THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐỀ 73 THÂN ĐỠ 2 GÂN
NỘI DUNG ĐỒ ÁN
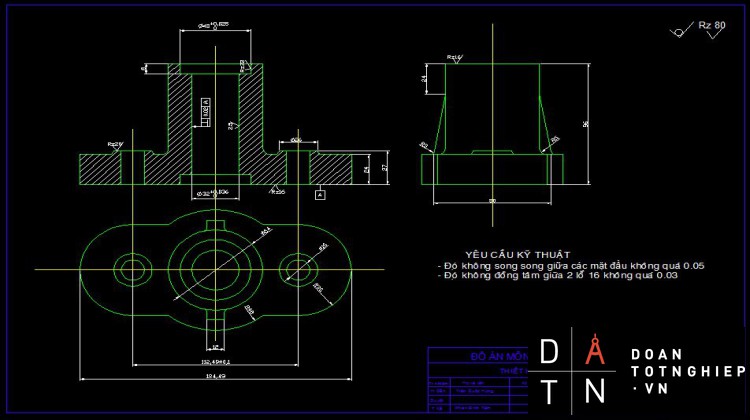
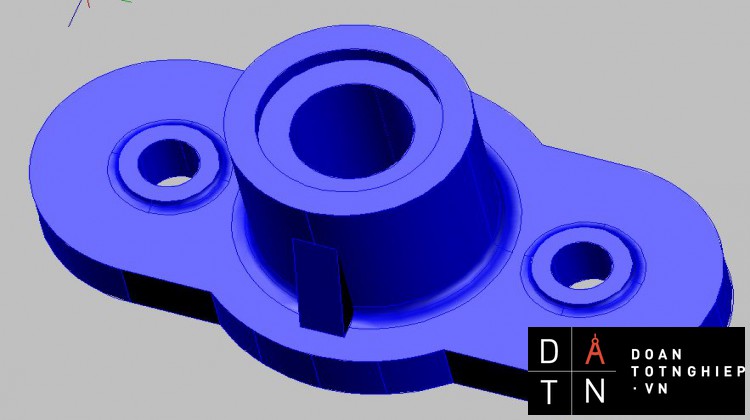
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG TIẾT ĐỀ 73 THÂN ĐỠ 2 GÂN
1. Tính toán lực kẹp chặt:
A.Tính lực dọc trục :
Theo tính tốn ở chế độ cắt ta cĩ: Po = 555,9 (KG)
B.Tính moment cắt:
Theo ở trn ta cĩ: Mx =2,1 KG.m
C.Tính lực kẹp WCT:theo trang 69/[6]
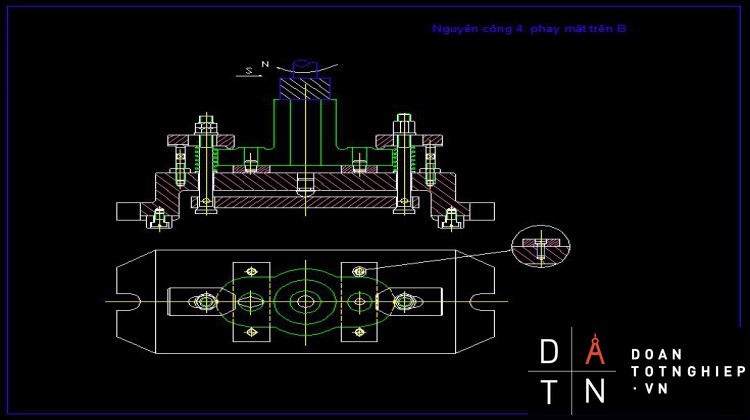
Khi khoan chi thi tiết được định vị trong hai khối V, có sơ đồ gá đặt như hình trn, chi tiết sẽ bị xoay xung quanh tm của nĩ. Lực kẹp phải tạo ra được moomen ma st chống lại sự xoay đó.
Dựa vào sơ đồ phn tích lực ở hình trn, lực php tuyến được tính:
N =
Phương trình cn bằng momen l:
4 . N . f . = K . Mx.
Thay N vo ta cĩ:
Wct =
Trong đó:
Wct: Lực kẹp chặt chi tiết, KG;
Mx: Momen xoắn trn mũi khoan do lực cắt sinh ra, M = 2,1kg.m = 2100kg.mm;
f: Hệ số ma st của cc bề mặt tiếp xc giữa 2 khối V với chi tiết v giữa mỏ kẹp với chi tiết tra theo bảng 7.7/233/[4], f = 0,4 0,7;
: Gĩc của khối V, chọn = 900;
K: Hệ số an tồn;
D: Đường kính của mũi khoan, mm;
Theo công thức 36 /85/[5] ta có:
với:
K0= 1.5 : hệ số an toàn cho tất cả các trường hợp;
K1= 1.2 : hệ số tính đến trường hợp khi dộ bóng thay đổi;
K2= 1.5 : hệ số tăng lực cắt khi dao mòn;
K3= 1.2 : hệ số tăng lực cắt khi gia công gián đoạn;
K4= 1.3: hệ số xét đến sai số của cơ cấu kẹp chặt;
K5= 1: hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay;
K6= 1.5: hệ số tính momen làm quay chi tiết;
+ Vậy:
Chọn hệ số ma sát f=0.6,
Ta có bảng số liệu sau:
|
K |
Mx |
f |
D |
|
|
6,318 |
2100(KG.mm) |
0,6 |
16(mm) |
90o |
- Vậy lực kẹp thực tế sẽ là:
Wct = = 977,3 KG
Nhưng do chi tiết được khoan hai lỗ nn lực kẹp tổng cộng Wt được tính như sau:
Wt = 2 . Wct = 2 . 977,3 = 1954,6 KG
Theo bảng 3-1/79/[6] ta chọn:
Bulong M22, bước ren l 2,5.
Chiều dài l = 280 mm.
Lực vặn Q = 12kG.
Lực kẹp W = 2150 kG.
Cơ cấu kẹp sử dụng vít đầu cầu.
- Kiểm tra bền cho bulông đồ g:
Điều kiện bền: d2 ≥ 5,2 . (cơng thức 2.46/78/[6])
Trong đó:
P – lực ko hoặc lực nn tc dụng ln bulơng, (kG);
Theo phần tính tốn ở chế độ cắt ta cĩ: P=555,9 (kG);
d- đường kính chn ren của bulơng, d=22 (mm);
[]- ứng suất ko cho php, (kG/mm2);
Vì vật liệu chế tạo bu lơng l C45 nn = 8 10 (kG/mm2, ta chọn [] = 9 (kG/mm2)
è 222 5,2 . 484 102,3
Vậy bulong thỏa điều kiện bền.
b. Sai số gá đặt:
Ta cĩ cơng thức tính sai số gá đặt sau:
=
Trong đó:
+ : sai số gá đặt, kích thước 184,49 cĩ dung sai l 0,1 mm;
= 1/3 . 0,2 = 0,07(mm)
d: dung sai nguyên công
+ eC: sai số chuẩn;
+ ek: sai số kẹp chặt;
= 0,045 mm ( bảng 21/49/ [5] )
+ sai số do đồ gá bị mòn gây ra;
= .
Với:
N: là số lượng chi tiết gia công trên đồ gá. N = 20000 chi tiết;
: Hệ số phụ thuộc vo kết cấu đồ định vị;
Do dùng khối V nên: = 0,3 0,8
Chọn = 0,3
Vậy: = 0,3 . 42 = 0,042mm.
+ : sai số điều chỉnh sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá
= 5 10
Chọn: = 6 = 0,006mm.
- Vậy sai số chế tạo cho phép của đồ gá là:
=
* Kiểm nghiệm:
= 0,1mm
- Vậy ta chọn đồ gá này và phương án gá đặt này là phù hợp.
III/ Bảo quản đồ gá:
Đây là đồ g chuyn dng nn cần phải bảo quản cẩn thận. Không để phoi bm trn bề mặt định vị. Khi sử dụng xong cần lm sạch bề mặt để tránh làm hư hỏng.
KẾT LUẬN
Trong thời gian thực hiện đồ án môn học Công Nghệ Chế Tạo Máy tôi được cũng cố lại được các kiến thức đã học và tiếp thu được thêm nhiều kiến thức bổ ích khác.
Ngoài việc cũng cố về mặt lý thuyết công nghệ chế tạo chi tiết máy, tôi được tìm hiểu kỹ hơn về những phương pháp công nghệ thông dụng khác nhau. Qua đó tạo cho tôi sự hiểu biết rõ ràng hơn so với khi nghiên cứu lý thuyết và thực tiễn sản xuất hiện nay, từ đó có tiếp can nhanh với nên sản xuất hơn ,thuận tiện khi ra trường.
Trong quá trình làm đồ án tôi không thể tránh khỏi những thiếu sót, tôi mong được quý thầy cô chỉ dẫn thêm. Cuối cùng tôi xin chân thành cảm ơn thầy Nguyễn Tất Toản đ giúp đỡ tôi hoàn thành đồ án môn học này.
TÀI LIỆU THAM KHẢO
[1]. GS.TS. Nguyễn Đắc Lộc – PGS. TS. Lê Văn Tiến – PGS. TS. Ninh Đức Tơn – PGS. TS. Trần Xun Việt; Sổ tay cơng nghệ chế tạo my tập 1; H Nội; Nh xuất bản Khoa học v Kỹ thuật; 2007; 471trg.
[2]. GS.TS. Nguyễn Đắc Lộc – PGS. TS. Lê Văn Tiến – PGS. TS. Ninh Đức Tơn – PGS. TS. Trần Xun Việt; Sổ tay cơng nghệ chế tạo my tập 2; H Nội; Nh xuất bản Khoa học v Kỹ thuật; 2007; 582trg.
[3]. GS.TS. Nguyễn Đắc Lộc – PGS. TS. Lê Văn Tiến – PGS. TS. Ninh Đức Tơn – PGS. TS. Trần Xun Việt; Sổ tay cơng nghệ chế tạo my tập 3; H Nội; Nh xuất bản Khoa học v Kỹ thuật; 2007; 372trg.
[4]. GS.TS. Nguyễn Đắc Lộc; Hướng dẫn thiết kế đồ n cơng nghệ chế tạo my; H Nội; Nh xuất bản Khoa học v Gio dục; 2006; 350trg.
[5]. GS. TS. Trần Văn Địch; Thiết kế đồ n cơng nghệ chế tạo my; H Nội; Nh xuất bản Khoa học v Kỹ thuật; 2007; 207trg.
[6]. Hồ Viết Bình – Nguyễn Ngọc Đào; Công nghệ chế tạo my; Tp. Hồ Chí Minh; 2008; 267trg.
[7]. Nguyễn Ngọc Đào – Trần Thế San – Hồ Viết Bình; Chế độ cắt gia công cơ khí; Tp. Hồ Chí Minh; Nh xuất bản Khoa học v Kỹ thuật; 2010; 256trg.
[8]. PGS. TS. Trần Văn Địch – ThS. Lưu Văn Nhang – ThS. Nguyễn Thanh Mai; Sổ tay gia công cơ; ; Nhà xuất bản Khoa học v Kỹ thuật; 2000.
[9]. GS. TS. Trần Văn Địch – PGS. TS. Nguyễn Trọng Bình – PGS. TS. Nguyễn Thế Đạt – PGS. TS. Nguyễn Viết Tiếp – PGS. TS. Trần Xun Việt; Cơng nghệ chế tạo my; H Nội; Nh xuất bản Khoa học v Kỹ thuật; 2008; 805trg.
MỤC LỤC
Trang
Lời nói đầu 1
Nhận xét của giáo viên hướng dẫn 2
Nhận xét của giáo viên phản biện 3
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG 4
Chương 2: CHỌN PHÔI VÀ XÁC ĐỊNH PHƯƠNG PHÁP TẠO PHÔI 9
Chương 3: CHỌN PHƯƠNG PHÁP GIA CÔNG 15
Chương 4: TRÌNH TỰ GIA CÔNG CÁC NGUYÊN CÔNG 23
Chương 5: TÍNH LƯỢNG DƯ GIA CÔNG 30
Chương 6: TÍNH TOÁN CHẾ ĐỘ CẮT 36
Chương 7: TÍNH TOÁN ĐỒ GÁ 51
Kết luận 57
Tài liệu tham khảo 58









