ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUI TRÌNH CÔNG NGHỆ CHI TIẾT HỘP ĐỠ RÃNH TRƯỢT CAO THẮNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUI TRÌNH CÔNG NGHỆ CHI TIẾT HỘP ĐỠ RÃNH TRƯỢT CAO THẮNG
MỤC LỤC
LỜI NÓI ĐẦU.. 3
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 4
NHẬN XÉT CỦA HỘI ĐỒNG.. 5
LỜI CẢM ƠN.. 6
CHƯƠNG I7
PHÂN TÍCH CHI TIẾT GIA CÔNG.. 7
- Phân tích chức năng và điều kiện làm việc của chi tiết.7
- Phân tích độ chính xác chi tiết gia công.8
- Tính khối lượng chi tiết.14
CHƯƠNG II17
CHỌN PHÔI VÀ PHƯƠNG PHÁP. 17
CHẾ TẠO PHÔI17
2.1 Chọn phôi.17
2.2 Chọn phương pháp chế tạo phôi.18
2.3`Xác định lượng dư gia công.22
CHƯƠNG III23
LẬP TIẾN TRÌNH CÔNG NGHỆ VÀ QUY TRÌNH CÔNG NGHỆ.. 23
CHƯƠNG V.. 26
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ.. 26
GIA CÔNG CƠ.. 26
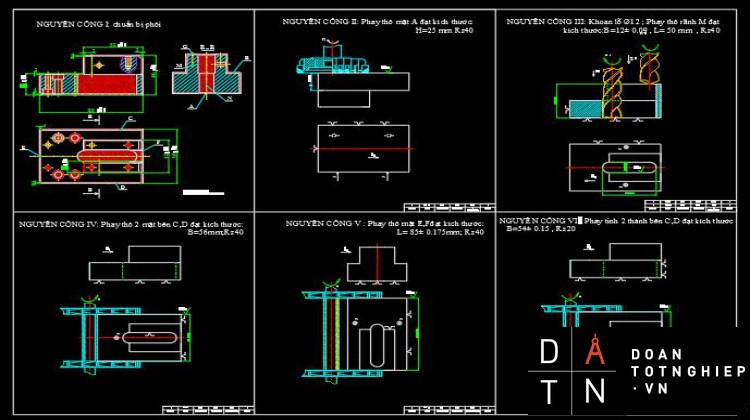
5.1 Nguyên công I: Chuẩn bị phôi26
5.2 Nguyên công II: Phay thô mặt A= 22.4 ± 0.26mm Rz=40. 28
5.3 Nguyên công III: Khoan lỗ Ø 12 và Phay rãnh M , B = 12±0.09 , L= 50mm, Rz= 40mm 31
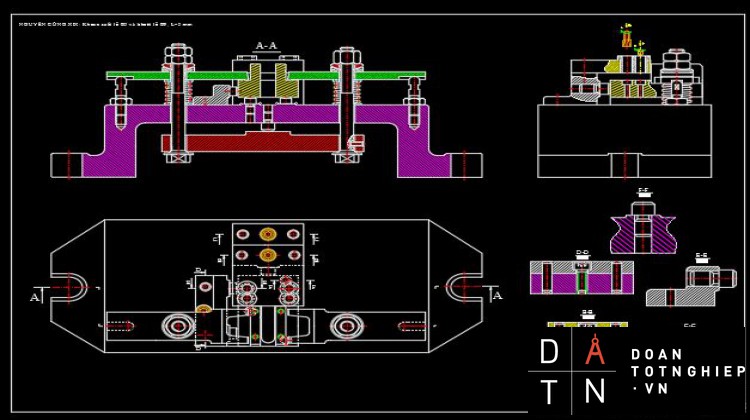
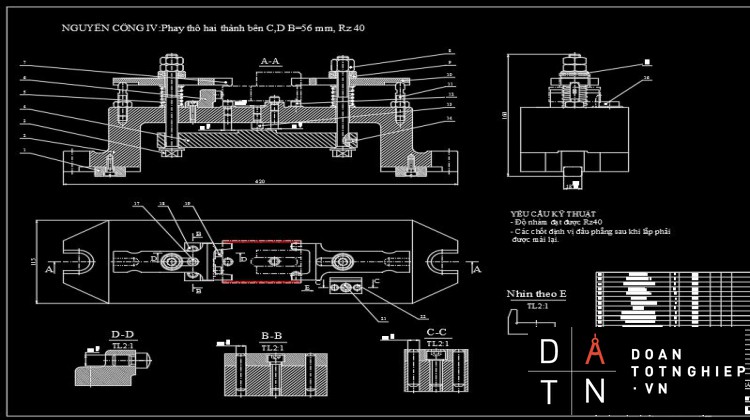
5.4 Nguyên công IV:Phay thô 2 mặt C,D đạt kích thước 54.8±0.15 Rz=40. 35
5.5 Nguyên công V: Phay thô 2 mặt E,F đạt 83,8±0.15 mm Rz=40. 37
5.6 Nguyên công VI:Phay tinh 2 mặt C,D đạt kích thước 54±0.15 Rz=20. 40
5.6 Nguyên công VII: Phay tinh 2 mặt E,F đạt 83±0.15 mm Rz=20. 42
5.6 Nguyên công VIII: Phay thô mặt B đạt 20,8±0.105 mm Rz=40. 45
5.7 Nguyên công IX: Phay thô mặt B đạt 20,8±0.105 mm Rz=40. 48
5.8 Nguyên công X: Phay thô rãnh M đạt 12.7 mm Rz=40. 51
5.8. Nguyên công XI: Phay tinh mặt A= 21 ± 0.26mm Rz=20. 53
5.12 Nguyên công XII: Phay tinh mặt B đạt 20±0.105 mm Rz=20. 56
5.13 Nguyên công XIII: Phay tinh rãnh hai thành bên đạt kích thước B=32mm H= 20±0.105 mm Rz=20 59
5.14 Nguyên công XIV:Phay tinh rãnh M 14mm ,mặt B đạt 20±0.105 mm Rz=20 62
5.15 Nguyên công XV: Phay thô mặt G= 39.4 ± 0.125mm Rz=40. 65
5.16. Nguyên công XVI: Phay tinh mặt G= 39 ± 0.125mm Rz=20. 67
5.17 Nguyên công XVII: Vát mép 5 x 45. 70
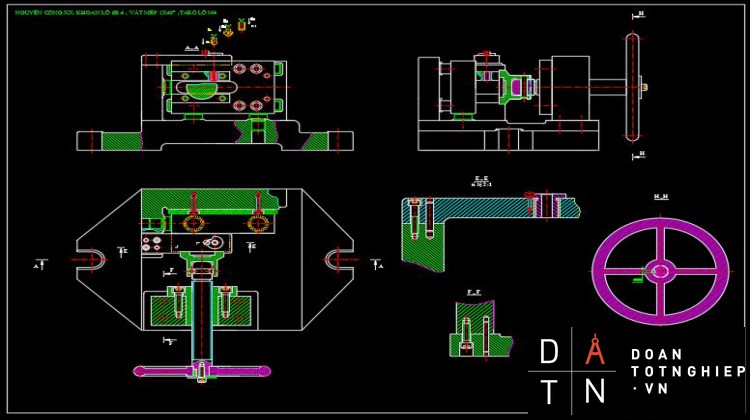
5.18 Nguyên công XVIII: Khoan lỗ D=3.4mm,vát mép 0,5x45, taro M4. 73
5.19 Nguyên công XIX: Khoan 4 lỗ Ø5 và khoét 4 lỗ Ø9. 74
5.20 Nguyên công XX: Khoan 2 lỗ Ø4 và khoét 2 lỗ Ø8. 76
5.19 Nguyên công XXI: Khoan lỗ Ø3,4 và taro lỗ M4. 78
5.20 Nguyên công XXII: Tổng kiểm tra. 80
CHƯƠNG VI82
TÍNH VÀ THIẾT KẾ ĐỒ GÁ.. 82
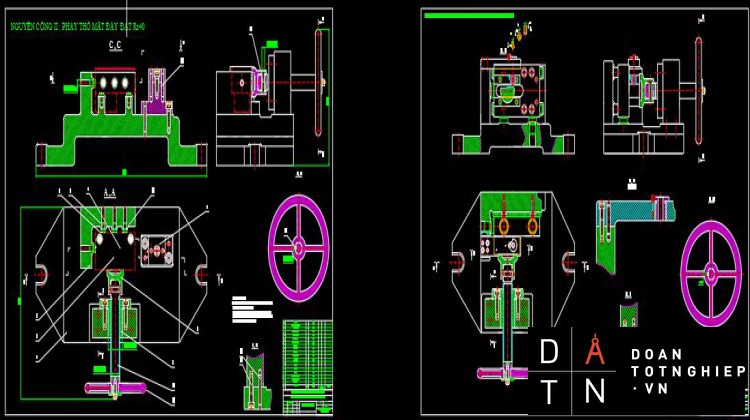
- NGUYÊN CÔNG VII: ĐỒ GÁ PHAY THÔ MẶT H.. 97
CHƯƠNG VII108
KẾT LUẬN VỀ QUÁ TRÌNH CÔNG NGHỆ.. 108
TÀI LIỆU THAM KHẢO, TRA CỨU.. 109
LỜI NÓI ĐẦU
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các ngành, các lĩnh vực. Đặc biệt là ngành cơ khí chế tạo. Ngành cơ khí chế tạo là 1 trong những ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hoá hiện đại hoá đất nước. Và muốn thực hiện được vấn đề này thì phải trang bị các thiết bị công nghệ hiện đại và nguồn nhân lực có trình độ về chuyên môn kỹ thuật cao mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ phù hợp phục vụ cho nhu cầu sản xuất. Vì vậy phương pháp gia công cổ điển trong gia công cắt gọt cơ khí không thể thiếu được mà vẫn tồn tại.
Việc thiết kế công nghệ nhằm tạo ra các chi tiết máy mới hoặc thay thế những công nghệ lạc hậu không đáp ứng đủ yêu cầu kỹ thuật của sản phẩm, năng suất thấp… Ngoài ra, việc thiết kế quy trình công nghệ phù hợp giúp giảm được thời gian sản xuất, đồng thời đáp ứng được nhu cầu tiêu dùng sản phẩm trong một thời gian có giới hạn.
Sau đây là đề tài thiết kế quy trình công nghệ gia công “Hộp đỡ”. Quy trình công nghệ này trình bày những vấn đề cơ bản từ quá trình chế tạo phôi, lập trình quy trình công nghệ, thiết kế đồ gá đến quá trình kiểm tra sản phẩm mà nhóm thực hiện được tiếp thu kiến thức tại trường trong thời gian học tập.
Do thời gian và sự hiểu biết về kiến thức chuyên ngành của nhóm thực hiện còn nhiều hạn chế nên trong quá trình thực hiện đề tài không tránh khỏi những sai sót. Nhóm thực hiện kính mong quý thầy, cô trong hội đồng nhà trường, trong bộ môn chế tạo cơ khí, thầy hướng dẫn chỉ dẫn thêm cho đề tài của nhóm thực hiện được tốt hơn. Nhóm thực hiện xin chân thành cảm ơn tất cả các thầy, cô.
CHƯƠNG I
PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Phân tích chức năng và điều kiện làm việc của chi tiết.
- Công dụng chi tiết:
Chi tiết “Hộp Đỡ” có công dụng rất quan trọng trong bộ piston, nó đóng vai trò dùng để giữ vững cử chặn trong quá trình tiếp xúc để lập lại hành trình.
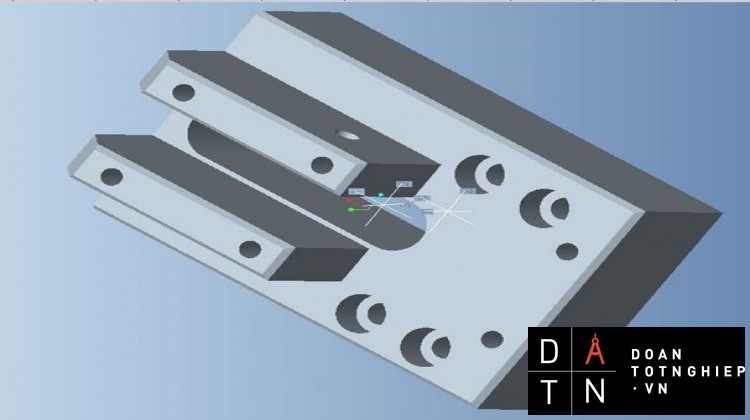
- Dạng chi tiết:
- Chi tiết hộp đỡ có kết cấu dạng hộp, tương đối đơn giản, dễ chế tạo, không cần sử dụng các máy móc phức tạp.
- Các bề mặt gia công gồm: 6 mặt đối xứng nhau của hộp, 6 lỗ cố định , 4 lỗ bắt chặt và các rãnh còn lại bắt với cử hành trình.
- Điều kiện làm việc :
Chi tiết “hộp đỡ” làm việc trong môi trường cố định, chịu nhiệt độ cao và ít bị mài mòn.
- Giải thích kí hiệu C45 :
Dựa vào phân loại thép theotiêu chuẩn của Nga thi thép:
C45 là loại thép kết cấu có chất lượng bình thường ,với hàm lượng cacbon vào khoảng 0.142 - 0,5 %.
Độ bền : 598 Mpa
Độ chảy: 353 Mpa
Độ cứng HBS: 197 – 229
Thành phần hóa học cơ bản của thép C45 là thép và các nguyên tố vi lượng với những tỉ lệ như sau:
|
Silic(Si) |
Nitric (Ni) |
Mangan (Mn) |
Photpho (P) |
Lưu huỳnh (S) |
Crôm (Cr) |
Đồng (Cu) |
|
0.17÷0.37% |
≤0.25% |
≤0.5÷ 0.8% |
≤ 0.035% |
≤0.04% |
≤0.25% |
≤0.25% |
2. Phân tích độ chính xác chi tiết gia công.
Phôi được chế tạo từ thép C45 bằng phương pháp đúc. Do vậy kết cấu và hình dáng mặt trong và mặt ngoài không gây khó khăn lớn cho quá trình chế tạo phôi.
Với mặt trong là bề mặt lỗ nên quá trình đúc diễn ra khá thuận lợi. Các bề mặt và kết cấu còn lại có tính công nghệ phù hợp cho phép sử dụng chế độ cắt cao, kết cấu dao đơn giản. Các lỗ có ren và không có ren đều cho phép gia công bằng phương pháp gia công nhiều dao đồng thời.
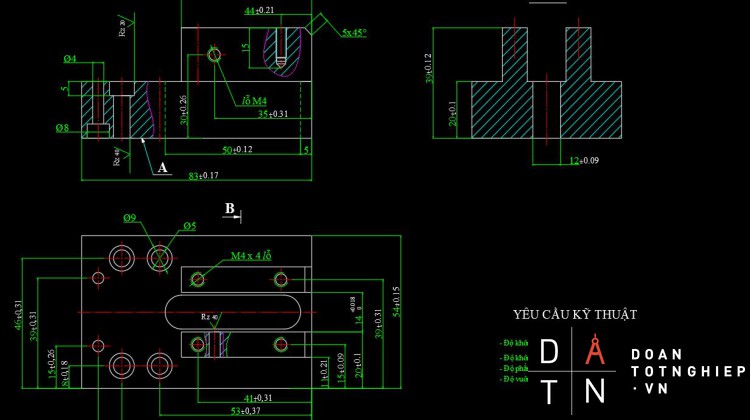
Trong quá trình gia công cần phải chú ý các yêu cầu kỹ thuật sau:
- Dung sai độ vuông góc giữa hai lỗ tâm với mặt A ≤ 0,025 (mm).
- Dung sai độ vuông góc giữa mặt E với mặt D ≤ 0,025 (mm).
- Dung sai độ song song giữa hai lỗ tâm Ø9 ≤ 0,012 (mm).
- Dung sai độ phẳng của mặt của mặt A ≤ 0,1 (mm).
Kết cấu của chi tiết gia công ảnh hưởng trực tiếp đến năng suất và chất lượng gia công, có ảnh hưởng đến độ bền và ổn định khi làm việc. Tính công nghệ của kết cấu phụ thuộc vào nhiều yếu tố: dạng sản suất, điều kiện, trang thiết bị của nhà máy sản xuất, tính chất của loại sản phẩm…
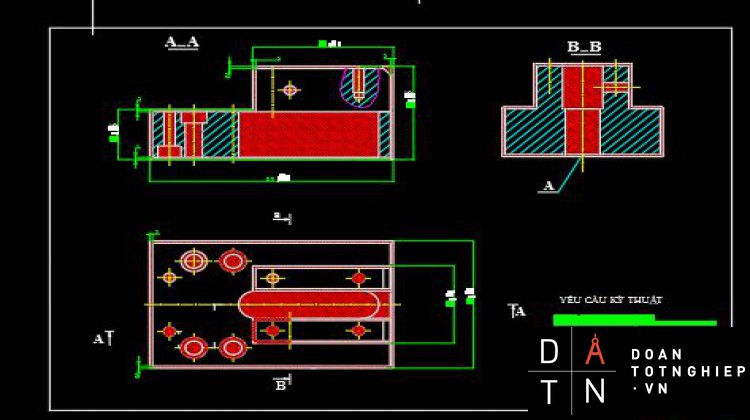
Với chi tiết gia công là Hộp đỡ:
Hình 1
- Chi tiết có khối lượng nhỏ 0.65 (kg)
- Vật liệu chế tạo là C45
- Chi tiết có kích thước, dung sai, độ nhám bề mặt hợp lý.
- Kết cấu đảm bảo độ cứng vững khi gia công.
- Kết cấu đảm bảo tiết kiệm nguyên vật liệu.
- Kết cấu phân định rõ ràng giữa bề mặt có gia công và bề mặt không gia công.
- Kết cấu đã phân định rõ ranh giới giữa các mặt có gia công với nhau.
- Hình dáng hình học đơn giản thuận lợi cho việc chế tạo phôi.
Từ bản vẽ chi tiết chế tạo “hộp đõ” ta thấy chi tiết có kết cấu hợp lý nên ta không sửa đổi gì về kết cấu của chi tiết.
- Độ chính xác về kích thước:
Kích thước 83 0,175
Kích thước 83 là kích thước không chỉ dẫn giữa hai bề mặt gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 83 có dung sai IT=0,35. Là kích thước khoảng cách nên có thể viết 83 0,175
- Kích thước 54 0,15
Kích thước 83 là kích thước không chỉ dẫn giữa hai bề mặt gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 54 có dung sai IT=0,3. Là kích thước khoảng cách nên có thể viết 54 0,15
- Kích thước 390,125
Kích thước 83 là kích thước không chỉ dẫn giữa hai bề mặt gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 39 có dung sai IT=0,25. Là kích thước khoảng cách nên có thể viết 39 0,125
- Kích thước 47 0,125
Kích thước 47 là kích thước không chỉ dẫn giữa hai bề mặt gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 47 có dung sai IT=0,25 . Là kích thước khoảng cách nên có thể viết 47 0,125
- Kích thước 50 0,8
Kích thước 50 là kích thước không chỉ dẫn giữa hai bề mặt không gia công, lấy CCX 16 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 50 có dung sai IT=1,6 . Là kích thước khoảng cách nên có thể viết 50 0,8
- Kích thước 20 0,105
Kích thước 20 là kích thước không chỉ dẫn giữa hai bề mặt gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 20 có dung sai IT=0,21. Là kích thước khoảng cách nên có thể viết 20 0,105
- Kích thước 35 0,31
Kích thước 35 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công, lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 35 có dung sai IT=0,62. Là kích thước khoảng cách nên có thể viết 35 0,31
Kích thước 11 0,215
Kích thước 11 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 11 có dung sai IT=0,43. Là kích thước khoảng cách nên có thể viết 11
0,215
- Kích thước 30 0,26
Kích thước 30 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công, lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 30 có dung sai IT = 0,52. Là kích thước khoảng cách nên có thể viết 30 0,26
- Kích thước 46 0,26
Kích thước 46 là kích thước không chỉ dẫn giữa hai bề mặt không gia công, lấy CCX 16 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 46 có dung sai IT=0,42. Là kích thước khoảng cách nên có thể viết 46 0,26
- Kích thước 390,31
Kích thước 39 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công, lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 39 có dung sai IT=0,62. Là kích thước khoảng cách nên có thể viết 39 0,31
- Kích thước 150,26
Kích thước 15 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công, lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 15 có dung sai IT=0,52. Là kích thước khoảng cách nên có thể viết 15 0,26
- Kích thước 80,15
Kích thước 8 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công , lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 8 có dung sai IT=0,3. Là kích thước khoảng cách nên có thể viết 8 0,15
- Kích thước 7737
Kích thước 77 là kích thước không chỉ dẫn dẫn giữa một bề mặt gia công và một bề mặt không gia công , lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 77 có dung sai IT=0,74. Là kích thước khoảng cách nên có thể viết 77 37
- Kích thước 6537
Kích thước 65 là kích thước không chỉ dẫn dẫn giữa một bề mặt gia công và một bề mặt không gia công , lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 65 có dung sai IT=0,74. Là kích thước khoảng cách nên có thể viết 6537
- Kích thước 5337
Kích thước 53 là kích thước không chỉ dẫn dẫn giữa một bề mặt gia công và một bề mặt không gia công , lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 53 có dung sai IT=0,74. Là kích thước khoảng cách nên có thể viết 53 3
- Kích thước 410,31
Kích thước 41 là kích thước không chỉ dẫn dẫn giữa một bề mặt gia công và một bề mặt không gia công , lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 41 có dung sai IT=0,62. Là kích thước khoảng cách nên có thể viết 41 0,31
- Kích thước 110,21
Kích thước 11 là kích thước không chỉ dẫn giữa hai bề mặt gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 11 có dung sai IT=0,42. Là kích thước khoảng cách nên có thể viết 11 0,21
- Kích thước 150,09
Kích thước 15 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công, lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 15 có dung sai IT=0,18. Là kích thước khoảng cách nên có thể viết 15 0,09
- Kích thước 200,1
Kích thước 20 là kích thước không chỉ dẫn giữa hai bề mặt gia công, lấy CCX 12 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 20 có dung sai IT=0,2. Là kích thước khoảng cách nên có thể viết 20 0,1
- Kích thước 39 0,31
Kích thước 39 là kích thước không chỉ dẫn giữa một bề mặt gia công và một bề mặt không gia công, lấy CCX 14 Tra bảng 1.4 trang 4 sách BTDSLG : kích thước 39 có dung sai IT=0,62. Là kích thước khoảng cách nên có thể viết 39 0,31
- Kích thước rãnh : 14+0,018
Sai lệch trên ES = +0,018
Sai lệch dưới EI = 0
Dung sai IT = ES – EI = 0,018 – 0 = 0,018
[ 7,tr 11 ] tra bảng 1.4 sách BTDSLG: kích thước rãnh 14 có CCX 7 [ 7,tr 18 ] tra bảng 1.14 sách BTDSLG: kích thước rãnh 14 có sai lệch cơ bản H
⇒ 14H7
- Kích thước : Ø5
Kích thước Ø5 +0,018
Sai lệch trên ES = 0,018
Sai lệch dưới EI = 0
Dung sai IT = ES – EI = 0,018 - 0 = 0,018
[ 7,tr 11 ] tra bảng 1.4 sách BTDSLG: kích thước Ø5 có CCX 8
[ 7,tr 18 ] tra bảng 1.14 sách BTDSLG: kích thước Ø5 có sai lệch cơ bản H
⇒Ø5H8
3. Tính khối lượng chi tiết.
a) Khối lượng phôi ban đầu
Hình 1
b) Khối lượng chi tiết sau khi gia công
Hình 2
CHƯƠNG II CHỌN PHÔI VÀ PHƯƠNG PHÁP
CHẾ TẠO PHÔI
2.1 Chọn phôi.
Chọn vật liệu chế tạo phôi các chi tiết dạng hộp xuất phát từ công dụng, điều kiện làm việc và số lượng chi tiết. Khi chọn cần lưu ý ảnh hưởng của tính chất vật liệu đến các chi tiết như: độ bền, độ cứng vững, độ chống rung, độ chống mài mòn của các bề mặt,… Ngoài ra, còn phải xét tới các yếu tố công nghệ quyết định phương pháp tạo phôi, tính gia công của vật liệu và các chi phí liên quan.
Vật liệu để chế tạo các chi tiết dạng hộp thường dùng là thép. Ngoài ra còn có thể dùng gang dẻo, Gang xám, thép không rỉ hoặc hợp kim nhôm.
Thép là vật liệu cơ bản để chế tạo các chi tiết dạng hộp. Sỡ dĩ chọn như vậy là do
Những chi tiết cần có độ bền cao: như cầu sau xe ô tô tải, máy sới đất, máy làm đường giao thông…, thì người ta thường dùng thép đúc như: C45
Những chi tiết hộp có tiếp xúc với môi trường ăn mòn cao như axit, nước biển thì được chế tạo từ thép không rỉ như: 12X18H1T, 20XH2313.
Đối với những chi tiết hộp yêu cầu nhẹ thì được chế tạo từ hợp kim nhôm như: AL4, AL8, AL10B, AL13.
Với các yếu tố vừa phân tích như trên ta thấy thép C45 là thích hợp để chế tạo “hộp đỡ”.
2.2 Chọn phương pháp chế tạo phôi.
Hầu hết các chi tiết dạng hộp 95% đều được chế tạo bằng phương pháp đúc và chủ yếu là thép. Để thực hiện quá trình đúc chi tiết hộ đỡ ta có thể dùng các phương pháp sau: Đúc trong khuôn cát, đúc trong khuôn kim loại, đúc áp lực, đúc trong khuôn vỏ mỏng.
2.2.1Đúc trong khuôn cát:
Với phương pháp này kim loại nóng chảy sẽ được rót vào khuôn làm bằng cát, dưới tác dụng của áp suất và nhiệt độ nó được làm nguội lại và trở thành vật đúc gọi là phôi.
+Ưu điểm:
vĐúc được chi tiết có kết cấu bên trong phức tạp do có thể đặt được lõi ở bên trong.
vĐúc được những chi tiết có kích thước và khối lượng bất kì.
vRẻ tiền, phù hợp với dạng sản xuất vừa và nhỏ.
+Nhược điểm:
vVật đúc bị biến trắng.
vĐộ chính xác không cao.
+ Có 2 dạng đúc trong khuôn cát:
- Đúc trong khuôn cát, mẫu bằng gỗ, làm khuôn bằng tay. Phương pháp này có độ chính xác thấp, lượng dư cắt gọt lớn, năng suất thấp, đòi hỏi trình độ công nhân phải cao, thích hợp sản xuất đơn chiếc và hành loạt nhỏ.
- Đúc trong khuôn cát, mẫu bằng kim loại, làm khuôn bằng máy. Phương pháp này cho độ chính xác của phôi cao hơn, lượng dư cắt gọt nhỏ, thích hợp cho sản xuất hàng loạt.
2.2.2 Đúc trong khuôn kim loại:
Là phương pháp chế tạo phôi bằng cách kim loại nóng chảy được đổ vào khuôn dưới tác dụng của trọng lực sẽ điền đầy vào các phần trong khuôn, khi kim loại đông đặc có hình dạng của khuôn, khuôn được mở và lấy sản phẩm ra.
+Ưu điểm:
vKhuôn có thể dùng lại nhiều lần.
vĐộ bóng và độ chính xác cao.
vTiết kiệm được vật liệu làm khuôn và thời gian làm khuôn.
vCơ tính của vật đúc tốt.
+Nhược điểm:
vKhông đúc được những chi tiết có kết cấu phức tạp bên trong.
vGiá thành đắt nên chỉ sử dụng trong sản xuất hàng loạt trở lên.
- Đúc áp lực:
Áp dụng cho những chi tiết cỡ nhỏ, hình dáng phúc tạp và có thành mỏng, chất lượng phôi sau khi đúc rất tốt.
Kết luận:
Với sản lượng sản xuất hàng năm từ 500÷5000 chiếc/năm, thuộc dạng sản xuất hàng loạt vừa, kết cấu chi tiết tương đối đơn giản và đảm bảo hiệu quả kinh tế nên ta chọn phương pháp đúc mẫu kim loại là phù hợp. Như vậy, để chế tạo chi tiết “Hộp đỡ” ta chọn phương pháp đúc mẫu kim loại, khuôn được làm bằng máy. Chi tiết sau khi đúc sẽ đạt được cấp chính xác II.
Chọn chuẩn công nghệ:
Chuẩn công nghệ là bề mặt chi tiết dùng để định vị chi tiết trong quá trình gia công,lắp ráp,sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dễ dàng,nhanh chóng và chính xác đảm bảo yêu cầu kỹ thuật và chỉ tiêu kinh tế.
Xác định chuẩn thô:là chuẩn xác định các bề mặt chưa qua gia công cắt gọt.Việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau.
Chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô:
1. Nếu chi tiết gia công có một bề mặt sẽ không gia công thì nên lấy bề mặt đó làm chuẩn thô, như vậy sẽ làm cho sự thay đổi vị trí tương quan giữa bề mặt gia công và bề mặt không gia công là nhỏ nhất.
2. Nếu có một số bề mặt không gia công thì nên chọn bề mặt không gia công nào có yêu cầu chính xác về vị trí tương quan cao nhất đối với các bề mặt gia công làm chuẩn thô.
3. Nếu tất cả bề mặt của chi tiết đều phải gia công thì chọn một mặt nào đó có lượng dư yêu cầu đều, nhỏ nhất làm chuẩn thô.
- Bề mặt chọn làm chuẩn thô nên tương đối bằng phẳng, không có mép rèn dập (bavia), đậu rót, đậu ngót hoặc quá ghồ ghề.
- Chuẩn thô chỉ nên dùng một lần trong quá trình công nghệ gia công.
=> Vậy: Chọn chuẩn thô ở đây là mặt B.
Xác định chuẩn tinh: là chuẩn xác định trên những bề mặt đã qua gia công cắt gọt chọn chuẩn tinh.
Chọn chuẩn tinh phải tuân thủ 5 nguyên tắc chọn chuẩn tinh:
1. Cố gắng chọn chuẩn tinh là chuẩn tinh chính, như vậy sẽ làm cho chi tiết gia công có vị trí tương tự lúc làm việc. Vấn đề này rất quan trọng khi gia công.
2. Cố gắng chọn chuẩn tinh trùng gốc kích thước để sai số chuẩn bằng 0.
3. Chọn chuẩn tinh sao cho khi gia công không vì lực cắt, lực kẹp mà chi tiết bị biến dạng quá nhiều. Lực kẹp phải gần bề mặt gia công, đồng thời mặt định vị cần có đủ diện tích.
4. Chọn chuẩn tinh sao cho kết cấu đồ gá đơn giản và sử dụng tiện lợi.
5. Cố gắng chọn chuẩn tinh thống nhất. Chọn chuẩn thống nhất nghĩa là trong nhiều lần gá đặt cũng chỉ dùng một chuẩn để thực hiện các nguyên công của qui trình công nghệ, vì khi thay đổi chuẩn sẽ có sai số tích lũy ở những lần gá sau.
=> Vậy chuẩn tinh thống nhất ở đây là mặt A.
2.3`Xác định lượng dư gia công.
Hình 3
Dựa vào bảng 28.1 trang 44 tập Sổ tay thiết kế công nghệ chế tạo máy Tập I,
ta có:
- Kích thước lớn nhất của chi tiết nằm trong khoảng: 60 – 90 (mm).
- Vị trí bề mặt khi rót khuôn: trên, dưới, bên.
- Kích thước danh nghĩa của chi tiết: 40mm (54-83mm).
- Trên: 3 (mm)
- Dưới: 4 (mm)
- Bên: 3 (mm)
CHƯƠNG III
LẬP TIẾN TRÌNH CÔNG NGHỆ VÀ QUY TRÌNH CÔNG NGHỆ
Nguyên công I: Chuẩn bị phôi. ( Phôi đúc khuôn kim loại )
Nguyên công II: Định vị mặt B 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính , gia công phay thô mặt A . L=85.8 (mm) , B=20.8 (mm).
Nguyên công III: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô mặt B
đạt kích thước : B = 20.8(mm), L = 56.8(mm), M = 48.8(mm)
Nguyên công IV: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô rãnh M và 2 thành bên đạt kích thước: B=20.8(mm) , L=49.8(mm) , C = 9.4(mm)
Nguyên công V: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô mặt E
đạt kích thước : B = 55.8(mm), L = 85.8(mm), M = 20.8(mm)
Nguyên công VI: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô mặt D
đạt kích thước : B = 54.8(mm), L = 85.8(mm), H = 20.8(mm)
Nguyên công VII: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô mặt F
đạt kích thước : B = 54.8(mm), L = 84.8(mm), H = 20.8(mm)
Nguyên công VIII: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô mặt E
đạt kích thước : B = 32.8(mm), L = 48.8(mm), M = 39.8(mm)
Nguyên công IX: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt N 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô mặt C
đạt kích thước : B = 39.8(mm), L =83 .8(mm), M = 54.8(mm)
Nguyên công X: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô rãnh C đạt kích thước
đạt kích thước : B = 12(mm), L =50 (mm), H = 20.8(mm)
Nguyên công XI: Định vị mặt B 3 bậc, mặt E 2 bậc, mặt G1 bậc, lực kẹp hướng vào mặt định vị chính, Phay tinh mặt A
đạt kích thước : B = 20.4(mm), L =83.8 (mm)
Nguyên công XII: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay tinh mặt B
đạt kích thước : B = 20± 0.105 (mm), L =58.8 (mm), M = 48.4(mm)
Nguyên công XIII: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay thô mặt E
Đạt kích thước : B = 55.4(mm), L =85.8(mm), H = 20± 0.105 (mm)
Nguyên công XV: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính ,Phay tinh mặt E
đạt kích thước : B = 55.4(mm), L =85.8 (mm), H = 20± 0.105 (mm)
Nguyên công XVI: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay tinh mặt D
đạt kích thước : B = 54± 0.15 (mm), L =85.8 (mm), H = 20± 0.105 (mm)
Nguyên công XVII: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay tinh mặt F
đạt kích thước : B = 54± 0.15 (mm), L =84.4 (mm), H = 20± 0.105 (mm)
Nguyên công XVIII: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay tinh mặt E
đạt kích thước : B = 32 (mm), L =39± 0.125 (mm), H = 47 (mm)
Nguyên công XIX: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt N 1 bậc, lực kẹp hướng vào mặt định vị chính, Phay tinh mặt C
đạt kích thước:B = 39± 0.125(mm), H = 83± 0.175(mm),M=54±0.15(mm)
Nguyên công XX: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Khoan 4 lỗ ∅3 taro 4 lỗ M4
Nguyên công XXI: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Khoan 4 lỗ ∅5 Khoét 4 lỗ ∅9
Nguyên công XXII: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Khoan lỗ ∅3 Taro lỗ M4
Nguyên công XXIII: Định vị mặt A 3 bậc, mặt E 2 bậc, mặt G 1 bậc, lực kẹp hướng vào mặt định vị chính, Khoan 2 lỗ ∅4 Khoét 2 lỗ ∅8
Nguyên công XXIV: Định vị mặt A 3 bậc, mặt D 2 bậc, mặt F 1 bậc, lực kẹp hướng vào mặt định vị chính, Tổng kiểm tra
CHƯƠNG V
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
GIA CÔNG CƠ
5.1 Nguyên công I: Chuẩn bị phôi
Hình 4
- Làm sạch phôi:
- Mài các phần thừa của phôi do quá trình đúc để lại như đậu ngót, đậu rót, đậu hơi, phần dư của mặt phân khuôn để lại trên phôi. Ta dùng máy mài cầm tay để mài bỏ đi các phần thừa.
- Làm sạch cát dính, bám trên bề mặt phôi có thể làm sạch bằng tay hoặc bằng thùng quay để làm sạch.
- Kiểm tra kích thước phôi:
Vì phôi đúc chưa qua gia công nên ta dùng thước kẹp 1/10 để kiểm tra là thích hợp. Kiểm tra và loại bỏ những loại phôi không đủ kích thước hoặc bị nứt, cong vênh, bề mặt phôi không bị cháy cát, v.v…
5.2 Nguyên công II: Phay thô mặt A= 22.4 ± 0.26mm Rz=40
5.2.1 Sơ đồ nguyên công:
Hình 5
5.2.2 Chọn chuẩn định vị:Mặt C khử 3 bậc tự do,mặt Bkhử 2 bậc,E khử 1 bậc
5.2.3 Chọn máy
Chọn máy phay đứng 6H12 , tra thuyết minh máy “sách Chế độ cắt gia công cơ khí ” ,trang 221-nhà xuất bản Đà Nẵng, có những đặc tính kỹ thuật:
- Công suất động cơ: 7 KW
- Hiệu suất của máy : n=0.75
- Số vòng quay của trục chính: 30-1500 v/ph
- Bước tiến của bàn máy : 30-1500 mm/ph
- Lực lớn nhất cho phép theo cơ cấu tiến của máy: 1500 Kg
5.2.4 Chọn dao
Chọn Dao phay mặt đầu gắn mảnh hợp kim cứng :D=80 mm ,B=54mm, d=32 mm, Z=5 răng tra sách “sổ tay dụng cụ cắt và dụng cụ phụ -Trần Văn Địch- nhà xuất bản Khoa học-Kỹ thuật”-trang 161, bảng 4-79)
5.2.5 Chế độ cắt:
a) Chiều sâu cắt :
Ta chọn chiều sâu cắt : t= 3 mm
b) Lượng chạy dao
Sz bảng=(0,12-0,15) mm/ răng (Tra bảng 6-5 trang 124 sách “Chế độ cắt gia công cơ khí ” -nhà xuất bản Đà Nẵng,”)
ð Chọn Sz bảng =0,15 mm/răng
c) Vận tốc cắt:
Tra bảng 34-5 trang 136 sách “Chế độ cắt gia công cơ khí ” nhà xuất bản Đà Nẵng
ð Tốc độ cắt v=282 mm/phút
Tra bảng 34.5 trang 139: hệ số phụ thuộc độ cứng của thép: k=1
Tra bảng 35.5 trang 139: hệ số phụ thuộc tưởi bền dao : k=1
Tra bảng 36.5 trang 139: hệ số phụ thuộc vật liệu dao : k=1
Tra bảng 37.5 trang 139: hệ số phụ thuộc bề mặt gia công: k=0.8
Tra bảng 38.5 trang 139: hệ số phụ thuộc chiều rộng phay: k=1
Tra bảng 39.5 trang 139: hệ số phụ thuộc góc nghiêng chính: k=1
ð Vậy v= 282.0,8=225.6 mm/phút
- Số vòng quay trong một phút của dao:
Tra thuyết minh máy “sách Chế độ cắt gia công cơ khí ” ,trang 221-nhà xuất bản Đà Nẵng chọn n=753 v/ph
- Vậy vận tốc thực tế là
d) Thời gian chạy máy:
=8 giây
Trong đó :
- L1: khoảng chạy dao tới
=mm
- L2: khoảng thoát dao
L2=(1÷6) mm chon L2=2 mm
- Lượng chạy dao phút
SM=SZbảng . n.Z = 0,15.753.5= 565 mm/phút
Tra thuyết minh máy “sách Chế độ cắt gia công cơ khí ” ,trang 221-nhà xuất bản Đà Nẵng chọn SM=475 mm/ph
- Thường chạy dao răng thực tế:
ð SThựcmm/ răng
ð = (1)
ðTra bảng 3.5 trang 122 sách Chế độ cắt gia công cơ khí, có:
ð.
ðTra bảng 2.1 trang 15 sách Chế độ cắt gia công cơ khí, có:
ð=
ðThay vào công thức (1) ta có: = 108,5 (KG)
ðn = = 3.3(KW)
ðMáy làm việc an toàn.
5.3 Nguyên công III: Khoan lỗ Ø 12 và Phay rãnh M , B = 12±0.09 , L= 50mm, Rz= 40mm
5.3.1 Sơ đồ nguyên công
Hình 6
5.3.2 Khoan lỗ Ø 12
5.3.3 Chọn chuẩn định vị: mặt A khử 3 bậc tự do, mặt sau C khử 2 bậc , mặt bên E khử 1 bậc
5.3.4 Chọn máy
Máy khoan cần 2A55 có:
- Công suất động cơ (kW): 4,5
- Côn moorse trục chính số 5
- Số vòng quay trục chính (v/p): 30÷1700
- Bước tiến (mm/p): 0,05÷2,2
- Chọn dao: Mũi khoan ruột gà đuôi côn Ø12, L=90 (mm), l=55 (mm).
- Dung dịch tưới nguội.
- Dụng cụ đo: thước cặp 1/20.
- Bậc thợ 3/7.
- Chế độ cắt:
Sách bảng tra chế độ cắt GIA CÔNG CƠ KHÍ do Nguyễn Ngọc Đào – Hồ Viết Bình – Trần Thế San biên soạn.
Chiều sâu cắt:
t = 6
Tra bảng 8.3 trang 88 sách Chế độ cắt gia công cơ khí, => s = 0,14 (mm/v).
Tra TMM trang 220 sách Chế độ cắt gia công cơ khí, => s = 0,14 (mm/v).
Tra bảng 11.3 trang 91 sách Chế độ cắt gia công cơ khí, => V = 20.5 ( m/p)
=> n = = = 1305 (v/p).
Tra TMM trang 220 sách Chế độ cắt gia công cơ khí
=> n = 1180 (v/p).
=>= = 18.5 (m/p).
Công suất cắt gọt:
Tra bảng .3 trang 97 sách Chế độ cắt gia công cơ khí, có n =0.8 (kW)
Máy hoạt động bình thường.
5.3.5Nguyên công phay thô rãnh M đạt kích thước B= 12 ± 0.09mm ,L=50 mm ,Rz=40
5.3.6 Chọn chuẩn định vị: mặt A khử 3 bậc tự do, mặt sau C khử 2 bậc , mặt bên E khử 1 bậc
5.3.7 Chọn máy
Chọn máy phay đứng 6H12 , tra thuyết minh máy “sách Chế độ cắt gia công cơ khí ” ,trang 221-nhà xuất bản Đà Nẵng, có những đặc tính kỹ thuật:
- Công suất động cơ: 7 KW
- Hiệu suất của máy : n=0.75
- Số vòng quay của trục chính: 30-1500 v/ph
- Bước tiến của bàn máy : 30-1500 mm/ph
- Lực lớn nhất cho phép theo cơ cấu tiến của máy: 1500 Kg
5.3.8 Chọn dao
Chọn Dao phay ngón có D=12, L=120,l=36, Z=4, côn 2 tra sách “sổ tay dụng cụ cắt và dụng cụ phụ -Trần Văn Địch- nhà xuất bản Khoa học-Kỹ thuật”-trang 152, bảng 4-78)
5.3.9 Chế độ cắt:
a) Chiều sâu cắt :
chọn chiều sâu cắt : t=6 mm
b) Lượng chạy dao
Sz bảng=(0,06-0,05) mm/ răng (Tra bảng 12-5 trang 127 sách “Chế độ cắt gia công










