THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT TRỤC THẲNG



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT TRỤC THẲNG, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: CÀNG GẠT
( Dạng Càng )
-
Số liệu cho trước:
- Sản lượng:23000 chiếc/năm
- Điều kiện thiết bị: tự chọn
-
Nội dung thiết kế:
- Nghiên cứu chi tiết gia công: chức năng làm việc, tính công nghệ của kết cấu … và xác định dạng sản xuất.
- Chọn phôi và phương pháp tạo phôi, tra lượng dư gia công cho các bề mặt gia công.
- Lập tiến trình công nghệ: thứ tự gia công, gá đặt, so sánh các phương án, chon phương án hợp lí.
- Thiết kế nguyên công:
- Chọn máy.
- Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt, dụng cụ cắt ở vị trí cuối cùng, chỉ rõ phương chiều của các chuyển động. Ghi kích thước, độ bóng, dung sai của các nguyên công đang thực hiện.
- Trình bày các bước: chọn dao (loại dao và vật liệu làm dao), tra các chế độ cắt: n,s,t và tính thời gian gia công cơ bản cho từng bước công nghệ.
- Tính lượng dư gia công.
- Tính toán chế độ cắt cho nguyên công thiết kế đồ gá.
- Thiết kế đồ gá:
+ Vẽ sơ đồ nguyên lý cho đồ gá. Chọn kết cấu đồ gá và trình bày nguyên lý làm việc của đồ gá.
+ Tính lực kẹp cần thiết, lực kẹp của cơ cấu kẹp.
+ Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
+ Tính sức bền cho các chi tiết chịu lực.
-
Các bản vẽ:
- Bản vẽ chi tiết:………………………………………1 bản (A3).
- Bản vẽ chi tiết lồng phôi:……………………………1 bản A3).
- Tập bản vẽ sơ đồ nguyên công:……………………6 bản A3).
-
- Bản vẽ thiết kế đồ gá: ……………1 bản (A1).
(các bản vẽ A3 đóng thành một tập theo quy định của bộ môn)
II: Phân tích tính công nghệ trong kết cấu
Chi tiết mà ta cần thiết kế có tính công nghệ tương đối cao:
Trọng lượng sản phẩm vừa phải không quá lớn.
Vật liệu GX15-32 tương đối thông dụng và rẻ tiền.
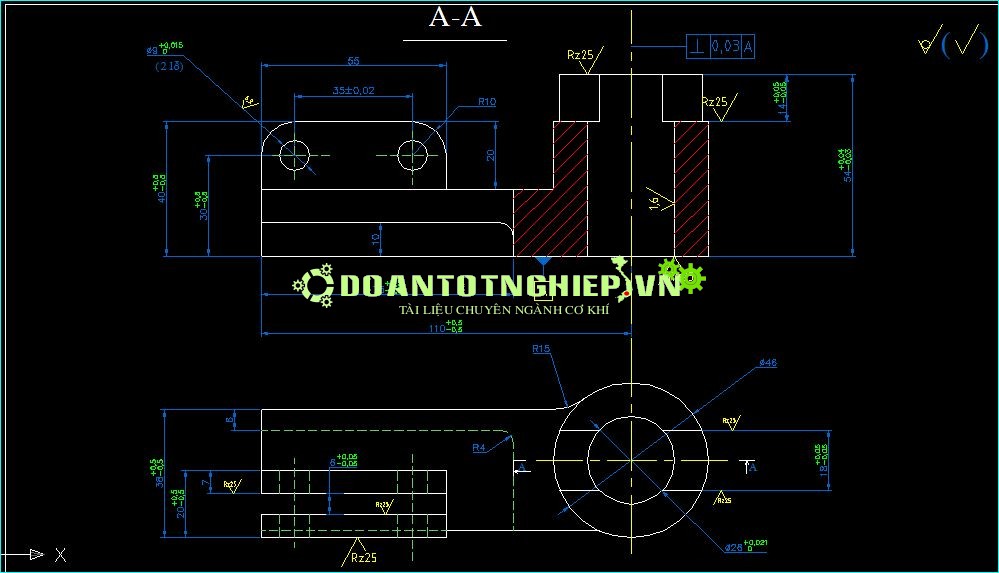
Dung sai ,độ nhám hợp lý không quá cao và không quá thấp cụ thể như lỗ f26 là bề mặt làm việc nhiều nhất(lắp với trục) nó yêu cầu độ chính xác cao để làm việc và lắp ráp không quá khó khăn dung sai là +0,021 độ nhám Rz=1,6 như vậy đã phù hợp với chức năng và điều kiện làm việc của nó, f9 chỉ có tác dụng lắp bulông nên không có yêu cầu gì đặc biệt về độ bóng, nên Rz=6,3
IV. Chọn phương pháp chế tạo phôi.
1Xác định phương pháp chế tạo phôi:
Từ chức năng , điều kiện làm việc và sản lượng của chi tiết ta chọn phương pháp chế tạo phôi đúc trong khuôn cát là phù hợp nhất.
.................................................
CHƯƠNG 7
TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
CHO NGUYÊN CÔNG PHAY RÃNH :
SÂU 14mm, RỘNG 18mm
- Nguyên lý hoạt động của đồ gá như sau:
-
MỤC LỤC
PHẦN 1: GIỚI THIỆU 1
PHẦN 2:NỘI DUNG THUYẾT MINH VÀ TÍNH TOÁN 2
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT VÀ PHƯƠNG PHÁP TẠO PHÔI
I Phân tích chức năng làm việc của chi tiết.
II: Phân tích tính công nghệ trong kết cấu
III. Xác định dạng sản xuất.
IV. Chọn phương pháp chế tạo phôi.
1Xác định phương pháp chế tạo phôi:
2Bản vẽ lồng phôi:
CHƯƠNG 2:LẬP PHƯƠNG ÁN GIA CÔNG
I.Trình tự gia công:
1.Bản vẽ đánh số bề mặt gia công:
2.Các phương án công nghệ:
CHƯƠNG 3:TRA BẢNG LƯỢNG DƯ VÀ CHẾ ĐỘ CẮT CHO CÁC NGUYÊN CÔNG
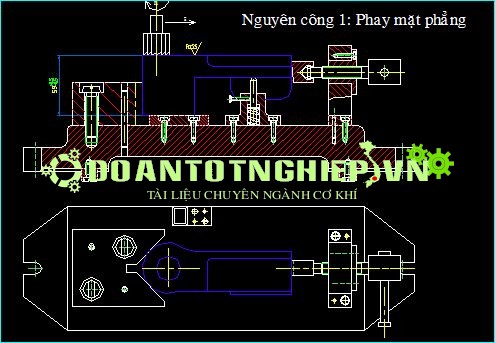
1.Nguyên công 1: phay mặt đầu thứ nhất
2.Nguyên công 2: phay mặt đầu thứ 2
3.Nguyên công 3:khoét, doa F26
4.Nguyên công 4 : gia công mặt phẳng
5.Nguyên công5:Phay rãnh rộng 18mm,sâu 14mm
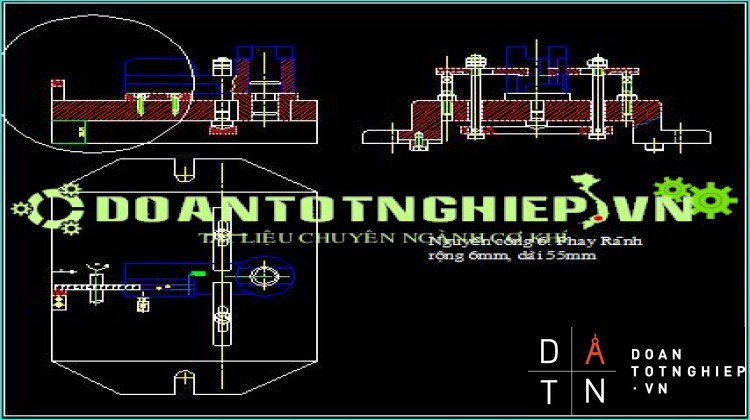
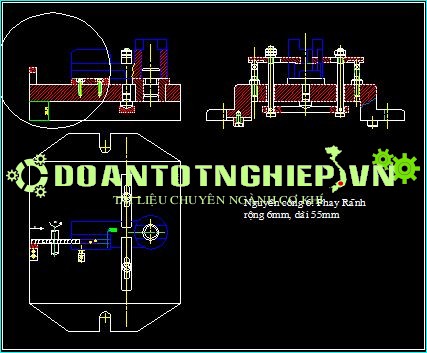
6.Nguyên công 6: phay rãnh rộng 6mm, dài 55mm, sâu 30mm
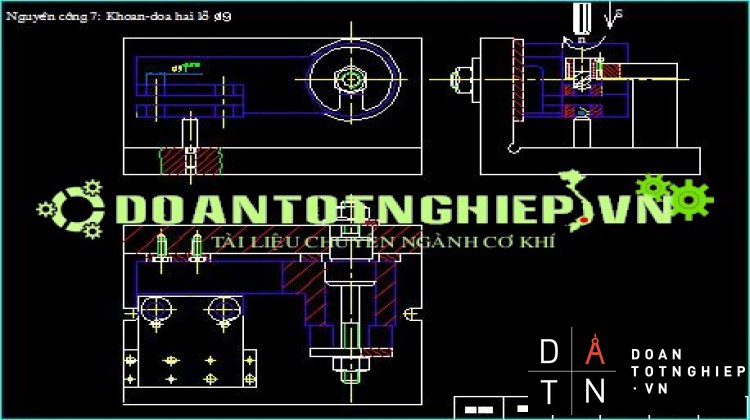
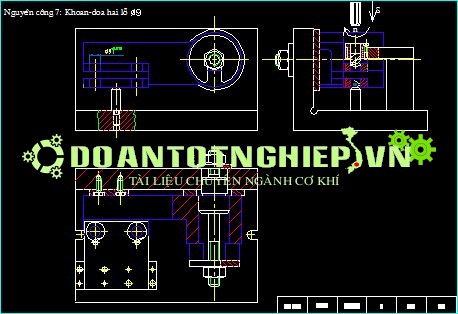
7.Nguyên công 7:khoan, doa lỗ f9+0,015 mm
CHƯƠNG 4:TÍNH LƯỢNG DƯ CHO NGUYÊN CÔNG 5:PHAY RÃNH RỘNG 18mm, SÂU 14mm.
CHƯƠNG 5:TÍNH CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG 5 PHAY RÃNH 18mm, SÂU 14mm
CHƯƠNG 6:TÍNH THỜI GIAN CƠ BẢN CHO CÁC NGUYÊN CÔNG
1. Thời gian cơ bản của nguyên công 1: Phay mặt đầu bằng dao phay mặt đầu
2. Thời gian cơ bản của nguyên công 2: Phay bề mặt nhỏ của càng bằng dao phay mặt đầu.
3. Thời gian cơ bản của nguyên công 3: , khoét, doa lỗ f 20+0,021.
4. Thời gian cơ bản của nguyên công4 : phay mặt phẳng.
5. Thời gian cơ bản của nguyên công 5: phay rãnh rộng 18mm,sâu 14mm
6. Thời gian cơ bản của nguyên công 6: phay rãnh rộng 6mm, dài 55mm
7. Thời gian cơ bản của nguyên công 7:khoan ,doa lỗ f90,015mm
8.Thời gian cơ bản để gia công chi tiết:
CHƯƠNG 7:TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG PHAY RÃNH :SÂU 14mm, RỘNG 18mm
Nguyên lý hoạt động của đồ gá như sau:
Tính lực kẹp cần thiết:
Kiểm tra bền theo hệ số tương đương
Tính các sai số của đồ gá:
Sai số chuẩn
Sai kẹp
Sai số mòn
Sai số điều chỉnh máy
Sai số chế tạo
Sai số gá đặt.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT TRỤC THẲNG










