THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH ĐAI ĐH SPKT
NỘI DUNG ĐỒ ÁN
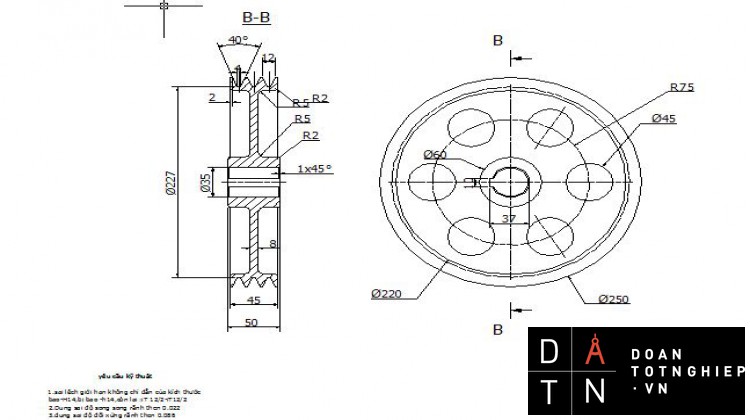
Đồ án tốt nghiệp GIA CÔNG CHI TIẾT BÁNH ĐAI
PHẦN II: CƠ SỞ LÝ THUYẾT TÍNH TOÁN VÀ THỰC NGHIỆM
2.1. Yêu cầu đối với máy cần thiết kế
2.1.1. Các chỉ tiêu về hiệu quả sử dụng
- Máy thiết kế phải có năng suất và hiệu suất tương đối cao, ít tốn năng lượng, kích thước máy cố gắng thật nhỏ, gọn, chi phí đầu tư thấp, vận hành tương đối dễ dàng …
- Để làm được điều này người thiết kế cần hoàn thiện về sơ đồ kết cấu của máy đồng thời chọn các thông số thiết kế và các quan hệ về kết cấu hợp lý.
2.1.2. Khả năng làm việc
- Máy có thể hoàn thành các chức năng đã định mà vẫn giữ được đồ bền, không thay đổi kích thước cũng như hình dạng của máy, ngoài ra vẫn giữ được sự ổn định, có tính bền mòn, chịu được nhiệt và chấn động.
- Để máy có đủ khả năng làm việc cần xác định hợp lý hình dạng, kích thước chi tiết máy, chọn vật liệu thích hợp chế tạo chúng và sử dụng các biện pháp tăng bền như nhiệt luyện, …
2.1.3. Độ tin cậy
- Độ tin cậy là tính chất của máy vừa thực hiện chức năng đã định đồng thời vẫn giữ được các chỉ tiêu về sử dụng (như năng suất, công suất, mức độ tiêu thụ năng lượng, độ chính xác, …) trong suốt quá trình làm việc hoặc trong quá trình thực hiện công việc đã quy định.
- Độ tin cậy được đặc trưng bởi xác suất làm việc không hỏng hóc trong một thời gian quy định hoặc quá trình thực hiện công việc.
2.1.4. An toàn trong sử dụng
Một kết cấu làm việc an toàn có nghĩa là trong điều kiện sử dụng bình thường thì kết cấu đó không gây ra tai nạn nguy hiểm cho người sử dụng, cũng như không gây hư hại cho thiết bị, nhà cửa và các đối tượng xung quanh.
2.1.5. Tính công nghệ và tính kinh tế
- Đây là một trong những yêu cầu cơ bản đối với máy để thỏa mãn yêu cầu về tính công nghệ và tính kinh tế thì máy được thiết kế có hình dạng, kết cấu, vật liệu chế tạo phù hợp với điều kiện sản suất cụ thể, đảm bảo khối lượng và kích thước nhỏ nhất, ít tốn vật liệu nhất, chi phí về chế tạo thấp nhất kết quả cuối cùng là giá thành thấp.
- Máy nên thiết kế với số lượng ít nhất các chi tiết, kết cấu đơn giản, dễ chế tạo và lắp ráp, chọn cấp chính xác chế tạo cho phù hợp nhưng vẫn đảm bảo được điều kiện và quy mô sản xuất cụ thể.
2.2. Các phương án thiết kế
2.2.1. Phương án 1: Cơ cấu truyền lực bằng tay
a) Sơ đồ nguyên lý:
Hình 2.1: Cơ cấu truyền lực bằng tay
1: Ống uốn 4: Bánh xe di động
2: Vòng hãm 5: Tay quay
3: Bánh xe cố định 6: Tay cầm để quay
b) Nguyên lý hoạt động:
Cơ cấu truyền lực bằng tay chỉ áp dụng cho một số loại thép có đường kính nhỏ, yêu cầu độ chính xác của góc uốn thấp. Cơ cấu truyền lực bằng tay được hoạt động như sau: Sau khi kiểm tra ống ta đưa ống vào khi đó quay tay quay (6) bánh xe di động (4) sẽ lăn trên bánh xe cố định (3), bánh xe cố định (3) được gá trên thân máy sẽ làm cong chi tiết tạo thành góc uốn cần thiết, để giữ chi tiết ta dùng vòng hãm (2). Để lấy chi tiết ra ta quay tay quay (6) về vị trí ban đầu và lấy chi tiết ra.
c) Ưu điểm và nhược điểm:
- Ưu điểm: + Nguyên lý hoạt động tương đối đơn giản.
+ Rẻ tiền phù hợp cho sản xuất đơn chiếc và hàng loạt nhỏ.
- Nhược điểm: + Độ chính xác thấp, năng suất thấp.
+ Không xác định được sai số đàn hồi sau khi uốn.
+ Phải dùng lực bằng tay
+ Dễ sinh ra khuyết tật trong khi uốn.
2.2.2. Phương án 2: Cơ cấu truyền lực bằng cơ khí
a) Sơ đồ nguyên lý:
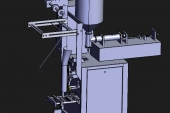
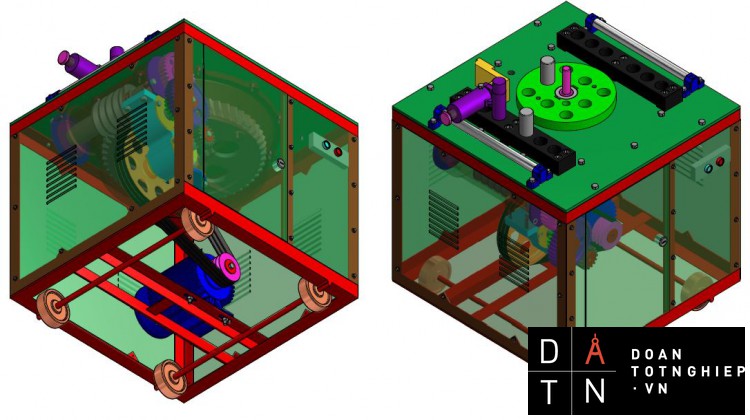
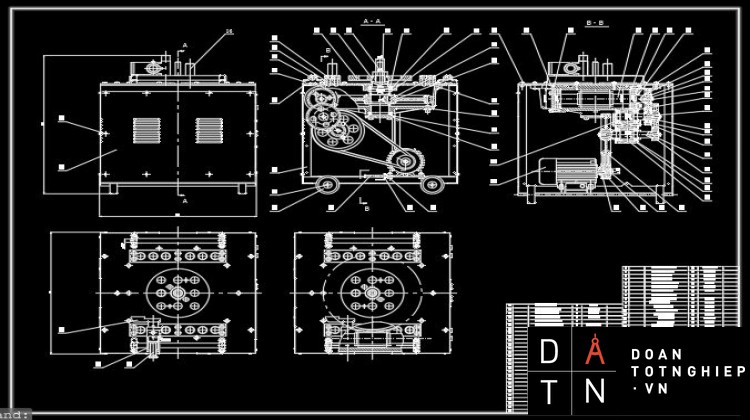
