QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC BẬC NHIỀU LỖ CAO THẮNG
NỘI DUNG ĐỒ ÁN
QUY TRÌNH CÔNG NGHỆ CHI TIẾT GỐI ĐỠ TRỤC BẬC NHIỀU LỖ CAO THẮNG
MỤC LỤC
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG ( CTGC )
1.1. Phân tích công dụng và điều kiện làm việc của CTGC:
1.2. Phân tích vật liệu chế tạo CTGC:
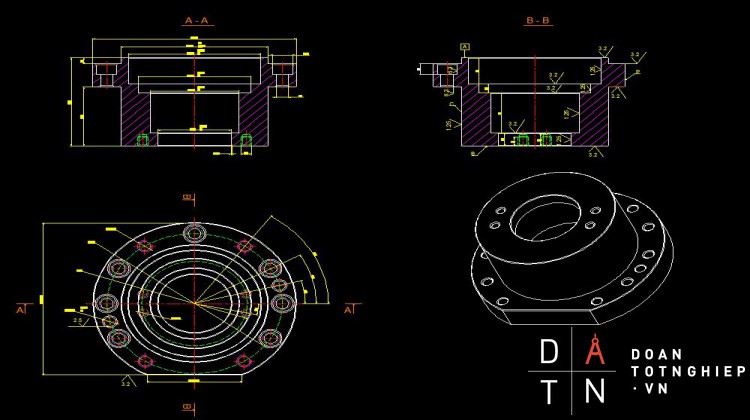
1.3. Phân tích kết cấu, hình dạng CTGC:
1.4. Phân tích độ chính xác gia công:
1.5. Xác định sản lượng năm:
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀXÁC ĐỊNH LƯỢNG DƯ.
2.1. Chọn phôi:
2.2. Phương pháp chế tạo phôi
2.3. Lượng dư gia công và bản vẽ lồng phôi
CHƯƠNG 3 : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.
3.1. NGUYÊN CÔNG I : Chuẩn bị phôi .
3.2. NGUYÊN CÔNG II : Tiện thô và bán tinh mặt B, bậc trụ F, tiện thô và tinh lỗ Ø42±0.5 và lỗ Ø80±0.8 .
3.3. NGUYÊN CÔNG III :Tiện thô mặt trụ E, tiện thô và bán tinh mặt A, mặt trụ F, mặt H..
3.4. NGUYÊN CÔNG IV :Tiện tinh mặt B, tiện tinh và tinh mỏng bậc trụ F., tiện tinh mỏng lỗ Ø51,6.
3.5. NGUYÊN CÔNG V :. Vát mép ngoài Ø101, Ø138, Ø51.6, trích rãnh giữa mặt F và mặt H, tiện tinh mặt A, mặt H, tiện tinh và tinh mỏng mặt F.
3.6. NGUYÊN CÔNG VI : Tiện thô, bán tinh, tinh lỗ bậc Ø52.
3.7. NGUYÊN CÔNG VII :Tiện tinh mỏng Ø59.6 , Ø75.6 và Ø89.6 .
3.8. NGUYÊN CÔNG VIII :Tiện tinh mỏng mặt trụ F và Ø51.6 .
3.9. NGUY.ÊN CÔNG IX :Khoan đồng thời 2 lỗ Ø7.8 và doa đồng thời 2 lỗ Ø8.
3.10. NGUYÊN CÔNG X :Phay thô, bán tinh mặt P ở trụ Ø138.
3.11. NGUYÊN CÔNG XI : Phay tinh mặt P ở trụØ138.
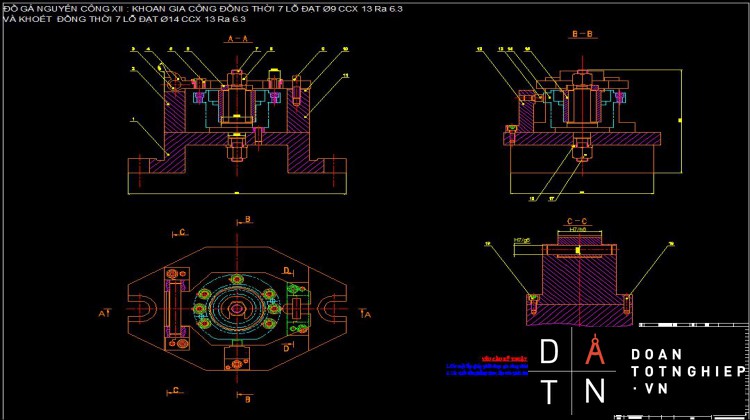
3.12. NGUYÊN CÔNG XII :Khoan 7 lỗ Ø9 và khoét 7 lỗ Ø14 đồng thời
3.13. NGUYÊN CÔNG XIII :Khoan 4 lỗ Ø6,8 và taro 4 lỗ M8 đồng thời
3.14. NGUYÊN CÔNG XIV :Khoan 4 lỗ Ø5 và ta rô 4 lỗ M6 đồng thời
3.15. NGUYÊN CÔNG XVI :Tổng kiểm tra..........................................................
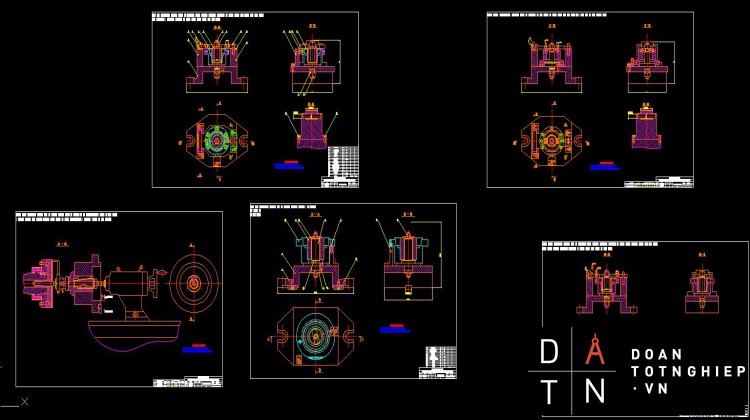
CHƯƠNG 4 THIẾT KẾ ĐỒ GÁ........................................................................
4.1. Phân tích yêu cầu nguyên công.......................................................................
4.2. Phương pháp định vị và kẹp chặt....................................................................
4.3. Phương pháp tính sai số chuẩn.......................................................................
4.4. Phương pháp tính lực kẹp...............................................................................
............................................................................................................................
CHƯƠNG 5 KẾT LUẬN....................................................................................
Tài Liệu Tham Khảo............................................................................................
CHƯƠNG 1. PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1 .Phân tích công dụng và điều kiện làm việc của chi tiết gia công
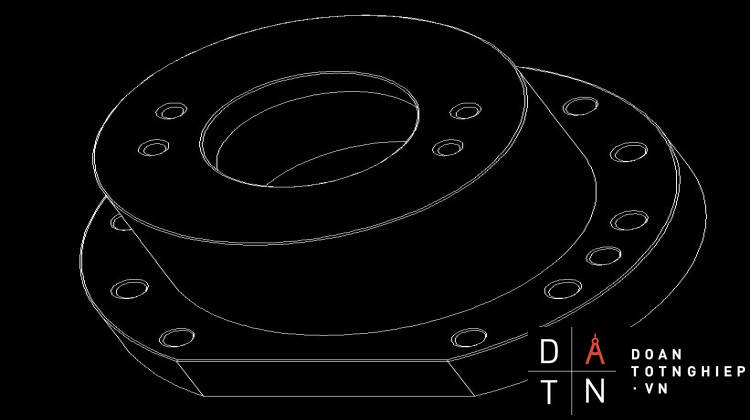
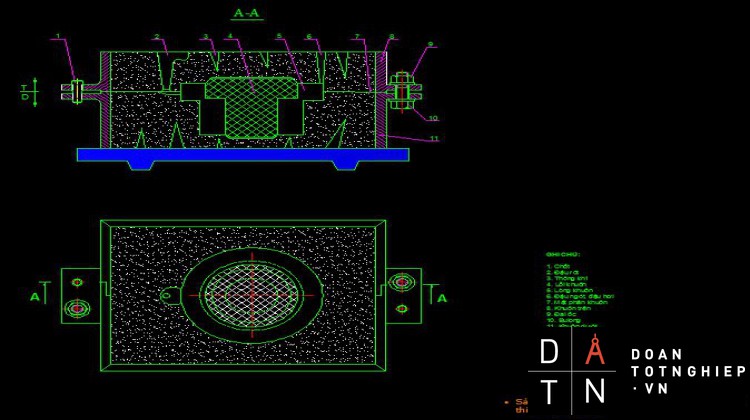
-Gối đỡ trục là loại chi tiết quan trọng trong một sản phẩm có lắp trục. Gối đỡ trục làm nhiệm vụ đỡ trục của máy và xác định vị trí tương đối của trục trong không gian nhằm thực hiện một nhiệm vụ động học nào đó. Gối đỡ còn làm nhiệm vụ của ổ trượt. Chi tiết lam việc trong điều kiện rung động và thay đổi.
