THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ CHẶN TRỤC


NỘI DUNG ĐỒ ÁN
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG TRANG
- PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN
LÀM VIỆC CỦA CTGC........................................................................ 5
- PHÂN TÍCH VẬT LIỆU CHẾ TẠO CTGC......................................................... 5
- PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG......................................................... 5
IV. XÁC ĐỊNH SẢN LƯƠNG NĂM........................................................................7
PHẦN 2: CHỌN PHÔI , PHƯƠNG PHÁP CHẾ
TẠO PHÔIVÀ XÁC ĐỊNH LƯỢNG DƯ
- CHỌN PHÔI..................................................................................................9
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI......................................................................9
III. XÁC ĐỊNH LƯỢNG DƯ...................................................................................10
IV. HỆ SỐ SỬ DỤNG VẬT LIỆU......................................................................... .10
PHẦN 3: LẬP BẢNG QUY TRÌNH GIA CÔNG CƠ
I. NGUYÊN CÔNG I CHUẨN BỊ PHÔI................................................................. .12
II.NGUYÊN CÔNG II GIA CÔNG THÔ MẶT A........................................................12
III. NGUYÊN CÔNG III: GIA CÔNG THÔ,TINH MẶT D............................................13
IV. NGUYÊN CÔNG IV: GIA CÔNG TINH MẶT A..................................................13
V..NGUYÊN CÔNG V: KHOÉT LỖ Ø35;
KHOÉT, DOA,VÁT MÉP LỖ Ø60......................................................... .14
VI. NGUYÊN CÔNG VI:PHAY ĐỒNG THỜI 3 MẶT B,C,E..................................... .15
VII. NGUYÊN CÔNG VII:KHOAN 3 LỖ Ø10......................................................... .16
VIII. NGUYÊN CÔNG VIII:KHOAN VÀ TARÔ M12X2............................................ .17
IX. NGUYÊN CÔNG IX:VÁT MÉP LỖ Ø35.............................................................18
X. NGUYÊN CÔNG X: TỔNG KIỂM TRA...............................................................18
PHẦN 4:TÍNH TOÁN CHẾ ĐỘ CẮT
I.NGUYÊN CÔNG II :GIA CÔNG THÔ MẶT A........................................................19
II.NGUYÊN CÔNG III GIA CÔNG THÔ,TINH MẶT D................................................20
III. NGUYÊN CÔNG IV: GIA CÔNG TINH MẶT A....................................................23
IV: NGUYÊN CÔNG V: KHOÉT LỖ Ø35;KHOÉT
DOA, VÁT MÉP LỖ Ø60.......................................................................24
V. NGUYÊN CÔNG VI:PHAY ĐỒNG THỜI 3 MẶT B,C,E........................................31
VI. NGUYÊN CÔNG VII: KHOAN 3 LỖ Ø10...........................................................33
VII. NGUYÊN CÔNG VIII: KHOAN VÀ TARÔ M12..................................................34
VIII. NGUYÊN CÔNG IX: VÁT MÉP LỖ Ø35..........................................................35
PHẦN V: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
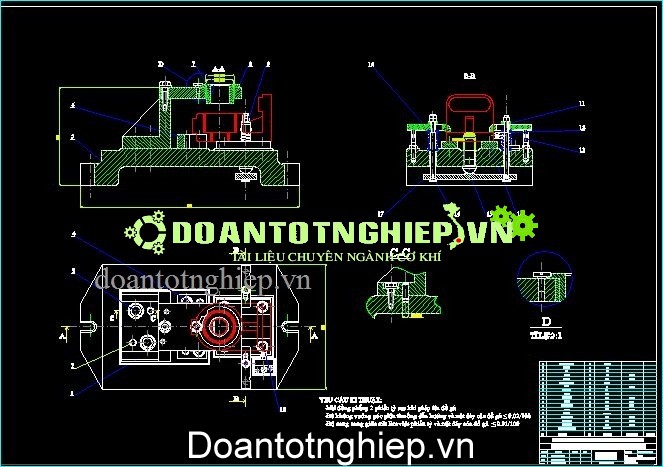
ĐỒ GÁ KHOÉT LỖ Ø35;KHOÉT, DOA, VÁT MÉP LỖ Ø60
I. THIẾT KẾ NGUYÊN LÝ..............................................................37
II. THIẾT KẾ KẾT CẤU............................................................... . 37
III. TÍNH TOÁN ĐỒ GÁ..................................................................38
ĐỒ GÁ VÁT MÉP LỖ Ø35
I. THIẾT KẾ NGUYÊN LÝ..............................................................41
II. THIẾT KẾ KẾT CẤU............................................................. . 42
III. TÍNH TOÁN ĐỒ GÁ..................................................................42
PHẦN VI: KẾT LUẬN.........................................................................46
TÀI LIỆU THAM KHẢO ......................................................................46
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG
Mục đích của phần này là xem kết cấu và các điều kiện kĩ thuật cho trong bản vẽ chi tiết có phù hợp hay không với chức năng phục vụ và khả năng chế tạo.
