THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC 3 LỖ H32




NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC 3 LỖ H32
Công nghệ chế tạo máy là một nghành then chốt nó đóng vai trò quyết định trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí phục vụ cho mọi lĩnh vực của nền kinh tế quốc dân. Việc phát triển nghành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của đảng và nhà nước.
Phát triển nghành công nghệ chế tạo phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và đầu tư các trang thiết bị. Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học.
Hiện nay trong các nghành kinh tế nói chung và nghành cơ khí nói riêng đòi hỏi kĩ sư cơ khí và cán bộ kĩ thuật phải có kiến thức cơ bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể trong thực tế sản xuất.
Để giúp cho sinh viên nắm vững được kiến thức cơ bản của môn học và giúp cho họ làm quen với nhiêm vụ thiết kế. Trong quá trình đào tạo, đồ án môn công nghệ chế tạo máy là môn học không thể thiếu được của sinh viên chuyên nghành cơ khí chế tạo.
Sau một thời gian tìm hiểu với sự giúp đỡ tận tình của thầy Trần Văn Thắng đến nay em đã hoàn thành đồ án môn học công nghệ chế tạo máy. Trong quá trình thiết kế và tính toán sẽ có nhiều sai sót do thiếu kinh nghiệm và thiếu thực tế. Em rất mong được sự chỉ bảo của các thầy cô giáo và sự đóng góp của các bạn để lần thiết kế sau và trong thực tế sau này sẽ được hoàn thiện hơn.
THUYẾT MINH ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC 3 LỖ H32
Tên đề tài: thiết kế quy trình công nghệ gia công chi tiết H32
- Phân tích chức năng làm việc
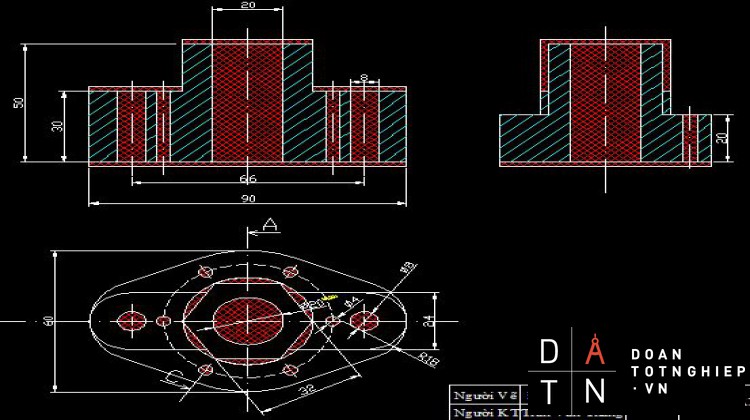
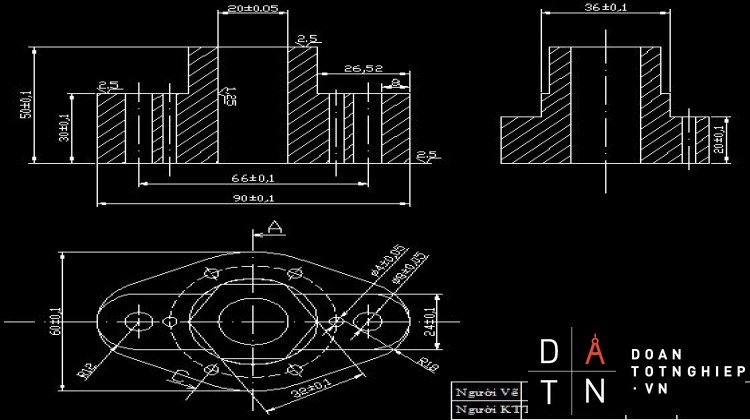
- Bản vẽ chi tiết

Hình 1: Bản vẽ chi tiết
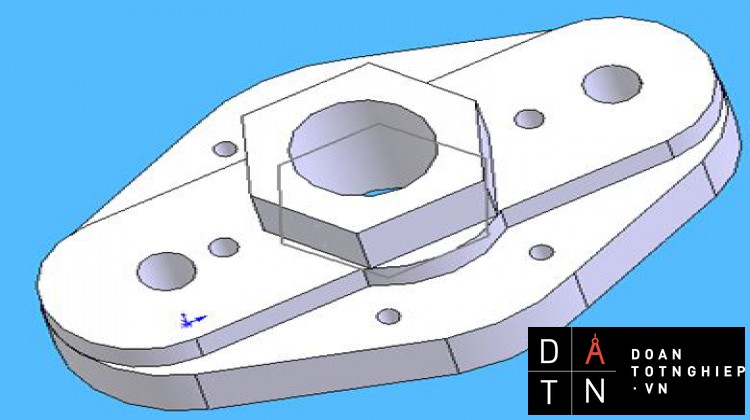
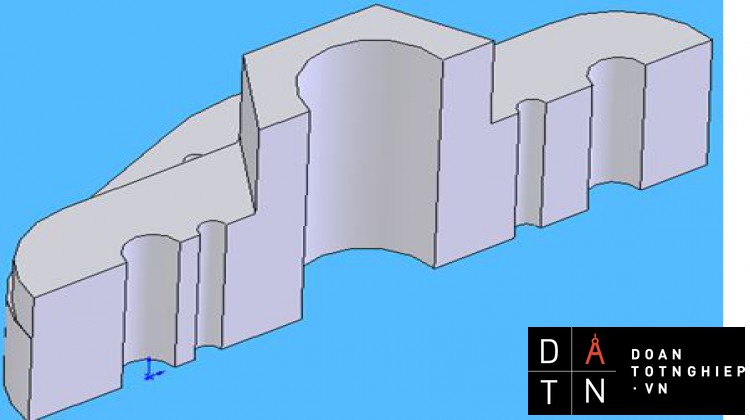
Hình 2 bản vẽ 3D của của chi tiết
- Phân tích tính năng làm việc của chi tiết`
Chi tiết H32 là chi tiết dạng hộp làm việc ở vị tri thẳng đứng. Các bề mặt làm việc chính của chi tiết là bề mặt D và mặt trên và lỗ Ф20 và lỗ Ф8 ngoài ra còn các bề mặt khác cũng rất quan trọng. Trong các bề mặt của chi tiết thì các bề mặt được dùng để lắp ráp đó là mặt D dùng để lắp ráp với một mặt cố định như là lắp trên mặt đế thông qua lỗ Ф20 và 2 lỗ Ф8 . Từ những đặc tính của chi tiết nói trên thì ta một số yêu cầu kỹ thuật của các bề mặt chi tiết như sau.
- Độ không vuông góc giữa đường tâm của lỗ Ф20 và mặt D là 0,02
- Độ không song song của mặt D so với mặt trên chi tiết là 0.02
- Độ nhám của bề mặt lỗ Ф20 là Ra = 1.25
- Độ nhám của bề mặt lỗ Ф8 là Ra = 1.25
- Độ nhám của các bề mặt D và mặt trên Ra =2.5
- Phân tích tính công nghệ trong kết cấu
Hình 3 Hình biểu diễn 3D của chi tiết
Chi tiết H32 là chi tiết dạng hộp. Chi tiết gồm có nhiều lỗ phải gia công và nhiều bề mặt phải gia công, các bề mặt lại không nằm trên một bề mặt mà lại phân bố theo các mặt vuông góc nên khó gia công
Chi tiết có độ cứng vững cao và diện tích các bề mặt định vị cũng được đảm bảo.
Chi tiết có bề mặt cần phải gia công nên các bề mặt này phải được gia công trên máy phay . Đặc biệt là chi tiết có các lỗ làm việc chính các lỗ này gia công đòi hỏi phải gia công trong một lần gá trên máy khoan để đạt độ chính xác cao.
Các lỗ có đường kính nhỏ hơn Ф20 ở đây ta chọn phôi đúc đặc.
Các lỗ cần gia công có đường tâm vuồng góc với nhau nên không thể gia công trên máy nhiều trục.
Chi tiết không có vấu bề mặt gia công thì bằng phẳng nên thuận lợi cho việc gia công các bề mặt
IIi-x¸c ®Þnh d¹ng s¶n xuÊt
Muốn xác định dạng sản xuất trước hết phải biết sản lượng hàng năm của chi tiết gia công .sản lượng hàng năm được xác định theo công thưc sau.
N = N1.m (1+ )
Trong đó:
N- số chi tiết được xác định trong một năm .
N1- số sản phẩm được xác định trong 1 năm (15000 chi tiết/năm) và m là số chi tiết trong một sản phẩm
a- phế phẩm trong xưởng đúc a =(3-:-6) %
b-số chi tiết được chế tạo them để dự trữ b =(5-:-7)%
Ta có :
N = N1.m (1+ ) = 15000.1(1+ ) = 16500 (chi tiết)
Trọng lượng của chi tiết đươc xác định theo công thức.
Trong đó.
Q = V.g (kg)
Q - trọng lượng chi tiết
g - trọng lượng riêng của vật liệu ggang xám = 6,8-:-7,4 Kg/dm3
V – thể tích của chi tiết
Ta tính được thể tích chi tiết.
V=147609.6 mm3 0,1476096dm3
Vậy Q = V.g = 0,1476096 . 7,2 = 1,06 (kg)
Dựa vào bảng 1.1 Sách CNCTM ta xác định được dạng sản xuất hàng loạt lớn.
- Chọn phương pháp chế tạo phôi
4.1. Các phương pháp chế tạo phôi
Trong nghành chế tạo máy thì tuỳ theo dạng sản xuất mà chi phí về phôi liệu chiềm từ 30- 60% tổng chi phí chế tạo. Phôi được xác lập hợp lý sẽ đưa lại hiệu quả kinh tế cao và khi chế tạo phải đảm bào lượng dư gia công. Lượng dư gia công quá lớn sẽ tốn nguyên vật liệu tiêu hao lao động để gia công, tốn năng lượng dụng cụ cắt vận chuyển nặng dẫn tới giá thành tăng.
Lượng dư quá nhỏ sẽ không đủ để bớt đi các sai lệch của phôi để biến phôi thành chi tiết hoàn thiện, làm ảnh hưởng tới các bước nguyên công và các bước gia công.
Như vậy việc xác định phương pháp tạo phôi dựa trên hình dáng của chi tiết và đảm bảo lượng dư gia công để nhằm tiết kiệm nguyên vật liệu, quy trình công nghê đơn giản, giảm được thời gian gia công cơ bản trong quá trình chế tạo cơ bản trong quá trình chế tạo chi tiết, tăng năng xuất lao động nhưng vẫn đảm bảo số lượng và chất lượng sản phẩm đồng thời không bị phế phẩm dẫn đến giá thành hạ.
Trong công nghệ chế tạo máy thường sử dụng các phương pháp tạo phôi sau.
4.1.1 Phôi dập:
Phôi dập thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, trục khuỷu. . .có các đặc điểm:
Sử dụng một bộ khuôn có kích thước lòng khuôn gần giống vật gia công.
Độ chính xác của vật dập cao, đặc biệt là các kích thước theo chiều cao và sai lệch giữa hai nửa khuôn. Thông thường độ bóng của dập thể tích đạt được từ D 2 ¸D 4, độ chính xác đạt được ± 0,1¸ ± 0,05.
Trạng thái ứng suất vật gia công nói chung là nén khối, do đó kim loại có tính dẻo tốt hơn, biến dạng triệt để hơn, cơ tính sản phẩm cao hơn và có thể gia công vật phức tạp.
Dễ cơ khí hoá nên năng suất cao.
Hệ số sử dụng vật liệu cao.
Thiết bị sử dụng có công suất lớn, chuyển động chính xác, chế tạo khuôn đắt tiền.
Do những đặc điểm trên nên dập thể tích chỉ dùng trong sản xuất hàng loạt và hàng khối.
4.1.2. Rèn tự do.
Ưu điểm của rèn tự do:
Thiết bị rèn đơn giản, vốn đầu tư ít.
Có khả năng loại trừ các khuyết tật đúc như rỗ khí, rỗ co... Biến tổ chức hạt thành tổ chức thớ, tạo được các tổ chức thớ uốn xoắn, do đó làm tăng cơ tính sản phẩm.
Lượng hao phí kim loại khi rèn ít hơn khi gia công cắt gọt .
Các nhược điểm của rèn tự do:
Độ chính xác kích thước, độ bóng bề mặt kém.
Chất lượng vật rèn không đồng đều trong từng phần của chi tiết và giữa các loạt gia công chất lượng gia công còn phụ thuộc vào trình độ tay nghề của người công nhân và trình độ tổ chức nơi làm việc.
Năng suất lao động thấp, lượng dư, dung sai và thời gian gia công lớn, hiệu quả kinh tế không cao.
Sử dụng trong sản xuất đơn chiếc, loạt nhỏ, phục vụ công nghiệp sửa chữa, chế tạo máy.
4.1.3. Đúc trong khuôn kim loại:
Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá, tự động hoá cao.
Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Vật đúc dễ tồn tại các dạng rỗ co, rỗ khí, nứt . . .
Tiêu hao một phần kim loại do hệ thống rót, đậu ngót. . .
Khi đúc trong khuôn kim loại, tính dẫn nhiệt của khuôn cao nên khả năng điền đầy kém. Mặt khác có sự cản cơ của khuôn kim loại lớn nên dễ gây ra nứt.
41.4. Đúc áp lực
Đúc được các vật liệu đúc phức tạp có thành mỏng, đúc được các lỗ nhỏ có kích thước khác nhau, có độ bóng và chính xác cao, cơ tính của vật liệu tốt, năng suất cao.
Nhưng khuôn chóng bị mòn do kim loại nóng bào mòn khi được dẫn dưới áp lực cao.
4.1.5. Đúc ly tâm
Đúc được các vật tròn rỗng mà không cần dùng lõi do đó tiết kiệm được vật liệu và công làm lõi.
Không cần dùng hệ thống rót lên tiết kiệm được kim loại, có thể đúc được các vật thể mỏng. Vật đúc có tỏ chức kim loại mịn chặt không tồn tại dạng xỉ khi co ngót, khuôn đúc cần có độ bền cao do làm việc ở nhiệt độ cao, lực ép của kim loại lỏng lớn.
Khó đạt được đường kính lỗ vật đúc chính xác, do khó định lượng kim loại chính xác trước khi rót.
Chất lượng bề mặt trong của vật đúc kém do chứa nhiều tạp chất.
4.1.6. Đúc trong khuôn mẫu chảy.
Vật đúc có độ chính xác và độ bóng rất cao, có thể đúc được các vật phức tạp và có thể đúc được các hợp kim nóng chảy ở nhiệt độ cao, năng suất không cao. Dùng để đúc kim loại quý hiếm, cần tiết kiệm vật liệu.
4. 1.7. Đúc liên tục.
Thích hợp với vật đúc dài, tiết diện không đổi và có chiều dài không hạn chế, đúc các tấm kim loại thay cho cán, vật đúc không có rỗ co, rỗ khí, rỗ xỉ, ít bị thiên tích. Cơ tính vật đúc cao, năng xuất cao, giá thành giảm. Vật đúc dễ bị nứt, không đúc được các vật phức tạp .
4.1.8. Đúc khuôn vỏ mỏng.
Đạt được độ bóng và chính xác cao, vật đúc ít rỗ và ít bị khuyết tật. Giảm chi phí kim loại, quá trình đúc dễ cơ khí hoá tự động hoá. Chu trình làm khuôn dài, giá thành khuôn cao.
Thân đồ gá có khối lượng khá lớn và sản xuất hàng loạt lớn nên ta chon phôi là phôi đúc và đúc trong khuôn kim loại. Bởi lẽ sau khi so sánh các phương án tạo phôi ta thấy đúc trong khuôn kim loại có những ưu điểm sau:
- Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá tự động hoá cao.
- Giá thành sản xuất đúc nói chung hạ hơn so với các phương pháp tạo phôi khác.
- Cơ tính của vật đúc cao, tuổi bền kim loại cũng cao.
- Đúc trong khuôn kim loại cho phép nâng cao năng suất và tránh những sai hỏng trong khi tạo phôi.
4.2. Chọn phương pháp chế tạo phôi
Căn cứ vào những phương pháp tạo phôi các điều kiên sau đây:
- vật liệu làm phôi là gang xam GX 15 – 32
- kích thước của chi tiết nhỏ hình dạng của chi tiết phức tạp.
- dung sai của bề mặt không gia công là nhỏ 0.0
- dạng sản xuất là sản xuất hàng loạt lớn.
Để thoả mãn được những điều kiên trên thì ta chọn phương pháp tạo phôi là đúc trong khuôn kim loại.
........................................
