THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC ĐỀ 17



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC ĐỀ 17, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Môn học công nghệ chế tạo máy đóng vai trò quan trọng trong chương trình đào tạo kỹ sư và cán bộ kỹ thuật về thiết kế - chế tạo các loại chi tiết máy nói riêng cũng như các máy nói chung, các thiết bị phục vụ các ngành công nghiệp, nông nghiệp, giao thông vận tải ...
Đồ án công nghệ chế tạo máy là một trong các đồ án có tầm quan trọng nhất đối với một sinh viên theo ngành cơ khí chế tạo máy. Đồ án sẽ giúp cho tôi nói riêng và sinh viên cơ khí nói chung, hiểu được những kiến thức đã học không những môn công nghệ chế tạo máy mà các môn khác như: máy công cụ, dụng cụ cắt... Ngoài ra, đồ án còn giúp cho sinh viên được hiểu dần về thiết kế và tính toán một quy trình công nghệ chế tạo một chi tiết cụ thể.
Được sự giúp đỡ và hướng dẫn tận tình của thầy giáo : ThS- đến nay đồ án của em đã hoàn thành. Tuy nhiên, vì là lần đầu tiếp cận nên quá trình tính toán - thiết kế không tránh khỏi sai sót. Em rất mong được sự chỉ bảo của các thầy trong khoa và các bạn trong lớp.
Em xin chân thành cảm ơn thầy giáo : ThS- , các thầy trong khoa đã giúp đỡ em hoàn thành công việc được giao.
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Công dụng của chi tiết.
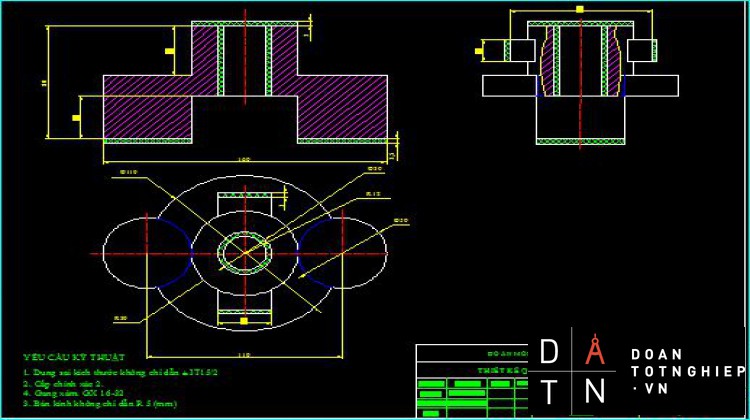
- Là chi tiết dung trong sản xuất nhằm đỡ trục, để làm được việc đó nó được thiết kế để đỡ và giữ chi tiết nhằm đảm bảo khi làm việc với sai số trong phạm vi cho phép.
- Đây là một chi tiết càng do đó nó phải tuân theo các quy tắc gia công của chi tiết càng.
2. Điều kiện kỹ thuật.
- Chi tiết làm việc phải đảm bảo độ cứng vững và vị trí giữa các lỗ.
3. Yêu cầu kĩ thuật.
- Độ không song song đường tâm lỗ không quá 0,02/100mm.
- Độ không đối xứng không quá 0,02/100mm.
- Độ không vuông góc của mặt đầu so với đường tâm lỗ không quá 0,03mm.
4. Phân tích kích thước, kỹ thuật va tính năng công nghệ trong kết cấu của chi tiết.
4.1. Phân tích kích thước chỉ dẫn và kích thước không chỉ dẫn
- Kích thước lỗ Æ25 có Ra = 2,5mm, tra bảng 7 ta được T25 = 21mm, IT7,Æ25 là lổ cơ bản nên Æ25+0.021
- Kích thước danh nghĩa: DN = 25(mm).
- Sai lệch trên: ES =+ 0,021(mm).
- Sai lệch dưới: EI = 0
- Kích thước lỗ Æ30 có Ra = 2.5mm tra bảng 7 ta được T30 = 21mm, IT7
Æ30 là lổ cơ bản nên Æ30+0.021
- Kích thước danh nghĩa: DN = 30(mm).
- Sai lệch trên: ES = +0,021(mm).
- Sai lệch dưới: EI = 0
- Kích thước thẳng 80-0,04 , tra bảng 7 ta được IT8
- Sai lệch trên là: ES =+ 0,04 (mm).
- Sai lệch dưới là:EI = - 0,04(mm).
- Kích thước thẳng 1100,03 nối hai tâm lỗ Æ25 tra bảng ta được IT8
- Sai lệch trên là: ES= + 0,03 (mm).
- Sai lệch dưới là: EI= - 0,03(mm).
- Phân tích kỹ thuật: Đây là chi tiết dạng càng, có cấu tạo gồm có lỗ Φ30 ở giữa và 2 lỗ định vị Φ25 ở hai bên, chi tiết này có nhiệm vụ sau:
- Trong khi làm việc dẫn hướng các chi tiết khác.
- Chi tiết làm việc trong điều kiện bình thường, yêu cầu kỹ thuật khá cao. Các lỗ Φ30 và Φ25 gia công chính xác cao, quan trọng nhất là đảm bảo độ song song, đối xứng giữa các đường tâm lỗ, độ vuông góc của lỗ và và mặt đầu. Các bề mặt còn lại sử dụng dung sai đúc
- Mặt bên có 2 tai để bắt với chi tiết khác.
- Tính năng công nghệ trong kết cấu chi tiết:
- Lỗ Φ30 được gia công khá chính xác và đạt độ bóng cao 2.5, lắp theo hệ thống lỗ cơ bản H7 để dẫn hướng cho chi tiết khác quay.
- Lỗ Φ25 được gia công khá chính xác và đạt độ bóng cao 2.5, lắp theo hệ thống lỗ cơ bản H7 để dẫn hướng cho chi tiết khác quay.
- Các mặt phẳng có tác dụng để giữ giá đỡ trục có vị trí tương quan với các chi tiết khác
- Hai tai 2 bên là dạng chốt chống xoay cho bạc của lỗ Φ30.
- Vật liệu chi tiết gia công:
- Vật liệu chế tạo chi tiết giá đỡ trục là: Gang Xám 16 – 32
|
Mác gang |
Độ cứng HB (kG/mm) |
Thành phần hoá học ( % ) |
||||
|
C |
Si |
Mn |
P |
S |
||
|
Không quá |
||||||
|
GX 16 – 32 |
200 |
(2.83.5)% |
(1.53)% |
(0.51)% |
(0.10.2)% |
(0.080.12)%. |
PHẦN II: XÁC ĐỊNH DẠNG SẢN XUẤT VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Xác định dạng sản xuất.
Muốn xác định dạng sản xuất thì ta tính được số chi tiết được sản xuất trong một năm và khối lượng chi tiết, từ đó tra được sản lượng sản xuất
- Số chi tiết được sản xuất trong một năm
- Mục đích là xác định loại hình thức tổ chức sản xuất (đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn, hàng khối) để từ đó cải thiện tính công nghệ của chi tiết, chọn phương pháp chế tạo phôi thích hợp, chọn thiết bị hợp lý để gia công chi tiết.
- Để thực hiện điều này trước hết ta cần xác định số lượng chi tiết cần chế tạo trong một năm theo công thức sau :
Trong đó:
- N: số lượng sản phẩm được sản xuất trong một năm
- N1:số lượng sản phẩm cần chế tạo một năm theo kế hoạch
N1 = 90000chiếc/năm
- m: số lượng chi tiết trong một sản phẩm, m = 1
- α :Lượng sản phẩm dự phòng do sai hỏng khi chế tạo phôi ( đúc hoặc rèn) gây ra, α = 5%
- β: Lựợng sản phẩm dự trù cho hỏng hóc phế phẩm trong quá trình gia công cơ β = 5%.
Vậy:
- Xác định khối lượng của chi tiết
Khối lượng của chi tiết được xác định theo công thức:
Trong đó:
- Q là khối lượng của chi tiết (kg)
- V là thể tích của chi tiết (dm3)
- là khối lượng riêng của vật liệu (kg/dm3)
Như vậy, theo yêu cầu thì chi tiết được chế tạo từ vật liệu là gang xám nên: , chọn
Thể tích của chi tiết (V): V = Vtp - Vlỗ
Trong đó : Vtp là thể tích toàn bộ chi tiết.
Vlỗ là thể tích của các lỗ Φ25, Φ30.
Vtp=
Vlỗ=
Do đó: V =
=> Q =
Tra bảng ta được dạng sản xuất hàng khối.
|
Dạng sản xuất |
Khối lượng của chi tiết |
||
|
> 200 kg |
4 – 200 kg |
< 4kg |
|
|
Sản lượng hàng năm của chi tiết ( chiếc ) |
|||
|
Đơn chiếc |
< 5 |
< 10 |
< 100 |
|
Loạt nhỏ |
10 – 55 |
10 – 200 |
100 – 500 |
|
Loạt vừa |
100 – 300 |
200 – 500 |
500 – 5000 |
|
Loạt lớn |
300 – 1000 |
500 – 1000 |
5000 – 50.000 |
|
Hàng khối |
> 1000 |
> 5000 |
> 50.000 |
- Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi.
- Chọn dạng phôi: Có rất nhiều phương pháp để tạo nên phôi như: đúc, rèn, dập, cán,...do chi tiết em là gang xám nên chọn phôi đúc vì phôi đúc có những ưu điểm sau:
- Lượng dư phân bố đều.
- Tiết kiệm được vật liệu.
- Giá thành rẻ, được dùng phổ biến.
- Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm
- Kết luận:Từ các phương pháp tạo phôi, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám.
- Vậy ta chọn phương pháp để tạo ra chi tiết là dạng phôi đúc.
- Phương pháp chế tạo phôi: Đúc có nhiều cấp chính xác khác nhau
- Chi tiết đúc chính xác cấp I được được bảo bằng mẫu kim loại cùng với việc cơ khí hoá chế tạo khuôn, sấy khuôn và rót kim loại. để tạo nên các chi tiết đúc có hình dạng phức tạp và thành mỏng.
- Chi tiết đạt cấp chính xác II nhận được từ các mẫu gỗ, dùng khuôn kim loại để tháo lắp và sấy khô. Phương pháp này thường dùng trong dạng sản xuất hàng loạt.
- Chi tiết đúc cấp chính xác III phương pháp này dùng trong khuôn các chế tạo khuôn bằng phương pháp thủ công. Phương pháp này thuận lợi khi chế tạo các chi tiềt đúc có hình dạng, kích thước, trọng lượng bất kỳ từ những hợp kim đúc khác nhau trong dạng sản xuật đơn chiếc và loạt nhỏ.
Kết luận:
- Với những yêu cầu của chi tiết như sảng lượng 99000 chiếc/năm, khối lượng 2,4kg, tính kinh tế cũng như dạng sản xuất hàng khối, ta chọn đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy, cùng với việc cơ khí hoá chế tạo khuôn, sấy khuôn và rót kim loại, được phôi đúc đạt cấp chính xác là II.
- Loại phôi này có cấp chính xác IT15, độ nhám Rz = 80µm.
- Thiết kế bản vẽ chi tiết lồng phôi:
Muốn thiết kế bản vẽ chi tiết lồng phôi phải xác định lượng dư gia công từng bề mặt. Có hai phương pháp xác định lượng dư lá xác định lương dư bằng phương pháp tính toán và tra bảng. Ở đây em xác định lượng dư bằng phương pháp tra bảng.
- Đối với vật đúc có cấp chính xác II tra bảng , kích thước lớn nhất của chi tiết là 160 mm, do đó ta có lượng dư tổng cộng của từng mặt như sau:
- Khi đúc mặt A nằm bên khi đúc, kích thước danh nghĩa là 35 mm. Do đó, ta có lượng dư mặt A là 3mm.
- Khi đúc mặt D nằm bên, kích thước danh nghĩa là80 mm. Do đó, ta có lượng dư mặt D là 3,5mm.
- Khi đúc mặt (hai tai) nằm bên, kích thước danh nghĩa là 40 mm. Do đó, ta có lượng dư là 3mm.
- Khi đúc lỗ nằm bên, kích thước danh nghĩa là Φ25 mm. Do đó, ta có lượng dư mặt lỗ Φ25 là 3mm.
- Khi đúc lỗ nằm bên, kích thước danh nghĩa là Φ30 mm. Do đó, ta có lượng dư mặt lỗ Φ30mm là 3 mm.
.......................................................
PHẦN 3: THIẾT LẬP QUY TRÌNH CÔNG NGHỆ
- Thiết lập quy trình công nghệ gia công chi tiết giá đỡ trục.
|
Quy trình công nghệ gia công chi tiết giá đỡ trục |
||||
|
Stt |
Phương án 1 |
Phương án 2 |
||
|
0 |
Mặt gia công |
Chuẩn định vị |
Mặt gia công |
Chuẩn định vị |
|
1 |
Phay thô-tinh D |
Mặt phẳng A 3 bậc 2 lỗ Æ50 3 bậc |
Phay thô D |
Mặt phẳng A 3 bậc 2 lỗ Æ50 3 bậc |
|
2 |
Phay thô-bán tinh A |
Mặt phẳng D 3 bậc 2 lỗ Æ50 3 bậc |
Phay thô A |
Mặt phẳng D 3 bậc 2 lỗ Æ50 3 bậc |
|
3 |
Khoan-khoét-doa Æ25mm |
Mặt phẳng D 3 bậc 2 lỗ Æ50 3 bậc |
Phay tinh D |
Mặt phẳng A 3 bậc 2 lỗ Æ50 3 bậc |
|
4 |
Khoét-doa Æ30mm |
Mặt phẳng D 3 bậc 2 lỗ Æ25 3 bậc |
Phay bán tinh A |
Mặt phẳng D 3 bậc 2 lỗ Æ50 3 bậc |
|
5 |
Phay thô hai tai |
Mặt phẳng D 3 bậc 2 lỗ Æ25 3 bậc |
Khoan-khoét-doa Æ25mm |
Mặt phẳng D 3 bậc 2 lỗ Æ50 3 bậc |
|
6 |
Kiểm tra |
|
Khoét-doa Æ30mm |
Mặt phẳng D 3 bậc 2 lỗ Æ25 3 bậc |
|
7 |
|
|
Phay thô hai tai |
Mặt phẳng D 3 bậc 2 lỗ Æ25 3 bậc |
|
8 |
|
|
Kiểm tra |
|
Từ 2 phương án đã trình bày trên, thì em phương án 1 là hợp lý nhất. Phương án 1 đảm bảo được trình tự gia công hợp lý, đảm bảo độ song song, vuông góc, đạt được độ chính xác kích thước của chi tiết và hiệu quả kinh tế trong sản xuất hàng khối. Sau đây là hình vẽ trình tự gia công các nguyên công và chế độ cắt
- Thiết kế nguyên công và tính chế độ cắt
- Nguyên công 1: phay thô – tinh mặt D.
......................................
