THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẦU MÁY KHOAN BÀN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẦU MÁY KHOAN BÀN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
. Phân tích kết cấu, điều kiện làm việc
- Chi tiết bàn khoan là một chi tiết dạng hộp nguyên được khoan lỗ suốt giữa hai bên còn gắn liền hai khối trụ và một hình hộp chữ nhật.
- Bàn khoan dùng để gắn liền máy khoan vào thân máy khoan dùng để đờ bán gá chi tiết gia công.
- Bàn khoan được lắp ghép ở lỗ đường kính O 80+0,046
2. Phân tích vật liệu chế tạo
- Trong quá trình làm việc bàn khoan chịu rung, chịu nén, chịu uốn vì vậy ta phải chọn vật liệu chịu được cả nung, nén và vì thế ta chọn vật liệu để chế tạo là gang xám, vã lại gang xám rất dê( gia công cơ khí và có tính công nghệ tốt.
- Vật liệu chế tạo bàn khoan là gang xám GX 18 – 36
+ Độ cứng HB = 190(170 - 241)
+ Giới hạn bền kéo dk = 18kg/mm2
+ Giới hạn bền uốn du = 36kg/mm2
- Gang xám ký hiệu (GX) là hợp kim Sắt với Cacbon có chứa một số nguyên tố như
+ 2,8 - 3.5% C
+ 2,5 - 3% Si
+ 0,5 - 1% Mn
+ 0,1 - 0,2% P
+ 0,1 - 0,12% S
3. Phân tích độ chính xác của sản phẩm
- Độ chính xác của kích thước
* Kích thước O 80+0,046
Tra bảng 2.3 / 29
KTDN : DN = 80mm
SLGH trên : ES = +0,046mm = 46m
SLGH dưới : EI = 0
Trị số dung sản T = ES – EI = 46m
Ta được cấp chính xác là IT8 tra bảng 1/176 được miền dung sai là H O80+0,046 là O80H8
* Kích thước O20+0,033
KTDN : DN = 20mm
SLGH trên : ES = +0,033mm = 33m
SLGH dưới : EI = 0
Trị số dung sản T = ES – EI = 33m
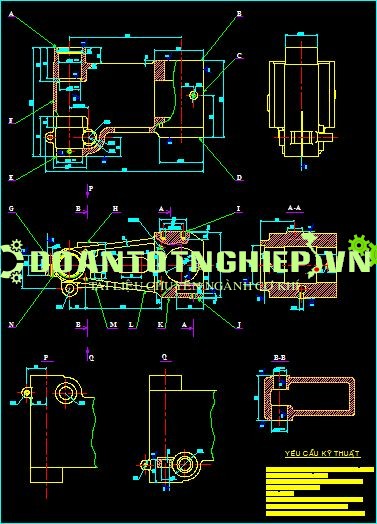
Độ tương quan giữa các kích thước
* Độ đồng trục giữa lỗO 20+0,033 và lỗ ren M10 phải <=0.05/100, nghĩa là tâm của lỗ O 20+0,033 và lỗ ren M10 không được sai lệch 0,0005mm (tương đối chính xác).
* Độ vuông góc chính xác giữa tâm lỗO 20+0,033 và lỗ rên M10 nối đường tâm
O20+0,033 phải <=0,07. Nghĩa là đường tâm củaO 20+0,033 và lỗ ren M10 phải vuông góc với tâm O 20+0,033 nếu có sai lệch thì không được lơn hơn 0,7mm
* Độ song song giữa mặt C và đường tâm O 80+0,046
- Độ chính xác về chất lượng bề mặt gia công
Độ nhám bề mặt
+ Ghi cho các lỗO80+0,046, hai lỗ O80+0,033, mặt trụ ngoài O35-0,039 có nghĩa là sai lệch trung bình số học của profin Ra<= 2,5. Theo TCVN 5211 – 78 thì lỗ, hai lỗ và mặt trụ ngoài đạt cấp độ nhám bề mặt là 6
+ Ghi cho mặt cầu O66 có nghĩa là chiều cao mấp mô profin theo 10 điểm của bề mặt là Rz<=20. Theo TSNV 2511 – 78 thì mặt cầu đạt cấp độ nhám là 5
+ Ghi cho lỗ ren M10 có nghĩa là chiều cao mấp mô profin theo 10 điểm của mặt ren là Rz<= 40. Theo TCVN 2511 – 78 thì mặt ren M10 đạt cấp độ nhám bề mặt là 4
+ Ghi cho các bề mặt A, B, rảnh 16, rảnh 3, lỗ O8,6 mặt đầu O35-0,039 có nghĩa là chiều cao mấp môprofintheo 10 điểm của các bề mặt là Rz<=80. Theo TCVN 2511 – 78 thì các bề mặt đạt cấp độ nhám bề mặt là 3.........................
........................................................................
CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
LƯỢNG DƯ GIA CÔNG
1. Phân tích việc chọn phôi
Có rất nhiều phương pháp để tạo nên phôi, do đó cần phải phân tích ưu khuyết điểm giữa các kiểu tạo phôi với nhau nhằm tìm ra phương pháp chế tạo phôicho thích hợp
a. Phôi rèn dập : Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt.
Mà chi tiết gia công bằng gang xám nên việc chế tạo phôi theo phương pháp này là không thích hợp vì gang xám có tính giòn nên khi rèn làm cho chi tiết dễ bị hiện tượng nức nẻ
b. Phôi cán : Phôi cán cũng giống như phôi rèn dập, đều cho độ bền cơ tính cao, chi tiết phải dẻo và có tính đàn hồi tốt. Vì thê( phương pháp này là không thích hợp
c. Phôi đúc : Phôi đúc có cơ tính không cao nhưng việc chế tạo khuôn đúc cho
những chi tiết phức tạp cũng khá dễ dàng, thiết bị lại khá đơn giản, đồng thời phương pháp này lại rất phù hợp với những chi tiết có vật liệu làm bằng gang vì gang có những đặc tính sau:
+ Lượng dư phân bố đều
+ Tiết kiệm được vật liệu
+ Giá thành rẽ
+ Được sử dụng rộng rãi
+ Độ đồng đều của phôi cao do đó việc điều chỉnh máy khi gia công giảm
* Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong chỉ phát hiện khi gia công nên làm giảm năng suất và hiệu quả.
Kết luận
Từ các phương pháp tạo phôi trên ta thấy phương pháp đúc là phù hợp với chi tiết đã cho vì có rất nhiều ưu điểm so với gang là các phương pháp khác. Vậy ta chọn phương pháp chế tạo phôi là phôi đúc.
2. Phân tích phương pháp chề tạo phôi : Có rất nhiều phương pháp đúc nên ta phải chọn một phương pháp đúc cho phù hợp với dạng sản xuất
a. Đúc trong khuôn cát mẫu gỗ
Phương pháp này thì chất lượng bề mặt đúc không cao, giá thành thì thấp, trang thiết bị rất đơn giản thích hợp cho dạng sản xuất đơn chiếc và loại nhỏ
- Loại phôi này đạt cấp chính xác IT16 - IT17
- Độ nhám đạt Rz = 160
b. Đúc trong khuôn cát mẫu kim loại
- Phương pháp này thì có cấp chính xác khá cao, giá thành cao hơn so với phương pháp đúc trong khuôn cát mẫu gỗ, loại này phù hợp với dạng sản xuất hàng loạt vừa và hàng loạt lớn.
- Phương pháp này đạt cấp chính xác là IT15 - IT16
- Độ nhám đạt Rz = 80
c. Khuôn kim loại
- Độ chính xác cao nhưng giá thành rất cao, trang thiết bị phức tạp, phôi đúc gần giống với chi tiết gia công, giá thành sản phẩm vì thế rất cao. Phương pháp này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối.
- Phương pháp này đạt cấp chính xác là IT14 - IT15
- Độ nhám đat Rz =40
d. Đúc ly tâm
Phương pháp này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biêt( là hình ống không có các gờ
e. Đúc áp lực
Phương pháp này dùng áp lực để đẩy kim loại trong lòng khuôn đúc, phương pháp này chỉ thích hợp với các chi tiết có hình dáng phức tạp, yêu cầu kỷ thuật cao. Bởi vì cách này rất phức tạp, trang thiết bị đắt tiền vì thế giá thành sản phẩm rất cao
f. Đúc trong vỏ mỏng
Phương pháp này tạo phôi có độ chính xác cao nên giá thành rất đắt được dùng trong sản xuất hàng loạt lớn và hàng khối
Kết luận :
Với những yêu cầu của bàn khoan và đảm bảo tính kinh tế cũng như dạng sản xuất đã chọn, nên ta sẽ chọn phương pháp chế tạo phôi là đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy
- Phôi đúc đạt cấp chính xác cấp II
- Cấp chính xác kinh tế IT15 - IT16
- Độ nhám Rz = 80Mm
..........................................................
LẬP BẢNG QUY TRÌNH CÔNG NGHỆ
1. Lập tiến trình công nghệ
|
TT |
Nội dung |
Chuẩn |
Máy |
|
I |
- Mài bỏ các phần thừa còn lại của đậu ngót. - Mài bỏ các phần thừa của đậu hơi. - Cắt bỏ các rìa mép trên mặt phân khuôn. - Làm sạch cát bám trên bề mặt phôi, lớp xỉ. - Kiểm tra hình dáng, kích thước. - Khử ứng suất dư, khử nội lực, ủ để cải thiện điều kiện cắt gọt |
|
|
|
II |
Phay thô A |
B : 3 bậc F : 2 bậc K : 1 bậc |
6H12 |
|
III |
Phay thô B |
B : 3 bậc F : 2 bậc K : 1 bậc |
6H12 |
|
IV |
Khoét thô, tinh Doa thô tinh lỗ O80 |
B : 3 bậc O108:2 bậc F : 1 bậc |
278 |
|
V |
Tiện thô D Tiện thô mặt trụO35 và C Tiện tinh mặt trụO35 và C |
B : 3 bậc O80: 2 bậc F : 1 bậc |
1K62 |
|
VI |
Sọc rảnh 16 |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
Máy sọc |
|
VII |
Khoan lỗ O17 |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
2A55 |
|
VIII |
Khoan lỗ O6,4 |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
2A55 |
|
IX |
Khoan lỗO8 Khoan rộng tạo lỗ O20 thứ I Khoét doa thô lỗ O20 thứ I |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
2A55 |
|
X |
Ta rô lỗO8 tạo lỗ ren M10 |
B : 3 bậc O80 : 2 bậc `O35 : 1 bậc |
Tarô máy |
|
XI |
Khoan khoét doa lỗ O20 thứ II |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
2A55 |
|
XII |
Khoan lỗ O6,4 suốt Khoan rộng 1 phần O6,4 đạt O8,6 |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
2A55 |
|
|
|
|
|
|
|
|
|
|
|
XIII |
Ta rô phần còn lại lỗO 6,4 tạo lỗ M8 |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
Tarô máy |
|
XIV |
Phay rảnh 3 |
B : 3 bậc O80 : 2 bậc O35 : 1 bậc |
6H82 |
|
XV |
Tổng kiểm tra |
|
|
2. Xác định chế độ cắt :
* Tra chế độ cắt nguyên công II .......................................
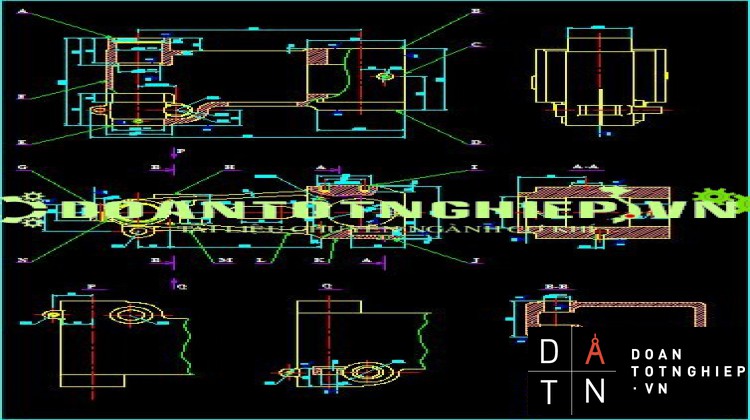
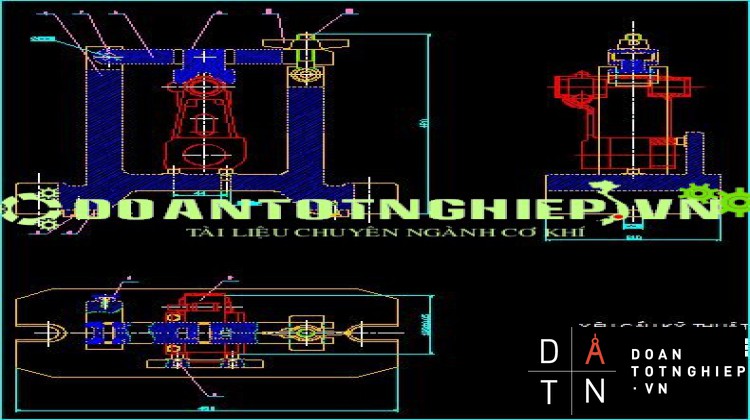
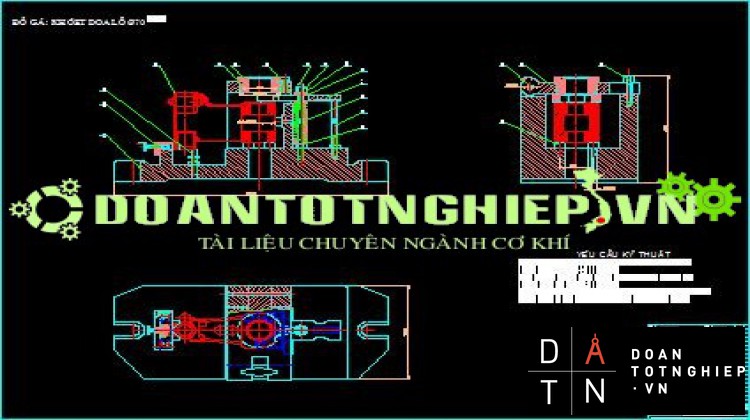
- Chọn kết cấu thân gá
Để đảm bảo yêu cầu kỹ thuật của đồ gá, khi gia công chi tiết trên đồ gá đó ta phải chọn các chi tiết của đồ gá cho phù hợp
Các chi tiết dẫn hướng : ở đây là khoét doa trên máy khoan cần nên không dùng then dẫn hướng. Ta chỉ sử dụng bạc dẫn hướng cho mũi khoét doa.
Các chi tiết so dao : vì có ống dẫn hướng nên chi tiết so dao không dùng
Các chi tiết định vị : ta sử dụng bản đở xẻ rãnh xiên và chốt đỡ đầu khía nhám để định vị mặt phẳng (hạn chế 4 bậc tự do), và khối V có mặt nghiêng vát nhỏ định vị mặt trụ (hạn chế 2 bậc tự do), đây là chi tiết không có trong tiêu chuẩn nên ta tự chế tạo.
Các chi tiết đã chọn và các chi tiết khác được vẽ trên bản vẻ lắp đồ gá.
- Các hsử dụng và bảo quản
- hướng dẫn cách sử dụng đồ gá
Chi tiết gia công được gá đặt theo phương thẳng đứng, thao tác như sau : trước khi gá đặt ta phải xoay tấm dẫn ngã về phía bên trái để tạo không gian đưa chi tiết vào định vị. Sau khi đã địng vị xong , ta tiến hành kẹp chặt chi tiết qua cơ cấu kẹp liên động rồi hạ tấm dẫn xuống cho tỳ vào chốt và xoay tay hồng để kẹp chặt tấm dẫn và tiến hành thay đổi các bạc dẫn cho phù hợp với từng bước gia công.
Khi tháo chi tiết thì tiến hành làm ngược lại.
- Hướng dẫn bảo quản
Khi sử dụng đồ gá thao tác phải nhẹ nhàng, đặt và lấy chi tiết phải cẩn thận tránh làm biến dạng các chi tiết định vị. Sau khi sử dụng xong phải lau chùi, vệ sinh và tra dầu bảo quản.
- Đánh giá ưu khuyết điểm.
Kết cấu đồ gá gồm các chi tiết định vị và kẹp chặt khá đơn giản, dể dàng thay thế khi hư hỏng, dễ thao tác khi gá đặt.
Thân đồ gá dễ tháo lắp với bàn máy nhờ rảnh chử T.
Tuy nhiên đồ gá có khuyết điểm là tấm dẫn khá nặng , đồng thời xét về kết cấu thì độ cứng vững là không cao lắm .
..............................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẦU MÁY KHOAN BÀN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết







