đồ án tốt nghiệp Thiết Kế QTCN Gia Công Chi Tiết Mặt Bích CĐKT CAO THẮNG
NỘI DUNG ĐỒ ÁN
Mục lục đồ án tốt nghiệp Thiết Kế QTCN Gia Công Chi Tiết Mặt Bích CĐKT CAO THẮNG
NỘI DUNG
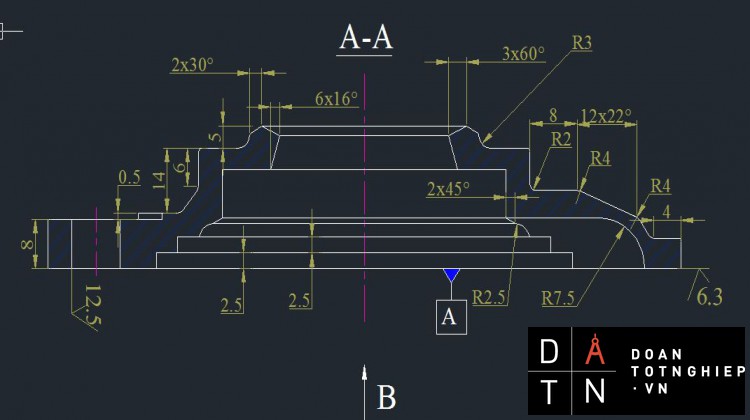
Thiết kế quá trình công nghệ gia công chi tiết: MẶT BÍCH
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
- PHẦN BẢN VẼ:
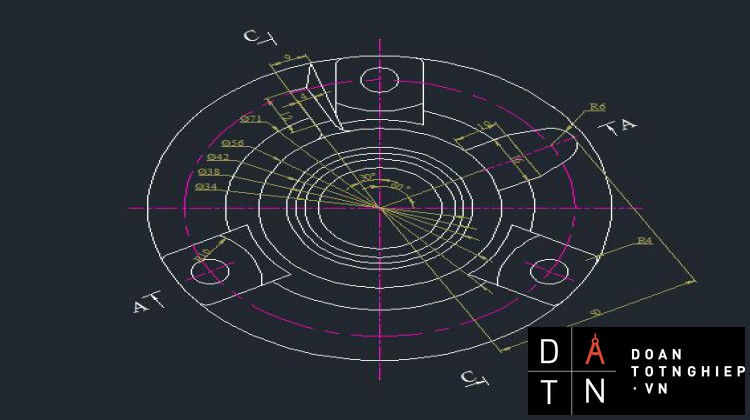
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
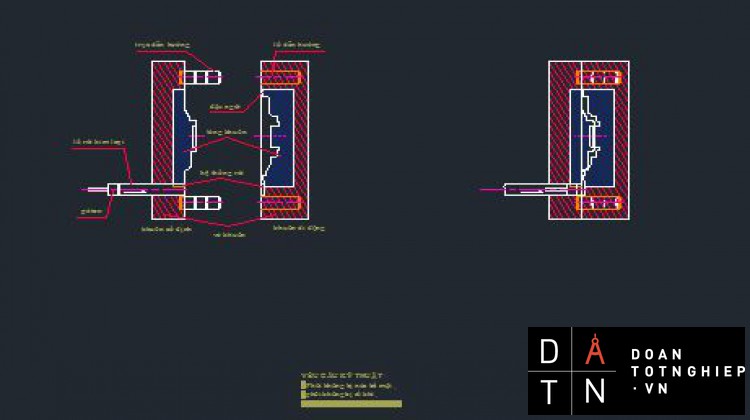
- Bản vẽ sơ đồ nguyên lý khổ giấy A0.
