LƯỢNG DƯ GIA CÔNG là gì ? Câu hỏi Công Nghệ Chế Tạo Máy
NỘI DUNG ĐỒ ÁN
CHƯƠNG 4
LƯỢNG DƯ GIA CÔNG
4.1 – KHÁI NIỆM VÀ ĐỊNH NGHĨA
Có một chi tiết phôi dạng trục có đường kính 50 mm, chúng ta cần gia công để đạt được đường kính trục lắp ghép là 45mm. chi tiết được gia công trên máy tiện và lớp kim loại cần hớt đi là 5mm, lớp kimloaị cần bóc đi này được gọi là lượng dư gia công.
Muốn đạt được chi tiết có hình dạng, kích thước và chất lượng theo yêu cầu kỹ thuật thiết kế ta phải thực hiện gia công qua nhiều nguyên công(hay nhiều bước). tại mỗi nguyên công hay mỗi bước ta phải hớt đi một lượng kim loại nhất định.
Lớp kim loại được hớt đi trong quá trình gia công được gọi là lượng dư gia công.
Ý Nghĩa: Xác định lượng dư gia công hợp lý sẽ góp phần nâng cao hiệu quả kinh tế.
+ Lượng dư gia công quá lớn sẽ dẫn đến:
- Tốn vật liệu, làm cho hệ số sử dụng vật liệu giảm xuống.
- Tăng khối lượng để gia công chi tiết.
- Tốn năng lượng điện(vì phải cắt nhiều lần hoặc phải dùng máy có công suất lớn).
- Hao mòn dụng cụ cắt.
- Máy mòn nhanh.
- Vận chuyển nặng.
Ngoài ra, lượng dư lớn còn gây khó khăn cho việc gia công trên máy điều chỉnh sẵn, tăng biến dạng đàn hồi của hệ thống công nghệ, làm giảm độ chính xác gia công.
Tất cả những yếu tố trên làm cho giá thành của sản phẩm tăng.
+ Lượng dư gia công quá nhỏ sẽ dẫn đến:
- Lượng dư không đủ để hớt đi sai lệch của phôi.
- Lượng dư quá nhỏ sẽ dẫn đến hiện tượng trượt giữa dao và chi tiết, dao sẽ bị mòn nhanh, bề mặt gia công không đạt được độ bóng cao.
- Tăng phế phẩm và tăng giá thành sản phẩm.
4.2 - PHÂN LOẠI LƯỢNG DƯ GIA CÔNG:
4.2.1 - Lượng Dư Trung Gian:
Lượng dư trung gian là lớp kim loại được hớt đi ở mỗi bước hay mỗi nguyên công. Lượng dư trung gian là hiệu số kích thước do bước hay nguyên công sát trước để lại và kích thước do bước(hay nguyên công) đang thực hiện tạo nên. Ta ký hiệu lượng dư trung gian là Zb.
+ Đối với trường hợp gia công mặt ngoài:
Zb = a – b (4.1)
+ Đối với trường hợp gia công mặt trong:
Zb = b – a (4.2)
Ở đây:- Zb: Lượng dư trung gian.
- a: Kích thước của bước hay nguyên công sát trước để lại:
- b: Kích thước của bước hay nguyên côngđang thực hiện tạo nên.
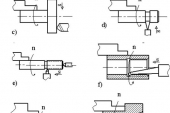
Hình 6.1 lượng dư gia công
a- gia công mặt ngoài; b- gia công mặt trong
4.2.2 - Lượng Dư Tổng Cộng:
Lượng dư tổng cộng là lớp kim loại cần hớt đi trong tất cả các nguyên công(hay các bước). lượng dư tổng cộng được ký hiệu bằng Z0 và bằng hiệu số kích thước của phôi và của chi tiết.
+ Đối với trường hợp gia công mặt ngoài:
Z0 = ap- act
+ Đối với trường hợp gia công mặt trong:
Z0 = act - ap
Ở đây : Z0 - Lượng dư tổng cộng.
ap - Kích thước của phôi.
Act - Kích thước của chi tiết.
Như vậy lượng dư tổng cộng bằng tổng các lượng dư trung gian:
Z0 =
Ở đây; n là tổng số bước hoặc nguyên công.
4.2.3 - Lượng Dư Đối Xứng:
Lượng dư đối xứng tồn tại khi gia công các mặt tròn xoay(tròn ngoài, tròn trong) đối xứng khi gia công các mặt phẳng đối xứng.
Khi gia công mặt tròn ngoài
Zb =
Hoặc 2Zb = da-db và 2Zb= la-lb
Khi gia công mặt tròn trong
Zb =
Hoặc 2Zb= db-da và Zb= lb -la
Ở đây : 2Zb là lượng dư gia công đường kính hoặc lượng dư hai phía khi gia công các mặt đối xứng;
da và db là kích thước bề mặt ở bước hay nguyên công trước(da) và ở bước hay nguyên công đang thực hiện(db);
la và lb là kích thước giữa các mặt phẳng ở bước hay nguyên công trước(la) và ở bước hay nguyên công đang thực hiện(lb).
4.2.4 - Lượng Dư Không Đối Xứng:
Lượng dư không đối xứng tồn tại khi các bề mặt được gia công không phụ thuộc lẫn nhau( hình 4.3)
Như vậy ta có; Zb1 = a1- b1
Zb2 = a2- b2
Lượng dư gia công một phía là một trường hợp đặc biệt của lượng dư gia công không đối xứng khi có một bề mặt đối diện không được gia công.
4.3 - PHƯƠNG PHÁP XÁC ĐỊNH LƯỢNG DƯ:
Trong ngành chế tạo maý người ta thường áp dụng hai phương pháp xác định lượng dư gia công; phương pháp thống kê - kinh nghiệm và phương pháp tính toán – phân tích.
4.3.1 - Phương Pháp Thống Kê - Kinh Nghiệm:
Phương pháp thống kê kinh nghiệm được phổ biến trong sản xuất. theo phương pháp này thì lượng dư gia công được xác định bằng tổng giá tri lượng dư theo kinh nghiệm. nhược điểm của phương pháp này là không tính đến điều kiện gia công cụ thể, cho nên lượng dư gia công thường lớn hơn giá trị cần thiết.giá trị lượng dư của các bước(hay nguyên công) được cho trong sổ tay công nghệ chế tạo máy.
4.3.2 - Phương Pháp Tính Toán - Phân Tích:
Phương pháp này dựa trên cơ sở phân tích các yếu tố tạo thành lượng dư do giáo sư Kovan đề xuất.
Khi gia công loạt chi tiết trên máy được điều chỉnh sẵn, vì kích thước của phôi dao động trong phạm vi dung sai, nghĩa là amin đến amax, cho nên kích thước của chi tiết đạt được là bmin và bmax. lượng dư gia công tương ứng là Zbmin và Zbmax (hình 4.4)
Trong trường hợp này ta có:
Zbmin = amin - bmin (4.12)
Zbmax = amax - bmax (4.13)
Thay amax = amin + và bmax = bmin + vào công thức (6.13) ta được:
Zbmax = amin + - bmin -
Hoặc Zbmax = Zbmin +- (4.14)
Đối với trường hợp gia công mặt tròn ngoài đối xứng có các công thức sau:
2Zbmin = Damin - Dbmin (4.15)
2Zbmax = Damax – Damin (4.16)
Khi gia công mặt tròn trong đối xứng(hình 6.5) ta có:
2Zbmin = Dbmax - Damax (4.17)
2Zbmax = Dbmin – Damin (4.18)
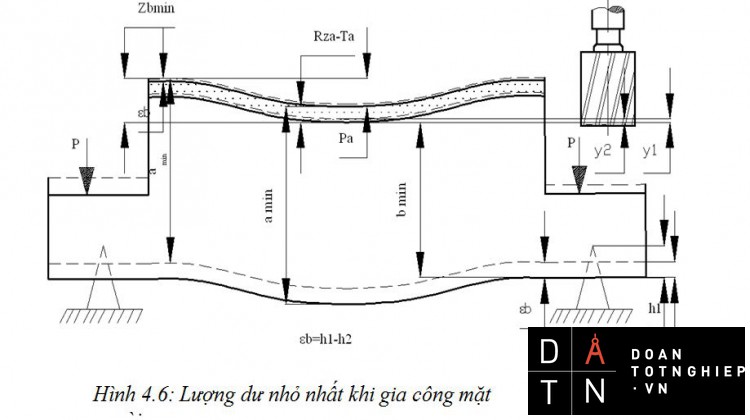
Lượng dư trung gian là lượng dư gia công ứng với từng bước công nghệ, phải đảm bảo loại trừ được các sai số ở bước công nghệ sát trước và sai số gá đặt ở nguyên công đang thực hiện. như vậy lượng dư trung gian nhỏ nhất(hình 4.6) bao gồm các yếu tố sau đây:
- Rza là chiều cao nhấp nhô do nguyên công hay bước sát trước để lại.
- Ta là chiều sâu lớp hư hỏng bề mặt do nguyên công hay bước sát trước để lại.
- Pa là sai lệch vị trí không gian do nguyên công hay bước sát trước để lại. sai lệch này là độ cong vênh, độ lệch tâm, độ không song song của chi tiết.
- sai số gá đặt do nguyên công (hay bước) đang thực hiện tạo nên.
Như vậy lượng dư nhỏ nhất Zbmin được xác định như sau:
Khi gia công mặt phẳng ngoài không đối xứng:
Zbmin = amin – bmin = (Rza + Ta) + pa + (4.19)
Khi gia công mặt phẳng trong không đối xứng:
Zbmin = bmin – amin = (Rza + Ta) + pa + (4.20)
Khi gia công mặt phẳng ngoài đối xứng:
2Zbmin = amin – bmin = 2((Rza + Ta) + pa + ) (4.21)
Khi gia công mặt phẳng trong đối xứng:
2Zbmin = bmin – amin = 2((Rza + Ta) + pa + ) (4.22)
Khi gia công mặt tròn ngoài đối xứng:
2Zbmin – damin – dbmin = 2(( Rza + Ta) + ) (4.23)
Vì phương của và b không trùng nhau và khó xác định, cho nên khi tính 2Zbmin để gia công mặt tròn ngoài đối xứng ta phải dùng công thức:
2Zbmin = 2 (4.24)
Khi gia công mặt tròn trong đối xứng ta cũng dùng công thức (4.24) để xác định 2Zbmin.
Tuy nhiên, tùy từng điều kiện gia công cụ thể mà một số yếu tố tạo thành lượng dư trong các công thức (4.19) (4.24) không tồn tại, do đó các công thức trên được rút gọn hơn nhiều. xét các trường hợp sau đây:
Sau nguyên công đầu tiên đối với gang và kim loại màu thì Ta = 0, bởi vì gang và kim loại màu có độ hạt lớn và ít bị biến dạng dẻo, do đó lớp hư hỏng bề mặt do biến dạng dẻo gây ra không đáng kể.
- Khi chuẩn định vị trùng với bề mặt gia công (như mài vô tâm, doa tùy động, chuốt lỗ, mài nghiền) thì sai số chuẩn = 0.
- Bước hay nguyên công lần cuối với mục đích tăng độ bóng bề mặt thì 2Zbmin= 2Rza hay Zbmin Rza.
- Bề mặt qua nhiệt luyện, sau đó qua mài, khi mài phải giữ laị lớp bề mặt đã sử lý nhiệt nên đại lượng Ta khi mài sau nhiệt luyện bằng 0.
- Trị số pa tùy thuộc vào dạng phôi và kích thước phôi.
Đối với phôi dập: pa = (4.25)
Ở đây: pk là độ lệch của khuôn dập;
pc là độ cong của đường tâm phôi(phụ thuộc vào chiều dài phôi).
Độ cong của đường tâm phôi pc được xác định theo công thức:
Pc = (4.26)
Ở đây: - độ cong đơn vị (;
L - chiều dài của phôi(mm);
Đối với các nguyên công ( các bước) tiếp theo cần tính giá trị của sai lệch không gian còn lại pcl (p1;p2;p3…)theo giá trị của sai lệch không gian ban đầu ( sai lệch không gian của phôi pp) có tính đến hệ số giảm sai K.
Ví dụ: sau khi gia công thô thì p1 = 0.06pp; sau khi gia công bán tinh thì p2= 0.04pp; sau khi gia công siêu tinh thì p3 = 0.03pp
4.4 - TRÌNH TỰ TÍNH LƯỢNG DƯ:
Sau khi tính lượng dư theo phương pháp của giáo sư Kovan cần tuân theo trình tự các bước sau đây:
1 – Lập quy trình công nghệ và phương án gá đặt phôi.
2 - Xác định từng bước công nghệ.
3 – Xác định các giá trị Rza; Ta; pa; và .
4 - Xác định Zbmin cho tất cả các bước.
٭ Các bước tiếp theo để tính lượng dư mặt ngoài và mặt trong được thực hiện như sau:
Áp dụng cho trường hợp mặt ngoài:
5 - Ghi kích thước nhỏ nhất theo bản vẽ vào cột “kích thước tính toán”.
6– Cộng kích thước giới hạn nhỏ nhất với Zbmin ta được kích thước tính toán cho bước sát trước.
7– Cộng lượng dư tính toán Zbmin với kích thước tính toán tương ứng ta được kích thước tính toán tiếp theo.
8– Xác định kích thước giới hạn nhỏ nhất bằng cách quy tron2kich1 thước tính toán theo hàng số có nghĩa của dung sai (lấy 2 số sau dấu phẩy).
9– Xác định kích thước giới hạn lớn nhất bằng cách cộng dung sai với kích thước giới hạn nhỏ nhất đã quy tròn.
10– Xác định Zbmax bằng hiệu 2 kích thước giới hạn nhỏ nhất của bước sát trước và bước đang gia công.
11- Xác định lượng dư tổng cộng Z0max; Z0min bằng cách cộng các lượng dư trung gian.
12– Kiểm tra phép tính: tìm hiệu số của lượng dư và của dung sai:
Z0max – Z0min = (4.27)
Đối với trường hợp gia công mặt trong:
5- Ghi kích thước lớn nhất theo bản vẽ vào cột “kích thước tính toán”.
6– Trừ kích thước giới hạn lớn nhất đi lượng Zbmin ta được kích thước tính toán cho bước sát trước.
7– Lấy kích thước tính toán trừ đi Zbmin ta có kích thước tính toán tiếp theo.
8– Xác định kích thước giới hạn lớn nhất bằng cách quy tròn kích thước tính toán theo hằng số có nghĩa của dung sai(lấy hai số sau dấu phẩy).
9- Xác định kích thước giới hạn nhỏ nhất bằng cách lấy kích thước lớn nhất trừ đi dung sai.
10– Xác định Zbmaxbằnghiệu hai kích thước giới hạn nhỏ nhất, Zbmin bằng hiệu hai kích thước giới hạn lớn nhất của bước sát trước và bước đang gia công
11- Xác định lượng dư tổng cộng Z0max; Z0min bằng cách cộng các lượng dư trung gian.
12– Kiểm tra phép tính: tìm hiệu số của lượng dư và của dung sai:
Z0max – Z0min =
4.5 - VÍ DỤ TÍNH LƯỢNG DƯ:
Ví dụ 1: Tính lượng dư để gia công mặt trụ ngoài của trục răng, phôi là phôi dập trên máy búa nằm ngang, độ chính xác của phôi dạt cấp 2. khối lượng của phôi là: 11,3 kg. các bước công nghệ: tiện thô, tiện tinh, mài thô, mài tinh. Tiện và mài đều thực hiện bằng chống tâm 2 đầu(hình 4.7)
Xác định lượng dư để gia công mặt trụ ngoài được tiến hành theo trình tự sau dây:
1 - Lập bảng 6.1 và ghi trình tự các bước công nghệ: tiện thô, tiện tinh, mài thô, mài tinh. Do chống tâm 2 đầu nên sai số gá đặt .
2 – Tính sai lệch không gian pp của phôi:
Pp =
Ở đây: pk – Độ lệch của khuôn dập(phôi trong khuôn bị lệch so với tâm danh nghĩa của phôi). Độ lệch này phụ thuộc vào khối lượng của phôi và pk = 1mm;
pc – Độ cong của phôi thô(độ cong của đường tâm phôi):
pc = (là độ cong đơn vị, = 1/mm )
L – Chiều dài từ mặt đầu của phôi tới tâm đoạn cần gia công;
Pt – Sai lệch do lấy tâm làm chuẩn:
pt
(= 3mm dung sai của phôi).
Như vậy ta có;
Pp =
3 – Tính sai lệch còn lại sau các nguyên công:
- Sau tiện thô: p1 = 0.06pp= 0.06.1820 = 109
- Sau tiện tinh p2 = 0.05pp = 0.05.1820 = 91
- Sau mài thô: pp = 0.04pp = 0.04.1820 = 73
4 - Tính lượng dư nhỏ nhất:
2Zbmin = 2(Rza+Ta + pp)
- Tiện thô: 2Zbmin = 2(150+250+1820) = 2.222
- Tiện tinh: 2Zbmin = 2(50+50+109) = 2.209
- Mài thô: 2Zbmin = 2(30+30+91) = 2.151
- Mài tinh: 2Zbmin = 2(10+20+73) = 2.103.
5 – Tính kích thước tính toán (cột số 7 bảng 6.1) bằng cách ghi kích thước nhỏ nhất của chi tiết vào hàng cuối cùng, còn các kích thước khác thì lấy kích thước trước đó cộng với lượng dư tính toán nhỏ nhất. như vậy ta có.
- Mài tinh: d4= 60.01 mm.
- Mài thô: d3 = 60.01 + 2.103 = 60.216 mm.
- Tiện tinh: d2 = 60,216 + 2.151 = 60.518 mm.
- Tiện thô: d1 = 60.518 + 2.209 = 65.936 mm.
- Phôi: dp = 60.936 + 2.2220 = 65.375 mm
6 – Tra dung sai của các nguyên công theo sổ tay công nghệ chế tạo máy và ghi kết quả vào cột số 8.
7 – Tích kích thước giới hạn nhỏ hất bằng cách làm tròn số kích thước tính toán và lấy hai chữ số sau dấu phẩy ( cột số 8).
8 – Tính kích thước giới hạn lớn nhất (cột số 10) bằng cách cộng kích thước giới hạn nhỏ nhất với dung sai nguyên công. Như vậy ta có:
- Mài tinh: d4= 60.01 + 0.02 = 60.03mm.
- Mài thô: d3 = 60.22 + 0.03 = 60.25 mm.
- Tiện tinh: d2 = 60,52 + 0.12 = 60.64 mm.
- Tiện thô: d1 = 60.94 + 0.40 = 61034 mm.
- Phôi: dp = 65038 + 3 = 668.38 mm.
9 – Xác định lượng dư giới hạn:
2Zbmax là hiệu các kích thước giới hạn lớn nhất.
2Zbmin là hiệu các kích thước giới hạn nhỏ nhất.
Như vậy ta có:
- Mài tinh: 2Zbmax = 60.25 – 60.03 = 0.22 mm = 220 .
2Zbmin = 60.22 – 60.01 = 0.21 mm = 210
- Mài thô 2Zbmax = 60.64 – 60.25 = 0.39 mm = 390.
2Zbmin = 60.52 – 60.22 = 0.30 mm = 300
- Tiện tinh: 2Zbmax = 61.34 – 60.64 = 0.70 mm = 700.
2Zbmin = 60.94 – 60.52 = 0.42 mm = 420 .
- Tiện thô: 2Zbmax = 68.38 – 61.34 = 7.04mm = 7040 .
2Zbmin = 65.38 – 60.94 =4.44mm = 4440 .
9 – Xác định lượng dư tổng cộng:
2Z0max = = 220 + 390+ 700 + 7040 = 8350
2Z0min = = 210 + 300 + 420 + 4440 = 5370 .
11– Kiểm tra phép tính.
Phép tính được thự hiện đúng khi: 2Z0max - 2Z0min =
Thay số liệu vào công thức trên ta có: 8350 - 5370 = 3000 -20 = 2980.
Bảng 6.1 :Tính lượng dư gia công
|
Bước công nghệ |
Các yếu tố () |
Lượng dư tính toán 2Zbmin() |
Kích thước tính toán d(mm) |
Dung sai
|
Kích thước giới hạn() |
Lượng dư giới hạn () |
|||||
|
Rza |
Ta |
Sa |
dmin |
dmax |
2Zbmin |
2Zbmax |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
phôi |
150 |
250 |
1820 |
- |
- |
65,376 |
3000 |
65,38 |
68,38 |
- |
- |
|
Tiện thô |
50 |
50 |
109 |
0 |
2.220 |
60,936 |
400 |
60,94 |
61,34 |
4400 |
7040 |
|
Tiện tinh |
30 |
30 |
91 |
0 |
2.209 |
60,518 |
120 |
60,52 |
60,64 |
420 |
700 |
|
Mài thô |
10 |
20 |
73 |
0 |
2.151 |
60,126 |
30 |
60,22 |
60,25 |
300 |
390 |
|
Mài tinh |
5 |
15 |
- |
0 |
2.103 |
60,01 |
20 |
60,01 |
60,03 |
210 |
220 |
Ví dụ 2: Tính lượng dư trong trường hợp gia công mặt trong (gia công lỗ).
Tính lượng dư và các kích thước gia công đường kính 50A () của bánh răng trụ (hình 4.8)
Phôi được chế tạo bằng phương pháp dập nóng trên máy ép. Độ chính xác của phôi đạt cấp 2, khối lượng của phôi 7 kg, sản lượng hàng năm là 10.000 chi tiết. tiến trình công nghệ của các nguyên công(các bước) sau đây: khoét thô, khoét tinh, doa thô, doa tinh.
Trình tự tính toán cũng giống như ví dụ 1:
1 - Trước hết ghi trình tự gia công trong cột 1, các thông số Rza, Ta, Pa và
Vào các cột 2, 3, 4, 5.(bảng 6.3).
2 – Tính sai lệch không gian của phôi Pp:
Pp =
Ở đây: Pk – độ lệch của khuôn dập (phôi trong khuôn bị lệch so với tâm danh nghĩa của phôi). Độ lệch này phụ thuộc vào khối lượng của phôi và Pk = 0,9 mm:
PLt – độ lệch tâm của phôi (PLt = 1,4 mm). như vậy.
Pp = = 1,66 mm = 1660
3 – Tính sai lệch không gian còn lại sau các nguyên công:
- Sau khoét thô: P1 = 0,06.Pp = 0,06 . 1660 = 99,60
- Sau khoét tinh: P2 = 0.05 Sp = 0,05 . 99,6 = 4,980
- Sau doa thô: P3 = 0,04Sp = 0,04 . 99,6 = 3,984 4
4 – Tính sai số gá đặt
Sai số gá đặt trong trường hợp này bằng sai số kẹp chặt, vì sai số chuẩn khi định vị chi tiết trên mâm cặp 3 chấu tự định tâm bằng 0. khi đó, theo “sổ tay gia công cơ”:
= 580
Ở bước công nghệ ( nguyên công) tiếp theo: khoét tinh ta có:
Ở đây: là sai số gá đặt bổ xung khi gia công trên máy có nhiều trục chính ( do cơ cấu mang các trục chính quay). Đối với các bước công nghệ (nguyên công) doa thô, sai số gá đặt chỉ lấy bằng có nghĩa là =50.
5 – Tính lượng dư nhỏ nhất:
- Khoét thô: 2Zbmin = 2(Rza + Ta + )
= 2(150 + 250 + ) = 2.216
- Khoét tinh: 2Zbmin = 2(50 +50 + ) = 2.231
- Doa thô: 2Zbmin = 2(30 + 40 + ) = 2.120 .
- Doa tinh: 2Zbmin = 2(5 + 10 + ) = 2.19 .
6 – Tính “kích thước tính toán” (cột 7) bằng cách ghi kích thước lớn nhất của chi tiết vào hàng cuối cùng, còn các kích thước khác thì lấy kích thước trước đó trừ đi lượng dư tính toán nhỏ nhất. như vậy ta có:
- Doa tinh: d4 = 50,027 mm.
- Doa thô: d3 = 50,027 – 0,038 = 49,989 mm.
- Khoét tinh: d2 = 49,989 – 0,24 = 49,749 mm.
- Khoét thô: d1 = 49,749 – 0,462 = 49,287 mm.
- Phôi dp = 49,287 – 4,32 = 44,967 mm.
7 – Tra dung sai của các nguyên công theo sổ tay công nghệ chế tạo máy và ghi kết quả vào cột số 8.
8 – Tính kích thước giới hạn lớn nhất bằng cách làm tròn số kích thước tính toán theo hang số có nghĩa của dung sai ( số chữ số sau dấu phẩy bằng số chữ số của dung sai).như vậy kích thước giới hạn lớn nhất của nguyên công (bước) doa tinh là 50,027 (cột số 10).
9 – Tính kích thước giới hạn nhỏ nhất ( cột số 9) bằng cách lấy kích thước giới hạn lớn nhất trừ đi dung sai nguyên công. Như vậy ta có:
- Doa tinh: d4 = 50,027 – 0,027 = 50 mm.
- Doa thô: d3 = 49,989 – 0,039 = 49.95 mm.
- Khoét tinh: d2 = 49,75 – 0,17 = 49,58 mm
- Khoét thô: d1 = 49,3 – 0,3 = 49 mm.
- Phôi: dp = 44,9 – 4,75 = 42,15 mm.
10 – Tính lượng dư giới hạn:
2Zbmin là hiệu các kích thước giới hạn lớn nhất giữa hai nguyên công.
2Zbmax là hiệu các kích thước giới han nhỏ nhất giữa hai nguyên công.
Như vậy ta có:
- Doa tinh: 2Zbmin = 50,027 – 49,989 = 0,038 mm = 38
2Zbmax = 50 – 49,95 = 0,05 = 50 .
- Doa thô: 2Zbmin = 49,989 – 49,75 = 0,239 mm = 239 .
2Zbmax = 49,95 – 49,58 = 0,37 = 370 .
- Khoét tinh: 2Zbmin = 49,75 – 49,3 = 0,45 mm = 450 .
2Zbmax = 49,58 – 49 = 0,58 = 580 .
- Khoét thô: 2Zbmin = 49,3 – 44,9 = 4,4 mm = 4, 4 mm = 4400 .
2Zbmax = 49 – 42,15 = 6,85 = 6850 .
11 – Xác định lượng dư tổng cộng:
2Z0max = = 50 + 370 + 580 + 6850 = 7850 .
2Z0min = = 38 + 239 + 450 + 4400 = 5127 .
12- Kiểm tra phép tính.
Để kiểm tra các phép tính có đúng hay không phải so sánh hiệu các lượng dư trung gian với các dung sai nguyên công. Phép tính được xem là đúng nếu thõa mãn đẳng thức sau đây:
2Z bmax- 2Zbmin =
Và 2Z0max - 2Z0min =
Bảng 6.2 là kết quả kiểm tra các phép tính.
Bảng 3.2 - So sánh kết quả tính toán
|
Nguyên công( bước) |
So sánh các bước trung gian |
|
|
Hiệu các lượng dư (.)
|
Hiệu các dung sai(.)
|
|
|
Khoét thô. Khoét tinh. Doa thô. Doa tinh. |
6850 – 4400 = 2450 580 – 450 = 130 370 – 239 = 131 50 – 38 = 12 |
2750 – 300 = 2450 300 – 170 = 130 170 – 39 = 131 39 – 27 = 12 |
|
Kiểm tra tổng hợp |
||
|
7850 – 5127 = 2723 |
2750 – 27 = 2723 |
|
Bảng 6.3 - Tính lượng dư gia công
|
Các nguyên công |
Các yếu tố () |
Lượng dư tính toán Zbmin () |
Kích thước tính toán (mm) |
Dung sai () |
Kích thước giới hạn (mm) |
Lượng dư giới hạn |
|||||
|
dmin |
dmax |
2Zbmin |
2Zbmax |
||||||||
|
|
Rza |
Ta |
Pa |
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
Phôi |
150 |
250 |
1660 |
- |
- |
44,967 |
2750 |
42,15 |
44,9 |
- |
- |
|
Khoét thô |
50 |
50 |
100 |
580 |
2.216 |
49,287 |
300 |
49,0 |
49,3 |
4400 |
6850 |
|
Khoét tinh |
30 |
40 |
5 |
85 |
2.231 |
49,749 |
170 |
49,58 |
49,75 |
450 |
580 |
|
Doa thô |
5 |
10 |
4 |
50 |
2.120 |
49,989 |
39 |
49,95 |
49,989 |
239 |
370 |
|
Doa tinh |
- |
- |
- |
- |
2.19 |
50,027 |
27 |
50 |
50,027 |
38 |
50 |