1.2 .Phân tích vật liệu chế tạo chi tiết gia công
Chi tiết gia công được làm bằng vật liệu thép C45
-Theo TCVN thành phần của thép C45 (ngoài Fe) bao gồm:
|
Thành phần hóa học |
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
Cr+Mo+Ni
|
|
Tỷ lệ % nguyên tố |
0,42-0,50 |
0,40 |
0,50-0,80 |
0,045 |
0,045 |
0,40 |
0,10 |
0,40 |
0,63 - |
|
Dung sai |
± 0,02 |
+ 0,03 |
± 0,04 |
+ 0,005 |
+ 0,005 |
+ 0,05 |
+ 0,03 |
+ 0,05 |
|
-Độ cứng 30 ÷50HRC
-Độ bền kéo σk = 580N/
-Độ bền chảy σch = 290N/
1.3. Phân tích kết cấu, hình dạng của CTGC.
-Chi tiết có kết cấu hình dạng đơn giản.
-Tất cả bề mặt yêu cầu gia công đều gia công được.
-Công nghệ gia công tương đối đơn giản.
-Chi tiết thuộc dạng bạc.
-Các kích thước, bề mặt cần đặc biệt cần quan tâm : kích thước , , , , các bề mặt có độ nhám Ra = 1.25 và 2.5.
1.4. Phân tích độ chính xác gia công:
1.4.1. Độ chính xác của kích thước:
Đối với những kích thước dung sai có chỉ dẫn
- Kích thước đường kính trục
-Kích thước danh nghĩa: DN= 100mm
Sai lệch trên ES= 0
Sai lệch dưới EI= -0.04
Dung sai kích thước IT= ES-EI= 0.04
Tra bảng 1.4Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX 7
Tra bảng 1.29Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước trục h7
=>Vậy kích thước là Ø100h7
- Kích thước đường kính lỗ
-Kích thước danh nghĩa: DN= 90mm
Sai lệch trên ES= + 0.04
Sai lệch dưới EI= 0
Dung sai kích thước IT= ES-EI= 0.04
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX 7
Tra bảng 1.14Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước lỗ H7
=>Vậy kích thước là Ø90H7
- Kích thước đường kính lỗ
- Kích thước danh nghĩa: DN= 76m
Sai lệch trên ES= 0.02
Sai lệch dưới EI= 0
Dung sai kích thước IT= ES-EI= 0.02
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX 8
Tra bảng 1.14Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước
=>Vậy kích thướclà Ø76H7.
- Kích thước đường kính lỗ
- Kích thước danh nghĩa: DN= 60mm
Sai lệch trên ES= + 0.02
Sai lệch dưới EI= 0
Dung sai kích thước IT= ES-EI= 0.02
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX 7
Tra bảng 1.14Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước lỗ H7
=>Vậy kích thước là Ø60H7
- Kích thước đường kính lỗ
- Kích thước danh nghĩa: DN= 52mm
Sai lệch trên ES= + 0.02
Sai lệch dưới EI= 0
Dung sai kích thước IT= ES-EI= 0.02
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX 7
Tra bảng 1.14Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước lỗ H7
=>Vậy kích thước là Ø52H7
- Kích thước
- Kích thước danh nghĩa: KTDN:64,5mm
Sai lệch trên es = + 0.15
Sai lệch dưới ei = -0.15
Dung sai kích thước IT= es-ei= 0.3
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX 9
- Kích thước đường kính lỗ
- Kích thước danh nghĩa: DN= 14mm
Sai lệch trên ES= + 0.18
Sai lệch dưới EI= 0
Dung sai kích thước IT= ES-EI= 0.18
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
Tra bảng 1.14Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước lỗ H12
=>Vậy kích thước là Ø14H12
- Kích thước đường kính lỗ
- Kích thước danh nghĩa: DN= 9mm
Sai lệch trên ES= + 0.14
Sai lệch dưới EI= 0
Dung sai kích thước IT= ES-EI= 0.14
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
Tra bảng 1.14Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước lỗ H12
=>Vậy kích thước là Ø9H12
- Kích thước đường kính lỗ
- Kích thước danh nghĩa: DN= 8mm
Sai lệch trên ES= + 0.04
Sai lệch dưới EI= 0
Dung sai kích thước IT= ES-EI= 0.04