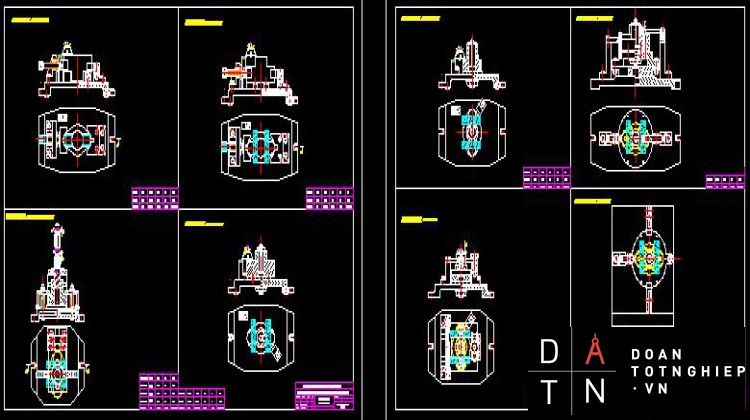
V .Lập thứ tự nguyên công
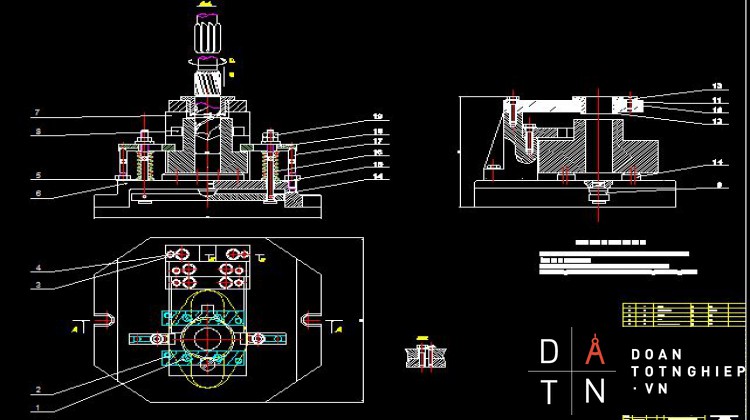
5.1.Đường nối công nghệ
Do sản xuất ở đây là sản xuất hàng loạt vừa nên đường nối công nghệ ở đây là phân tán thành nhiều nguyên công. Ở mỗi nguyên công ta sẽ thiết kế một đồ gá chuyên dùng cho nguyên công đó. Việc chế tạo đồ gá cho mỗi nguyên công phải đảm bảo chính xác và phù hợp với yêu cầu của chi tiết cần gia công.
5.2.Thứ tự nguyên công
Để gia công chi tiêt H32 thì ta chia ra làm 8 nguyên công gồm các nguyên công sau:
- Nguyên công 1: Phay mặt phẳng D
- Nguyên công 2: Phay mặt phẳng A
- Nguyên công 3: Khoan, khoét và doa lỗ
- Nguyên công 4: Phay mặt phẳng B
- Nguyên công 5: Phay mặt phẳng C
- Nguyên công 6: Khoan 2 lỗ
- Nguyên công 7: Khoan 6 lỗ
- Nguyên công 8: Phay lục lăng
- ....................................
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC 3 LỖ H32 HƯNG YÊN
|
|
1. Đồ gá gia công cơ khí( tiện phay –bào mài), Hồ viết Tiến- Lê Đăng Hoàng
Nguyễn Nọc Đào( khoa cơ khí chế tạo máy -ĐHSPKT Thành Phố HCM)
2. Nguyên Lý Cắt Kim Loại,GS.TS Trần Văn Định,nhà xuất bản khoa học và kỹ,Thuật HN -2006
3. Sổ tay gia công cơ, GS.TS Trần Văn Địch-Lưu Văn Nháng-Nguyễn Thanh Mai.
4. Công Nghệ Chế Tạo Máy, GS.TS Trần Văn Địch-PGS.TS Nguyễn Trọng Bình, PGS.TS Nguyễn Thế Đạt-PGS.TS Nguyễn Viết Tiếp-PGS.TS Trần Xuân Việt, Nhà xuất bản khoa học và kỹ thuật HN 2003
5. Dung Sai Và Lắp Ghép, PGS.TS Ninh Đức Tôn, nhà xuất bản giáo dục
6. Sổ Tay và ATLAS Đồ Gá, PGS.TS Trần Văn Địch, Nhà xuất bản KH và KT HN 2000
7. Cơ Sơ Máy Công Cụ, TS Phạm Văn Hùng –PGS.TS Nguyễn Phương,
8. Sổ Tay Công Nghệ Chế Tạo Máy T1, T2 và T3, GS.TS Nguyễn Đắc Lộc, PGS.TS Trẫn Xuân Việt
9. Hướng Dẫn Thiết Kế Đồ án CNCTM, PGS.TS Nguyễn Đắc Lộc, Lưu Văn Nhang, nhà xuất bản kh và kt
10. Hướng Dẫn Thiết Kế Đồ án CNCTM,PGS.TS Trần Văn Địch
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK