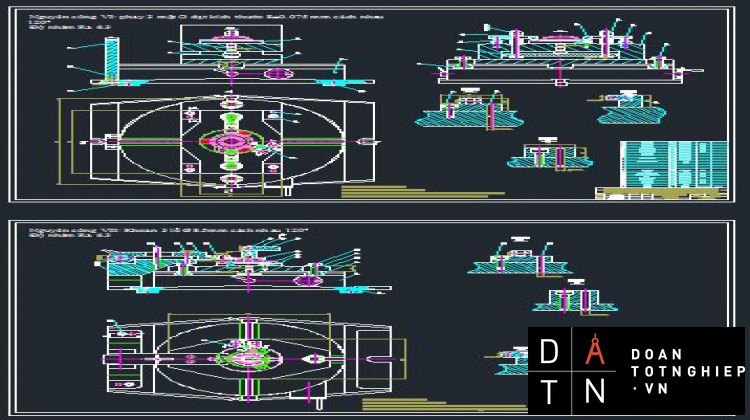
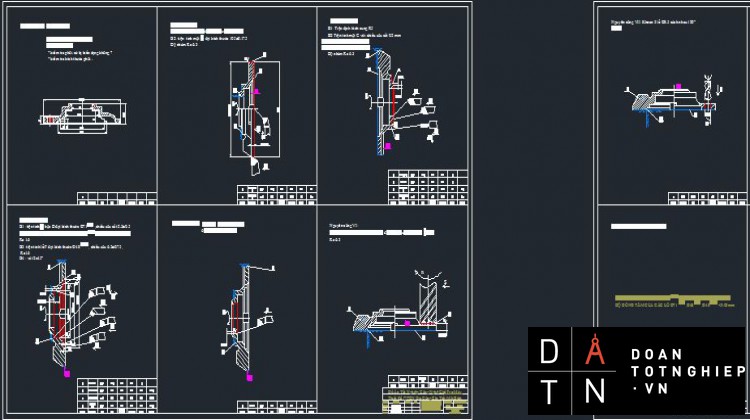
- 02 bản vẽ kết cấu nguyên công khổ giấy A0.
- 01 bản vẽ đồ gá khổ giấy A0 .
- PHẦN THUYẾT MINH:
- Phân tích chi tiết gia công
- Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
- Lập bảng quy trình công nghệ gia công cơ
- Biện luận qui trình công nghệ.
- Thiết kế đồ gá.
- Kết luận về quá trình công nghệ
Ngày giao đề ……………, ngày hoàn thành ……………
NỘI DUNG THUYẾT MINH
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.Công dụng của chi tiết :
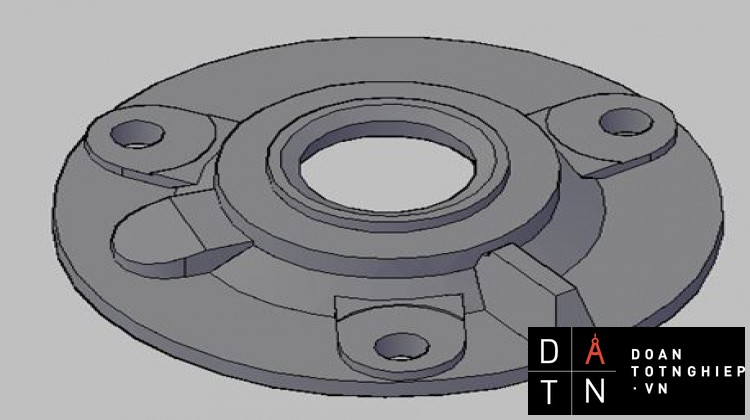
- Chi tiết gia công có dạng bạc,là mặt bích : nấp ốp bên hông hộp tốc độ .
2. Phân tích về vật liệu chi tiết gia công :
a. nghiêng cứu và vẽ bản vẽ chi tiết gia công:
+ Nghiên cứu bản vẽ.
+ Vẽ bản vẽ chi tiết gia công.