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX 9
Tra bảng 1.14Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta miền dung sai của kích thước lỗ H9
=>Vậy kích thước là Ø8H9
Đối với những kích thước không chỉ dẫn dung sai
- Kích thước L=
- Kích thước danh nghĩa: DN= 75mm
( Do 2 bề mặt có gia công nên có cấp chính xác 12 )
Sai lệch trên ES= + 0.15
Sai lệch dưới EI= - 0.15
Dung sai kích thước IT= ES-EI= 0.3
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
- Kích thước L=
- Kích thước danh nghĩa: DN= 50mm
( Do 2 bề mặt có gia công nên có cấp chính xác 12 )
Sai lệch trên ES= + 0.12
Sai lệch dưới EI= - 0.12
Dung sai kích thước IT= ES-EI= 0.24
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
- Kích thước L=
- Kích thước danh nghĩa: DN= 34mm
( Do 2 bề mặt có gia công nên có cấp chính xác 12 )
Sai lệch trên ES= + 0.12
Sai lệch dưới EI= - 0.12
Dung sai kích thước IT= ES-EI= 0.24
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
- Kích thước L=
- Kích thước danh nghĩa: DN= 22mm
( Do 2 bề mặt có gia công nên có cấp chính xác 12 )
Sai lệch trên ES= + 0.1
Sai lệch dưới EI= - 0.1
Dung sai kích thước IT= ES-EI= 0.2
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
- Kích thước L=
- Kích thước danh nghĩa: DN= 11mm
( Do 2 bề mặt có gia công nên có cấp chính xác 12 )
Sai lệch trên ES= + 0.09
Sai lệch dưới EI= - 0.09
Dung sai kích thước IT= ES-EI= 0.18
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
- Kích thước L=
- Kích thước danh nghĩa: DN= 8mm
( Do 2 bề mặt có gia công nên có cấp chính xác 12 )
Sai lệch trên ES= + 0.07
Sai lệch dưới EI= - 0.07
Dung sai kích thước IT= ES-EI= 0.14
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
- Kích thước L=
- Kích thước danh nghĩa: DN= 5mm
( Do 2 bề mặt có gia công nên có cấp chính xác 12 )
Sai lệch trên ES= + 0.06
Sai lệch dưới EI= - 0.06
Dung sai kích thước IT= ES-EI= 0.12
Tra bảng 1.4 Sách Bảng tra dung sai kỹ thuật đo ( Nguyễn Thành Lâm) ta được CCX12
1.4.2.Độ chính xác về hình dáng hình học:
1.4.3.Độ chính xác về vị trí tương quan:
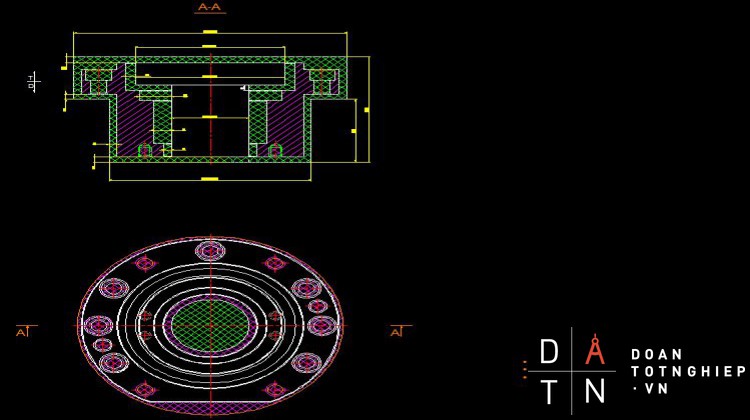
- Dung sai độ đồng tâm của mặt C, P và các lỗ nhỏ so với tâm lỗ ≤ 0.01
( Bảng 2.20 trang 88 Sách Bảng tra dung sai kỹ thuật đo )
- Dung sai độ vuông góc giữa các măt A, B với C, P và tâm lỗ ≤ 0.16
( Bảng 2.15 trang 82 Sách Bảng tra dung sai kỹ thuật đo )
- Dung sai độ song song giữa mặt A với mặt B ≤ 0.12
( Bảng 2.15 trang 82 Sách Bảng tra dung sai kỹ thuật đo )
- Dung sai độ song song giữa mặt C với mặt P ≤ 0.06
( Bảng 2.15 trang 82 Sách Bảng tra dung sai kỹ thuật đo )
1.4.4.Chất lượng bề mặt:
- Mặt trụ ngoài có độ nhám Ra 1,25 thuộc cấp độ nhám 6.
- Mặt trụ trong lỗ , , , có độ nhám Ra 1,25 thuộc cấp độ nhám 6.
- Các mặt phẳng , , , , , có độ nhám Ra3.2 thuộc cấp độ nhám 5.
- Mặt trụ trong lỗ có độ nhám Ra2.5 thuộc cấp độ nhám 6.
- Mặt trụ , có độ nhám Ra6.3 thuộc cấp độ nhám 4.
- Các bề mặt còn lại có độ nhám Rz40 thuộc cấp độ nhám 3.
1.4.5. Yêu cầu về cơ lý tính :
Không có yêu cầu đặc biệt nào về cơ lý tính.
1.4.6. Kết luận:
-Chi tiết có kích thước đạt cấp chính xác cao nhất là cấp 7, độ nhám cao nhất là cấp 6.
-Độ chính xác chi tiết gia công phù hợp với điều kiện làm việc của chi tiết.
1.5. Xác định sản lượng hằng năm:
Mục đích:
.......................
+ Sản lượng chế tạo
+ Khối lượng chi tiết
1.5.1. Sản lượng chi tiết chế tạo trong một năm:
Trong đó:










