THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ ĐIỀU CHỈNH


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ ĐIỀU CHỈNH, đồ án môn học công nghệ chế tạo máy GỐI ĐỠ ĐIỀU CHỈNH, bài tập lớn công nghệ chế tạo máy GỐI ĐỠ ĐIỀU CHỈNH, thiết kế quy trình công nghệ gia công chi tiết GỐI ĐỠ ĐIỀU CHỈNH
500 MB Bao gồm tất cả file CAD, file 2D 3D , file DOC (DOCX), lồng phôi, sơ đồ đúc, qui trình công nghệ, sơ đồ kết cấu nguyên công, bản vẽ đồ gá THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ ĐIỀU CHỈNH
THIẾT KẾ GỐI ĐỠ ĐIỀU CHỈNH
Phần I
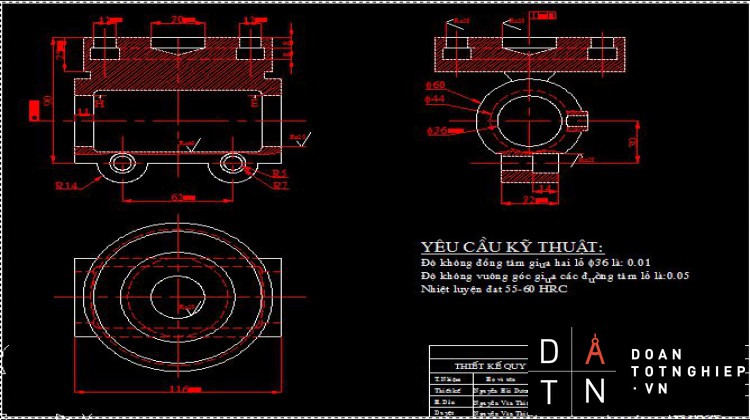
PHÂN TÍCH YÊU CẦU KỸ THUẬT CỦA CHI TIẾT
I- Giới thiệu về chi tiết
1. Đây là chi tiết gối đỡ điều chỉnh
2. Vật liêu sủ dụng thép 45
3.Số lượng : sản phẩm sản xuất trongmột năm là 3000 chiếc
4. Công dụng : dùng để đỡ các trục
II- Yêu cầu kỹ thuật của chi tiết
- Bề mặt làm việc chính : lỗ Ø36 để lắp bục lót theo mối ghép
Tra dung sai mối ghép lỗ có kích thước Ø36 + 0,025. Độ đồng tâm của 2 lỗ Ø 36 là 0,01. Để khi làm việc khe hở giữa trục và bạc đều không gây ra ma sát sẽ sinh nhiệt làm nóng bạc hoặc hỏng trục.
- Lỗ Ø 30 dùng để lắp chốt định vị gối đỡ . Khi làm việc cần thay đổi vị trí gối đỡ có thể trượt trên mặt phẳng.
- Lỗ Ø8 dùng để tra dầu bôi trơn vào gối đỡ .
- Lỗ Ø44 không làm việc chỉ dùng để chứa dầu bôi trơn nên độ chính xác không cao.
- Lỗ bậc dùng để lắp ốc cố định gối đỡ.
- Mặt đáy là mặt định vị chính của gối đỡ.
- Dung sai độ vuông góc, độ giao nhau giữa các đường tâm lỗ là 0,05.
- Dung sai song song giữa các đường tâm lỗ là 0,02.
- Gối chỉ dùng để đỡ nên không yêu cầu độ cứng cao mà cần độ bền .
- Vật liệu làm gối bằng thép 45 đây là vật liệu có hàm lượng các bon không cao, cơ tính tốt . Muốn có độ bền cao cần nhiệt luyện
Phần II
PHÂN TÍCH SẢN PHẨM VÀ ĐỊNH DẠNG SẢN SUẤ
+ Số lượng sản phẩm cần sản suất trong 1 năm là 3000 chiếc nên số lượng sản phẩm thực tế sản suất ra là
N=N1. m ( 1+)
Chọn ß = 5 ta có
N = 300 . (1+) = 3150 sp/ năm
N1: số lượng máy sản suất trong 1 năm
m : số chi tiết trong 1 năm
N1 .m = 3000 < >
+Khối lượng của chi tiết
ta có Q = V. g V: thể tích chi tiết
g: trọng lượng của vật liệu
V=V1+V2+V3+V4- ( V5+V6+V7+V8+V9+V10)
- V1: là thể tích đoạn trụ ỉ60 dài L= 116
V1== 327816
- V2: là thể tích trụ ỉ110 dài L=25
V2== 237462,5
-V3: là thể tích bán trụ ỉ14 dài L= 32
V3= = 4932,52
-V4: là thể tích phần nối giữa 2 khối trụ ỉ 60 và ỉ 110
V4= . 100.5 = 12000
-V5: là thể tích lỗ ỉ 30 dài L= 6
V5= = 4329
-V6: là thể tích 4 lỗ ỉ 12 và ỉ 20 dài L= 5
V6= 4(+) = 13665,28
-V7: là thể tích lỗ ỉ 44 dài L= 94
V7= 3,14. .94 = 142857,44
-V8: là thể tích lỗ thấm dầu
V8=
-V9: là thể tích 2 lỗ ỉ 36 dài L= 11
V9= =
-V10: là thể tích 2 lỗ bậc ỉ10 và ỉ 14
V10= = 7134,08
V= (V1+V2+V3+V4) –(V5+V6+V7+V8+V9+V10)
Mặt khác ta có = 7,85 kg/
Q= 0,4.7,85 = 3,14 kg
Tra bảng định dạng sản xuất dựa theo khối lượng của chi tiết và số lượng sản phẩm sản xuất trong 1 năm.
Theo bảng 1.1 sách công nghệ chế tạo máy ta được :
Đây là dạng sản xuất loại vừa
PhầnIII
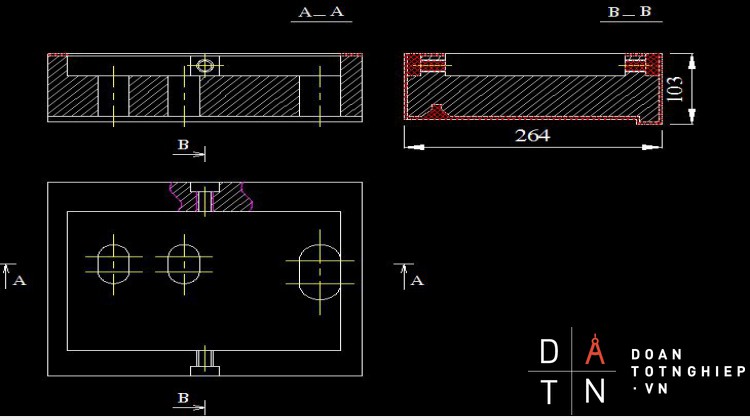
THIẾT KẾ BẢN VẼ
- Vật liệu chế tạo phôi là thép 45
- Phương pháp chế tạo phôi: đúc trong khuôn cát mẫu gỗ
- Thành phần thép 45.
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
0,4- 0,5 |
0,17-0,37 |
0,5-0,8 |
0,045 |
0,045 |
0,3 |
0,3 |
- Lượng dư gia công: lượng dư của nguyên công phay mặt đầu
Lượng dư gia công thô
Zmin = (Rz + h
Với Rzi : là độ nhám
Tra bảng 3-65 (STCNCTM tâp1) ta có (Rz+h) = 400 (phôi đúc cấp hai)
Tra bảng 3-67 (STCNCTM tập 1) ta có
dung sai phôi ===1,082mm
sai số gá đặt chi tiết
vì gốc kích thước trùng với chuẩn định vị nên =0
tra bảng 24 ta có =90
Zmin= 400 + 1082 + 90 = 2292 ()
Lượng dư gia công tinh
Zmin = (Rz + h) ++ = 400 + 40 + 90 = 530 )
Lượng dư tổng cộng
Z = 2292 + 530 = 2822 () = 2,83 mm
Ta có thể chọn Z = 3mm
Phần IV
XÁC ĐỊNH ĐƯỜNG LỐI CÔNG NGHỆ VÀ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
I-Xác định đương lối công nghệ.
- Lỗ ứ36 dùng để lắp bạc nên yêu cầu độ chính xác cao chọn phương pháp tiện tinh và mài tinh.
- Các bề mậưt không yêu cầu dộ chính xác cao : phay thô.
- Các lỗ không yêu cầu độ chính xác : chọn phương pháp gia công bán tinh.
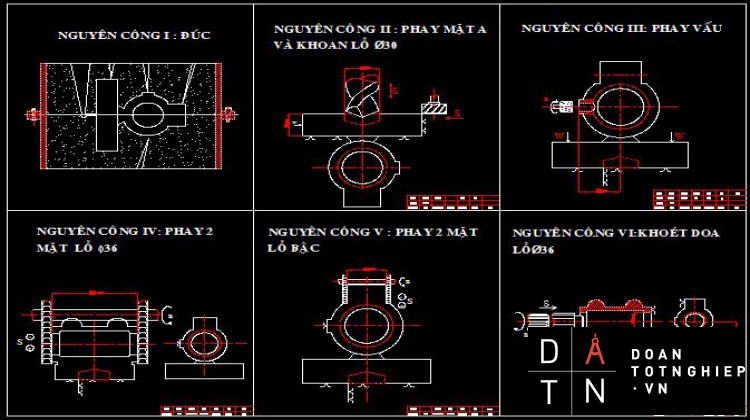
II- Thứ tự gia công ( Sử dụng phôi đúc).
- Đúc phôi.
- Tiện lỗ ứ36 và ứ44.
- Tiện mặt đáy,rãnh chữ T
- Phay mặy đối diện mặt đáy .
- Phay 2 mặt lỗ ứ36.
- Phay 2 mặt lỗ bậc.
- Khoan, khoét ,doa lỗ bậc.
- Phay mặt đầu lỗ ễ8.
- Khoan lỗ ứ8.
- Nhiệt luyện.
- Mài lỗ ứ36.
Phần V
TRA CHẾ ĐỘ CẮT CHO CÁC NGUYÊN CÔNG
I- NGUYÊN CÔNG I ĐÚC
-Chi tiết đúc phải cân đối về hình dạng
- Vật liêu đồng đều không chứa tạp chất
- Sau đúc phải ủ để giảm lớp cứng bề ngoài
- Vệ sinh sạch sẽ ba via, đậu ngót trước khi gia công cơ
- Tạo phôi bằng khuôn cát mẫu gỗ đạt cấp chính xác cấp 2
II- NGUYÊN CÔNG II: TIỆN LỖ ễ36 VÀ LỖ ễ44
1. Phân tích nguyên công
- Đây là một nguyên công rất quan trọng,sau khi gia công xong lỗ được dùng làm chuẩn tinh để tiện mặt đầu, khoan,và tiện lỗ . Chúng ta cần tiện lỗ đạt Rz20
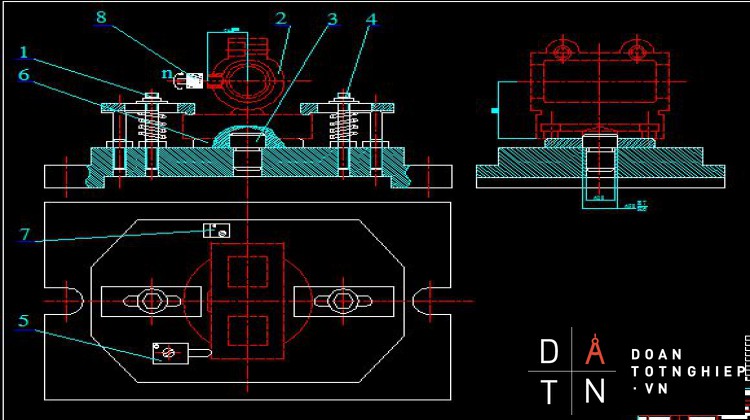
2. Định vị và kẹp chặt
- Căn phẳng hạn chế 3 bậc tự do
- Chốt trụ ngắn hạn chế hai bậc tự do
- Một chốt chống xoay (chốt tỳ) han chế một bậc tự do
3. Chọn máy và dụng cụ cắt
- Chọn máy tiện 1k62
- Dụng cụ cắt : chọn dao tiện lỗ chuyên dùng gắn hợp kim cứng T15K6 bề rộng dao BxH=20x30
4. Dụng cụ kiểm tra:thước kặp 1/20
5. Bậc thợ 3/7
6. Chọn chế độ cắt
A- Tiện thô lỗ ễ36
- chiều sâu cắt t=2,5
- lượng chạy dao
tra bảng 5-12(STCNCTM-tập 2) ta có S = 0,4
- tốc độ cắ
V =
Chọn T= 60 phút
Tra bảng 5-17 (STCNCTM-tập 2)
Cv= 350 ; x = 0,15 ; y = 0,35 ; m = 0,2
Kv = Kmv.Knv.Kuv.Krv.Kv
Tra bảng 5-1(STCNCTM –tập 2) ta có:
Kmv = Kn.[]
vật liệu thép 45 = 600 MN/m
tra bảng 5-2 (STCNCTM –tập 2) ta có
Kn =1; nv = 1
Kmv = 1,25
tra bảng 5-5 (STCNCTM –tập 2) ta có Knv=0,9
tra bảng 5-6(STCNCTM –tập 2) ta có Kuv = 1
tra bảng 5-18 (STCNCTM –tập 2) có K= 0,7
Krv = 0,94
Kv = 1,25.0,9.1.0,7.0,94 = 0,74
V = = 157,386 m/p
- tốc độ máy
n = = = 1392 v/ph
chọn n = 1380 v/ph
V= = = 156 m/ph
Vì là tiện lỗ lên V = 0,9.156 = 140 m/ph
Tra thuyết minh máy chọn S = 0,2 mm
- Thời gian
i số lát cắt
Chiều dài l = 122 mm
Tốc độ n= 1380 v/p
Bước tiến dao S = 0,2 mm/v
L= L+L2+L3
L2 chiều dài chạy tới L2= 5 mm
L3 chiều dài chạy quá L3 = 3 mm
L = 130 mm
T = = 0,47 phút = 28,3 giây
B- Tiện thô lỗ ễ44
- chiều sâu cắt t=3
- lượng chạy dao
tra bảng 5-12(STCNCTM-tập 2) ta có S = 0,4
- tốc độ cắt
V =
Chọn T= 60 phút
Tra bảng 5-17 (STCNCTM-tập 2)
Cv= 350 ; x = 0,15 ; y = 0,35 ; m = 0,2
Kv = Kmv.Knv.Kuv.Krv.Kv
Tra bảng 5-1(STCNCTM –tập 2) ta có:
Kmv = Kn.[
vật liệu thép 45 = 600 MN/m
tra bảng 5-2 (STCNCTM –tập 2) ta có
Kn =1; nv = 1
Kmv = 1,25
tra bảng 5-5 ta có Knv=0,9
tra bảng 5-6 ta có Kuv = 1
tra bảng 5-18 có K= 0,7
Krv = 0,94
Kv = 1,25.0,9.1.0,7.0,94 = 0,74
V = = 157,386 m/p
- tốc độ máy
n = = = 1392 v/ph
chọn n = 1380 v/ph
V= = = 156 m/ph
Vì là tiện lỗ lên V = 0,9.156 = 140 m/ph
Tra thuyết minh máy chọn S = 0,2 mm
- Thời gian máy
T =
i số lát cắt
Chiều dài l = 94
Tốc độ n= 1380 v/p
Bước tiến dao S = 0,2 mm/v
L= L+L2+L3
L2 chiều dài chạy tới L2= 0 mm
L3 chiều dài chạy quá L3 = 0 mm
L = 94 mm
T = = 0,34 phút
C, tiện tinh lỗ ễ 36
lượng dư còn lại sau cắt thô là 3-2,5=0,5
chiều sâu cắt t = 0,5 mm
tra bảng 5-11(STCNCTM –tập 2)
S = 0,3mm
Tuổi bền dao T= 60 phút
- tốc độ cắt
V =
Tra bảng 5-17 (STCNCTM-tập 2)
Cv= 350 ; x = 0,15 ; y = 0,35 ; m = 0,2
Kv = Kmv.Knv.Kuv.Krv.Kv
Tra bảng 5-1(STCNCTM –tập 2) ta có:
Kmv = Kn.[
vật liệu thép 45 = 600 MN/m
tra bảng 5-2 (STCNCTM –tập 2) ta có
Kn =1; nv = 1
Kmv = 1,25
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK










