THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ H5 ĐHSPKT HƯNG YÊN



NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ H5 ĐHSPKT HƯNG YÊN

Hiện nay trong các ngành kinh tế nói chung và đặc biệt là ngành cơ khí đòi hỏi kĩ sư cơ khí và cán bộ kĩ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản vững chắc và tương đối rộng đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất.
Môn học công nghệ chế tạo máy có vị trí quan trọng trong chương trình đào tạo kĩ sư và cán bộ kĩ thuật về thiết kế, chế tạo các loại máy và các thiết bị cơ khí phục vụ các ngành kinh tế trong nền kinh tế quốc dân. Để giúp cho sinh viên nắm vững được các kiến thức cơ bản của môn học và làm quen với nhiệm vụ thiết kế, trong chương trình đào tạo. Đồ án môn học công nghệ chế tạo máy không thể thiếu được đối với sinh viên chuyên nghành chế tạo máy khi kết thúc môn học.
Sau một thời gian tìm hiểu và với sự hướng dẫn chỉ bảo tận tình của thầy giáo: Trần Văn Thắng, em đã hoàn thành đồ án môn học công nghệ chế tạo máy được giao. Trong quá trình thiết kế em đã cố gắng tìm hiểu các tài liệu liên quan, tuy nhiên sẽ không tránh khỏi những sai sót vì thiếu kinh nghiệm thực tế thiết kế. Do vậy em rất mong được sự chỉ bảo của các thầy cô giáo trong bộ môn công nghệ chế tạo máy và sự đóng góp ý kiến của các bạn để em hoàn thiện hơn đồ án của mình cũng như hoàn thiện hơn vốn kiến thức em vẫn mong được học hỏi.
Em xin chân thành cảm ơn thầy: Trần Văn Thắng đã hướng dẫn em hoàn thiện đồ án môn học này.
Mục lục
1. Phân tích chức năng làm việc của chi tiết trang 4
2. Phân tích tính công nghệ trong kết cấu của chi tiết trang 5
3. Xác định dạng sản xuất trang 6
4. Chọn phương pháp chế tạo phôi trang 7
5. Lập thứ tự các nguyên công trang 8
6. Tính lượng dư cho một bề mặt và tra lượng dư
cho các bề mặt còn lại trang 24
7. Tính chế độ cắt cho một nguyên công
và tra chế độ cắt cho các nguyên công còn lại trang 28
8. Xác định thời gian nguyên công trang 53
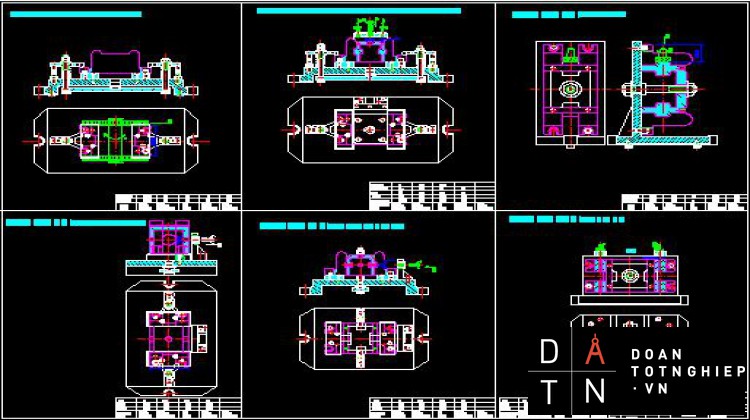
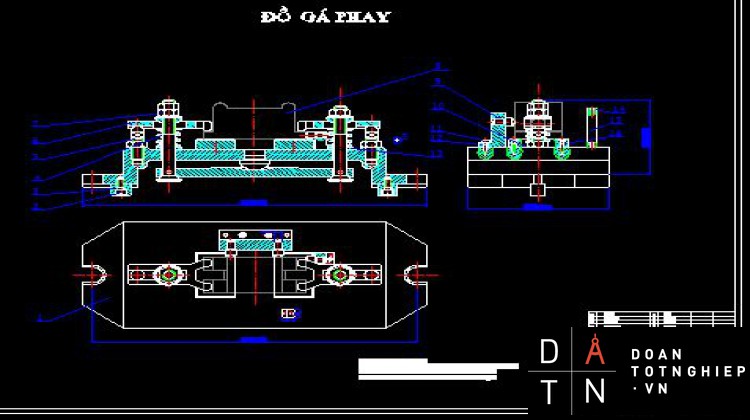
9. Thiết kế đồ gá cho nguyên công phay mặt đầu trang 61
Nội dung các phần thuyết minh và tính toán
1. Phân tích chức năng làm việc của chi tiết
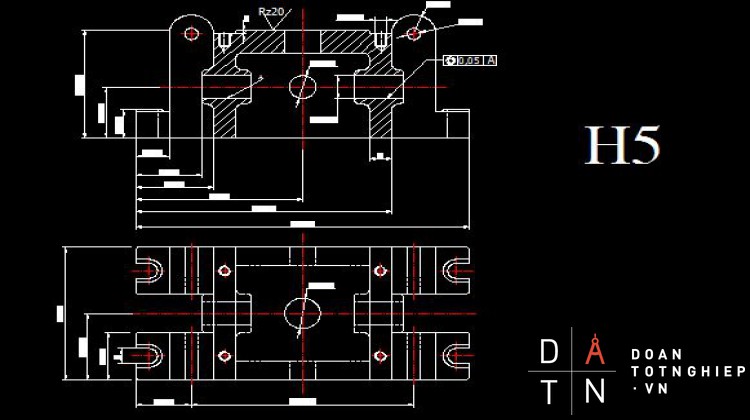
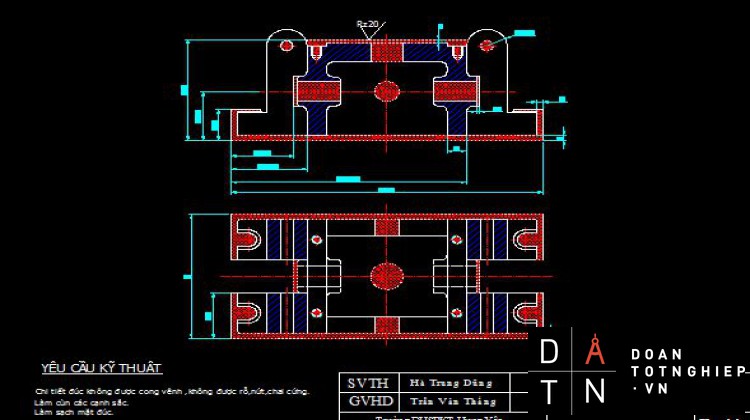
Căn cứ vào bản vẽ chi tiết (H5) với vật liệu là GX15-32(gang xám 15-32).
- Ta thấy rằng đây là một chi tiết dạng hộp có hình dáng khá phức tạp với hình khối rỗng có thành vách xung quanh. Chi tiết có nhiệm vụ đỡ trục và xác định vị trí của trục trong không gian nhằm thực hiện một số nhiệm vụ động học nào đó. Ngoài ra chi tiết còn phối hợp với chi tiết khác để lắp ghép chúng lại với nhau tạo thành bộ phận máy. Do đó chi tiết có nhiều bề mặt và nhiều lỗ cần được gia công với độ chính xác khác nhau để thực hiện các mối lắp ghép.
- Trên chi tiết ta thấy những bề mặt làm việc chủ yếu là:
+ Mặt phẳng trên với 4 lỗ có ren và một lỗ f20-0,01 được dùng để thực hiện lắp ghép với các chi tiết máy khác.
+ Hai thành bên của hộp có 2 lỗ f14-0,01 và 4 lỗ f8-0,01 để thực hiện lắp ghép với các chi tiết máy khác.
+ Hai thành truớc và sau của hộp có 2 lỗ f14-0,01 được dùng để thực hiện lắp ghép với các chi tiết máy khác.
+ Mặt phẳng đáy có 4 đế gia công rãnh được dùng để bắt bulông với chi tiết khác.
- Trong đó các kích thước quan trọng là:
+ Kích thước đường kính lỗ: f14-0,01; f20--0,01; f8-0,01
+ Kích thước của khoảng cách tâm các lỗ chính so với mặt đáy:
30-0,05 ; 60-0,05
+ Kích thước khoảng cách giữa tâm các lỗ: 100--0,05
Từ yêu cầu và nhiệm vụ của chi tiết ta có thể gia công chi tiết với vật liệu là gang xám 15-32 (GX 15-32) có thành phần hóa học sau:
C = 3 4 3,7 Si = 1,2 4 2,5 Mn = 0,25 4 1,00
S < 0,12 P =0,05 4 1,00 [d]bk = 150 MPa, [d]bu = 320 MPa
2. Phân tích tính công nghệ trong kết cấu của chi tiết:
- Tính công nghệ trong kết cấu phải được đảm bảo từ khâu thiết kế để giảm thời gian và nâng cao chất lượng khi chế tạo, đảm bảo độ cứng vững, độ bền khi gia công. Các bề mặt chuẩn đảm bảo gá đặt chi tiết khi gia công và lắp ráp. Bề mặt gia công thuận lợi cho việc gia công trên máy phay, máy khoan và máy doa. Các lỗ đồng tâm thuận tiện cho việc gia công cùng một lần gá, đảm bảo độ chính xác gia công.
- Với mục tiêu trên chi tiết (Hình 1.2) có một số nét công nghệ điển hình sau:
+ Chi tiết khá phức tạp với nhiều bề mặt và nhiều lỗ cần gia công do đó ta cần chọn một bề mặt làm chuẩn tinh thống nhất để thuận tiện cho việc gia công và sai số gia công nhỏ nhất, nên dựa vào chi tiết ta chọn mặt đáy làm chuẩn tinh .
+ Bốn lỗ f14 nằm trên các mặt phẳng đối xứng nhau nên tạo điều kiện gia công đồng thời trên một lần gá.
+ Các lỗ chính trên hộp có độ chính xác cấp 6 -8
+ Độ không phẳng và độ không song song của các bề mặt chính cần đảm bảo trong khoảng 0,05 - 0,1 mm trên toàn bộ chiều dài.
+ Độ không đồng tâm của các lỗ đồng trục băng 1/2 dung sai đường kính lỗ nhỏ nhất.
+ Độ không vuông góc giữa mặt đầu và tâm lỗ trên hộp lấy trong khoảng 0,01 - 0,05 mm trên 100 mm bán kính.
+ Độ cứng vật liệu HB 200.
3. Xác định dạng sản xuất:
Dựa vào sản lượng hàng năm và khối lượng của phôi để xác định dạng sản xuất.
Công thức tính sản lượng hàng năm:
Trong đó:
N : Số chi tiết được sản xuất trong 1 năm.
N1: Số sản phẩm được sản xuất trong một năm N1 = 20000.
m : Số lượng chi tiết như nhau trong một sản phẩm.
a : Số chi tiết phế phẩm (a = 3% đến 6%).
b : Số chi tiết được chế tạo thêm để dự phòng (b = 5% đến 7%).
- Trọng lượng của chi tiết được xác định theo công thức : Q1 = V . g (Kg)
Q1: Trọng lượng chi tiết (Kg)
g: Trọng lượng riêng của vật liệu ( g =7,0 (Kg/dm3)
V: Thể tích của chi tiết (dm3) : V = V1 + V2 + V3 +V4. Trong đó:
V1 - thể tích của phần đế và phần gối đỡ
V1=4.(25.35.14+20.46.25+ -(8.8.14+ )- 42.25)= =134910,4(mm3)
V2 - diện tích phần mặt trước và mặt sau của hộp
V2 2.(45.60.10 - 2. .72.10) = 47842,5(mm3)
V3 - diện tích hai mặt cạnh
V3 2. (70.58.10+2.( .92.5) - .72.20 -2.( .32.10)) = 79567,2(mm3)
V4 - diện mặt trên
V3 = (50.70.10 - .102.10) = 31858,4(mm3)
Þ V = 134910,4 + 23845,6 + 79567,2 + 17860 = 294178,5(mm3)
» 0,2941785(dm3)
Þ Q1 = V . g = 0,2941785. 7,0 = 2,06 (kG) » 2,06 (Kg) < 4 (Kg)
- Tra bảng 2 (Thiết kế đồ án CNCTM - trang 13) với Q1 = 2,06 (Kg)
N = 21600 (sản phẩm)
Tra bảng 2 TK ĐA-CN-CTM dưới đây:
|
Dạng sản xuất |
Q1 Trọng lượng chi tiết (Kg) |
||
|
>200 Kg |
4 ¸ 200--Kg |
< 4 Kg |
|
|
Sản lượng hàng năm của chi tiết (Chi tiết) |
|||
|
Đơn chiếc Loạt nhỏ Loạt vừa Loạt lớn Hàng khối |
<5 55 – 100 100 – 300 300 – 1000 >1000 |
<10 10 – 200 200 – 500 500 – 1000 >5000 |
<100 100 – 500 500 – 5000 5000 – 50000 >50000 |
Ta có dạng sản xuất là : Hàng loạt lớn
4. Chọn phương pháp chế tạo phôi:
- Phương pháp tạo phôi phụ thuộc vào rất nhiều vấn đề như chức năng làm việc và kết cấu chi tiết ,vật liệu sử dụng, yêu cầu kỹ thuật, hình dáng bề mặt và kích thước của chi tiết, quy mô và dạng sản xuất.
- Kết cấu của chi tiết tương đối phức tạp và vật liệu của chi tiết là gang xám GX 15- 32 nên từ hình dáng của chi tiết ta dùng các phương pháp gia công sau:
* Phương pháp đúc trong khuôn cát :
- Phương pháp đúc trong khuôn cát có các ưu điểm sau:
+ Đúc được các loại vật liệu kim loại khác nhau có khối lượng từ vài chục gam đến vài chục tấn.
+ Đúc được các chi tiết có hình dáng phức tạp mà các phương pháp khác khó hoặc không thể gia công được.
+ Tính chất sản xuất linh hoạt, thích hợp với các dạng sản xuất.
+ Đầu tư ban đầu thấp.
+ Dễ cơ khí hóa và tự động hóa.
Tuy nhiên đúc trong khuôn cát cũng có những nhược điểm như :
+ Độ chính xác vật đúc không cao dẫn tới lượng dư gia công lớn.
+ Chất lượng phôi đúc thấp, thường có rỗ khí, rỗ xỉ, chất lượng bề mặt vật đúc thấp.
* Phương pháp đúc trong khuôn vỏ mỏng, phôi đúc đạt độ chính xác kích thước từ 0,3-0,6 mm, tính chất cơ học tốt. Phương pháp này dùng trong sản xuất hàng loạt và hàng khối và chỉ thích hợp cho chi tiết dạng hộp cỡ nhỏ.
* Phương pháp đúc áp lực có thể tạo nên các chi tiết hộp cỡ nhỏ với hình thù phức tạp.
* Phương pháp đúc trong khuôn kim loại:
Đúc trong khuôn kim loại có những ưu nhược điểm sau :
+ Độ chính xác về hình dáng và kích thước cao
+ Tổ choc vật đúc mịn chặt ,chất lượng bề mặt vật đúc cao
+ Dễ cơ khí hóa và tự động hóa, năng suất cao
+ Khối lượng vật đúc hạn chế, Khó chế tạo được các vật đúc có hình dáng phức tạp và có thành mỏng, bề mặt chi tiết dễ bị biến cứng cho nên sao khi đúc thường phải ủ để chuẩn bị cho gia công cơ tiếp theo.
Tóm lại: Từ chức năng, điều kiện làm việc và sản lượng của chi tiết chọn phương pháp chế tạo phôi bằng phương pháp đúc trong khuôn kim loại.
5. Lập thứ tự các nguyên công
5.1- Xác định đường lối công nghệ.
Với dạng sản xuất loạt lớn và để phù hợp điều kiện sản xuất ở nước ta là các máy chủ yếu là máy vạn năng nên ta chọn phương án gia công phân tán nguyên công kết hợp với đồ gá chuyên dùng và gia công tuần tự các bề mặt.
5.2. Lập tiến trình công nghệ.
- Nguyên tắc chung lập tiến trình công nghệ là nhằm đảm bảo năng suất và độ chính xác yêu cầu. Năng suất và độ chính xác phụ thuộc vào chế độ cắt, lượng dư, số bước và thứ tự các bước công nghệ...
- Tuy nhiên, trong thực tế một dạng sản xuất có thể có nhiều phương án gia công khác nhau. Số nguyên công cũng như thứ tự các nguyên công phụ thuộc vào dạng phôi, độ chính xác yêu cầu của chi tiết.
Nói chung các nguyên công chủ yếu để gia công giá đỡ bao gồm:
- Gia công mặt phẳng chuẩn
- Gia công các lỗ chuẩn(nếu có).
- Gia công thô và tinh các mặt ngoài của hộp.
- Gia công các lỗ lắp ghép của hộp.
- Kiểm tra.
- Để phù hợp với yêu cầu kỹ thuật đặt ra, ở đây ta dùng phương án hợp lý nhất có thứ tự các nguyên công như sau:
+Nguyên công 1: Phay mặt phẳng đáy
+Nguyên công 2: Phay mặt bậc
+Nguyên công 3: Phay mặt đầu
+Nguyên công 4: Phay hai rãnh B =10
+Nguyên công 5: Phay hai mặt cạnh
+Nguyên công 6: Phay 4 rãnh bắt bu lông
+Nguyên công 7: Phay mặt trước và mặt sau
+Nguyên công 8: Khoan khoét doa lỗ , khoan ta rô 4 lỗ ren M6 x1
+Nguyên công 9: Phay 2 mặt vấu
+Nguyên công 10: Khoan khoét doa 2 lỗ mặt trước,sau
+Nguyên công 11: Khoan khoét doa 2 lỗ mặt cạnh
+Nuyên công 12: Khoan 4 lỗ
+Nguyên công 13: Tổng kiểm tra
Sơ đồ gá đặt, ký hiệu định vị kẹp chặt, chọn máy, chọn dao, ký hiệu chiều chuyển động của dao và của chi tiết được thực hiện trong phần thiết kế nguyên công sau đây:
5.3- Thiết kế nguyên công.
- Nguyên công I : Phay mặt phẳng đáy L=150mm, B=70mm
- Định vị và kẹp chặt:
Chi tiết được định vị bằng 1 phiến tỳ nằm ở mặt trên chi tiết khống chế 3 bậc tự do (tịnh tiến theo oz và quay quanh ox,oy), 2 chốt nằm ở mặt bên khống chế 2 bậc tự do (tịnh tiến theo oy và quay quanh oz).
Chi tiết được kẹp chặt bằng tấm đệm và định vị được bố trí như hình vẽ.
..............................................
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK