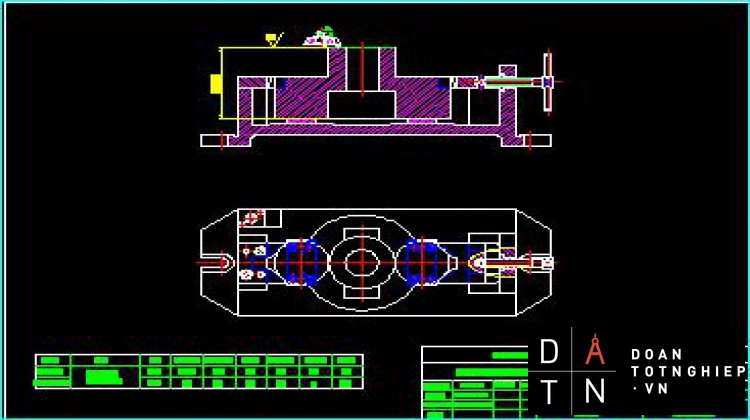
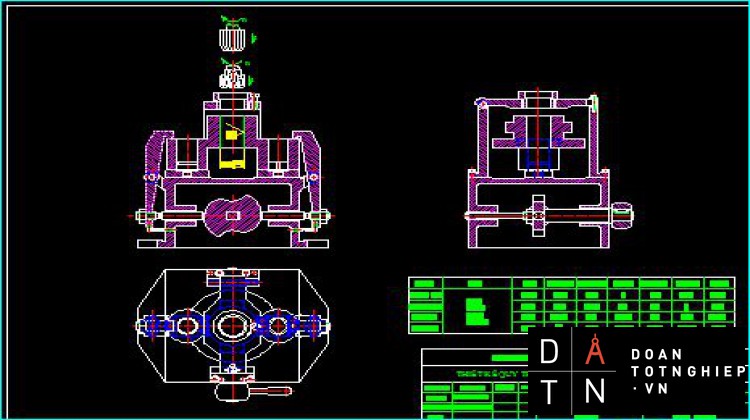
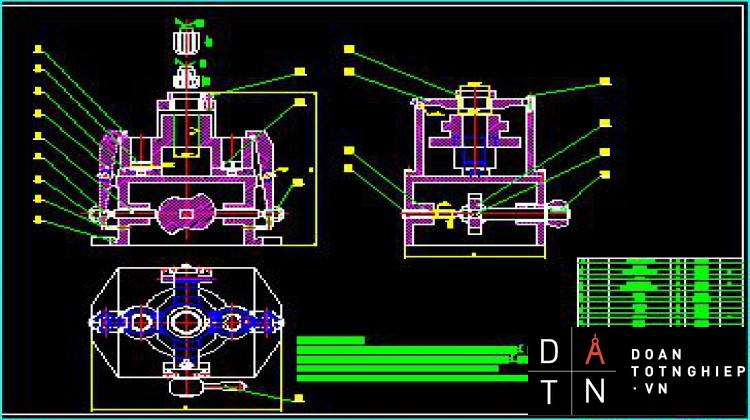
PHẦN IV: THIẾT KẾ ĐỒ GÁ
( Yêu cầu thiết kế đồ gá cho nguyên công Khoét – Doa lỗ Ø30)
- Nhiệm vụ đồ gá
- Nâng cao hiệu suất và độ chính xác gia công và vị trí của chi tiết so với máy, dao được xác định bởi các đồ định vị, không phải rà gá mất thời gian.
- Độ chính xác gia công được đảm bảo.
- Giảm thiểu sức lực của công nhân, không cần công nhân có tay nghề cao.
- Kẹp chặt phải đúng vị trí gá đặtvà không làm biến dạng chi tiết cần gia công.
- Gá đặt và tháo lắp chi tiết dễ dàng nhanh chóng.
- Kết cấu và nguyên lý làm việc
- Kết cấu
- Nguyên lý làm việc
- Định chi tiết lên mặt phẳng bằng các phiến tỳ và 1 chốt trụ ngắn + 1 chốt trám.
- Kẹp chặt bằng cơ cấu cam.
- Khi làm việc ta tác dụng tay quay một lực thông qua then + trục cam đưa cam đến vị trí cần thiết để làm việc, từ cam thông qua cần cam tác dụng lên bulông điều chỉnh, tại đây bulông điêu chỉnh sẽ chỉnh vị trí và độ lớn lực kẹp của má kẹp + mỏ kẹp tác dụng lên chi tiết gia công, khi muốn tháo chi tỉết ra ta tác dụng tay quay một lực thông qua then + trục cam đưa cam đến vị trí không tạo ra lực kẹp, ở đây nhờ lò xo + vít để đưa má kẹp ra khỏi chi tiết.
- Xác định yêu cầu kỹ thuật
- Độ không song song giữa mặt định vị chính với đáy đồ gá
- Độ không vuông góc giữa tâm các bạc dẫn và đáy đồ gá
- Bề mặt làm việc của mặt phẳng được mài sau khi lắp.
- Bề mặt làm việc của mặt phẳng nhiệt luyệt đạt 55 – 58 HRC.
- Xác định phương, chiều và điểm đặt của lực kẹp.
Phương của lực kẹp (W) vuông góc với chi tiết gia công. Điểm đặt lực kẹp (W) ta chọn ở giữa mép ngoài của lỗ Æ25mm.
- Tính giá trị lực kẹp
- Tính toán lực kẹp cần thiết
- Lực W được xác định nhờ phương trình momen đối với điểm O
- Momen Mx có xu hướng làm cho chi tiết xoay xung quanh trục của nó. Nếu muốn cho chi tiết không bị xoay thì momen ma sát do lực hướng trục và lực kẹp gây ra phải thắng momen cắt, phương trình cân bằng có dạng: 2Wct.a.f = K.Mx
Wct=
- Với K là hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công
K = K0. K1. K2. K3. K4. K5. K6
Trong đó:
- ko = 1,5: hệ số an toàn.
- k1 = 1,1: bề mặt bị kẹp đã qua gia công.
- k2 = 1,2: hệ số tính đến độ mòn dao.
- k3 = 1,2: hệ số về việc tăng lực cắt tăng lên do gia công không liên tục.
- k4 = 1,3: kẹp bằng tay.
- k5 = 1: kẹp bằng tay có góc quay < 90o
- k6 = 1,2: hệ số phụ thuộc điểm lật phôi, điểm tựa có mặt tiếp xúc lớn.
Suy ra K = 1,5.1,1.1,2.1,2.1,3.1.1,2 = 3,7
- M = 61,86 Nm
- khoảng cách từ tâm dao tới tâm mỏ kẹp: a= 70(mm) =0,07(m)
- f: hệ số ma sát giữa chi tiết và cơ cấu kẹp: f = 0,75
- Tính toán lực do cơ cấu kẹp tạo ra
- Xác định sai số chế tạo của đồ g
Trong đó:
- εct: sai số chế tạo đồ gá
- εc: sai số chuẩn
- ek: sai số kẹp chặt
- εm: sai số mòn đồ gá
- eđc: sai số điều chỉnh đồ gá
Sau đây sẽ tính từng sai số trên
- Sai số chuẩn: ta dùng chốt trụ ngắn Ø25mm có sai lệch như sau
- Kích thước danh nghĩa: dN = 25(mm).
Tra bảng
- Sai lệch trên: ES = -7 (mm).
- Sai lệch dưới: EI = -20(mm).
- Miền dung sai chốt và lỗ
- Khe hở nhỏ bán kính nhỏ nhất của chốt trụ và lỗ:
- Khe hở của chốt trám khi lỗ dịch chuyển chốt cố định, tính theo dung sai khoảng cách tâm:
- Khe hở nhỏ nhất giữa phần làm việc giữa chốt trám với lỗ:
- Đường kính lớn nhất của chốt trám:
DCP3 = Do - 2Δmin =25–2.0,022=24,956mm
- Chiều rộng phần chốt trám: b = 4 mm, B = D – 4 = 25 – 4 = 21mm
- Góc xoay của đường nối 2 lổ so với đường nối tâm hai chốt:
- Sai số trên chiều dài lỗ gia công:
- Tính sai số kẹp chặt: ek = (ymax – ymin)*cosa
Trong đó:
- a: góc kẹp giữa phương kích thước gia công và phương dịch chuyển y của chuẩn đo lường.
- ymax, ymin: là đoạn dịch chuyển lớn nhất và bé nhất của chuẩn đo lường.
- Do: a = 90o Þ ek = 0
- sai số mòn đồ gá: Sai số mòn do đồ gá bị mòn gây ra
- N: số lượng chi tiết gia công trên đồ gá N = 1000 chiếc/năm
- Β = 0. 4 phụ thuộc vào kết cấu đồ định vị là mặt phẳng
- Sai số gá đặt: Sai số gá đặt được tính theo công thức [egd] = mm
- Sai số điều chỉnh đồ gá: là sao số phát sinh trong quá trình lắp gáp và điều chỉnh đồ gá. Trong thực tế sai số đều chỉnh eđc = (5÷10)mm
- Vậy sai số chế tạo của đồ gá là
LỜI KẾT
Sau một thời gian tìm tòi, nghiên cứu lựa chọn và dưới sự hướng dẫn tận tình của thầy giáo, đến nay đề tài em đã được hoàn thành.
Trong suốt quá trình tính toán làm đồ án môn học em đã rút ra một số kinh nghiệm và hiểu biết thêm nhiều kiến thức có ích cho em sau này. Nó là nền tảng của em trong việc vận dụng cho công việc sau này, đồng thời qua đề tài này em đã hiểu biết thêm về nhiều môn, đặc biệt là môn chế tạo máy.
Trong suốt quá trình thực hiện đề tài này, do sự hiểu biết của em còn hạn chế, đồng thời đây cũng là lần đầu tiên nên kinh nghiệm còn chưa vững nên đồ án của em không tránh khỏi những thiếu sót, mặc dù đã cố gắng tìm tòi học hỏi thầy cô và cùng các bạn bè trao đổi kỹ năng.
Em xin chân thành cảm ơn thầy ThS- đã tận tình giúp em hoàn thành đồ án này, em xin cảm ơn.
Sinh viên thực hiện
Tài liệu tham khảo
[1] –Nguyễn Đắc Lộc-Ninh Đức Tốn-Lê Văn Tiến-Trần Xuân Việt, Sổ tay công nghệ chế tạo máy tập 1,NXB Khoa học và kỹ thuật HÀ NỘI, 2007.
[2] –Nguyễn Đắc Lộc-Ninh Đức Tốn-Lê Văn Tiến-Trần Xuân Việt, Sổ tay công nghệ chế tạo máy tập 2,NXB Khoa học và kỹ thuật HÀ NỘI, 2007.
[3] –Nguyễn Đắc Lộc-Ninh Đức Tốn-Lê Văn Tiến-Trần Xuân Việt, Sổ tay công nghệ chế tạo máy tập 3,NXB Khoa học và kỹ thuật HÀ NỘI, 2007.
[4] – GS-TS Nguyễn Đắc Lộc-Lưu Văn Nhang, Hướng dẫn thiết kế đồ án công nghệ chế tạo máy, NXB khoa học kỹ thuật Hà Nội, 2009.
[5] – Ngọc Đào, Trần Thế San, Hồ Viết Bình, Chế độ cắt gia công cơ khí,, NXB Đà Nẵng, 2000.
[6] – Ninh Đức Tốn, Sổ tay dung sai lắp ghép, NXB Giáo Dục VỆT NAM.
[7] – Đặng Vũ Giao, Tính và thiết kế đồ gá, NXB Trường ĐH Bách khoa Hà Nội, 1969.
[8] – PGS-TS.Trần Văn Địch, Sổ tay và atlas đồ gá, NXB KH-KT Hà Nội, 2000.








