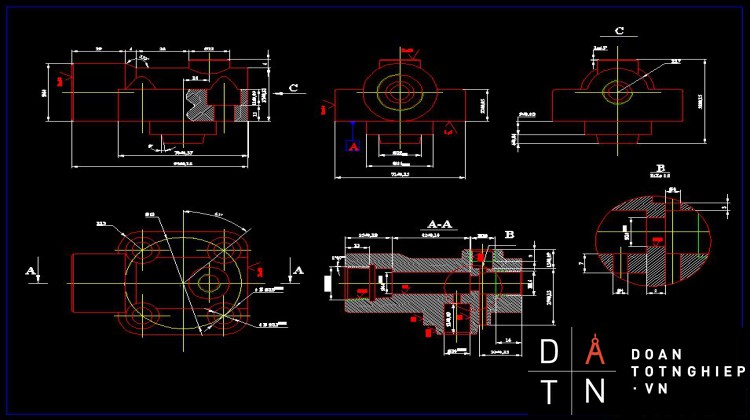
1.3. Phân tích kết cấu, hình dạng CTGC
Nắp điều chỉnh dầu là chi tiết dạng trụ, có hình dáng và kết cấu tương đối đơn giản. Chi tiết có các bề mặt đủ lớn để định vị và kẹp chặt.
Bề mặt làm việc chính của chi tiết là mặt lắp ghép nên trong quá trình gia công bề mặt này thì phải cần có độ chính xác cao. Do vậy việc thiết kế đồ gá để gia công các mặt này cũng gặp không ít khó khăn.
Còn lại các bề mặt khác, lỗ, lỗ ren không đòi hỏi độ chính xác cao nên việc chọn đường lối gia công cũng như phương pháp gia công các bề mặt này tương đối đơn giản.
1.4. Phân tích độ chính xác gia công
1.4.1. Độ chính xác về kích thước
1.4.1.1. Dối với các kích thước có chỉ dẫn dung sai:
- Kích thước trụ : Ø36-0,025
Kích thước danh nghĩa : 36 mm
Tra bảng 1.14 trang 18 sách BTDSLG
Sai lệch trên : ES = 0 và sai lệch dưới: EI = -0,025
Dung sai kích thước : IT = ES - EI = 0 - 0,025 = 0,025 mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT7
Miền dung sai kích thước trục h7: vậy Ø36-0,025 Ø36h7
- Kích thước đường kính lỗ: Ø14+0,018
Kích thước danh nghĩa : 14 mm
Tra bảng 1.14 trang 18 sách BTDSLG
Sai lệch trên : ES = + 0,018 và sai lệch dưới: EI = 0
Dung sai kích thước : IT = ES - EI = 0,018 - 0 = 0,018 mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT7
Miền dung sai kích thước lỗ H7: vậy Ø14+0,018 Ø14H7
1.4.1.2. Đối với các kích thước không chỉ dẫn dung sai
vCác kích thước không chỉ dẫn dung sai sau đây, giới hạn bởi 2 bề mặt gia công nên có CCX12
- Kích thước 95, CCX12. Theo STDSLG ta được T = 0,35
Kích thước đầy đủ là 95±0,125
- Kích thước 71, CCX12. Theo STDSLG ta được T = 0,25
Kích thước đầy đủ là 71±0,125
- Kích thước 58, CCX12. Theo STDSLG ta được T = 0,3
Kích thước đầy đủ là 58±0,15
- Kích thước 37, CCX12. Theo STDSLG ta được T = 0,25
Kích thước đầy đủ là 37±0,125
- Kích thước Ø22, CCX12. Theo STDSLG ta được T = 0,21
Kích thước đầy đủ là Ø22±0,105
- Kích thước 22 , CCX12. Theo STDSLG ta được T = 0,21
Kích thước đầy đủ là 22±0,125
- Kích thước 9 , CCX12. Theo STDSLG ta được T = 0,15
Kích thước đầy đủ là 9±0,75
- Kích thước 6 , CCX12. Theo STDSLG ta được T = 0,12
Kích thước đầy đủ là 6±0,06
- Kích thước 21 , CCX12. Theo STDSLG ta được T = 0,21
Kích thước đầy đủ là 21±0,105
- Kích thước Ø11 , CCX12. Theo STDSLG ta được T = 0,18
Kích thước đầy đủ là Ø 11±0,09
- Kích thước Ø18 , CCX12. Theo STDSLG ta được T = 0,18
Kích thước đầy đủ là Ø 18±0,09
- Kích thước Ø14 , CCX12. Theo STDSLG ta được T = 0,18
Kích thước đầy đủ là Ø 14±0,09
- Kích thước Ø10 , CCX12. Theo STDSLG ta được T = 0,15
Kích thước đầy đủ là Ø 10±0,075
- Kích thước Ø4 , CCX12. Theo STDSLG ta được T = 0,12
Kích thước đầy đủ là Ø4±0,06
- Kích thước 25 , CCX12. Theo STDSLG ta được T = 0,21
Kích thước đầy đủ là 12 ±0,105
- Kích thước 13 , CCX12. Theo STDSLG ta được T = 0,18
Kích thước đầy đủ là 25 ±0,09
- Kích thước 39, CCX12. Theo STDSLG ta được T = 0,25
Kích thước đầy đủ là 25 ±0,125
- Kích thước 23, CCX12. Theo STDSLG ta được T = 0,21
Kích thước đầy đủ là 25 ±0,105
- Kích thước 11, CCX12. Theo STDSLG ta được T = 0,18
Kích thước đầy đủ là 11±0,09
vCác kích thước không chỉ dẫn dung sai, giới hạn bởi 1 bề mặt gia công và 1 bề mặt không gia công nên có CCX14
- Kích thước 70, CCX14. Theo STDSLG ta được T = 0,74
Kích thước đầy đủ là 95±0,37
- Kích thước 37, CCX14. Theo STDSLG ta được T = 0,62
Kích thước đầy đủ là Ø32±0,31
- Kích thước 29, CCX14. Theo STDSLG ta được T = 0,52
Kích thước đầy đủ là Ø32±0,26
vCác kích thước không chỉ dẫn dung sai sau đây, giới hạn bởi 2 bề mặt không gia công nên có CCX16.
- Kích thước Ø40 , CCX16. Theo STDSLG ta được T = 1,6
Kích thước đầy đủ là Ø40±0,8
- Kích thước R13 , CCX16. Theo STDSLG ta được T = 1,1
Kích thước đầy đủ là R13±0,55
- Kích thước 6 , CCX16. Theo STDSLG ta được T = 0,75
Kích thước đầy đủ là 6±0,375
- Kích thước 28, CCX16. Theo STDSLG ta được T = 1,3
Kích thước đầy đủ là 28±0,65
1.4.2. Độ chính xác về hình dáng hình học và vị trí tương quan.
- Độ vuông góc giữa tâmtrụ Ø36 so với mặt A ≤ 0.2 mm
- Độ vuông góc giữa tâm trụ Ø36 so với lỗ Ø14≤ 0.2 mm
- Độ vuông góc giữa2 lỗ Ø14 ≤ 0.2 mm
1.4.3. Chất lượng bề mặt
Theo tiêu chuẩn TCNV2511-95, để đánh giá độ nhám bề mặt người ta sử dụng 2 tiêu chuẩn sau:
Ra: sai lệch trung bình số hình học profin.
Rz: Chiều cao mấp mô profin theo 10 điểm.
Trong thực tế thiết kế, việc chọn chỉ tiêu nào (Ra hay Rz) là tùy thuộc vào chất lượng yêu cầu và đặc tính kết cấu của bề mặt. Chỉ tiêu Ra được sử dụng phổ biến nhất vì nó cho phép đánh giá chính xác hơn và thuận lợi hơn những bề mặt có độ nhám trung bình. Tuy nhiên, đối với những bề mặt có độ nhám quá nhỏ hoặc quá thô thì nên dùng Rz vì nó sẽ cho ta khả năng đánh giá chính xác hơn so với Ra.
Giải thích các ký hiệu:
- Bề mặt lỗ Ø36 mặt A có độ nhám: Ra 1,6
- Bề mặt lỗ Ø10, Ø14, Ø21, Ø8,5 có độ nhám Ra3,2
- Bề mặt trụ Ø40, Ø22 có độ nhám Rz40
- Các mặt còn lại có độ nhám: Rz80
1.4.4. Yêu cầu về cơ lý tính
Do điều kiện làm việc nên chi tiết không có yêu cầu về độ cứng, nhiệt luyện.
1.4.5. Kết luận
Ta chú ý các yêu cầu kỹ thuật sau:
- Độ vuông góc giữa tâmtrụ Ø36 so với mặt A ≤ 0.2
- Độ vuông góc giữa trụ Ø36 so với tâm lỗ Ø14 A ≤ 0.2
- Độ vuông góc giữa 2 lỗ Ø14 A ≤ 0.2
- Độ nhám Rz80; Rz40; Ra0,8
1.5. Xác định sản lượng năm
Khối lượng kiêng γ = 7,4 kg/dm3
Khối lượng của chi tiết gia công là 1kg
Ta có m= v. γ => v = = = 201797,3 mm3
Dạng sản xuất hàng loạt vừa của chi tiết có khối lượng 1kg. Tra bảng 3.2 trang 173 sổ tay công nghệ chế tạo máy, GS.TS Trần Văn Địch. Ta xác định sản lượng hằng năm của chi tiết là 3000 chiếc/năm.
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1. Chọn phôi
- Vật liệu chế tạo chi tiết là GX15-32
- Dạng sản xuất hàng loạt vừa.
- Hình dáng hình học của chi tiết khá phức tạp.
- Do các loại phôi như: phôi cán, phôi rèn, phôi dập…không phù hợp. Nên ta chọn phôi đúc là thích hợp nhất.
ðDo đó ta chọn phôi đúc ,vật liệu GX 15-32
Phôi đúc: Việc chế tạo bằng phương pháp đúc được sử dụng rộng rãi hiện nay vì phôi đúc có hình dạng kết cấu phức tạp và có thể đạt được kích thước từ nhỏ đến lớn mà các phương pháp khác như rèn, dập khó đạt được.
Cơ tính và độ chính xác của phôi đúc tùy thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tùy theo tính chất sản xuất, vật liệu của chi tiết đúc, trình độ kỹ thuật để chọn các phương pháp đúc khác nhau.
Tính công nghệ trong kết cấu của chi tiết đút được biểu hiện bằng các điều kiện tạo hình, rót kim loại dể dàng, tính đông cứng, tạo vết nứt… các yếu tố : góc nghiêng, chiều dày chi tiết đúc, các kích thước tương quan v,v… ảnh hưởng tới các nguyên công cơ bản cuả quá trình công nghệ đúc.
Mọi loại vật liệu như gang, thép, hợp kim màu, vật liệu phi kim khi nấu chảy lỏng đều đúc được. Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Kết luận: Dựa vào các tính chất của các loại phôi trên và với CTGC là dạng hộp, có kết cấu đơn giản, với dạng sản xuất hàng loạt vừa, vật liệu là GX15-32, ta thấy phôi đúc là phù hợp.
2.2. Phương pháp chế tạo phôi
Để chế tạo phôi đúc ta có 5 phương pháp:
− Đúc trong khuôn cát
− Đúc trong khuôn kim loại
− Đúc li tâm
− Đúc áp lực
− Đúc liên tục
Do chi tiết có hình dạng đơn giản, dạng sản xuất hàng loại vừa, điều kiện làm việc chịu tải trọng và vật liệu là GX 15-32 nên ta chọn phương pháp đúc trong khuôn cát là phù hợp nhất.
Đúc trong khuôn cát là dạng đúc phổ biến. Khuôn cát là loại khuôn đúc một lần (chỉ rót một lần rồi phá khuôn). vật đúc tạo hình trong khuôn cát có độ chính xác thấp, độ bóng bề mặt kém, lượng dư lớn, nhưng khuôn cát có ưu điểm là tạo ra vật đúc có kết cấu phức tạp, khối lượng lớn và giá thành khuôn thấp.
2.3. Xác định lượng dư
Vật đúc có độ chính xác đạt cấp chính xác II
Tra bảng 5.7 trang 91 sách giáo trình công nghệ chế tạo máy
vKích thước lớn nhất là 95 mm
vLượng dư các bề mặt
- Kích thước danh nghĩa : 95 mm
Có lượng dư là : Zb = 3 ( ± 0,8 )
- Kích thước danh nghĩa : 58 mm
Có lượng dư là : Zbên = 3 ( ± 0,8 )
- Kích thước danh nghĩa : 71 mm
Có lượng dư là : Ztrên = 4 ( ± 0,8 )
Zdưới = 3 ( ± 0,8 )
- Kích thước danh nghĩa : 22 mm
Có lượng dư là : Zbên = 3,5 ( ± 0,5 )
- Các lỗ còn lại có đường kính < 30mm nên đúc đặc.
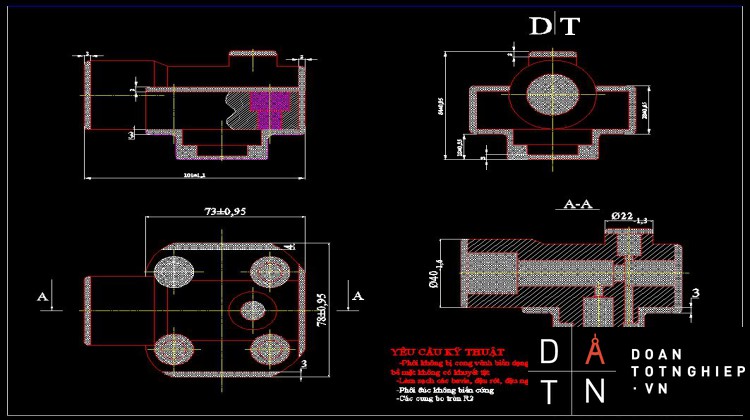
vYêu cầu kỹ thuật :
- Phôi không bị rỗ xỉ, rỗ khí, cháy cát.
- Phôi không bị rạn nứt.
- Phôi không bị biến trắng.
2.4. Tính hệ số sử dụng vật liệu
Ta có khối lượng CTGC là 1 kg
- Tích thể tích phôi: Vph = 201797,3 mm3
- Khối lượng riêng của vật liệu CTGC γ = 7,4 kg/dm3
- Vậy khối lượng CTGC là:
Mph= γ.Vph
Mph = = 1493,3 g = 1,49 kg
vHệ số sử dụng vật liệu:
= = 0,67
CHƯƠNG 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
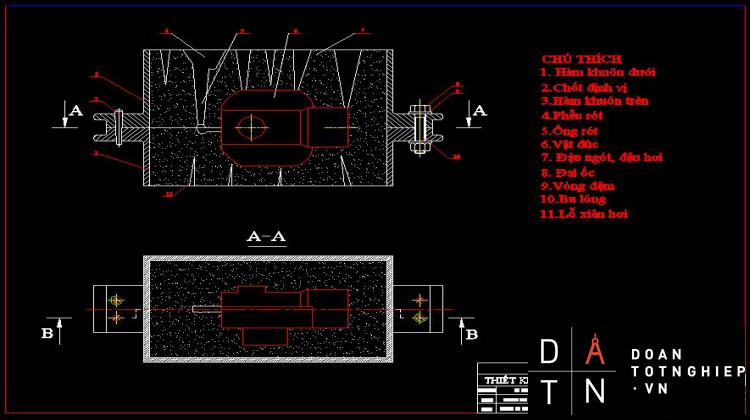
4.1: NGUYÊN CÔNG I:CHUẨN BỊ PHÔI:
Hình 4.1 Kích thước phôi ban đầu
Bước 1: Làm sạch phôi.
Bước 2: kiểm tra khuyết tật.
Bước 3: cắt bỏ bavia, đậu rót. Đậu ngót.
Bước 4: kiểm tra kích thước.
Bậc thợ: 2/7
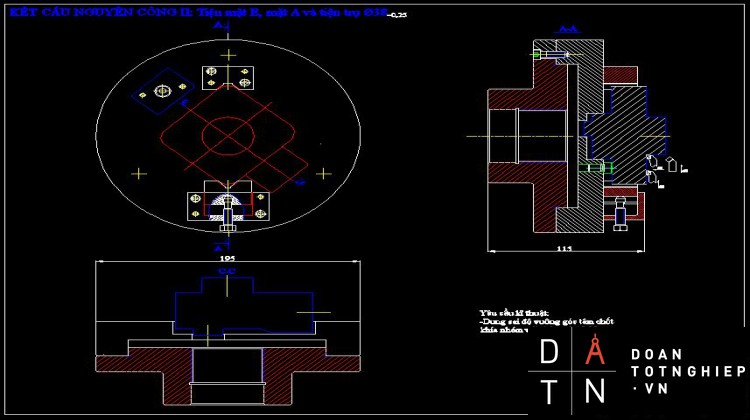
4.2 NGUYÊN CÔNG II:TIỆN MẶT E, TIỆN TRỤ Ø42
VÀ TIỆN THÔ MẶT A
Hình 4.2. Sơ đồ định vị và kẹp chặt vạt mặt E, tiện thô trụcØ38 , tiện thô mặt A
v Chọn chuẩn gia công
+ Mặt C : Định vị 3 bậc tự do.
+ R13 : Định vị 2 bậc tự do.
+ R13 : Định vị 1 bậc tự do.
v Chọn máy : Máy tiện T616
v Chọn dụng cụ đo : thước cặp 1/20
v Chọn chế độ cắt :
4.2.1. Bước 1 : Vạt mặt E
- Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
Dao đầu cong gắn mảnh hợp kim cứng BK6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14 mm
- Chọn chiều sâu cắt : Gia công thô nên chọn t = 3 mm.
- Chọn lượng chạy dao
+ Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết : 40 mm
+ Kích thước cán dao : B = 16 mm, H = 25 mm
+ Chiều sâu cắt t = 3 mm
+ Vật liệu gia công : gang
S = 0,6 mm/vòng.
Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,54 mm/vòng
- Chọn vận tốc cắt
Tra bảng 45-1 trang 38 sách chế độ cắt gia công cơ khí
+ HB của gang : 190
+ Chiều sâu cắt t = 3 mm
+ Lượng chạy dao S = 0,54 mm/vòng
+ Tiện ngang
→ x = 164 m/phút
Tra bảng 46-1 trang 39 sách chế độ cắt gia công cơ khí → T = 60’ → K1 = 1
Tra bảng 47-1 trang 39 sách chế độ cắt gia công cơ khí → BK6 → K2 = 1
Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1
Tra bảng 49-1 trang 39 sách chế độ cắt gia công cơ khí→ Đúc, có vỏ cứng → K4 = 0,8
V = x. K1 .K2 .K3. K4 = 164 .0,8 = 131,2 m/phút
n = = = 696 vòng/phút
Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 503 vòng/phút
Vt = = = 95 m/phút
- Kiểm nghiệm
Tra bảng 54-1 trang 42 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 3 mm
+ Vận tốc cắt V = 95 m/phút
+ Lượng chạy dao S = 0,54 mm/vòng
Ncg = 2,9 kW < Nđ c= 4,5 .0,8 = 3,6 kW
Vậy máy làm việc an toàn .
- Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 = 24 mm
l = = = 20 mm, l1 = 2 mm, l2 = 2 mm
+ Số lần cắt : i = 1
+ Lượng chạy dao : S = 0,54 mm/vòng
+ Số vòng quay : n = 503 vòng/phút
Tm= = 0,088 phút = 5,3 giây
4.2.2. Bước 2 : Tiện thô trụ Ø42
- Chọn dao :tra bảng 4.5 trang 46 sách sổ tay dụng cụ cắt và dụng cụ phụ
Dao tiện ngoài gắn mảnh hợp kim cứng BK6.
B = 16 mm, H = 25 mm, L = 150 mm, a = 6 mm
- Chọn dụng cụ đo : thước cặp 1/20.
- Chọn t : Gia công thô nên chọn t = 2 mm.
-Chọn lượng chạy dao
Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết : 42 mm
+ Kích thước cán dao : B = 16 mm, H = 25 mm
+ Chiều sâu cắt t = 2 mm
+ Vật liệu gia công : gang
S1 = 0,6. 0,75 = 0,45 mm/vòng.
Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,42 mm/vòng
- Chọn vận tốc cắt
Tra bảng 45-1 trang 38 sách chế độ cắt gia công cơ khí
+ HB của gang : 190
+ Chiều sâu cắt t = 2 mm
+ Lượng chạy dao S = 0,42 mm/vòng
+ Tiện dọc ngoài
→ x = 138 m/phút
Tra bảng 46-1 trang 39 sách chế độ cắt gia công cơ khí → T = 60’ → K1 = 1
Tra bảng 47-1 trang 39 sách chế độ cắt gia công cơ khí → BK6 → K2 = 1
Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 90o → K3 = 0,75
Tra bảng 49-1 trang 39 sách chế độ cắt gia công cơ khí → Đúc, có vỏ cứng→ K4 = 0,8
V = x. K1. K2. K3. K4 = 138. 0,8. 0,75 = 82,8 m/phút
n = == 627 vòng/phút
Tra TTM máy tiện T616 trang 216 sách chế độ cắt gia công cơ khí
nt = 503 vòng/phút
Vt = = = 66,36 m/phút
- Kiểm nghiệm
Tra bảng 54-1 trang 42 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 2 mm
+ Vận tốc cắt V = 66,36 m/phút
+ Lượng chạy dao S = 0,42 mm/vòng
Ncg = 1,7 kW < Nđ c = 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
- Thời gian chạy máy
Tm =
Trong đó :
+ Chiều dài hành trình cắt : L = 15 mm
+ Số lần cắt : i = 1
+ Lượng chạy dao : S = 0,42 mm/vòng
+ Số vòng quay : n = 503 vòng/phút
Tm= = 0,071 phút = 4,26 giây
4.2.3. Bước 3 : Tiện thô mặt A
- Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
Dao tiện ngoài gắn mảnh hợp kim cứng BK6.
B = 16 mm, H = 25 mm, L = 150 mm, a = 6 mm
- Chọn chiều sâu cắt : Gia công thô nên chọn t = 2 mm.
- Chọn lượng chạy dao
Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết : 89 mm
+ Kích thước cán dao : B = 16 mm, H = 25 mm
+ Chiều sâu cắt t = 2 mm
+ Vật liệu gia công : gang
S = 0,8.0,75=0,6 mm/vòng.
Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,54 mm/vòng
- Chọn vận tốc cắt
Tra bảng 45-1 trang 38 sách chế độ cắt gia công cơ khí
+ HB của gang : 190
+ Chiều sâu cắt t = 2 mm
+ Lượng chạy dao S = 0,54 mm/vòng
+ Tiện ngang
→ x = 164 m/phút
Tra bảng 46-1 trang 39 sách chế độ cắt gia công cơ khí → T = 60’ → K1 = 1
Tra bảng 47-1 trang 39 sách chế độ cắt gia công cơ khí → BK6 → K2 = 1
Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1
Tra bảng 49-1 trang 39 sách chế độ cắt gia công cơ khí→ Đúc, có vỏ cứng → K4 = 0,8
V = x. K1 .K2 .K3. K4 = 164 .0,8 = 131,2 m/phút
n = = = 469 vòng/phút
Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 350 vòng/phút
Vt = = = 97 m/phút
- Kiểm nghiệm
Tra bảng 54-1 trang 42 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 2 mm
+ Vận tốc cắt V = 97 m/phút
+ Lượng chạy dao S = 0,54 mm/vòng
Ncg = 2,9 kW < Nđ c= 4,5 .0,8 = 3,6 kW
Vậy máy làm việc an toàn .
- Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 = 29,5 mm
l = = = 25,5 mm, l1 = 2 mm, l2 = 2 mm
+ Số lần cắt : i = 1
+ Lượng chạy dao : S = 0,54 mm/vòng
+ Số vòng quay : n = 350 vòng/phút
Tm= = 0,156 phút = 9,36 giây
4.3 NGUYÊN CÔNG III: PHAY MẶT C
Hình 4.3. Sơ đồ định vị và kẹp chặt phay mặt N
v Chọn chuẩn gia công
+ Mặt A: Định vị 3 bậc tự do.
+ TrụcØ38 : Định vị 2 bậc tự do.
+ Mặt B : Định vị 1 bậc tự do.
vChọn máy: máy phay 6H82
vChọn dao:Tra bảng 4.77 trang 148 sách sổ tay dụng cụ cắt và dụng cụ phụ:
+ Dao phay trụ:
D = 63, L = 50, d = 27, Z = 14.
v Chọn dụng cụ đo: thước cặp 1/20.
v Chọn chế độ cắt:
- Chiều sâu cắt: t = 3
- Lượng chạy dao:
Tra bảng 10-5 trang 126 sách chế độ cắt gia công cơ khí ta có:
S= (0,2-0,3)
Þ Sz = 0,2 mm/răng
Tốc độ cắt:
Tra bảng 2-5 trang 122 sách chế độ cắt gia công cơ khí
+ Kiểu dao phay : Trụ răng chắp
+ Đường kính dao : D = 63 mm
T = 180 phút
Tra bảng 51-5 trang 143 sách chế độ cắt gia công cơ khí
+ T = 180phút
+ D/Z = 63/14
+ Chiều sâu cắt: t= 3
+ Lượng chạy dao Sz = 0,2 mm/răng
X = 46,5 m/phút
Tra bảng 54-5 trang 144 sách chế độ cắt gia công cơ khí: Tᶲ / TH = 1
=> K1 = 1
Tra bảng 52-5 trang 143 sách chế độ cắt gia công cơ khí:
HB = 190 => K2 = 0,75
Tra bảng 53-5 trang 144 sách chế độ cắt gia công cơ khí:
Không vỏ cứng => K3 = 1
Tra bảng 55-5 trang 144 sách chế độ cắt gia công cơ khí:
Dạng gia công thô => K4 = 1
V = 46,5 .1.0,75.1.1= 34,875m/p
n == = 234,94 v/p
Tra thuyết minh máy trang 221 sách chế độ cắt gia công cơ khí
nt = 190 vòng/phút
Thời gian chạy máy:
+ Chiều dài hành trình cắt : L = l + l1 + l2 = 70 + 3 + 7 = 76,5 mm
L=74 mm, l1 = 1 mm, l2 = = mm
+ Số lần cắt : i = 1
+ Lượng chạy dao : S = 0,2 mm/vòng
+ Số vòng quay : n = 190 vòng/phút
=120,78 giây
4.4 NGUYÊN CÔNG IV: PHAY MẶT F
Hình 4.3. Sơ đồ định vị và kẹp chặt phay mặt F
v Chuẩn định vị:
Mặt A: Định vị 3 bậc tự do.
Trụ Ø38: Định vị 2 bậc tự do.
Mặt B: Định vị 1 bậc tự do.
v Chọn máy: máy phay 6H82
vChọn dao:Tra bảng 4.77 trang 148 sách sổ tay dụng cụ cắt và dụng cụ phụ:
+ Dao phay đĩa:
D = 100, d = 32, B = 10, Z = 20.
v Chọn dụng cụ đo: thước cặp 1/20.
v Chọn chế độ cắt:
- Chiều sâu cắt: t = 3,5 mm
- Lượng chạy dao:
Tra bảng 14-5 trang 129 sách chế độ cắt gia công cơ khí ta có:
S= (0,2-0,3)
Chọn S = 0,2
Tốc độ cắt:
Tra bảng 2-5 trang 122 sách chế độ cắt gia công cơ khí
+ Kiểu dao phay: dao phay đĩa.
+ Đường kính dao: D = 100
=> T = 120
Tra bảng 67-5 trang 152 sách chế độ cắt gia công cơ khí
+ T = 120phút
+ D/Z = 100/20
+ Chiều sâu cắt: t= 3,5
+ Lượng chạy dao Sz = 0,2 mm/răng
X = 40 m/phút
Tra bảng 68-5 trang 153 sách chế độ cắt gia công cơ khí: Tᶲ / TH = 1
=> K1 = 1
Tra bảng 52-5 trang 143 sách chế độ cắt gia công cơ khí:
HB = 190 => K2 = 1
Tra bảng 53-5 trang 144 sách chế độ cắt gia công cơ khí:
Vỏ cứng HB=190 => K3 = 0,75
Tra bảng 55-5 trang 144 sách chế độ cắt gia công cơ khí:
Dạng gia công thô => K4 = 1
V = 40 .1.0,75.1.1= 30 m/p
n == = 95,49 v/p
Tra thuyết minh máy trang 221 sách chế độ cắt gia công cơ khí
nt = 75vòng/phút
Thời gian chạy máy:
+ Chiều dài hành trình cắt : L = l + l1 + l2 = 70 + 3 + 7 = 75,25 mm
l=74 mm, l1 = 1 mm, l2 = = mm
+ Số lần cắt : i = 1
+ Lượng chạy dao : S = 0,2 mm/vòng
+ Số vòng quay : n = 75 vòng/phút
=300 giây
4.5.NGUYÊN CÔNG V:PHAY MẶT B
Hình 4.3. Sơ đồ định vị và kẹp chặt phay mặt B
vChuẩn định vị:
Mặt A: Định vị 3 bậc tự do.
Trụ Ø42: Định vị 2 bậc tự do.
Mặt F: Định vị 1 bậc tự do.
vChọn máy: máy phay 6H82
vChọn dao:Tra bảng 4.79 trang 161 sách sổ tay dụng cụ cắt và dụng cụ phụ:
+ Dao phay mặt đầu răng gắn mảnh hợp kim cứng BK6:
D = 100, d = 32, h = 10, B = 50, Z = 8.
vChọn dụng cụ đo: thước cặp 1/20.
vChọn chế độ cắt:
- Chiều sâu cắt: t = 3mm
- Lượng chạy dao:
Tra bảng 6-5 trang 124 sách chế độ cắt gia công cơ khí ta có:
S= (0,2-0,24)
Chọn S = 0,2
Tốc độ cắt:
+ Kiểu dao phay: dao phay mặt đầu.
+ Đường kính dao: D = 100
=> T = 180
Tra bảng 40-5 trang 138 sách chế độ cắt gia công cơ khí
+ T = 180phút
+ D/Z = 100/8
+ Chiều sâu cắt: t= 3 mm
+ Lượng chạy dao Sz = 0,2 mm/răng
x = 141 m/phút
Tra bảng 41-5 trang 139 sách chế độ cắt gia công cơ khí→HB của gang : 190 →K1 =1
Tra bảng 42-5 trang 139 sách chế độ cắt gia công cơ khí → Tᶲ / TH = 1
→ K2 = 1
Tra bảng 43-5 trang 139 sách chế độ cắt gia công cơ khí → BK6 → K3 = 1
Tra bảng 44-5 trang 139 sách chế độ cắt gia công cơ khí → Có vỏ cứng → K4 = 0,8
Tra bảng 45-5 trang 139 sách chế độ cắt gia công cơ khí→ B/D = 0,8
→ K5 = 1
Tra bảng 46-5 trang 139 sách chế độ cắt gia công cơ khí → 60 → K6 = 1
V = x. K1. K2. K3. K4. K5. K6 = 141.0,8 = 112,8 m/phút.
n == = 359 v/p
Tra thuyết minh máy trang 221 sách chế độ cắt gia công cơ khí
nt = 375vòng/phút
Thời gian chạy máy:
+ Chiều dài hành trình cắt : L = l + l1 + l2 = 70 + 3 + 7 = 60 mm
l=50 mm, l1 = 3 mm, l2 = = mm
+ Số lần cắt : i = 1
+ Lượng chạy dao : S = 0,2 mm/vòng
+ Số vòng quay : n = 475 vòng/phút
=48 giây