3. Phân tích vật liệu chi tiết:
- Chi tiết là hợp kim nhôm, ký hiệu B95, theo sách vật liệu cơ khí trang 30, bảng 4 ta có các thông số sau :
- Giới hạn bền = 550 MN/m2
- Độ cứng HB = 150 KG/mm2
- Giới hạn chảy = 460 MN/m2
- Độ dãn dài tương đối = 10%
- Độ thắt tương đối = 25%
- Công dụng , tính công nghệ của vật liệu chống ăn mòn tốt.
- Một số tính chất cơ lý của vật liệu là kim loại nhẹ, có tính dẫn điện, nhiệt cao, trên bề mặt có một lớp oxit bảo vệ chóng ăn mòn trong môi trường không khí, nhiệt độ nóng chảy là 660o C .
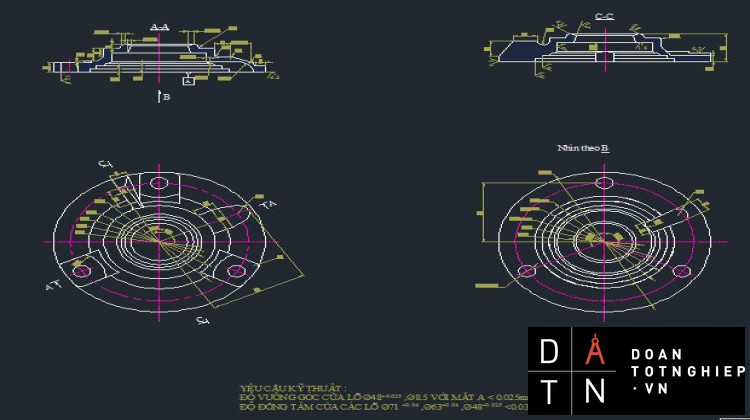
4. Phân tích các yêu cầu kỹ thuật của chi tiết:
- Để gia công cần đạt các YCKT sau:
+ Độ chính xác về kích thước.
+ Độ chính xác về vị trí tương quan.
+ Độ chính xác về hình dạng hình học.
a) Độ chính xác về kích thước:
Những kích thước có sai lệch không chỉ dẩn:
- Kích thước giữa 2 mặt gia công.
- Kích thước giữa 1 mặt đã gia công với 1 không gia công.
- Kích thước giữa 2 mặt không gia công.
- Kích thước giữa các bán kính, góc lượng, vát mép,…
Theo qui định trong tiêu chuẩn Việt Nam 2244-77 và 2245-77. Thì đối với những kích thước không chỉ dẩn ta chọn cấp chính xác từ 12 đến 17.
Đối với Kích thước đường kính lỗ: Æ
o Kích thước danh nghĩa : DN = 47 mm.
o Sai lệch giới hạn trên : ES = + 0,025 mm.
o Sai lệch giới hạn dưới : EI = 0 mm.
o Kích thước giới hạn trên : Dmax = 47,025 mm.
o Kích thước giới hạn dưới : Dmin =47 mm.
o Dung sai ES – EI = 0,025 – 0 = 0,025 mm.
o Tra bảng 1.4 trang 4 sách BTDSLG
o Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7 .
Đối với Kích thước đường kính lỗ: Æ
o Kích thước danh nghĩa : DN = 69 mm.
o Sai lệch giới hạn trên : ES = + 0,03 mm.
o Sai lệch giới hạn dưới : EI = 0 mm.
o Kích thước giới hạn trên : Dmax = 69,03 mm.
o Kích thước giới hạn dưới : Dmin = 69 mm.
o Dung sai ES – EI = 0,03 – 0 = 0,03 mm.
o Tra bảng 1.4 trang 4 sách BTDSLG
o Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 8 .
Đối với Kích thước đường kính lỗ: Æ
o Kích thước danh nghĩa : DN = 62 mm.
o Sai lệch giới hạn trên : ES = + 0,03 mm.
o Sai lệch giới hạn dưới : EI = 0 mm.
o Kích thước giới hạn trên : Dmax = 62,03 mm.
o Kích thước giới hạn dưới : Dmin = 62 mm.
o Dung sai ES – EI = 0,03 – 0 = 0,03 mm.
o Tra bảng 1.4 trang 4 sách BTDSLG
o Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 8.
Đối với kích thước 2.5mm
o Kích thước 2.5mm giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12.
o Tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.1
o Kích thước đầy đủ 2.5±0.05mm
Đối với kích thước 8mm :
o Kích thước 8 giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12.
o Tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.1 5
o Kích thước đầy đủ 8±0.075mm
Đối với kích thước 6.5mm :
o Kích thước 6.5 giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12.
o Tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.1 5
o Kích thước đầy đủ 6.5±0.075mm
Đối với kích thước 105mm :
o Kích thước 105 giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12.
o Tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.35
o Kích thước đầy đủ 105±0.175mm
Đối với kích thước 8.5mm :
o Kích thước 8. 5 giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12.
o Tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.1 5
o Kích thước đầy đủ 8.5±0.075 mm
Đối với kích thước 20 mm :
o Kích thước 20 giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12.
o Tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.21
o Kích thước đầy đủ 20±0.1 mm
Đối với kích thước 4.5 mm :
o Kích thước 4.5 giới hạn bởi 1 bề mặt gia công và 1 bề mặt không gia công nên có cấp chính xác 14.
o Tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.3
o Kích thước đầy đủ 4.5±0.15 mm
b) Phân tích về độ chính xác về vị trí tương quan dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau :
- Dung sai độvuông góc giữa các kích thước Æ , Æ8.5 với bề mặt A < 0.025mm.
- Dung sai Độ đồng tâm của các kích thước Æ ,Æ ,Æ < 0.03mm .
c) Phân tích về chất lượng bề mặt chi tiết gia công.
Theo bảng vẽ chi tiết thì các bề mặt của chi tiết mặt bích, có các độ nhám như sau:
- Ra 1.6 tiện tinh , độ nhám cấp 7 .
Ra 6.3 tiện bán tinh , độ nhám cấp 4.
Ra 6.3 phay thô , độ nhám cấp 4.
Ra 6.3 khoan , độ nhám cấp 4.
* Giải thích ký hiệu :
RZ : Chiều cao mấp mô của profin.
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT
- Sản lượng chi tiết cần chế tạo :
Số lượng chi tiết cần chế tạo trong 1 năm tính theo công thức:
( chiếc/ năm).
Trong đó :
- m = 1 : số lượng chi tiết như nhau trong 1 đơn vị sản phẩm.
- a = 10 - 20% : số % chi tiết dùng làm phụ tùng, chọn a = 10%.
- b= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo.
Ta chọn b=5%.
- N0 = 5000 là sản lượng trong 1 năm theo kế hoạch.
Ta được :
N= 5000 . 1 . (1 + 10/100).(1 + 5/100) = 5775 ( chiếc/ năm).
- Khối lượng chi tiết :
*. Tính thể tích V của chi tiết. (hình vẽ trên autocad 3d và các thông số sau)
Hình vẽ 3d
Các thông số
---------------- SOLIDS ----------------
Mass: 43636.1371
Volume: 43636.1371
Bounding box: X: 386.9746 -- 491.9746
Y: -0.0002 -- 19.5000
Z: -2332.8769 -- -2227.8769
Centroid: X: 438.3622
Y: 6.3267
Z: -2279.7290
Moments of inertia: X: 2.2682E+11
Y: 2.3523E+11
Z: 8417580237.3113
Products of inertia: XY: 120849870.9775
YZ: -629322491.3536
ZX: -4.3608E+10
Radii of gyration: X: 2279.8984
Y: 2321.7901
Z: 439.2082
Principal moments and X-Y-Z directions about centroid:
- Trông đó Volume là thể tích của chi tiết :
Khối lượng chi tiết : Q = V . (kg)
Trong đó :
- Q : là khối lượng của chi tiết.
- V : Thể tích chi tiết.
- : Trọng lượng riêng của vật liệu chế tạo chi tiết.
( Trọng lượng riêng của hợp kim nhôm là 2,7 . 103 g/cm3 ).
Þ Vậy Q = 2,7 . 103 . 43636,1371 . 10-9 = 0,118 kg.
- Xác định dạng sản xuất đặt trưng.
- Dựa theo sản lượng chi tiết đã cho và khối lượng chi tiết, tra bảng [ 2.1] sách giáo trình công nghệ chết tạo máy 1 ta xác định gần đúng dạng sản xuất la hàng loạt vừa, khối lượng chi tiết là 0,118 kg, ta được sản lượng hàng năm của chi tiết la 500 - 5.000.
- Đặc trưng dạng sản xuất này là có tính ổn định và lập lại, sử dụng máy vạn năng, trang bị công nghệ chuyên dùng. Quá trình công nghệ tính toán chính xác và được ghi thành tài liệu công nghệ có nội dung cụ thể và khá tỷ mỉ.
Chương III: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chọn Phôi
Việc chọn phôi được xác định dựa vào vật liệu, hình dáng, kích thước và dạng sản xuất của chi tiết.
Chi tiết được yêu cầu chế tạo bằng hợp kim nhôm (B95), là vật liệu cứng , có tính chảy loãng tốt, ít co ngót nên không thích hợp cho việc chế tạo khác như rèn, đập. Do đó ta chọn dạng phôi là phôi đúc.
v Đặc điểm của phôi đúc:
Phôi đúc có cơ tính không cao bằng phôi rèn đập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng . Đồng thời rất phù hợp với những chi tiết có vật liệu là hợp kim nhôm vì có những đặc điểm như sau:
+Lượng dư phân bố điều.
+Tiết kiệm được vật liệu.
+Giá thành rẻ, được dùng phổ biến.
+Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm.
+Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong ( chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
- Các phương pháp chế tạo phôi.
Tra bảng 3-2 (STCNCTM tập 1, trang 173) với khối lượng chi tiết 0,118 kg ta xác định được dạng sản xuất là hàng loạt vừa.
Phương án chế tạo phôi cũng tùy thuộc vào dạng sản xuất. Ở đây dạng sản xuất là hàng loạt vừa chế tạo phôi bằng phương pháp đúc.
Ta có các phương pháp đúc sau đây:
a) Đúc trong khuôn kim loại , cấp chính xác kích thước IT14, có độ nhám bề mặt .
b) Đúc áp lực, khuôn kim loại cấp chính xác IT6-7, độ bóng Rz = 10 m.
- Vật liệu chế tạo chi tiết là hợp kim nhôm, thuộc nhóm phức tạp .
- Xác định vị trí khi đúc của mặt gia công ( dựa vào sơ đồ đúc ) ta có:
o Mặt đưới kích thước 26.5
o Mặt bên kích thước 105,5.
- Xác định kích thước choáng chổ lớn nhất của chi tiết gia công 105
- Xác định lượng dư có tra bảng:
o Lượng dư phôi đúc bằng hợp kim nhôm .
o Đường kình lỗ đúc rỗng Æ ≥ 30mm.
o Đường kình lỗ đúc đặc Æ ≤ 30mm.
Tính khối lượng phôi.
*. Tính thể tích V của chi tiết.
Ta có Volume là thể tích của chi tiết = 20769,23077
Khối lượng chi tiết : Q = V . (kg)
Trong đó :
- Q : là khối lượng của phôi.
- V : Thể tích chi phôi.
- : Trọng lượng riêng của vật liệu chế tạo phôi.
( Trọng lượng riêng của gang xám 2,7.103 kg/m3 ).
Þ Vậy Q = 2,7 . 103 . 20769,23077. 10-9 = 0.130 kg
................................................








