ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN MÁY BƠM THỦY LỰC

NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN MÁY BƠM THỦY LỰC
MỤC LỤC
LỜI MỞ ĐẦU.. ii
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. iii
MỤC LỤC.. iv
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG.. 1
1.1. CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT GIA CÔNG.. 1
1.2. PHÂN TÍCH VẬT LIỆU CGEES TẠO CHI TIẾT GIA CÔNG.. 1
1.3. PHÂN TÍCH KẾT CẤU, HÌNH DẠNG CHI TIẾT. 2
1.4. PHÂN TÍCH ĐỘ CHÍNH XÁC CHI TIẾT GIA CÔNG.. 2
1.5. XÁC ĐỊNH SẢN LƯỢNG NĂM.. 7
CHƯƠNG 2 : CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.. 9
2.1. CHỌN PHÔI9
2.2. PHƯƠNG PHÁP CHẾ TẠO PHÔI11
2.3. XÁC ĐỊNH LƯỢNG DƯ.. 18
2.4. TÍNH HỆ SỐ SỬ DỤNG VẬT LIỆU.. 19
CHƯƠNG 3: LẬP QUI TRÌNH CÔNG NGHỆ.. 20
3.1. MỤC ĐÍCH.. 20
3.2. NỘI DUNG.. 20
CHƯƠNG 4 : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.. 21
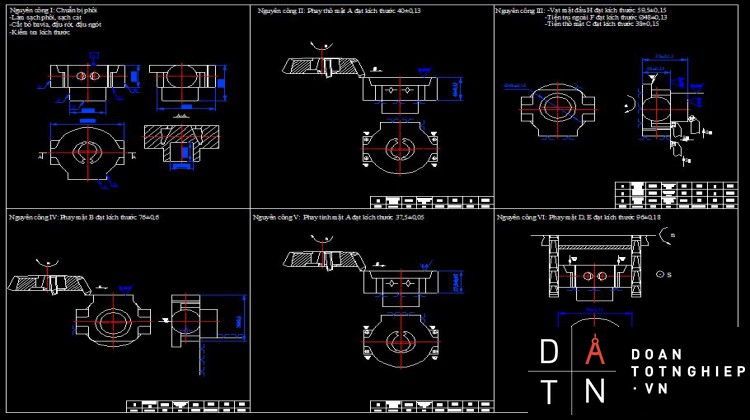
4.1. NGUYÊN CÔNG I : CHUẨN BỊ PHÔI21
4.2. NGUYÊN CÔNG II : PHAY THÔ MẶT A.. 22
4.3. NGUYÊN CÔNG III : Tiện thô ∅31±0,18 đạt kích thước ∅34,5+0,25. 25
Tiện lỗ bậc ∅24+0,21. 25
4.4. NGUYÊN CÔNG IV : Phay mặt B đạt kích thước 77±0,6. 32
4.5. NGUYÊN CÔNG V: Phay tinh mặt A đạt kích thước 37,5±0,05. 35
4.6. NGUYÊN CÔNG VI: Phay mặt D, E đạt kích thước 96±0,18. 38
4.7. NGUYÊN CÔNG VII: Tiện tinh trụ ngoài F đạt kích thước ∅47-0,04. 41
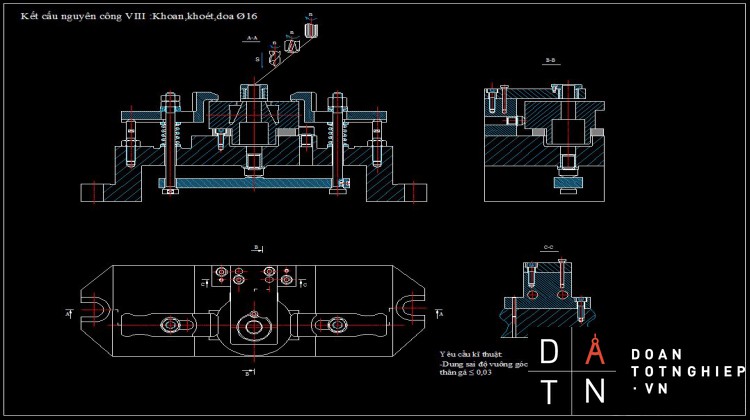
4.8. NGUYÊN CÔNG VIII: Khoan, khoét, doa ∅16. 47
4.9. NGUYÊN CÔNG IX: Tiện thô ∅31±0,18 đạt kích thước ∅34,5+0,25. 53
4.10. NGUYÊN CÔNG X: -Tiện tinh ∅34,5+0,25 đạt kích thước ∅35+0,03. 61
4.11. NGUYÊN CÔNG XI: -Khoan, khoét 2 lỗ suốt ∅9+0,02. 68
4.12. NGUYÊN CÔNG XII: Khoan, taro M8. 74
4.13. NGUYÊN CÔNG XIII: Khoan, khoét và taro côn mặt D.. 79
4.14. NGUYÊN CÔNG XIV: Khoan, doa côn và taro lỗ côn mặt E. 84
4.15. NGUYÊN CÔNG XV: Khoan, taro M6. 85
4.16. NGUYÊN CÔNG XVI: -Khoan lỗ suốt ∅3. 90
4.17. NGUYÊN CÔNG XVII: TỔNG KIỂM TRA.. 95
CHƯƠNG 5: THIẾT KẾ ĐỒ GÁ.. 97
ĐỒ GÁ Khoan VÀ TARO lỗ côn. 97
Đồ gá tiện trụ ngoài F, mặt C và vạt mặt102
ĐỒ GÁ Khoan VÀ TARO M8. 106
TÀI LIỆU THAM KHẢO.. 110
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1. CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT GIA CÔNG
- Thân máy bơm thủy lực là chi tiết quan trọng trong máy bơm bánh răng. Bơm bánh răng thường dùng bơm mọi loại dầu: dầu nhớt, dầu DO, FO, nhựa đường, rỉ mật, chất đặc, dầu nhiên liệu, dầu bôi trơn, dầu diezin, bơm bánh răng đặc biệt còn bơm được thủy tinh lỏng silicat, soda.
- Trong lĩnh vực cung cấp dầu bôi trơn bơm bánh răng dùng để phun dầu nhiên liệu ở áp suất cao cho các lò đốt và lò hơi, và còn được dùng làm máy bơm sơ cấp trong hệ thống thủy lực.
- Trên thân máy bơm thủy lực có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có một số bề mặt không gia công. Bề mặt làm việc chủ yếu là lỗ và bên trong thân bơm.
- Chi tiết làm việc trong điều kiện chịu áp suất cao.
1.2. PHÂN TÍCH VẬT LIỆU CGEES TẠO CHI TIẾT GIA CÔNG
- Vật liệu chế tạo thân máy bơm bánh răng là GX 15-32. Là loại vật liệu thường được sử dụng trong việc chế tạo các chi tiết máy.
- Giải thích kí hiệu:
GX : Là kí hiệu của gang xám.
15 : Chỉ số giới hạn bền kéo : δk = 15 (N/mm2).
32 : Chỉ số giới hạn bền uốn : δu = 32 (N/mm2).
- Thành phần của vật liệu:
Thành phần chủ yếu của GX 15 - 32 là sắt (Fe) và cacbon (C) ngoài ra trong thành phần còn có một số nguyên tố khác như :
+ Cacbon (C): 3,4 - 3,6%
+ Silic (Si): 1,7 - 2,1%
+ Mangan (Mn): 0,5 - 0,8%
+ Photpho (P): 0,15 - 0,4%
+ Lưu huỳnh (S): 0,12 - 0,2%
+ Còn lại là sắt (Fe)
- Cơ tính và độ cứng của vật liệu
- nhưng bù lại gang xám có ưu điểm chịu mài mòn tốt và giảm được chấn động. Hơn nữa việc cắt gọt gia công lại dễ dàng.
- Gang xám có cấu trúc tinh thể ở dạng cacbon tự do. Graphit có độ bền cơ học rất kém, độ dẻo dai kém nhưng Graphit làm tăng Gang xám là vật liệu có độ bền kéo nhỏ, độ dẻo, độ dai kém và chịu va đập kém khả năng chịu mài mòn của gang xám và còn có tác dụng làm giảm rung động và chịu ma sát.
- Gang xám có giá thành rẽ, dễ chế tạo. Từ những tính chất trên và dựa vào điều kiện làm việc của gối đỡ, ta thấy gối đỡ được chế tạo bằng GX 15-32 là hợp lí.
- Gang xám 15-32 có HB = 190 kg/mm3.
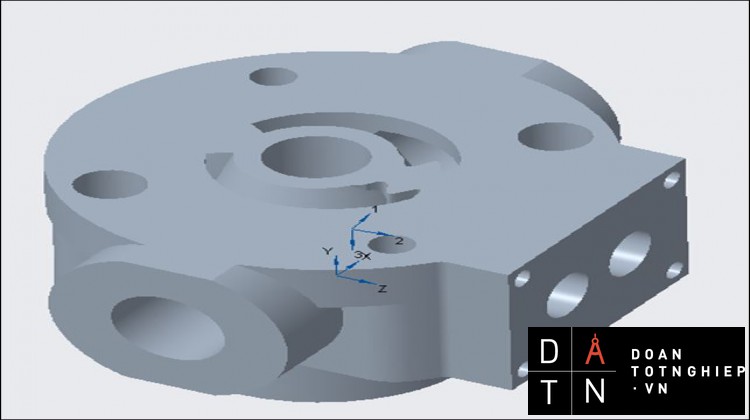
1.3. PHÂN TÍCH KẾT CẤU, HÌNH DẠNG CHI TIẾT
- Kết cấu hình dạng chí tiết gia công phức tạp.
- Chi tiết thuộc dạng hộp.
- Trên thân máy bơm bánh răng có nhiều mặt gia công với độ chính xác khác nhau và cũng có mốt số bề mặt không gia công. Bề mặt làm việc chủ yếu là lỗ trụ Ø16, và bề mặt chuẩn Ø83. Cần gia công mặt phẳng Ø83 và bề mặt bên chính xác để làm chuẩn tinh gia công.
- Các lỗ Ø9, Ø11 cần đảm bảo độ đồng tâm với nhau và độ vuông góc với mặt chuẩn và mặt đáy sao cho khi lắp ráp chi tiết dược định vị đúng và lắp ráp được dễ dàng.
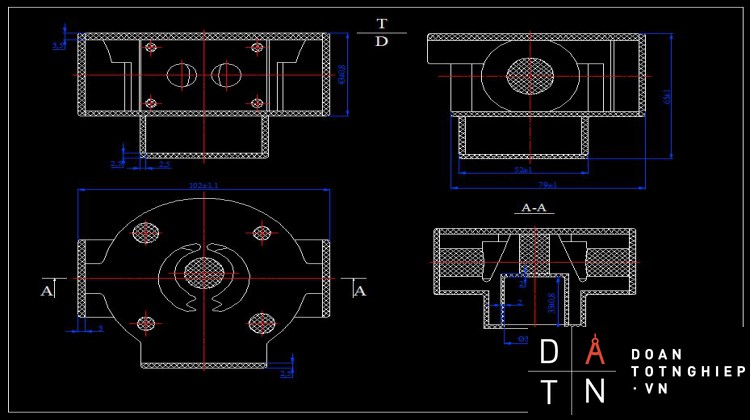
- Bản vẽ chi tiết gia công:
1.4. PHÂN TÍCH ĐỘ CHÍNH XÁC CHI TIẾT GIA CÔNG
Kích thước chỉ dẫn dung sai
-Kích thước đường kính lỗ: Ø16 +0,02
Tra bảng 1.4 trang 11 sách BTDSLG
Kich thước danh nghĩa: 16mm
Sai lệch trên: ES= +0,02 và sai lệch dưới: EI=0
Dung sai kích thước: IT=ES-EI= 0,02 - 0 = 0,02mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT8.
Miền dung sai kích thước lỗ H7: vậy Ø16 +0,02 Ø16H8
- Kích thước đường kính lỗ: Ø11 +0,02
Tra bảng 1.4 trang 11 sách BTDSLG
Kich thước danh nghĩa: 11mm
Sai lệch trên: ES= +0,02 và sai lệch dưới: EI=0
Dung sai kích thước: IT=ES-EI= 0,02 - 0 = 0,02mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT7.
Miền dung sai kích thước lỗ H7: vậy Ø11 +0,02 Ø11H7
- Kích thước đường kính lỗ: Ø9 +0,02
Tra bảng 1.4 trang 11 sách BTDSLG
Kich thước danh nghĩa: 9mm
Sai lệch trên: ES= +0,02 và sai lệch dưới: EI=0
Dung sai kích thước: IT=ES-EI= 0,02 - 0 = 0,02mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT7.
Miền dung sai kích thước lỗ H7: vậy Ø9 +0,02 Ø9H7
- Kích thước đường kính lỗ: Ø35 +0,03
Tra bảng 1.4 trang 11 sách BTDSLG
Kich thước danh nghĩa: 35mm
Sai lệch trên: ES= +0,03 và sai lệch dưới: EI=0
Dung sai kích thước: IT=ES-EI= 0,03 - 0 = 0,03mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT8.
Miền dung sai kích thước lỗ H7: vậy Ø35 +0,03 Ø35H8
Lỗ dùng để lắp bạc đạn với chế độ lắp:
- Kích thước đường kính lỗ: Ø37 +0,13
Tra bảng 1.4 trang 11 sách BTDSLG
Kich thước danh nghĩa: 37mm
Sai lệch trên: ES= +0,13 và sai lệch dưới: EI=0
Dung sai kích thước: IT=ES-EI= 0,13 - 0 = 0,13mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT12.
- Kích thước đường kính trục: Ø47-0,04
Tra bảng 1.4 trang 11 sách BTDSLG
Kich thước danh nghĩa: 47mm
Sai lệch trên: es= 0và sai lệch dưới: ei= -0,04
Dung sai kích thước: IT=es-ei= 0 - (-0,04) = 0,04mm
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT8.
Miền dung sai kích thước lỗ h8: vậy Ø47-0,04 Ø47h8
- Kích thước 96 ± 0,18
Tra bảng 1.4 trang 11 sách STDSLG
Kích thước danh nghĩa :96 mm
Sai lệch trên es = 0,18 và sai lệch dưới ei = - 0,18
Dung sai kích thước IT = es – ei = 0,18 - ( - 0,1 8) = 0,36 mm
Độ chính xác về kích thước đạt cấp chính xác IT12
- Kích thước 37 ± 0,05
Tra bảng 1.4 trang 11 sách STDSLG
Kích thước danh nghĩa :37 mm
Sai lệch trên es = 0,05 và sai lệch dưới ei = - 0,05
Dung sai kích thước IT = es – ei = 0,05 - ( - 0,05 ) = 0,1 mm
Độ chính xác về kích thước đạt cấp chính xác IT10
- Kích thước 37 ± 0,05
Tra bảng 1.4 trang 11 sách STDSLG
Kích thước danh nghĩa :37 mm
Sai lệch trên es = 0,05 và sai lệch dưới ei = - 0,05
Dung sai kích thước IT = es – ei = 0,05 - ( - 0,05 ) = 0,1 mm
Độ chính xác về kích thước đạt cấp chính xác IT10
- Kích thước 59 ± 0,06
Tra bảng 1.4 trang 11 sách STDSLG
Kích thước danh nghĩa :59 mm
Sai lệch trên es = 0,06 và sai lệch dưới ei = - 0,06
Dung sai kích thước IT = es – ei = 0,06 - ( - 0,06 ) = 0,12 mm
Độ chính xác về kích thước đạt cấp chính xác IT10
- Kích thước 22 ± 0,1
Tra bảng 1.4 trang 11 sách STDSLG
Kích thước danh nghĩa :22 mm
Sai lệch trên es = 0,1 và sai lệch dưới ei = - 0,1
Dung sai kích thước IT = es – ei = 0,1 - ( - 0,1 ) = 0,2 mm
Độ chính xác về kích thước đạt cấp chính xác IT12
- Kích thước 37 ± 0,05
Tra bảng 1.4 trang 11 sách STDSLG
Kích thước danh nghĩa :37 mm
Sai lệch trên es = 0,05 và sai lệch dưới ei = - 0,05
Dung sai kích thước IT = es – ei = 0,05 - ( - 0,05 ) = 0,1 mm
Độ chính xác về kích thước đạt cấp chính xác IT10
Những kích thước không chỉ dẫn dung sai
vCác kích thước giới hạn bởi một bề mặt gia công và một bề mặt không gia công có CCX 14
Kích thước 76
Tra bảng 1.4 trang 11 sổ tay DSLG ta có IT = 0,74 mm
es = + 0,37mm và ei = - 0,37 mm
Vậy 76 ± 0,37
Kích thước 16
Tra bảng 1.4 trang 11 sổ tay DSLG ta có IT = 0,43 mmes = + 0,215mm và ei = - 0,215 mm
Vậy 16 ± 0,215
vCác kích thước giới hạn bởi 2 bề mặt không gia công có CCX 16
Kích thước Ø12
Tra bảng 1.4 trang 11 sổ tay DSLG ta có IT = 1,1 mm
es = + 0,55 mm và ei = - 0,55 mm
Ø12 ± 0,55
Kích thước Ø37
Tra bảng 1.4 trang 11 sổ tay DSLG ta có IT = 1,6 mm
es = + 0,8 mm và ei = - 0,8 mm
Ø37 ± 0,8
Kích thước Ø40
Tra bảng 1.4 trang 11 sổ tay DSLG ta có IT = 1,6 mm
es = + 0,8 mm và ei = - 0,8 mm
Ø40 ± 0,8
Kích thước Ø84
Tra bảng 1.4 trang 11 sổ tay DSLG ta có IT = 2,2 mm
es = + 1,1 mm và ei = - 1,1 mm
Ø84 ± 1,1
Kích thước 51
Tra bảng 1.4 trang 11 sổ tay DSLG ta có IT = 1,9 mm
es = + 0,95 mm và ei = - 0,95 mm
12 ± 0,95
1.4.3. Độ chính xác về vị trí tương quan
- Độ vuông góc tâm lỗ ∅16 với mặt A ≤ 0,03 mm
- Độ đồng tâm 2 lỗ ∅11 và ∅9 ≤ 0,01 mm
- Độ vuông góc tâm lỗ ∅9 với mặt A ≤ 0,02 mm
- Độ vuông góc mặt A với mặt B ≤ 0,02 mm
- Độ đồng tâm 2 lỗ ∅35 và ∅16 ≤ 0,03 mm
- Độ song song mặt A với mặt B ≤ 0,02 mm
1.4.4. Độ chính xác về chất lượng bề mặt
- Bề mặt A có Ra= 1,6 đạt cấp 7
- Bề mặt C có Ra= 3,2 đạt cấp 8
- Lỗ Ø35+0,03 có Ra= 1,6 đạt cấp 7
- Trục Ø47-0,03 có Ra = 3,2 đạt cấp 8
- Lỗ Ø16+0,03 có Ra= 3,2 đạt cấp 8
1.4.5. Yêu cầu về cơ lý tính
- Chịu tải trung bình, chịu mài mòn, và chịu áp suất cao.
- Biện pháp nâng cao cơ lý tính.
- Giảm lượng cacbon nằm trong khoảng 2,2-2,5 %.
- Làm cho graphit nhỏ mịn, phân bố đều.
- Đưa thêm hợp kim vào để chống mài mòn, ăn mòn và rung động.
1.4.6. Kết luận
- Các chỉ dẫn dung sai kích thước, hình dáng hình học, vị trí tương quan, nhám bề mặt đảm bảo tốt với điều kiện làm việc của chi tiết.
- Kích thước 2 lỗ Ø16+0,03 và Ø35+0,03 được gia công với độ chính xác cấp 7 với độ bóng bề mặt Ra 1,6.
- Kích thước trục Ø47-0,03 được gia công với độ chính xác cấp 8 với độ nhám bề mặt
Ra = 3,2.
- Mặt A được gia công với độ chính xác cấp 7 với độ bóng bề mặt Ra = 1,6
- Mặt C được gia công với độ chính xác cấp 8 với độ bóng bề mặt Ra = 3,2
- Đảm bảo độ chính xác cao của lỗ Ø35+0,03 , Ø16+0,03, trục Ø47-0,03 , mặt C vì đây là những bề mặt làm việc của chi tiết.
1.5. XÁC ĐỊNH SẢN LƯỢNG NĂM
1.5.1. Tính trọng lượng chi tiết
Để xác định được trọng lượng của cho tiết ta có hai cách tính như sau:
- Cách 1: Chia chi tiết ra thành nhiều hình hộp cơ bản rồi tính thể tích của từng hình đó. Sau đó, cộng hay trừ các thể tích của các hình lại với nhau ta được thể tích chi tiết cần xác định. Tiếp theo ta lấy thể tích đó nhân với khối lượng riêng của chi tiết là xác định được khối lượng của chi tiết.
- Cách 2: Khối lượng chi tiết được xác định trên phần mềm.
-
-
Trong đồ án này, khối lượng chi tiết được xác định theo cách 2. Sau khi thiết kế và vẽ chi tiết trên phần mềm creo 3.0 ta xác định được khối lượng chi tiết là khoảng 1,2 kg.
1.5.2. Sản lượng chế tạo trong một nă
Chi tiết đã cho ở dạng sản xuất hàng loạt vừa, chi tiết có khối lượng 2 kg nên theo bảng 1.2 trang 8 sách công nghệ chế tạo máy 1 ta có số lượng hàng năm 500 ÷ 5000 sản phẩm/năm.
CHƯƠNG 2 : CHỌN PHÔI,PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1. CHỌN PHÔI
2.1.1. Phôi dập
- Phôi dập có độ chính xác về hình dạng, kích thước và chất lượng bề mặt cũng như cơ tính cao. Phôi biến dạng triệt để do đó chế tạo được các chi tiết có độ chính xác cao, hệ số sử dụng
- cao hơn so với phương pháp rèn tự do. Tuy nhiên cần phải có máy dập, máy ép có công suất cao, độ chính xác chuyển động cao, chi phí đầu tư ban đầu lớn, đồng thời không dập được các chi tiết có kích thước lớn.
- Do vậy chỉ thích hợp cho sản xuất hàng loại lớn và hàng khối.Thường dùng cho các loại chi tiết sau: trục răng côn, trục chữ thập, trục khuỷu...Các loại chi tiết này được dập trên máy búa nằm ngang hoặc máy dập đứng. Đối với các loại chi tiết đơn giản thì dập không có bavia, còn chi tiết phức tạp sẽ có bavia (lượng bavia khoảng 0,05% ÷ 1% trọng lượng của phôi ).
2.1.2. Phôi rèn
- Khởi phẩm của phôi rèn là những thoải thép đúc hay là phôi cán ,so với phôi cán thì phôi rèn có kết cấu bền chặt hơn ,do đó những trục quan trọng như trục chính các loại máy cắt kim loai, trục khuỷu các loại động cơ đốt trong người ta thường dung phôi rèn.
- Trong sản xuất đơn chiếc và hàng loạt nhỏ, người ta thay đổi bằng phôi rèn tự do. Ưu điểm chính của phôi rèn tự do trong điều kiện sản xuất nhỏ là giá thành hạ (không phải chế tạo khuôn dập). Phôi rèn có cơ tính tốt hơn hẳn so với phôi đúc. Đơn giản nếu sử dụng đe và búa nếu rèn tay hoặc sử dụng máy búa hơi, máy ép thủy lực để tác động lên vật rèn.
- Rèn tự do sử dụng rộng rãi trong sản xuất đơn chiếc và hàng loạt nhỏ, trong cộng nghiệp sửa chữa tàu thủy, tàu hỏa… các chi tiết có tải trọng phức tạp.
- Rèn khuôn: Vật rèn được nung lên đến nhiệt độ biến dạng tốt nhất sau đó cho vào khuôn và rèn trên các loại máy búa, đối với vật rèn có hình dánh phức tạp người ta có thể rèn qua nhiều khuôn từ đơn giảns đến phức tạp và cuối cùng là khuôn có hình dáng tương ứng với vật rèn .
- So với rèn tự do thì rèn khuôn có độ chính xác và năng suất cao hơn, do đó nó dược sử dụng rộng rãi trong sản xuất hàng loạt trở lên.
2.1.3.Phôi từ thép cán
- Phôi cán là sản phẩm của nhà máy luyện kim liên hợp để chế tạo trực tiếp chi tiết bằng phương pháp gia công có phôi trên các máy cắt ngọt kim loại.Phôi cán nóng là phôi vừa cán ở nhà máy liên hợp ra, chưa được bóc lớp vỏ đem bên ngoài, loại phôi này có độ chính xác kích thước thấp,phôi đến Æ50 mm thì độ chính xác chỉ đạt cấp 12, nếu từ Æ50-130 độ chính xác đường kính đạt cấp 13 và lớn hơnÆ130 thì độ chính xác thấp hơn 13.Do đó cần nâng cao độ chính xác của phôi cán nóng cần phải thêm bước thứ hai.
- Phôi cán hiệu chuẩn là phôi cán nóng sau khi được bóc lớp vỏ đen bên ngoài do đó loại phôi nầy có độ chính xác cao hơn. Nếu đường kính phôi đến Æ100mm thì độ chính xác dạt tới cấp 7 và độ trơn nhẵn bề mặt đạt đến cấp 8.Loại phôi này thường dùng để gia công trên các máy tự động.
- Phôi cán hiệu chuẩn có thể có các hình dạng khác nhau như hình tròn, vuông,lục giác,tam giác và thậm chí có những tiết diện định hình , đối với những chi tiết máy có độ chính xác không cao, người ta có thể lấy trực tiếp từ phôi hiệu chuẩn không cần qua gia công cơ khí. Là phương pháp gia công áp lực trong đó kim loại được biến dạng qua khe hở giữa hai trục cán quay ngược chiều nhau.
- Hình dạng và khe hở giữa hai trục cán quyết định hình dạng và kích thước tiếp diện ngang của sản phẩm. Phôi có tiết diện ngang và chiều dài theo tiêu chuẩn, độ chính xác chất lượng bề mặt và thành phẩm hóa học ổn định hơn so với phôi đúc,…
- Đối với phôi cán có hệ số sử dụng vật liệu thấp vì vậy chỉ sử dụng trong sản xuất đơn chiếc hoặc hàng loạt nhỏ.
2.1.4. Phôi hàn
- Phôi hàn được chế tạo từ thép cán dạng tấm hay dạng hình liên kết lại với nhau bằng mối hàn. Sử dụng cho các chi tiết dạng hộp như khung sàn, bệ máy… giá thành rẻ so với phôi đúc, tuy nhiên chất lượng phôi phụ thuộc vào chất lượng mối hàn.
- Khi hàn vật bị nung nóng cục bộ tạo nên ứng suất dư lớn, tổ chức kim loại ở vùng gần mí hàn thay đổi theo chiều hướng xấu, làm giảm khả năng chịu tải trọng động, khi gia công cắt
gọt kết hợp với quá trình làm việc trạng thái ứng suất dư các mối hàn bị thay đổi dẫn đến chi tiết dễ bị biến dạng.
2.1.5. Phôi đúc
- Đúc là phương pháp chế tạo phôi bằng cách nấu chảy kim loại rót kim loại lỏng vào lòng khuôn đúc có hình dạng kích thước của vật đúc, sau khi kim loại đông đặc trong khuôn, ta thu được vật đúc có hình dạng giống như lòng khuôn đúc. Như vậy vật đúc ra có thể đem dùng ngay được gọi là chi tiết đúc. Nếu vật đúc ra đưa qua gia công cơ khí để nâng cao độ chính xác kích thước và độ bóng bề mặt gọi là phôi đúc.
- Thông thường các chi tiết làm bằng gang ta sử dụng phôi đúc vì gang có tính dẻo thấp.Phôi đúc được dùng trong các loại chi tiết như các gối đỡ, các chi tiết dạng hộp, các loại càng phức tạp, các loại trục chữ thập...Vật liệu dùng cho phôi đúc là gang, thép, đồng, nhôm và các loại hợp kim khác.
- Đúc được thực hiện trong các loại khuôn cát, khuôn kim loại , vỏ mỏng với các phương pháp đúc ly tâm, đúc áp lực, đúc theo mẫu chảy. Tuỳ theo dạng sản xuất, vật liệu, hình dạng và khối lượng chi tiết mà chọn phương pháp đúc hợp lý.
v Kết luận
+ Vật liệu chế tạo chi tiết là gang xám GX 15-32.
+ Dạng sản xuất hàng loạt vừa.
+ Hình dáng hình học của chi tiết khá phức tạp.
Do đó ta chọn phôi đúc, vật liệu GX 15-32.
2.2. PHƯƠNG PHÁP CHẾ TẠO PHÔI
Để chọn phương pháp chế tạo phôi ta dựa vào các yếu tố sau:
+ Hình dạng kích thước của chi tiết máy.
+ Hoàn cảnh và khả năng cụ thể của nhà máy: trang thiết bị tự chọn.
+ Dạng sản xuất của sản phẩm là hàng loạt vừa.
2.2.1. Đúc trong khuôn cát
- Là dạng đúc phổ biến. khuôn cát là loại khuôn đúc một lần (chỉ rót mọt lần rồi phá khuôn), được chế tạo bằng một hỗn hợp mà cát là thành phần chính.
- Là phương pháp tạo phôi được áp dụng cho sản xuất đơn chiếc, hàng loạt nhỏ. Với phương pháp này kim loại nóng chảy được đổ vào khuôn làm bằng cát, dưới tác dụng của áp suất và nhiệt độ nó được làm nguội và trở thành vật đúc gọi là phôi.
- Vật đúc trong khuôn nguội dần từ ngoài vào trong, kim loại ở mặt ngoài bị nguội khá nhanh và tạo nên cấu trúc tinh thể các hạt nhỏ, còn kim loại phía trong nguội chậm hơn và cho cấu trúc tinh thể có hạt to, vì vậy vật đúc có mặt ngoài cứng hơn bên trong.
- Ở giữa khuôn trên và khuôn dưới có lớp cát nguyên chất để tạo vách ngăn tránh hiện tượng dính lại khuôn.
- Mẫu thường làm bằng gỗ có hình dạng giống nguyên vẹn với vật cần đúc nhưng kích thước phải lớn hơn tùy theo kim loại đúc và hình dáng hình học vật đúc mà có tỷ lệ tương ứng mà tránh hiện tượng co rút phôi.
- Có thể đúc được những chi tiết có kích thước lớn, phức tạp, tính sản xuất linh hoạt, đầu tư ban đầu thấp, dễ cơ khí hóa và tữ động hóa nhưng độ bóng bề mặt kém, độ chính xác thấp và lượng dư gia công lớn, chất lượng vật đúc thấp, thường có rỗ khí, rỗ xỉ.
vCông nghệ làm khuôn và thao
- Bằng tay
- Được sử dụng rộng rãi trong sản xuất đơn chiếc và hàng loạt nhỏ.
- Độ chính xác của khuôn và thao không cao, năng suất thấp, yêu cầu trình độ tay nghề của công nhân phải cao, điều kiện lao động nặng nhọc. Có thể làm được các khuôn, thao phức tạp kích thước khối lượng tuỳ ý.
Có nhiều phương pháp làm khuôn và thao bằng tay như làm bằng 2 hòm khuôn, bằng dưỡng gạt, bằng mẫu có miếng rời… Ngoài ra có thể làm khuôn trên nền đất...
+ Bằng máy
- Làm khuôn thao bằng máy khắc phục được các khuyết điểm của làm khuôn thao bằng máy nghĩa là nhận được chất lượng tốt năng suất cao gấp vài chục lần. Làm khuôn, thao bằng máy chỉ rẻ hơn bằng tay khi hệ số sử dụng máy phải lớn hơn 40%, vì thế làm khuôn, thao bằng máy chỉ dùng trong sản xuất hàng loạt hoặc khối.
Þ Đúc trong khuôn cát là phương pháp phổ biến nhất, khuôn làm bằng hỗn hợp đất, cát, giá thành rẻ. Khuôn hỗn hợp cát dễ tạo được khuôn có hình dạng phức tạp, đúc được các chi tiết lớn. Khuôn cát sau khi đúc, các hỗn hợp cát được sử dụng lại.
2.2.2. Đúc trong khuôn kim loại
2.2.2.1.Vật liệu làm khuôn
- Thường dùng là gang, thép hợp kim, thép C và đồng.
- Vật liệu làm lõi: lõi có thể làm bằng kim loại hoặc bằng hỗn hợp cát đất sét.
- Vật liệu sơn khuôn: để bảo vệ bề mặt khuôn ta phải sơn khuôn. Vật liệu sơn khuôn tùy thuộc vào hợp kim đúc.
- Thành phần sơn thường dùng như sau:
+ Để đúc thép: 50% bột thạch anh + 5,5% đất sét chịu nhiệt + 1,5% xà phòng lỏng + 30% nước.
+ Để đúc gang: 100g bột thạch anh + 50g thể tinh lỏng + 1lit nước.
+ Để đúc hợp kim nhôm: 5% bột graphit + 2% dầu nhờn + 10% graphin + 65% dầu hỏa.
+ Để đúc hợp kim nhôm: 15% bột phấn + 8% bột graphit + 4% thủy lỏng + 73% nước.
2.2.2.2. Kết cấu khuôn lõi
- Cấu tạo của khuôn kim loại tùy thuộc vào vật đúc. Đối với các vật đúc đơn giản, khuôn thường được làm 2 nửa tương ứng với hòm khuôn trên và dưới như khi đúc trong khuôn cát. Hai nửa khuôn có thể ghép với nhau bằng bản lề hay chốt định vị.
- Khuôn gồm 2 nửa 1 và 2, lòng khuôn 3, hệ thống rót 4 ( hệ thống rót thường bố trí ở mặt phân khuôn để dễ chế tạo khuôn), gờ khuôn 5 để đảm bảo cứng vững cho khuôn, chốt định vị 6 để lắp 2 nửa khuôn với nhau 1 cách chính xác. Để cặp chặt khuôn lên máy ta dùng gờ 7 có lỗ bắt bulông. Đặt lõi cát 8 nhờ gối lõi 9. khí trong khuôn thoát ra theo rãnh thoát khí 10( đặt dọc theo mặt phân khuôn và sâu 0,2-0,5 mm). Để dễ lấy vật đúc ra khỏi khuôn, ta dùng chốt đẩy thường chế tạo thành thỏi hình trụ và lắp vào các lỗ 11 ở thành khuôn. Yêu cầu khuôn khi ghép với nhau phải khít để tránh cho vật đúc khỏi bị bavia.
- Đối với những vật đúc phức tạp, khuôn gồm nhiều phần ghép lại với nhau, mỗi phần khuôn tạo nên 1 phần của vật đúc.
- Gia công khuôn có thể tiến hành bằng đúc rồi gia công cơ để đạt độ chính xác và độ bóng cao.
- Khuôn sử dụng được nhiều lần. thường dùng với những kim loại có độ nóng chảy thấp như kẽm, nhôm, magiê, hoàng đồng và gang, chi tiết có độ chính xác cao, trọng lượng nhỏ dưới 12 kg.
- Độ chính xác về hình dáng và kích thước cao và tổ chức vật đúc mịn, chất lượng bề mặt cao, dễ dàng cơ khí hóa và tự động hóa, cho năng suất cao. Tuy nhiên khối lượng vật đúc hạn chế, khó thực hiện đối với các chi tiết có hình dạng phức tạp, có thành mỏng, thích hợp cho sản xuất hàng loạt và hàng khối với vật đúc đon giản, nhỏ, trung bình vì chi phí đầu tư ban đầu cao.
Þ Phương pháp này chỉ thích hợp dùng trong dạng sản suất hàng loạt với vật đúc đơn giản, nhỏ hoặc trung bình.
2.2.3. Đúc áp lực
- Đúc áp lực có đặc điểm sau :
+ Đúc được vật đúc phức tạp, thành mỏng (1 – 5mm), đúc được các loại lỗ có kích thước nhỏ.
+ Độ bóng và độ chính xác cao.
+ Cơ tính vật đúc cao.
+ Năng suất cao nhờ mật độ vật đúc lớn.
+ Nhưng khuôn chóng bị mài mòn do dòng áp lực của hợp kim ở nhiệt độ cao và không dùng được lõi cát vì dòng chảy có áp lực.
- Đúc áp lực cao là phương pháp dùng áp lực ép kim loại lỏng điền đầy vào khuôn sau khi đông đặc, ta thu được vật đúc.
2.2.3.1. Máy đúc áp thấp
Máy đúc áp lực thấp có áp suất ép khoảng 6-75 at. Loại máy này có thể vận hành bằng tay, bán tự động hoặc tự động. Nó chỉ dùng để đúc kim loại có điểm chảy
< 4500c (như thiếc, chì, kẽm); khi đúc những kim loại có điểm chảy >4500c thì giữa thành xylanh và pittong tạo thành một màng oxyt dễ làm cho máy bị tắc. khuyết điểm của máy này là hệ thống pittong và xy lanh chóng mòn.
2.2.3.2. Máy đúc áp lực cao
Máy đúc áp lực cao có áp suất ép khoảng 100-200 at. Vì có áp suất lớn nên nó khắc phục được nhược điểm của loại máy đúc áp lực thấp, có thể dùng để đúc những kim loại màu có điểm chảy > 450oC, do đó loại máy này được dùng phổ biến hơn.
Þ Đúc áp lực dùng để đúc vật đúc phức tạp, thành mỏng (1 ÷ 5 mm) đúc được các loại lỗ có kích thước nhỏ. Độ bóng và độ chính xác cao, cơ tính vật đúc cao, năng suất cao nhờ khả năng điền đầy nhanh.
2.2.4. Đúc li tâm
- Kim loại nấu chảy được rót vào khuôn quay tròn, dưới tác dụng của lực li tâm kim loại bị ép vào thành khuôn cho đến khi nguội và đông đặc.
2.2.4.1. Đúc ly tâm đứng
- Là đúc ly tâm mà khuôn quay theo trục thẳng đứng. Do khuôn quay theo trục thẳng đứng nên mỗi phần tử kim loại lỏng chịu một lực ly tâm và trọng lực, vì vậy bề mặt tự do của kim loại lỏng sẽ là một đường paraboloit.
2.2.4.2. Đúc ly tâm nằm
- Là đúc ly tâm mà khuôn quay theo phương nằm ngang. Để kim loại rải đều theo chiều dài của khuôn, người ta dùng máng rót, khi rót kim loại vào khuôn máng rót di chuyển dọc theo trục quay của khuôn.
- Phương pháp này khi đúc ống thì chiều dày của vật đúc ở hai đầu không có sự chênh lệch nhau, đường kính trong và ngoài của vật đúc là những vòng tròn đồng tâm nhau. Nhưng đúc ly tâm nằm do phải dùng máng rót kim loại nên không thể đúc được những ống có đường kính nhỏ.
- Phương pháp này có đặc điểm: tổ chức kim loại mịn chặc, không tồn tại các khuyết tật rỗ khí, rỗ co, tạo được vật đúc tròn xoay rỗng mà không cần lõi, không dùng hệ thống rót phức tạp nên ít hao phí kim loại, có thể tạo được các vật đúc gòm nhiều lớp kim loại khác nhau.
Þ Phương pháp này chỉ thích hợp với vật có dạng tròn xoay, chất lượng bề mặt trong kém.
2.2.5. Đúc liên tục
- Đúc liên tục là quá trình rót kim loại lỏng đều và liên tục vào một khuôn bằng kim loại, xung quanh hoặc bên trong khuôn có nước lưu thông làm nguội (còn gọi là bình kết tinh). Nhờ truyền nhiệt nhanh nên kim loại lỏng sau khi rót vào khuôn được kết tinh ngay. Vật đúc được kéo liên tục ra khỏi khuôn bằng những cơ cấu đặc biệt (như con lăn, bàn kéo . . .).
Đúc liên tục có đặc điểm sau:
- Có khả năng đúc được các loại ống, thỏi và các dạng định hình khác bằng thép, gang, kim loại màu, có tiết diện không đổi và chiều dài không hạn chế; đúc được tấm kim loại thay cho cán, đặc biệt là có thể đúc được các loại tấm bằng gang.
- Kim loại đông đặc dần dần từ phía dưới lên trên và được bổ sung liên tục nên không bị rỗ co, rỗ khí, rỗ xỉ, ít bị thiên tích; có độ mịn chặt cao, thành phần hóa học đồng nhất và cơ tính cao. Vì đúc trong khuôn kim loại nên tổ chức nhỏ mịn, cơ tính cao và chất lượng bề mặt tốt.
- Năng suất cao, giảm hao phí chế tạo khuôn, không tốn kim loại vào hệ thống rót, phế phẩm ít nên giá thành thấp.
- Nhưng đúc liên tục có nhược điểm chủ yếu là tốc độ nguội quá nhanh gây nên ứng suất bên trong lớn, làm cho vật đúc dễ bị nứt (nhất là những kim loại có sự chuyển pha ở thể đặc). cũng vì lý do này kim loại vật đúc bị hạn chế. Để khằc phục hiện tượng này, người ta có thể làm nguội khuôn bằng dầu mà không dùng nước. ngoài ra còn nhược điểm là không đúc được phức tạp, vật có tiết diện thay đổi.
2.2.6. Đúc khuôn mẫu chảy
- Đây là một dạng đúc đặc biệt trong khuôn một lần. Thực chất của đúc theo khuôn mẫu chảy tương tự với đúc trong khuôn cát nhưng cần phân biệt hai đặc điểm sau:
Lòng khuôn được tạo ra nhờ mẫu là vật liệu dễ chảy. Do đó việc lấy mẫu ra khỏi lòng khuôn thực hiện bằng cách nung chảy mẫu rồi rót ra theo hệ thống rót.
- Vật liệu chế tạo khuôn bằng chất liệu đặc biệt nên chỉ cần độ dày nhỏ (từ 6 ÷ 8mm) nhưng lại rất bền, thông khí tốt, chịu nhiệt.
Đặc điểm
- Vật đúc có độ chính xác cao nhờ lòng khuôn không phải lắp ráp theo mặt phân khuôn, không cần chế tạo thao riêng. Độ nhẵn bề mặt đảm bảo.
- Quy trình công nghệ chế tạo một vật đúc gồm nhiều công đoạn nên năng suất không cao.
Þ Chỉ dùng thích hợp để chế tạo các vật đúc với kim loại quý, những chi tiết đòi hỏi độ chính xác cao.
Với những yêu cầu chi tiết đã cho, tính kinh tế và dạng sản xuất đã chọn, ta chọn phương pháp chế tạo phôi đúc trong khuôn cát làm khuôn bằng máy.
2.3. XÁC ĐỊNH LƯỢNG DƯ
Vật đúc có độ chính xác đạt cấp chính xác II
Tra bảng 5.7 trang 91 sách giáo trình công nghệ chế tạo máy
vKích thước lớn nhất là 96 mm
vLượng dư các bề mặt
- Kích thước danh nghĩa : 37 mm
Có lượng dư là : Ztrên = 3,5 ( ± 0,8 )
Zdưới = 2,5 ( ± 0,8 )
- Kích thước danh nghĩa : 96 mm
Có lượng dư là : Zbên = 3 ( ± 0,8 )
- Kích thước danh nghĩa : 65 mm
Có lượng dư là : Ztrên = 3,5 ( ± 0,8 )
Zdưới = 2,5 ( ± 0,8 )
- Kích thước danh nghĩa : Ø47 mm
Có lượng dư là : Zbên = 2,5 ( ± 0,8 )
- Kích thước danh nghĩa : 76 mm
Có lượng dư là : Zbên = 3 ( ± 0,8 )
Tra bảng 5.12 trang 96 sách giáo trình công nghệ chế tạo máy
- Kích thước danh nghĩa : Ø35
Có lượng dư là : Zbên = 2 ( ± 0,5 )
- Các lỗ còn lại có đường kính < 30mm nên đúc đặc.
vBản vẽ lồng phôi:
2.4. TÍNH HỆ SỐ SỬ DỤNG VẬT LIỆU
Mct : Khối lương chi tiết gia công = 1,2 kg
Mph : Khối lượng phôi =1,57 kg
K = = 0,76 > 0,7
Đạt Yêu Cầu
CHƯƠNG 3: LẬP QUI TRÌNH CÔNG NGHỆ
3.1. MỤC ĐÍCH
- Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2. NỘI DUNG
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
- Chọn trình tự gia công các chi tiết.
CHƯƠNG 4 : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1. NGUYÊN CÔNG I : CHUẨN BỊ PHÔI
Bước 1 : Làm sạch phôi
+ Làm sạch cát trên bề mặt phôi
+ Mài bavia, phần thừa ( đậu rót, đậu ngót…)
Bước 2 : Kiểm tra
+ Kiểm tra kích thước
+ Kiểm tra hình dạng
+ Kiểm tra vị trí tương quan
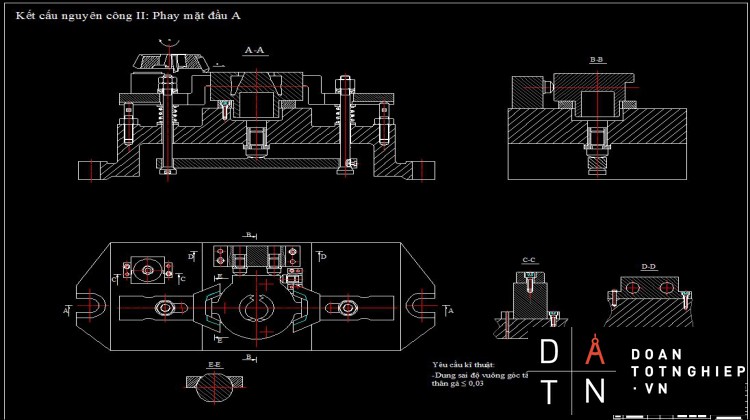
4.2. NGUYÊN CÔNG II : PHAY THÔ MẶT A
Hình 4.2. Sơ đồ định vị và kẹp chặt phay thô mặt A
v Chọn chuẩn gia công
+ Mặt C : Định vị 3 bậc tự do.
+ Mặt B : Định vị 2 bậc tự do.
+ Mặt E : Định vị 1 bậc tự do.
v Chọn máy : Máy phay 6H12
v Chọn dụng cụ đo : thước cặp 1/50
v Chọn chế độ cắt :
4.2.1. Bước 1 : Phay thô mặt A
- Chọn dao : tra bảng 4.79 trang 161 sách sổ tay dụng cụ cắt và dụng cụ phụ
Dao phay mặt đầu răng gắn hợp kim cứng.
- Chọn chiều sâu cắt : Gia công thô nên chọn t = 3 mm.
- Chọn lượng chạy dao
Tra bảng 6-5 trang 124 sách chế độ cắt gia công cơ khí
+ Công suất máy : 7 kW
+ Ký hiệu hợp kim cứng : BK6
+ HB của gang : 190
Sz = 0,2 mm/răng
Vận tốc cắt
Tra bảng 2-5 trang 122 sách chế độ cắt gia công cơ khí
+ Kiểu dao phay : mặt đầu
+ Đường kính dao : D = 100 mm
T = 180 phút
Tra bảng 40-5 trang 138 sách chế độ cắt gia công cơ khí
+ T = 180 phút
+ D/Z = 100/8
+ Chiều sâu cắt t = 3,5 mm
+ Lượng chạy dao Sz = 0,2 mm/răng
x = 141 m/phút
Tra bảng 41-5 trang 139 sách chế độ cắt gia công cơ khí→HB của gang : 190 →K1 =1
Tra bảng 42-5 trang 139 sách chế độ cắt gia công cơ khí → Tᶲ / TH = 1 → K2 = 1
Tra bảng 43-5 trang 139 sách chế độ cắt gia công cơ khí → BK6 → K3 = 1
Tra bảng 44-5 trang 139 sách chế độ cắt gia công cơ khí → Không vỏ cứng → K4 = 1
Tra bảng 45-5 trang 139 sách chế độ cắt gia công cơ khí→ B/D = 0,2 → K5 = 1,13
Tra bảng 46-5 trang 139 sách chế độ cắt gia công cơ khí → 60 → K6 = 1
V = x.K1.K2.K3.K4.K5.K6 = 141.1,13 = 159,33 m/phút.
n = = = 504 vòng/phút.
Tra thuyết minh máy trang 221 sách chế độ cắt gia công cơ khí
nt = 600 vòng/phút
Vt = = = 188,4 m/phut
Lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sp = Sz.Z.n= 0,2.8.600 = 960 mm/phút
Tra thuyết minh máy trang 221 sách chế độ cắt gia công cơ khí
..........................
5.7 Tính lực kẹp:
- Chi tiết gia công không được tách khỏi bề mặt định vị chính
Phương trình cân bằng lực với Px
Px = W => W= 109,68 KG (1)
vChi tiết gia công không trượt trên bề mặt định vị:
Pz - Fms1 - Fms2 +G = 0
Mà Fms1 = (Px +W).ꬵ
Fms2 = W.ꬵ
=> Pz - (Px +W).ꬵ + W.ꬵ +G = 0
=> Pz - Px.ꬵ - W.ꬵ +W.ꬵ +G = 0
=>W= = = 226,72KG (2)
(1),(2) => W=226,72KG
Wct = KW
K = K0.K1. K2. K3. K4. K5 = 1,4.1,2.1,2 = 2
- Trong đó:
K0 = 1,4 là hề số đảm bảo
K1 = 1 bề mặt đã qua gia công
K2 = 1,2 khi tiện
K3 = 1 bề mặt gia công liên tục
K4 = 1,2 dùng cơ cấu kẹp bằng sức người
K5 = 1 khi định vị bình thường
=> Wct = 226,72.2= 453,45 KG
ðTính đường kính bulong:
ðd = C = 1,4 = 9,4 (mm). à Ta chọn bulong M10.
- 8. ƯU KHUYẾT ĐIỂM CỦA ĐỒ GÁ
- Các chi tiết định vị trên đồ gá khá đơn giản, dể thay thế khi bị mòn.
- Cơ cấu kẹp chặt gọn gàng, dễ thao tác khi gá đặt.
5.9. HƯỚNG DẪN BẢO QUẢN ĐỒ GÁ
- Khi gá đặt sản phẩm phải cẩn thận tránh làm hư hỏng các chi tiết định vị. Lực kẹp vừa đủ, không quá lớn để tránh biến dạng chi tiết gia công.
- Khi gia công xong phải lau chùi đồ gá và cất giữa cẩn thận.
5.10. HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ:
vKhi gá chi tiêt lên đồ gá:
Trước khi gá đặt chi tiết gia công, ta phải kiểm tra toàn bộ đồ gá:
-Chi tiết được đinh vị mặt A lên tấm đỡ vành khăn khử 3 bậc tự do, mặt B được định vị
bằng 2 chốt đầu cầu khứ 2 bậc tự do và khối V di trượt khứ 1 bậc tự do. Sau khi định vị xong ta siết trục ren theo chiều kim đồng hồ và đẩy khối V vát đi vào và kẹp chặt chi tiết. Khi tháo chi tiết ra ta tiến hành ngược lại.
ĐỒ GÁ Khoan VÀ TARO M8
5.1. PHÂN TÍCH YÊU CẦU KỸ THUẬT CỦA NGUYÊN CÔNG:
- Ở đây là dạng sản xuất hàng loạt nên ta cần phải gá đặt nhanh chóng. Do đó, ta cần thiết kế đồ gá chuyên dùng cho nguyên công V cũng như các nguyên công khác.
5.2. PHƯƠNG PHÁP ĐỊNH VỊ VÀ KẸP CHẶT
5.2.1. Định vị:
- Mặt C: Định vị 3 bậc tự do ( tịnh tiến theo phương Oz, xoay theo phương Oy và xoay theo phương Ox ).
- Mặt B: Định vị 2 bậc tự do ( tịnh tiến theo phương OX và xoay theo
phương Oz ).
- Mặt E : Định vị 1 bậc tự do ( tịnh tiến theo phương Oy ).
5.2.2. Kẹp chặt:
- Sử dụng cơ cấu kẹp liên động
- Lực kẹp hướng vào mặt định vị chính C, lực kẹp vuông góc với mặt C
5.3. CHỌN CHI TIẾT ĐỊNH, TÍNH CÁC SAI SỐ.
5.3.1. Chi tiết định vị.
- Tấm đỡ vành khăn.
- 2 chốt đầu cầu
- 1 chốt đầu phẳng
5.3.2. Tính các sai số .
v Sai số chuẩn:
- Do chuẩn định vị trùng với góc kích thước nên có sai số chuẩn
v Sai số mòn
Trong đó
= 0.18
N: Số lượng chi tiết gá đặt (N= 100-300)
"= 0.18x= 9(m) = 0.009 (mm)
v Sai số điều chỉnh
Khi tính toán đồ gá có thể lấy= 10÷15 (m)
Chọn = 10 m= 0.01 (mm)
v Sai số gá đặt
= x= x 0.5= 0.1 (mm)
v Sai số kẹp chặt
Tra sách đồ gá ga công cơ khí (T-P-B)/T/52 có:
y= xQs
= x180.1420.003
Chọn y= = 0.05
5.4. Sai số chế tạo cho phép của đồ gá:
===
=0,09(mm)
5.5. TÍNH LỰC CẮT CỦA NC THIẾT KẾ ĐỒ GÁ
- Xem phần chế độ cắt lực cắt : P0= 245,09 KG: M0= 2,09 KGm
5.5.1. CHỌN CƠ CẤU KẸP:
- Chọn cơ cấu kẹp bằng
5.6. VẼ SƠ ĐỒ LỰC TÁC DỤNG, CÂN BẰNG LỰC
5.7 Tính lực kẹp
Theo phương thẳng đứng
W cùng chiều với P,G nên W rất nhỏ
Moment xoắn
M = - 24.G + 48.W + 24.F1 + 24.F2
M = 48W-24.1,57+24.(P+W)+24.(P+W+G)
ó 0,16 = 48W-37.68+24.(49.66+W)+24.(49.66+W+1.57)
=> W = 25.61KG
Chọn W =25.61KG
K = K0.K1. K2. K3. K4. K5 = 1,4.1,2.1,2 = 2
- Trong đó:
K0 = 1,4 là hề số đảm bảo
K1 = 1 bề mặt đã qua gia công
K2 = 1,2 khi phay
K3 = 1 bề mặt gia công liên tục
K4 = 1,2 dùng cơ cấu kẹp bằng sức người
K5 = 1 khi định vị bình thường
K = K0.K1. K2. K3. K4. K5 = 1.1,2.1,2 = 1,4
WCT = 1,4W = 1,4.25.61 = 35,9KG
ðTính đường kính bulong:
ðd = C = 1,4 = 2,6 (mm). à Ta chọn bulong M6.
- 8. ƯU KHUYẾT ĐIỂM CỦA ĐỒ GÁ
- Các chi tiết định vị trên đồ gá khá đơn giản, dể thay thế khi bị mòn.
- Cơ cấu kẹp chặt gọn gàng, dễ thao tác khi gá đặt.
5.9. HƯỚNG DẪN BẢO QUẢN ĐỒ GÁ
- Khi gá đặt sản phẩm phải cẩn thận tránh làm hư hỏng các chi tiết định vị. Lực kẹp vừa đủ, không quá lớn để tránh biến dạng chi tiết gia công.
- Khi gia công xong phải lau chùi đồ gá và cất giữa cẩn thận.
CHƯƠNG 6 : KẾT LUẬN
Quy trình công nghệ gia công chi tiết cần lắc đã được thiết kế gồm 17 nguyên công cùng với trình tự công nghệ ở từng nguyên công.
QTCN có những nhược điểm là không trang bị những thiết bị hiện đại có dây chuyền tự động hóa. Tuy nhiên, QTCN được thiết lập đơn giản dể dàng sử dụng không cần bậc thợ cao nhưng vẫn đảm bảo tính công nghệ và chỉ tiêu kinh tế.
Trong quá trình thực đồ án không tránh khỏi những thiếu sót mong thầy cô đóng góp ý kiến để QTCN được hoàn thiện hơn.