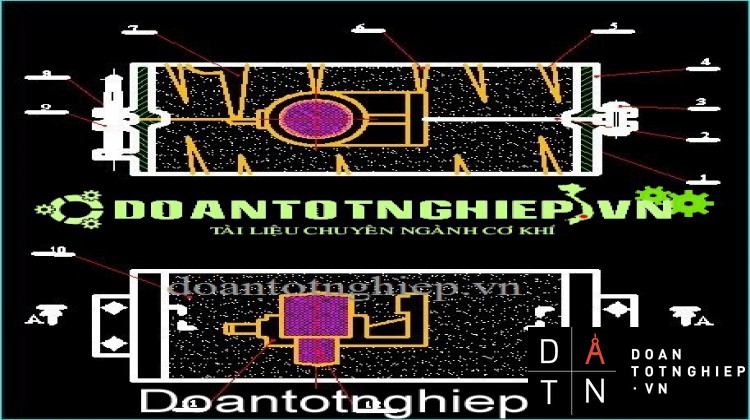
I. Phân tích công dụng và điều kiện làm việc của CTGC
* Công dụng
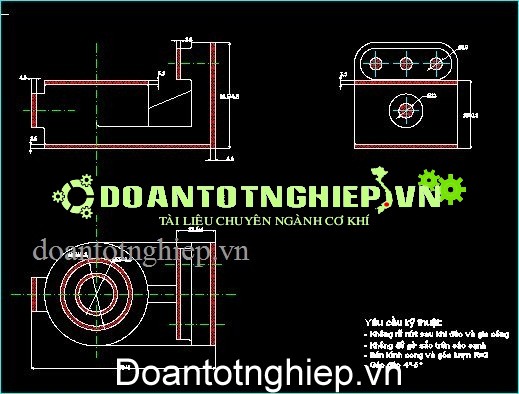
- Chi tiết này là một chi tiết giá đỡ trục .
- Chi tiết này có chức năng đổi những trục nối với những chi tiết khác như là bánh răng , đai hoặc xích…
* Điều kiện làm việc
- Do đỡ trục và chi tiết gắng trên trục nên chi tiết có thể làm việc trong điều kiện làm việc nặng chịu va đập.
II. Phân tích vật liệu chế tạo chi tiết gia công
Chi tiết được làm từ gang xám 32-15 .
Vật liệu làm gang xám có thành phần như sau :
|
C % |
Si% |
Mn% |
P% |
S% |
|
3.5 ÷ 3.7 |
2.0 ÷ 2.4 |
0.5 ÷ 0.8 |
< 0.3 |
< 0.15 |
- Độ cứng : HB = 163- 229
- Độ bền kéo = 15 ( N/mm2)
- Độ bền uốn = 32 ( N/mm2 )
- Gang xám 15-32 có độ cứng tương đối cao , tính đúc tốt , thích hợp để chế tạo những chi tiết làm việc trong điều kiện rung động và thay đổi như giá đỡ , thân đồ gá …
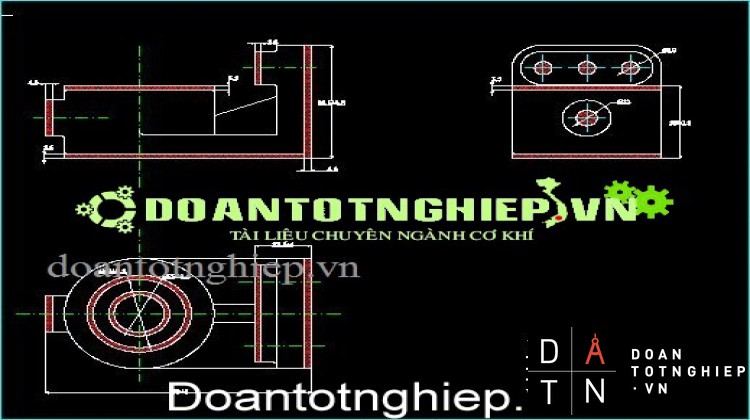
*Phân tích kết cấu , hình dạng chi tiết gia công
- Giá phải có độ cứng vững tốt để khi gia công không bị biến dạng và có thể chế độ cắt cao đạt năng suất cao
- Bề mặt đỡ chi tiết cần lớn để đạt độ cứng vững khi đỡ
- Những bề mặt lắp ráp với chi tiết khác nên quan tâm đến độ bóng , độ nhấp nhô .
- Các kết cấu chi tiết không gây khó khăn trong quá trình gia công . Trong quá trình gia công ta sử dụng các phương pháp : Phay , Khoét , Doa hợp lý cho những bề mặt đạt được những yêu cầu đặt ra .
III. Phân tích độ chính xác gia công :
- Độ chính xác về kích thước
+ Kích thước chỉ dẫn
-Kích thước lỗ Ø 60±0.015 có :
DN = 60 mm
ES = +0.015mm
EI = -0.015mm
Itd = ES – EI = 0.03mm
Tra bảng 1-4 (sổ tay dung sai lắp ghép ) .
Đạt CCX : 7
Tra bảng 1.15 (sổ tay dung sai lắp ghép )
Kích thước lỗ Ø 60±0.015 thuộc miền dung sai (Js)
-Kích thước lỗ Ø 35+0.1 có :
DN = 35 mm
ES = +0.1mm
EI = 0
Itd = ES – EI = 0.1mm
Tra bảng 1-4 (sổ tay dung sai lắp ghép ) .
Kích thước lỗ Ø 35+0.1 đạt CCX 10
Tra bảng 1.14 (sổ tay dung sai lắp ghép )
Kích thước lỗ Ø 35=0.1 thuộc miền dung sai (H) : 35H10
-Kích thước lỗ Ø 10+0.15 có :
DN = 10 mm
ES = +0.15mm
EI = 0
Itd = ES – EI = 0.15mm
Tra bảng 1-4 (sổ tay dung sai lắp ghép ) .
Kích thước lỗ Ø10+0.15 đạt CCX 12
Tra bảng 1.14 (sổ tay dung sai lắp ghép )
Kích thước lỗ Ø10+0.15 thuộc miền dung sai (H) : Ø10H12
-Kích thước 95±0.07
Tra bảng 1-4 (sổ tay dung sai lắp ghép )
Kích thước 95±0.07 đạt CCX 10
-Kích thước 25±0.065
Tra bảng 1-4 (sổ tay dung sai lắp ghép )
Kích thước 25±0.065 đạt CCX 11
-Kích thước 50±0.08
Tra bảng 1-4 (sổ tay dung sai lắp ghép )
Kích thước 50±0.08 đạt CCX 11
-Kích thước 145±0.125
Tra bảng 1-4 (sổ tay dung sai lắp ghép )
Kích thước 145±0.125 đạt CCX 11
+ Kích thước dung sai không chỉ dẫn
-Kích thước khoảng cách giữa 2 bề mặt gia công không chỉ dẫn dung sai lấy CCX12
Kích thước 67 : CCX 12 => 67±0.15.....................................
PHẦN 2: CHỌN PHÔI , PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
I. CHỌN PHÔI
- Vật liệu chế tạo chi tiết là gang xám GX 15-32
- Dạng sản xuất hàng loạt
- Khối lượng chi tiết m = 2.8 kg
- Hình dáng hình học của chi tiết khá đơn giản.
=> Chọn dạng phôi là phôi đúc , vật liệu là gang GX 15-32
II. 
- Trong đúc phôi có những phương pháp như sau:
1/ Đúc trong khuôn cát mẫu gỗ:
- Chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
2/ Đúc trong khuôn cát mẫu kim loại:
- Nếu công việc thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn mẫu bằng gỗ. Loại này phù hợp với dạng sản xuất hàng loạt vừa và lớn
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
3/ Đúc trong khuôn kim loại:
- Độ chính xác cao nhưng giá thành thiết bị dầu tư lớn, phôi có hình dáng gần giống với chi tiết. Giá thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
4/ Đúc ly tâm:
- Loại này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biệt là hình ống, hình xuyến
5/ Đúc áp lực:
- Dùng áp lực để điền đầy kim loại trong lòng khuôn. Phương pháp này chỉ thích hợp với chi tiết có độ phức tạp cao, yêu cầu kỹ thuật cao. Trang thiết bị đắt tiền nên giá thành sản phẩm cao
6/ Đúc trong vỏ mỏng:
- Loại này tạo phôi chính xác cho chi tiết phức tạp được dùng trong sản xuất hàng loạt lớn và hàng khối
Kết luận:
- Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất đã chọn ta sẽ chọn phương pháp chế tạo phôi là: “Đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy”
+ Phôi đúc đạt cấp chính xác là: II
+ Cấp chính xác kích thước:
+ Độ nhám bề mặt:
III. XÁC ĐỊNH LƯỢNG DƯ
- (3-95 sách CNCTM tập 1)
Lỗ Ø35 có lượng dư :3 mm
Mặt A;C;D;lỗ Ø60 có lượng dư : 3.5 mm
Mặt B;E có lượng dư : 4 mm
Các lỗ Ø10 và lỗ ren M12 : đúc đặc
IV. HỆ SỐ SỬ DỤNG VẬT LIỆU
Hệ số sử dụng vật liệu:
Mct khối lượng chi
Mp khối lượng phôi
Có Mct=2,8 kg
Mp=V.g
Trong đó :
g : trọng lượng riêng của vật liệu gang xám 6.8÷7.4 (kg/dm3)
V = thể tích của chi tiết
V=V1+V2+V3+V4
V1 = ( 99x86x18.5) + [ ½(43x43x3.14)x18.5]-[(14x14x3.14)x18.5]
=199827 mm3
V2= [(43x43x3.14)x35] – [(30x30x3.14)]x35
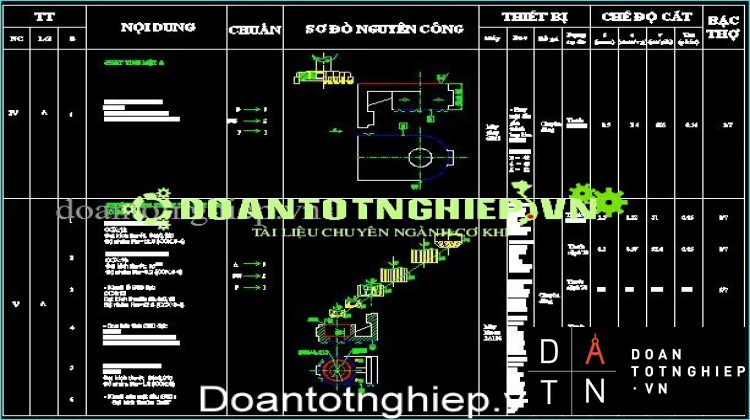
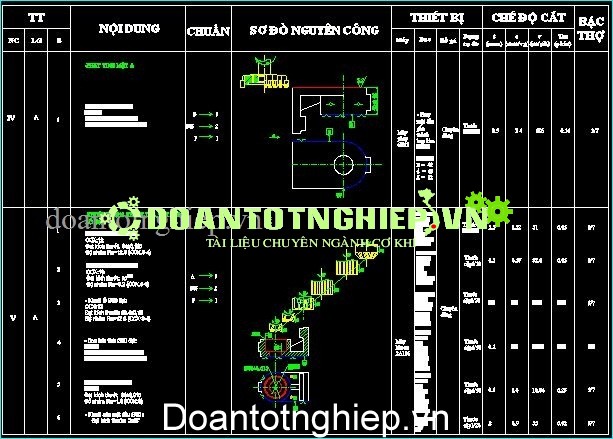
PHẦN 3: LẬP BẢNG QUY TRÌNH GIA CÔNG CƠ
I. CHUẨN BỊ PHÔI
-Cắt bỏ đậu ngót , đậu rót
-Kiểm tra kích thước của phôi
-Kiểm tra hình dạng của phôi
-Làm sạch phôi
-Thường hóa
II.NGUYÊN CÔNG II GIA CÔNG THÔ MẶT A

1.Thứ tự gia công:
Ở đây ta chọn mặt D làm mặt định vị chính vì mặt này có vị trí tương quan với các bề mặtA.
2.Về kích thước:
-Nguyên công này gia công cần đạt CCX12,
- Kích thước:54±0.15
-Nhám bề mặt: Ra=6,3
3.Chuẩn gia công:
-Mặt D khử 3 bậc tự do, Ø86 khử 2 bậc tự do, mặt F khử 1 bậc tự do.
4.Biện luận về chọn máy
Để phay A ta có thể chọn máy 6H12, 6H82. Nếu chi tiết phay B mà gá trên máy 6H82 thì không hợp lí vì chi tiết thích hợp hơn khi phay đứng với máy 6H12 vì máy này thông dụng.
+ Công suất : 7 kw
+ Hiệu suất : 0.75
+ số vòng quay trục ( v/phuùt) : 30; 37.5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500.
+ Bước tiến bàn máy : 30; 37; 5-47; 5-60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500.
5.Dao:
Khi gia công A ta chọn dao phay mặt đầu gắn mảnh hợp kim cứng BK6(4-3 sách CNCTM tập 1), vì chiều rộng là 86 nên ta chọn dao có thông số như sao:(4-94;sách CNCTM tập 1)
D = 125
B=42
d(h7) = 40
z =12
6.Đồ gá:
Chuyên dùng.
III. NGUYÊN CÔNG III: GIA CÔNG THÔ,TINH MẶT D
1.Thứ tự gia công:
Gia công tinh mặt D để chuẩn bị gia công tinh lại mặt A.
2.Về kích thước:
Nguyên công này gia công cần đạt:
-Thô mặt A: CCX12
Đạt kích thước:51±0.15
Độ nhám đạt:Ra=6.3
-Tinh mặt A :CCX11
Đạt kích thước:55.5±0.09
Độ nhám đạt:Ra=3.2
3.Chuẩn gia công:
-Mặt A khử 3 bậc tự do, Ø86 khử 2 bậc tự do
4.Biện luận về chọn máy
Để phay D ta có thể chọn
máy 6H12, 6H82. Nếu chi tiết phay B mà gá trên máy 6H82 thì không hợp lí vì chi tiết thích hợp hơn khi phay đứng với máy 6H12 vì máy này thông dụng.
+ Công suất : 7 kw
+ Hiệu suất : 0.75
+ số vòng quay trục ( v/phuùt) : 30; 37.5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500.
+ Bước tiến bàn máy : 30; 37; 5-47; 5-60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500.
5.Dao:
Khi gia công D ta chọn dao phay mặt đầu gắn mảnh hợp kim cứng BK6(4-3 sách CNCTM tập 1), vì chiều rộng là 86 nên ta chọn dao có thông số như sao:(4-94;sách CNCTM tập 1)
D = 125
B=42
d(h7) = 40
z =12
6.Đồ gá:
chuyên dùng....................................
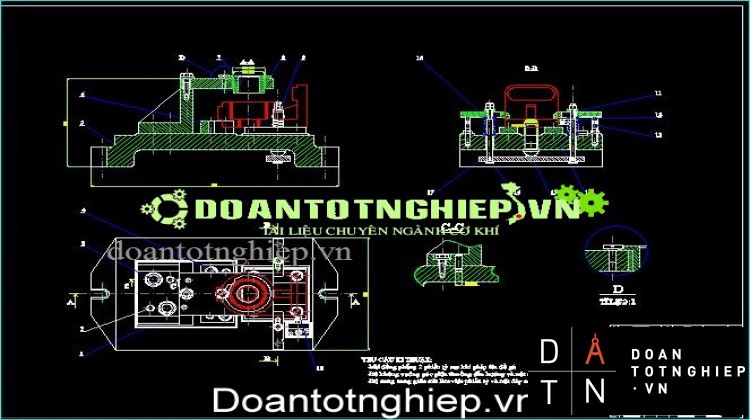
SƠ ĐỒ NGUYÊN LÝ CỦA ĐỒ GÁ
III/ TÍNH TOÁN ĐỒ GÁ
*Tính lực kẹp
Lực cắt P có phương vuông góc với mặt định vị chính. Lực kẹp W có phương vuông góc với mặt định vị chính, đảm bảo khi gia công chi tiết được căn bằng lực không bị trượt và xoay quanh trục OZ
K.M = ( W + P + G).f
Trong đó: K là hệ số an toàn
K= K0 . K1 . K2 . K3 . K4 .K5 . K6
- K0 hệ số an toàn cho tất cả trông các trường hợp K0=1.5
- K1 hệ số làm tăng lực cắt khi lượng dư và lực cắt không đồng đều K1 = 1
- K2 hệ số làm tăng lực cắt khi dao bị mòn K2=(1¸1.8) lấy K2=1
- K3 hệ số làm tăng lực cắt khi gia công gián đoạn K3= 1
- K4 hệ số tính đến sai số của cơ cấu kẹp chặt chọn K4= 1.3
- K5 hệ số tính đến mức độ thuận lợi của vị trí tay vặn trên cơ cấu kẹp chặt lấy K5 = 1.2
- K6 hệ số tính đến momen làm quay chi tiết K6 = 1.5
Do đó ta có: K= 1,5 . 1 .1 .1 . 1,3 . 1,2 . 1,5 = 3,51
f : hệ số ma sát.(bề mặt đã gia công f= 0.1 đến 0.15)
-Khi khoét chi tiết chiu tác dụng của lực M la chủ yếu còn lực rất nhỏ........................
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ CHẶN TRỤC, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết