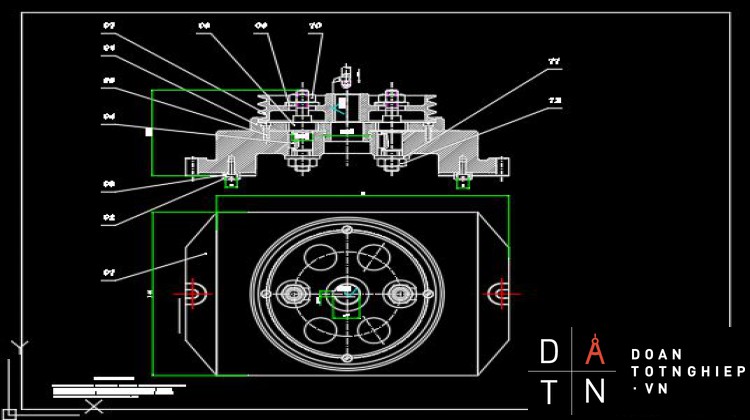
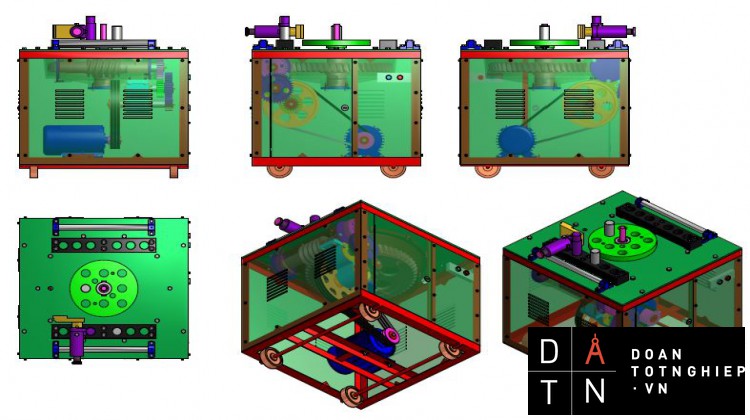
Hình 2.2: Cơ cấu truyền lực bằng cơ khí
1: Động cơ 2: Bánh đai nhỏ
3: Dây đai 4: Bánh đai lớn
5: Ổ lăn 6: Bánh răng 01
7: Bánh răng 02 8: Bánh răng 03
9: Bánh răng 04 10: Quả tỳ 01
11: Quả uốn 01 12: Quả uốn 02
13: Mâm quay 14: Trục vít
15: Bánh vít 16: Thân máy
b) Nguyên lý hoạt động:
Máy uốn làm việc được truyền động từ động cơ điện (1) qua bộ truyền đai, giảm tốc (2,3,4) rồi đến cơ cấu truyền lực bằng cơ, qua cặp bánh răng (6,9), đến cặp bánh răng (7,8), qua bộ truyền trục vít, bánh vít(14,15), đến mâm quay 13 làm quay 2 quả uốn (11,12), chi tiết trước khi uốn được đặt giữa các quả tỳ(10) và 2 quả uốn (11,12), khi tiến hành uốn, mâm quay mang 2 quả uốn chuyển động và tạo ra quá trình uốn, ngoài ra có 1 má ép tỳ vào mặt ngoài chi tiết để tạo ra phương uốn thích hợp. Bên cạnh đó, để đảm bảo góc uốn ta có nút bấm tắt mở, ngắt động cơ khi góc uốn đúng như ban đầu tính toán.
c)Ưu điểm và nhược điểm:
- Ưu điểm:
+ Kết cấu tương đối đơn giản.
+ Độ chính xác, năng suât tương đối cao phù hợp cho sản xuất loạt vừa và nhỏ.
+ Giá thành hạ.
- Nhược điểm:
+ Lực tác dụng lên chi tiết không đồng đều.
+ Mức độ chuyên môn hóa chưa cao.
2.2.3. Phương án 3: Cơ cấu truyền lực bằng thủy lực
a) Sơ đồ nguyên lý:
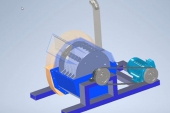
Hình 2.3: Cơ cấu truyền lực bằng thủy lực
1: Nút on/off 2: Tay điều khiển
3: Piston thủy lực 4: Cánh tay quay
5: Bản lề chữ U 6: Bulông ép
7: Chốt di chuyển 8: Chốt xoay
9: Cánh tay chính 10: Bán kính khuôn uốn
11: Khối nén 12: Động cơ thủy lực
b) Nguyên lý hoạt động:
- Máy uốn thép thủy lực hoạt động dựa trên nguyên tắc hoạt động của pittông- xi lanh thủy lực. sau khi cung cấp nguồn cho động cơ thủy lực (12) sau đó nhờ cơ cấu điều khiển (2) đi qua pittông thủy lực (3) và được truyền đến cánh tay quay (4) làm uốn chi tiết. Trên cánh tay quay (4) có lắp bản lề chữ U (5) và bulông ép (6) nhằm giữ ống trong quá trình uốn.Trên cánh tay quay (4) cũng như trên cánh tay chính (9) có các lỗ vì vậy có thể dễ dàng thay khuôn uốn một cách đơn giản.
- Nguyên lý khuôn uốn hoạt động như sau: Sau khi chi tiết được làm sạch và kiểm tra không bị khuyết tật, chi tiết (13) được đưa vào khuôn ta đóng bản lề chữ U (5) và xiết bulông hãm (6) nếu cần.
Hình 2.4: Nguyên lý hoạt động khuôn uốn
c) Ưu điểm và nhược điểm:
- Ưu điểm:
+ Lực tác dụng lên chi tiết tương đối đồng đều.
+ Có độ chính xác cao, năng suất cao.
- Nhược điểm:
+ Kết cấu phức tạp, thiết kế tương đối khó.
+ Khá đắt tiền.
+ Bảo dưỡng máy tương đối tốn kém.
2.2.4. Phương án 4: Cơ cấu truyền lực bằng khí nén
a) Sơ đồ nguyên lý:
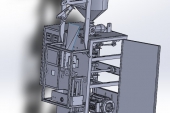
Hình 2.5: Cơ cấu truyền lực bằng khí nén
1: Động cơ khí nén 2: Hộp điều khiển khí nén
3: Pittông khí nén 4: Đĩa phân độ
5: Khuôn uốn động 6: Khuôn uốn tĩnh
b) Nguyên lý hoạt động:
Máy uốn thép truyền lực bằng khí nén được truyền động từ động cơ khí nén (1) qua cơ cấu điều khiển khí nén (2), sau đó qua bộ phận ống dẫn đến pittông (3), có 2 pittông truyền lực một pittông truyền cho khuôn uốn động (5), một pittông được truyền cho giá quay trên đó có khuôn uốn tĩnh (6) vì vậy tạo ra vật uốn cần thiểt. Để đảm bảo góc uốn chính xác ta có đĩa phân độ (4). Hiện nay máy uốn thép truyền lực bằng khí nén rất ít được dùng vì có cơ cấu khí nén rất phức tạp, máy dùng cơ cấu thủy lực hiện nay được sử dụng nhiều nhất.
c)Ưu điểm và nhược điểm:
- Ưu điểm:
+ Lực tác dụng lên chi tiết tương đối đồng đều.
+ Có độ chính xác cao, năng suất cao.
- Nhược điểm:
+ Kết cấu phức tạp.
+ Khá đắt tiền.
+ Ít được dùng vì van điều chỉnh khí nén khá phức tạp
2.2.5. Lựa chọn phương án thiết kế
- Như vậy với yêu cầu đối với máy cần chế tạo, qua thực tiễn và nghiên cứu 4 phương án ta thấy phương án 2 chọn cơ cấu truyền lực bằng cơ khí, có kết cấu đơn giản, có độ chính xác tương đối cao nhưng gía thành thấp phù hợp với điều kiện sản xuất vừa và nhỏ ở nước ta. Mặt khác nghiên cứu cơ cấu truyền lực bằng cơ đi sát với chương trình học hơn, vì vậy em chọn phương án thiết kế dùng cơ cấu truyền lực bằng cơ khí để thiết kế và có thể đưa vào sản xuất thực tiễn ở nước ta, từ đó có thể làm cơ sở cho việc nghiên cứu máy uốn sử dụng động cơ thủy lực vì động cơ thủy lực ít tạo ra khuyết tật trong khi uốn, việc điều chỉnh máy tương đối dễ dàng sau đó là việc nghiên cứu đến máy bán tự động và tự động trong tương lai.
2.3. Tính toán các thông số động học
2.3.1. Các khái niệm cơ bản
- Uốn hay dập tạo hình đều được tạo ra từ biến dạng dẻo của kim loại để tạo ra hình dạng kích thước mong muốn ban đầu, để tạo nên hình dạng này ta cần có khuôn tạo hình. Khuôn tạo hình được tạo thành từ hai thành phần là: cối và chày.
- Biến dạng đàn hồi, biến dạng dẻo và phá hủy là 3 quá trình nối tiếp nhau xảy ra trong kim loại và phần lớn hợp kim dưới tác dụng của tải trọng gây ra. Dưới tác dụng của tải trọng xảy ra 3 quá trình: Biến dạng đàn hồi, biến dạng dẻo kèm biến dạng đàn hồi và phá hủy:
+ Lúc đầu khi tăng tải trọng độ biến dạng Δl tăng theo tỉ lệ bậc nhất với nó, gọi là biến dạng đàn hồi lúc này kim loại có thể trở về vị trí ban đầu.
+ Khi tải trọng vượt quá giá trị nhất định độ biến dạng Δl tăng rất nhanh khi thôi tác dụng tải trọng thì kim loại vẫn bị biến dạng nhưng không lớn lắm được gọi là biến dạng dẻo kèm theo biến dạng đàn hồi.
+ Khi tải trọng đạt đến giá trị max thì lúc này xuất hiện các vết nứt tế vi và làm ứng suất tập trung càng cao hơn dẫn đến các vết nứt càng tăng và to dần, kim loại bị tách rời và bị phá hủy hiện tượng đó gọi là biến dạng phá hủy.
- Khi uốn ta chú ý vào các biểu đồ sau vì đối với mỗi vật liệu thì chịu tác dụng một lực phù hợp để không làm phá hủy vật liệu đó:
+ Khi uốn các vật liệu dẻo ta chú ý đến biểu đồ σ - ε:
Với ,
Hình 3.1: Biểu đồ σ - ε
+ Khi uốn các vật liệu cứng giòn ta chú ý đến biểu đồ P - Δl:
Hình 3.2: Biểu đồ P - Δl
- Từ hai biểu đồ trên ta thấy trong quá trình uốn thép, dưới tác dụng của lực uốn làm cho vật liệu ở trạng thái biến dạng dẻo, ở vật liệu dẻo thì vật liệu dễ uốn hơn vì miền σch lớn nhưng đối với vật liệu cứng giòn thì rất khó thực hiện nguyên công uốn vì miền đàn hồi đến miền bền là rất nhỏ nếu tốc độ uốn cao thì lúc này vật liệu sẽ chuyển từ miền biến dạng đàn hồi sang miền phá hủy vì vậy vật liệu sẽ bị phá hủy nên tùy theo vật liệu uốn mà ta chọn tốc độ uốn phù hợp không làm hư hỏng chi tiết uốn.
- Các công thức để xác định các bộ phận của chi tiết khi xác định chiều dài khai triển của chi tiết để uốn:
Bảng 3.1 Một số công thức xác định chiều dài khai triển khi uốn
|
Hình vẽ
|
Góc uốn |
Công thức xác định chiều dài khai triển khi uốn |
2.3.2. Khắc phục hiện tượng đàn hồi sau khi uốn
- Uốn là một quá trình biến dạng dẻo có kèm theo biến dạng đàn hồi do tính chất đàn hồi của vật liệu, sau khi uốn biến dạng đàn hồi mất đi kích thước và hình dạng sản phẩm thay đổi so với kích thước và hình dạng của khuôn, hiện tượng đó gọi là hiện tượng đàn hồi sau khi uốn.
- Hiện tượng đàn hồi gây ra sự sai lệch về góc uốn và bán kính uốn vì vậy muốn cho chi tiết có góc và bán kính uốn đã cho thì bán kính uốn và góc uốn của khuôn phải thay đổi một lượng đúng bằng trị số đàn hồi.
- Bằng thực nghiệm người ta xác định được rằng trị số đàn hồi phụ thuộc chủ yếu vào loại vật liệu và chiều dày vật liệu, hình dáng chi tiết uốn, bán kính uốn tương đối r/s, lực uốn và phương pháp uốn.
- Khi giới hạn chảy của vật liệu càng cao tỉ số r/s càng lớn và chiều dày vật liệu càng nhỏ thì hiện tượng đàn hồi càng lớn, trị số đàn hồi có thể xác định bằng phương pháp thực nghiệm hoặc giải tích.
+ Khi uốn với tỉ số thì sai lệch chủ yếu là góc uốn còn bán kính uốn thay đổi không đáng kể trị số đàn hồi cho sẵn trong sổ tay dập nguội.
+ Khi uốn với tỉ số uốn thì sau khi uốn cả góc uốn và bán kính uốn đều thay đổi khi đó bán kính cong của chày có thể xác định bằng công thức:
, mm (3.15)
Trong đó: r’: Bán kính của sản phẩm sau khi đàn hồi, mm
: Hệ số uốn.
σs: Giới hạn chảy của vật liệu, N/mm2
E: Mô đun đàn hồi của vật liệu, N/mm2
s: Chiều dày của vật liệu, mm
- Góc đàn hồi β được xác định theo công thức:
Trong đó: α0: góc của chi tiết sau khi đàn hồi.
- Thường không thể uốn những chi tiết có đường kính nhỏ và dài với bán kính uốn lớn r>15s bằng phương pháp thông thường do sự đàn hồi lớn, muốn uốn sử dụng phương pháp uốn có kéo.
2.4. Tính công suất uốn, chọn động cơ và phân phối tỷ số truyền
2.4.1. Tính toán công suất khi uốn
- Để uốn thép ta đi tìm hiểu một số cơ tính của sắt: Sắt là nguyên tố kim loại thuộc nhóm VII của bảng hệ thống tuần hoàn các nguyên tố hóa học, sắt chứa khá nhiều trong vỏ trái đất (khoảng 5% về trọng lượng) sắt và hợp kim của sắt đã và đang đóng vai trò quan trọng trong sự tiến hóa của lịch sử loài người.
- Cũng như giống các nguyên tố khác sắt không thể ở dưới dạng tuyệt đối tinh khiết các số liệu đo được thường ứng với loại sắt đó và có thể dao động trong một khoảng nào đó.
- Cơ tính của sắt: Các giá trị về các chỉ tiêu cơ tính của sắt như sau theo [5, trang 96]
+ Giới hạn bền kéo : σb = 250 N/mm2
+ Giới hạn chảy : σch = 120 N/mm2
+ Độ cứng : HB = 80KG/mm2
+ Độ dai va đập : αk = 3000kJ/m2
+ Độ giãn dài tương đối: δ = 50%
Như vậy so với nhiều kim loại thường dùng như nhôm, đồng, …. Sắt có độ bền, độ cứng cao hơn hẳn nhưng vẫn còn thấp so với yêu cầu của chế tạo cơ khí. Đó là nguyên nhân hầu như không dùng sắt nguyên chất trong chế tạo cơ khí mà dùng hợp kim của nó vì có cơ tính cao hơn rõ rệt.
- Khi tính toán công suất uốn của máy ta sẽ tính toán công suất tối đa khi uốn chi tiết có đường kính lớn nhất .
Để uốn chi tiết có đường kính lớn nhất Ømax = 32(mm), ta tính toán cho điều kiện phá hủy vật liệu, là công suất tối thiểu cần truyền cho khuôn uốn.
Từ biểu thức:
(3.16)
Trong đó: : Mô men uốn lớn nhất, N/mm
: Mô men chống uốn lớn nhất, mm3
: Giới hạn chảy cho phép, N/mm2
Tra theo [5], ta có: = 120(N/mm2 )
Theo [6, trang 40]
Wx= (3.17)
Trong đó: + D: Đường kính của chi tiết, mm
Thay vào (3.17) ta được:
3276,80 (mm3)
Thay các số liệu vào công thức (3.16) ta có :
120. 3276,80 = 393216 (N/mm) 0,4(KN/m)
- Tính toán lực tối đa cần thiết khi uốn:
Theo sản phẩm cần uốn ta có: Bán kính cong của khuôn uốn: r = 100(mm) = 0,1(m)
Lực uốn cần thiết: .
- Theo đề tài đã cho ta có năng suất uốn: Q = 120 (ống/h)
Q = 3600FPvrl0 (3.18)
Trong đó: F: Diện tích bề mặt chi tiết cần uốn, m2
(m2)
P: Lực uốn cần thiết, N
v: Vận tốc uốn, m/s
r: Bán kính khuôn uốn, mm
l0: Chiều dài đoạn uốn cong (ta chọn uốn cong một góc α = 900 )
Giả sử khi uốn một góc α = 900 theo bảng (3.1) ta có Khi đó ta có:
Từ công thức (3.18)
Công suất cần truyền cho khuôn uốn là:
2.4.2. Chọn động cơ và phân phối tỷ số truyền
Tính hiệu suất của hệ thống :
Hiệu số của bộ truyền bánh răng :
MỤC LỤC
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 1
NHẬN XÉT CỦA GIÁO VIÊN PHẢN BIỆN.. 2
MỤC LỤC.. 3
PHẦN I: GIỚI THIỆU TỔNG QUAN VỀ ĐỀ TÀI6
1.1. Lý do chọn đề tài6
1.2. Mục đích cần đạt được của đề tài6
1.3. Phương pháp tiếp cận và nghiên cứu. 7
PHẦN II: CƠ SỞ LÝ THUYẾT TÍNH TOÁN VÀ THỰC NGHIỆM... 8
2.1. Yêu cầu đối với máy cần thiết kế. 8
2.1.1. Các chỉ tiêu về hiệu quả sử dụng. 8
2.1.2. Khả năng làm việc. 8
2.1.3. Độ tin cậy. 8
2.1.4. An toàn trong sử dụng. 8
2.1.5. Tính công nghệ và tính kinh tế. 8
2.2. Các phương án thiết kế. 9
2.2.1. Phương án 1: Cơ cấu truyền lực bằng tay. 9
2.2.2. Phương án 2: Cơ cấu truyền lực bằng cơ khí10
2.2.3. Phương án 3: Cơ cấu truyền lực bằng thủy lực. 12
2.2.4. Phương án 4: Cơ cấu truyền lực bằng khí nén. 14
2.2.5. Lựa chọn phương án thiết kế. 15
2.3. Tính toán các thông số động học. 15
2.3.1. Các khái niệm cơ bản. 15
2.3.2. Khắc phục hiện tượng đàn hồi sau khi uốn. 20
2.4. Tính công suất uốn, chọn động cơ và phân phối tỷ số truyền. 21
2.4.1. Tính toán công suất khi uốn. 21
2.4.2. Chọn động cơ và phân phối tỷ số truyền. 23
2.4.3. Tính toán các thông số động học. 26
2.5. Tính bộ truyền đai28
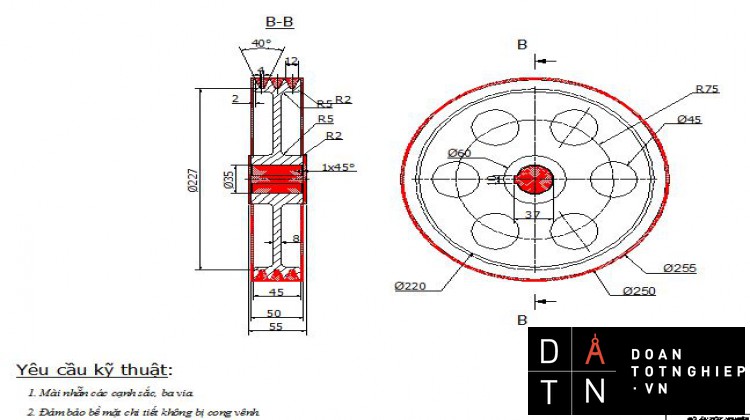
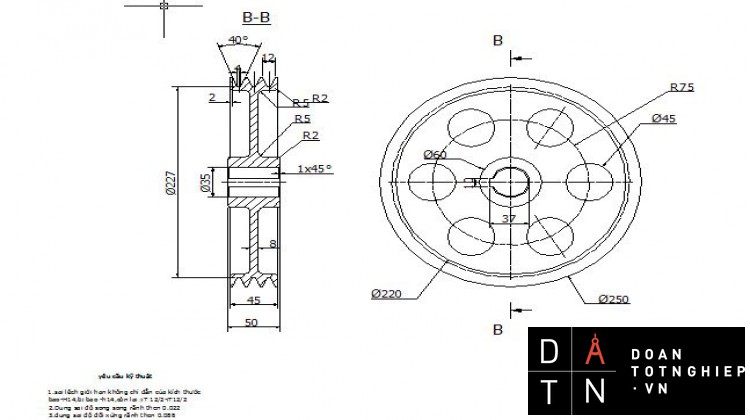
2.6. Xác định chiều rộng bánh đai31
2.7. Xác định các lực trong bộ truyền. 31
PHẦN III: LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG.. 33
CHƯƠNG I: PHÂN TÍCH ĐIỀU KIỆN KỸ THUẬT.. 33
CHƯƠNG 2: XÁC ĐỊNH DẠNG SẢN XUẤT.. 35
CHƯƠNG 3: XÁC ĐỊNH PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO.. 37
3.1. Chọn vật liệu. 37
3.2.Chọn phương pháp chế tạo phôi37
CHƯƠNG 4: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH ĐAI40
4.1. Xác định đường lối công nghệ :40
4. 2. Lập phương án gia công. 40
4. 3. Lập sơ đồ nguyên công. 41
CHƯƠNG 5: TÍNH LƯỢNG DƯ CHO MỘT BỀ MẶT VÀ TRA LƯỢNG DƯ CHO CÁC BỀ MẶT CÒN LẠI48
5.1. Nguyên công I : Khỏa mặt đầu A, mặt cạnh bên, tiện lỗ Φ35. 48
5.2. Tra lượng dư cho các bề mặt còn lại.53
CHƯƠNG 6: TÍNH CHẾ ĐỘ CẮT CHO MỘT NGUYÊN CÔNG VÀ TRA CHẾ ĐỘ CẮT CHO CÁC NGUYÊN CÔNG CÒN LẠI54
6.1. Tính chế độ cắt cho nguyên công I: Khỏa mặt đầu A, mặt cạnh bên, tiện lỗ Φ35 54
6.2. Tra chế độ cắt cho các nguyên công còn lại.58
CHƯƠNG 7: THỜI GIAN GIA CÔNG CƠ BẢN.. 61
7.1 Nguyên công 1: Khỏa mặt đầu A, mặt cạnh bên, tiện lỗ Φ35. 61
7.2. Nguyên công 2: Tiện mặt trụ ngoài Φ250. 62
7.3. Khỏa mặt đầu B, mặt cạnh bên. 63
7.4. Nguyên công 4: Tiện rãnh đai64
7.5. Nguyên công 5: Xọc rãnh then. 64
7.6. Tổng thời gian cơ bản cho một sản phẩm là :65
CHƯƠNG 8: THIẾT KẾ ĐỒ GÁ.. 66
8.1 Xác định khoảng không gian tối đa của đồ gá.66
8.2 Xác định phương pháp định vị66
8.3. Xác định phương chiều và điểm đặt lực của lực cắt và lực kẹp chặt.66
8.4. Xác định lực kẹp chặt cần thiết.68
8.5 Xác định cơ cấu sinh lực kẹp chặt.69
8.6. Xác định sai số của đồ gá. 69
8.7. Các chi tiết sử dụng trong đồ gá.70
CHƯƠNG 9: TÍNH TOÁN CHI PHÍ71
CHƯƠNG 10: HƯỚNG DẪN SỬ DỤNG MÁY.. 74
PHÂN IV: KẾT LUẬN VÀ KIẾN NGHỊ75
4.1. Kết luận. 75
4.2. Kiến nghị75
TÀI LIỆU THAM KHẢO.. 75