THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ MẬP ĐHSPKT
NỘI DUNG ĐỒ ÁN
GIA CÔNG CHI TIẾT GỐI ĐỠ MẬP ĐHSPKT
MỤC LỤC
CHƯƠNG I: PHÂN TÍCH CHI TIẾT VÀ XÁC ĐỊNH DẠNG SẢN SẢN XUẤT. 5
1. Phân tích chức năng và điều kiện làm việc của chi tiết: 5
2. Tính công nghệ trong kết cấu:5
3. Xác định dạng sản xuất6
CHƯƠNG II: CHỌN PHÔI VÀ XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI7
- Cấp chính xác đúc. 7
- Xác định mặt phằng khuôn:7
- Xác định lượng dư:7
- Thiết kế mẫu.
- Thiết kế lõi
- Gối lõi
- Vật liệu làm khuôn:10
CHƯƠNG III: THIẾT KẾ TRÌNH TỰ GIA CÔNG.. 11
CHƯƠNG IV: LẬP QUYNH TRÌNH CÔNG NGHỆ. 17
1.NGUYÊN CÔNG 1: PHAY MẶT A.. 17
2. NGUYÊN CÔNG 2: PHAY MẶT 6. 24
3. NGUYÊN CÔNG 3 : KHOAN – DOA 2 LỖ Ø4 :29
4. NGUYÊN CÔNG 4: PHAY MẶT 1, 2. 33
5. NGUYÊN CÔNG 5 :KHOÉT- DOA LỖ Ø40. 40
6. NGUYÊN CÔNG 6 : DOA LỖ 49. 41
7. NGUYÊN CÔNG 7 : DOA LỖ 49. 48
8. NGUYÊN CÔNG 8: KHOAN- TARO 4 LÕ M4. 55
9. NGUYÊN CÔNG 9 : KHOAN- TARO 4 LỖ M4. 59
10. NGUYÊN CÔNG 10: CHUỐT RÃNH 62
11. NGUYÊN CÔNG 11 : PHAY MẶT 3. 63
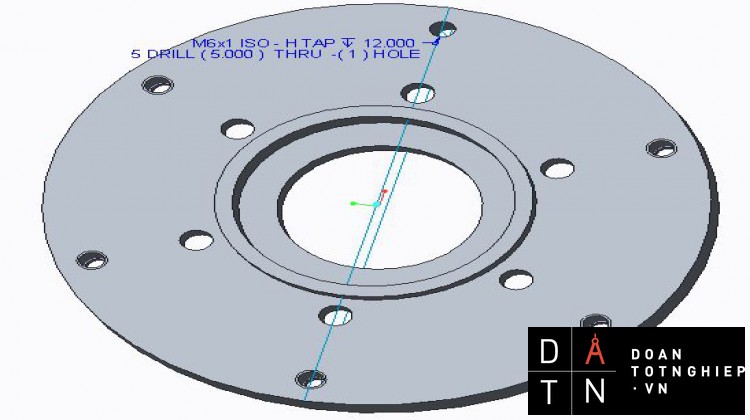
12. NGUYÊN CÔNG 12 : KHOAN – TARO LỖ M5. 68
CHƯƠNG V: TÍNH LƯỢNG DƯ GIA CÔNG CHO NGUYÊN CÔNG CHỈ ĐỊNH 71
CHƯƠNG VI: TÍNH TOÁN CHẾ ĐỘ CẮT NGUYÊN CÔNG 5. 74
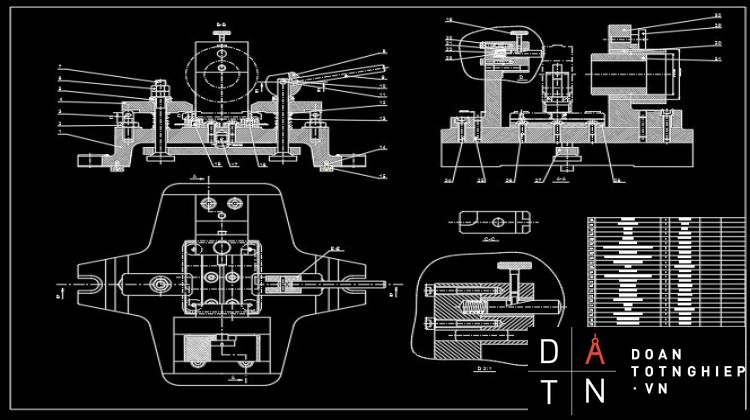
CHƯƠNG VII TÍNH TOÁN THIẾT KẾ ĐỒ GÁ NGUYÊN CÔNG 5. 82
TÀI LIỆU THAM KHẢO.. 84
CHƯƠNG I: NGHIÊN CỨU, PHÂN TÍCH
CHI TIẾT GIA CÔNG
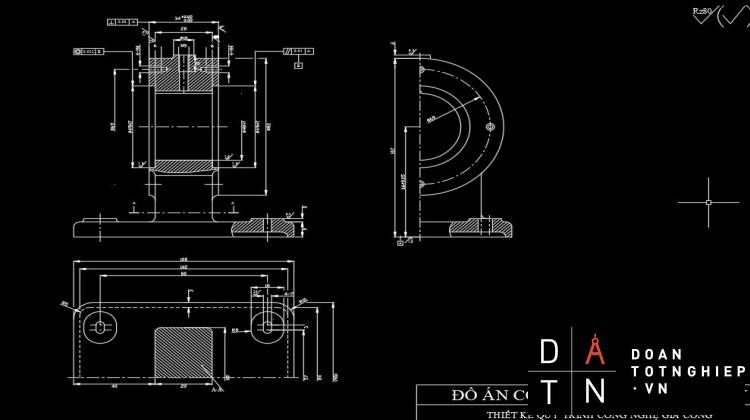
- Phân tích chức năng và điều kiện làm việc của chi tiết
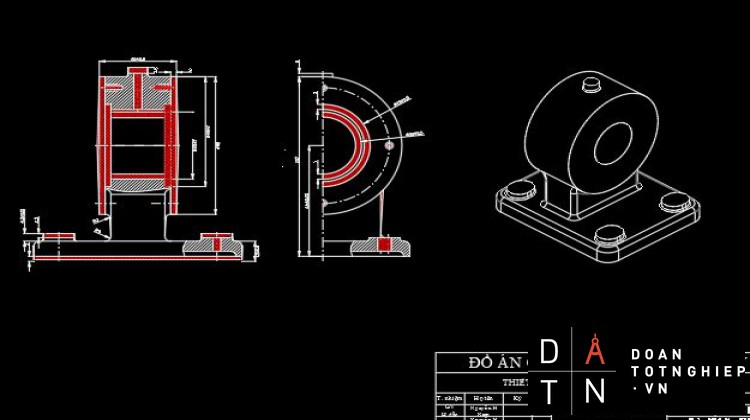
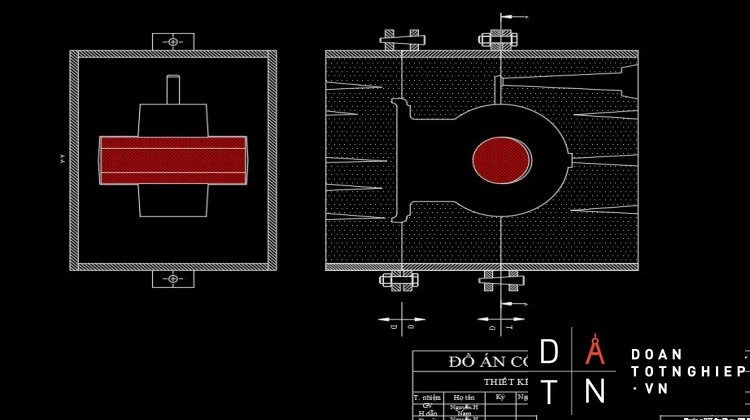
- Đây là chi tiết dạng hợp dùng để đở trục hoặc các chi tiết dạng trục khác
- Hai mặt bên dùng để lắp với mặt bích hoặc với chi tiết khác.
- Hai mặt bên vuông gốc với lỗ 40 dùng để lắp ghép với chi tiêt khác.
- 8 lỗ M4 dùng lắp bulong
- Lỗ làm ngàm để lắp với mặt bích
- Lỗ dùng để tra dầu
- Phân tích tính công nghệ trong kết cấu của chi tiết.
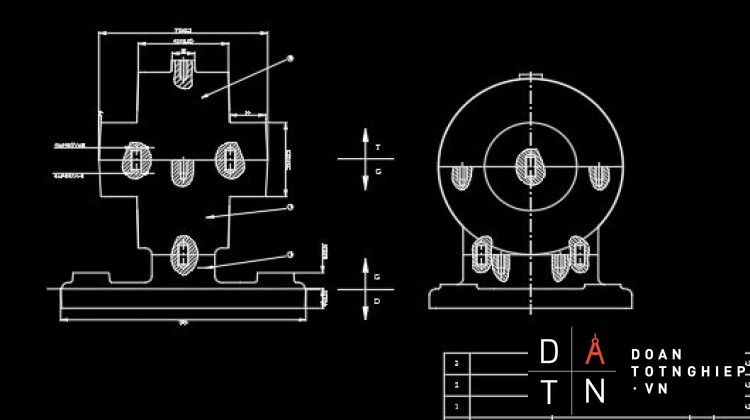
- Cấp chính xác kích thước là cấp 7
- Cấp chính xác độ nhám là cấp 6,8
- Lấy dung sai hình dạng, vị trí theo cấp chính xác 7
ðCó thể đạt được bằng phương pháp gia công cơ
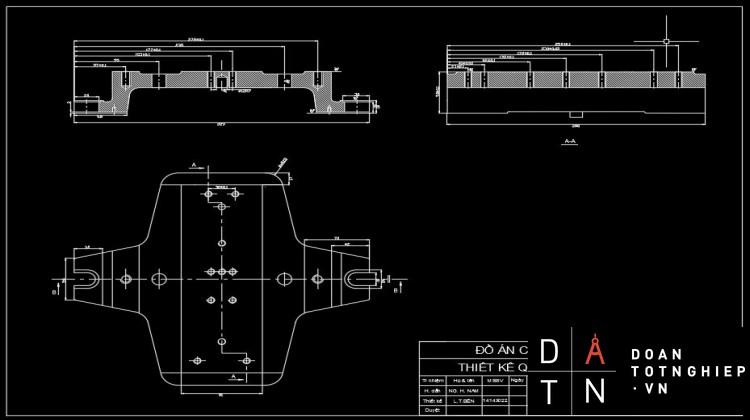
- Rãnh 8 khó gia công
- 2 lỗ 49 khó gia công do vai bậc vuông góc
- Mặt (A) vuông góc với 2 mặt bên (1) và (2) nên dễ gá đặt và chạy dao
- Mặt (1) và (2) song song với nhau nên có thể chạy 2 dao cùng một lúc
- 3 lỗ 49 và 40 vuông góc với hai mặt bên nên dễ gá đặt và chạy dao
- 4 lỗ ở đáy có kích thước tiêu chuẩn
- Tắt cả các lỗ ren vuông góc với mặt phẳng chứa lỗ nên dễ khoan và taro
- Tắt cả cá mặt gia công không có vấu lồi lõm nên dễ gá đặt và chạy dao
3. Xác định dạng sản xuất.
a) Tính sản lượng thực tế
Sản lượng thực tế hàng năm được xác định theo công thức:
N = (1 + )
Trong đó:
N: Số lượng chi tiết thực tế xản suất trong 1 năm
: Số lược chi tiết theo kế hoạch năm
: Số lượng chi tiết chế tạo thêm ( = 5 7)
: Số lượng phế phẩm (=3 6)
(Trang 19, HDTK ĐACNCTM , Hồ Viết Bình)
Ta có số lượng chi tiết theo kế hoạch năm là 100.000 chi tiết
N=100000 (1 + ) =112,000
b) Trọng lượng của một chi tiết là :
Q = V . (KG)
Trong đó :
Q: trọng lượng một chi tiết
V : Thể tích của chi tiết
: Trọng lượng riêng của vật liệu
Sử dụng phần mềm Solidworks trong tính toán khối lượng chi tiết
Q= 1,645 (kg)
Với N = 112,000 sản phẩm và Q = 1,645 kg, dựa vào Bảng 2.2 sách “ Hướng dẫn thiết kế đồ án Công nghệ chế tạo máy” Hồ Viết Bình – Phan Minh Thanh ta chọn dạng sản xuất hàng khối.
CHƯƠNG II: CHỌN PHÔI VÀ XÁC ĐỊNH
PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chọn cấp chính xác đúc
Chọn cấp chính xác cấp 2: Đúc trong khuôn cát
- Xác định mặt phẳng khuôn
- Xác định lượng dư
Mặt (3), (7) lượng dư 3,5mm
Mặt (4), (5), (7D), (6) lượng dư 2,5mm
Mặt (1), (2), (A) lượng dư 3mm
Ngoài ra còn có lượng dư của 4 rãnh (4-7) phần đế, 8 lỗ M4, 1 lỗ M5
- Thiết kế mẫu
Vật liệu: hợp kim nhôm
- Phân tích mẫu:
+Cấu tạo mẫu đúc phức tạp nên phải chia mẫu làm 3 phần
+ Mẫu khó chế tạo
+ Có 2 mặt phẳng khuôn nên khó chế tạo đậu hơi đậu ngót
- Chốt định vị
- Thanh nhất: dùng lỗ ren M4 để nhất mẫu
- Thiết kế lỗi
Do sản xuất hàng loạt lớn nên các lỗ 20 mm => đúc liền
Vật chỉ sử dụng lỗi cho lỗ
Vật liệu: Hỗn hợp cát
Phương pháp: dùng máy thỏi cát để tạo lỗi
- Gối lỗi
- Vật liệu làm khuôn
- Cát: Thành phần chính, thành phần chủ yếu của cát là Si
Làm khuôn đúc vật liệu là gang xám, khối lượng m < 200kg => chọn cát vừa nhóm 2, kích thước hạt 0,16 0,315 ( Giáo trình CN Đúc, DH Bách Khoa, trang 6)
- Đất sét: Để đúc đùng cao lanh loại kế dính chịu nhiệt vừa, bền và rất bền cho cả khuôn khô và khuôn tươi
- Chất kết dính: Thường dùng ximang pha vào hỗn hợp 12%, độ ẩm của hỗn hợp 6%-8% để trong không khí 24-27 giờ có khả năng tự khô
- Chát phụ gia: dùng mùn cưa, tỉ lệ pha khoảng 8%
- Chất sơn khuôn: Dùng bột than và gratit
- Vật liệu làm mẫu
- Do sản xuất hàng loạt lớn nên sử dụng vật liệu là kim loại
Cụ thể hợp kim Nhôm Đồng : nhẹ, dể gia công cơ khí, độ bóng và độ chính xác cao, có tính chóng ăn mòn cao
CHƯƠNG III: THIẾT KẾ TRÌNH TỰ GIA CÔNG
1. Mục đích:
Xác định trình tự gia công hợp lý đảm bảo độ chính xác kích thước, vị trí tương quan, sai lệch hình học, độ nhám, độ bóng bề mặt theo yêu cầu chế tạo.
2. Nội dung:
- Chọn phương pháp gia công cho từng bề mặt phôi.
- Chuẩn bị công nghệ và sơ đồ gá đặt cho từng nguyên công
- Chọn trình tự gia công cho từng bề mặt có gia công
3. Trình tự gia công
Nguyên công 1: Phay mặt đáy (A)
Nguyên công 2: Phay mặt (6)
Nguyên công 3: Khoan – Doa 2 lỗ 4
Nguyên công 4: Phay 2 mặt bên (1) và (2)
Nguyên công 5: Khoét – Doa lỗ 40
Nguyên công 6: Doa lỗ 49
Nguyên công 7: Doa lỗ 49
Nguyên công 8: Khoan và Taro 4 lỗ M4
Nguyên công 9: Khoan và Taro 4 lỗ M4
Nguyên công 10: Chuốt rãnh
Nguyên công 11: Phay mặt (3)
Nguyên công 12: Khoan và Taro lỗ M5
CHƯƠNG IV: LẬP QUY TRÌNH CÔNG NGHỆ
- Nguyên công 1: Phay mặt đáy (A):
- Sơ đồ gá đặt:
- Định vị:
- Chi tiết được định vị 6 bậc tự do, 5 bậc tự do qua 2 mũi chống tâm ở lỗ, mặt bên 1 bậc tự do bằng chốt tuỳ cố định đầu tròn.
- Kẹp chặt:
- Dùng cơ cấu kẹp nhanh kẹp vào mặt phẳng bên, phương và chiều lực kẹp như sơ đồ gá đặt.
- Chọn máy:
- Máy phay đứng 6H11 có công suất Nm= 4,5Kw, n = 65-1800 vg/ph ,số cấp tốc độ trục chính 16 cấp (bảng 9-38 trang 74 ST CNCTM tập 3 ).
- Chọn dao:
- Dao phay mặt đầu gắn mảnh hợp kim cứng BK6.
- Các thông số của dao
D= 100 mm ; Z = 10 răng
( tra bảng 4-94 trang 376 STCNCTM tập 1)
Dụng cụ đo: thước kẹp dài 200mm, độ chính xác 0,05mm
- Chia bước:
- Phay thô: Zb = 1,5mm
- Phay bán tinh: Zb = 1mm
- Phay tinh: Zb = 0,5mm
- Tra chế độ cắt và tính thời gian gia công:
Bước 1: Phay thô
- Chiều sâu cắt: t = 1,5 mm
- Lượng chạy dao răng: Sz = 0,2 mm/răng (tra bảng 5-125 trang 113 STCNCTM tập 2)
- Tốc độ cắt: Vb = 204 m/phút (tra bảng 5-127, STCNCTM tập 2)
- Các hệ số hiệu chỉnh ( tra bảng 5-127, STCNCTM tập 2)
K1 = 0,89: hệ số điều chỉnh phụ thuộc độ cứng của gang
K2 = 1 : hệ số điều chỉnh phụ thuộc vào chu kỳ bền của dao
K3 = 1 : hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng của dao
K4 = 0,8 : hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt phôi
K5 = 0,89 : hệ số điều chỉnh phụ thuộc chiều rộng phay
- Vậy tốc độ tính toán là: Vt = Vb. K1.K2.K3.K4.K5
= 204.0,89.1.1.0,8.0,89 = 129 m/ph
- Số vòng quay của trục chính theo tính toán là:
- Máy 6H11 có nmin = 65 vg/ph, nmax = 1800 vg/ph, 16 cấp tốc độ.
Tìm công bội φ như sau:
Ứng với có giá trị là 28 gần với 32 tương ứng với = 1,26 ( bảng 4.7 HD TKDA CNCTM).
Mặc khác:
Theo bảng 4.7 HD TKDA CNCTM tương ứng với = 1,26 ta có giá trị = 6,32 gần với 6,3 .
- Vậy số vòng quay theo máy là:
nm = 65.8 = 520 vg/ph
- Tốc độ cắt thực tế là:
- Lượng chạy dao phút:
Sph = Sz.Z.n = 0,2.10.520 = 1040 mm/ph
- Lượng chạy dao của máy là Sm = 25 ÷ 980mm/ph
ðChọn Sph = 325 mm/ph
- Công suất cắt khi phay thô:
Theo bảng 5-130 sổ tay công nghệ chế tạo máy tập 2: ta có công suất cắt Nc = 3,8Kw
So sánh Nc = 3,8Kw < Nm = 4,5Kw
Thời gian gia công
Thời gian nguyên công được xác định theo công thức :
Ttc = To + Tp + Tpv + Ttn
Þ Tct = To + 0,1To + 0,11To + 0,05To = 1,26To
Thời gian cơ bản:
To = (L + L1 + L2)/Sph
L = 108mm
L1 = D/2 + 3 = 100/2 + 3 = 53mm
L2 = 5mm
ðTo =
Ttc = 1,26.To = 1,26.0,51= 0,64 phút
Bước 2: Phay bán tinh
- Chiều sâu cắt: t = 1 mm
- Lượng chạy dao răng: Sz = 0,1 mm/răng (tra bảng 5-125 trang 113 STCNCTM tập 2)
- Tốc độ cắt: Vb = 260 m/phút (tra bảng 5-127, STCNCTM tập 2)
- Các hệ số hiệu chỉnh ( tra bảng 5-127, STCNCTM tập 2)
K1 = 0,89: hệ số điều chỉnh phụ thuộc độ cứng của gang
K2 = 1 : hệ số điều chỉnh phụ thuộc vào chu kỳ bền của dao
K3 = 1 : hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng của dao
K4 = 0,8 : hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt phôi
K5 = 0,89 : hệ số điều chỉnh phụ thuộc chiều rộng phay
- Vậy tốc độ tính toán là: Vt = Vb. K1.K2.K3.K4.K5
= 260.0,89.1.1.0,8.0,89 = 165 m/ph
- Số vòng quay của trục chính theo tính toán là:
- Máy 6H11 có nmin = 65 vg/ph, nmax = 1800 vg/ph, 16 cấp tốc độ.
Tìm công bội φ như sau:
Ứng với có giá trị là 28 gần với 32 tương ứng với = 1,26 ( bảng 4.7 HD TKDA CNCTM).
Mặc khác:
Theo bảng 4.7 HD TKDA CNCTM tương ứng với = 1,26 ta có giá trị = 8 gần với 8,1 .
- Vậy số vòng quay theo máy là:
nm = 65.9 = 585 vg/ph
- Tốc độ cắt thực tế là:
- Lượng chạy dao phút:
Sph = Sz.Z.n = 0,1.10.585 = 585 mm/ph
- Lượng chạy dao của máy là Sm = 25 ÷ 980mm/ph
ðChọn Sph = 270 mm/ph
- Công suất cắt khi phay thô:
Theo bảng 5-130 sổ tay công nghệ chế tạo máy tập 2: ta có công suất cắt Nc = 1,9Kw
So sánh Nc = 1,9Kw < Nm = 4,5Kw
Thời gian gia công
Thời gian nguyên công được xác định theo công thức :
Ttc = To + Tp + Tpv + Ttn
Þ Tct = To + 0,1To + 0,11To + 0,05To = 1,26To
Thời gian cơ bản:
To = (L + L1 + L2)/Sph
L = 108mm
L1 = D/2 + 3 = 100/2 + 3 = 53mm
L2 = 5mm
ðTo =
Ttc = 1,26.To = 1,26.0,6= 0,8 phút
Bước 3: Phay tinh
- Chiều sâu cắt: t = 0.5 mm
- Lượng chạy dao răng: Sz = 0,05 mm/răng (tra bảng 5-125 trang 113 STCNCTM tập 2)
- Tốc độ cắt: Vb = 260 m/phút (tra bảng 5-127, STCNCTM tập 2)
- Các hệ số hiệu chỉnh ( tra bảng 5-127, STCNCTM tập 2)
K1 = 0,89: hệ số điều chỉnh phụ thuộc độ cứng của gang
K2 = 1 : hệ số điều chỉnh phụ thuộc vào chu kỳ bền của dao
K3 = 1 : hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng của dao
K4 = 0,8 : hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt phôi
K5 = 0,89 : hệ số điều chỉnh phụ thuộc chiều rộng phay
- Vậy tốc độ tính toán là: Vt = Vb. K1.K2.K3.K4.K5
= 158.0,89.1.1.0,8.0,89 = 165 m/ph
- Số vòng quay của trục chính theo tính toán là:
- Máy 6H11 có nmin = 65 vg/ph, nmax = 1800 vg/ph, 16 cấp tốc độ.
Tìm công bội φ như sau:
Ứng với có giá trị là 28 gần với 32 tương ứng với = 1,26 ( bảng 4.7 HD TKDA CNCTM).
Mặc khác:
Theo bảng 4.7 HD TKDA CNCTM tương ứng với = 1,26 ta có giá trị = 5,04 gần với 4,89 .
- Vậy số vòng quay theo máy là:
nm = 65.7 = 455 vg/ph
- Tốc độ cắt thực tế là:
- Lượng chạy dao phút:
Sph = Sz.Z.n = 0,05.10.455 = 227 mm/ph
- Lượng chạy dao của máy là Sm = 25 ÷ 980mm/ph
ðChọn Sph = 160 mm/ph
- Công suất cắt khi phay thô:
Theo bảng 5-130 sổ tay công nghệ chế tạo máy tập 2: ta có công suất cắt Nc = 1,1Kw
So sánh Nc = 1,1Kw < Nm = 4,5Kw
Thời gian gia công
Thời gian nguyên công được xác định theo công thức :
Ttc = To + Tp + Tpv + Ttn
Þ Tct = To + 0,1To + 0,11To + 0,05To = 1,26To
Thời gian cơ bản:
To = (L + L1 + L2)/Sph
L = 108mm
L1 = D/2 + 3 = 100/2 + 3 = 53mm
L2 = 5mm
ðTo =
Ttc = 1,26.To = 1,26.1= 1,26 phút
Nguyên công 2: Phay mặt đáy (6):
- Sơ đồ gá đặt:
- Định vị:
Chi tiết được định vị 3 bậc tự do bằng 2 phiến tỳ
- Kẹp chặt:
- Dùng cơ cấu kẹp liên động, kẹp nhanh bằng cơ cấu cam, phương và chiều lực kẹp như sơ đồ gá đặt.
- Chọn máy:
- Máy phay ngang 6H81 có công suất N= 4,5Kw, n = 65-1800 vg/ph ,số cấp tốc độ trục chính 16 cấp (bảng 9-38 trang 72 ST CNCTM tập 3 ).
- Chọn dao:
- Dao phay đĩa 3 mặt gắn mảnh hợp kim cứng BK6.
- Các thông số của dao
D= 315 mm ; B= 30 ; d= 60 ; Z= 20 răng
( tra bảng 4-85 trang 369 STCNCTM tập 1)
Dụng cụ đo: thước kẹp dài 200mm, độ chính xác 0,05mm
- Chia bước:
- Phay thô: Zb = 1,5mm
- Phay bán tinh: Zb = 1mm
- Tra chế độ cắt và tính thời gian gia công:
Bước 1: Phay thô
- Chiều sâu cắt: t = 1,5 mm
- Lượng chạy dao răng: Sz = 0,2 mm/răng (tra bảng 5-177 trang 160 STCNCTM tập 2)
- Tốc độ cắt: Vb = 210 m/phút (tra bảng 5-179, STCNCTM tập 2)
- Các hệ số hiệu chỉnh ( tra bảng 5-127, STCNCTM tập 2)
K1 = 0,89: hệ số điều chỉnh phụ thuộc độ cứng của gang
K2 = 1 : hệ số điều chỉnh phụ thuộc vào chu kỳ bền của dao
K3 = 1 : hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng của dao
K4 = 0,8 : hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt phôi
K5 = 1,13: hệ số điều chỉnh phụ thuộc chiều rộng phay
- Vậy tốc độ tính toán là: Vt = Vb. K1.K2.K3.K4.K5
= 210.0,89.1.1.0,8.1,13 = 169 m/ph
- Số vòng quay của trục chính theo tính toán là:
- Máy 6H81 có nmin = 65 vg/ph, nmax = 1800 vg/ph, 16 cấp tốc độ.
Tìm công bội φ như sau:
Ứng với có giá trị là 28 gần với 32 tương ứng với = 1,26 ( bảng 4.7 HD TKDA CNCTM).
Mặc khác:
Theo bảng 4.7 HD TKDA CNCTM tương ứng với = 1,26 ta có giá trị = 2,5 gần với 2,56 .
- Vậy số vòng quay theo máy là:
nm = 65.4 = 260vg/ph
- Tốc độ cắt thực tế là:
- Lượng chạy dao phút:
Sph = Sz.Z.n = 0,2.20.257 = 1028 mm/ph
- Lượng chạy dao của máy là Sm = 25 ÷ 980mm/ph
ðChọn Sph = 660 mm/ph
- Công suất cắt khi phay thô:
Theo bảng 5-180 sổ tay công nghệ chế tạo máy tập 2: ta có công suất cắt Nc = 1,3Kw
So sánh Nc = 1,3Kw < Nm = 4,5Kw
Thời gian gia công
Thời gian nguyên công được xác định theo công thức :
Ttc = To + Tp + Tpv + Ttn
Þ Tct = To + 0,1To + 0,11To + 0,05To = 1,26To
Thời gian cơ bản:
To = (L + L1 + L2)/Sph
L = 100mm
L1 = D/2 + 3 = 315/2 + 3 = 160,5mm
L2 = 5mm
ðTo =
Ttc = 1,26.To = 1,26.0,4= 0,504 phút
Bước 2: Phay bán tinh
- Chiều sâu cắt: t = 1 mm
- Lượng chạy dao răng: Sz = 0,15 mm/răng (tra bảng 5-177 trang 160 STCNCTM tập 2)
- Tốc độ cắt: Vb = 248 m/phút (tra bảng 5-179, STCNCTM tập 2)
- Các hệ số hiệu chỉnh ( tra bảng 5-127, STCNCTM tập 2)
K1 = 0,89: hệ số điều chỉnh phụ thuộc độ cứng của gang
K2 = 1 : hệ số điều chỉnh phụ thuộc vào chu kỳ bền của dao
K3 = 1 : hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng của dao
K4 = 0,8 : hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt phôi
K5 = 1,13: hệ số điều chỉnh phụ thuộc chiều rộng phay
- Vậy tốc độ tính toán là: Vt = Vb. K1.K2.K3.K4.K5
= 248.0,89.1.1.0,8.1,13 = 199 m/ph
- Số vòng quay của trục chính theo tính toán là:
- Máy 6H81 có nmin = 65 vg/ph, nmax = 1800 vg/ph, 16 cấp tốc độ.
Tìm công bội φ như sau:
Ứng với có giá trị là 28 gần với 32 tương ứng với = 1,26 ( bảng 4.7 HD TKDA CNCTM).
Mặc khác:
Theo bảng 4.7 HD TKDA CNCTM tương ứng với = 1,26 ta có giá trị = 3,16 gần với 3,1 .
- Vậy số vòng quay theo máy là:
nm = 65.5 = 325vg/ph
- Tốc độ cắt thực tế là:
- Lượng chạy dao phút:
Sph = Sz.Z.n = 0,15.20.321 = 963 mm/ph
- Lượng chạy dao của máy là Sm = 25 ÷ 980mm/ph
ðChọn Sph = 550 mm/ph
- Công suất cắt khi phay thô:
Theo bảng 5-180 sổ tay công nghệ chế tạo máy tập 2: ta có công suất cắt Nc = 1,1Kw
So sánh Nc = 1,1Kw < Nm = 4,5Kw
Thời gian gia công
Thời gian nguyên công được xác định theo công thức :
Ttc = To + Tp + Tpv + Ttn
Þ Tct = To + 0,1To + 0,11To + 0,05To = 1,26To
Thời gian cơ bản:
To = (L + L1 + L2)/Sph
L = 100mm
L1 = D/2 + 3 = 315/2 + 3 = 160,5mm
L2 = 5mm
ðTo =
Ttc = 1,26.To = 1,26.0,48= 0,6 phút
Nguyên công 3: Khoan –doa 2 lỗ ø4:
- Sơ đồ gá đặt:
- Định vị:
- Chi tiết được định vị 6 bậc tự do, mặt phẳng định vị 3 bậc tự do, mặt bên 2 bậc tự do, mặt trước 1 bậc tự do.
- Kẹp chặt:
- Dùng cơ cấu kẹp liên động kẹp nhanh bằng cơ cấu cam, phương, chiều lực kẹp như sơ đồ gá đặt.
- Chọn máy:
- Máy khoan cần 2H55 có công suất 4Kw, tốc độ trục chính 20-2000vg/ph, 21 cấp tốc độ.
- Chọn dao:
- Mũi khoan ruột gà thép gió.
Đường kính mũi khoan : D = 3,9 mm; L = 119mm; l = 78mm
T= 60 ph.
Tra bảng 4-41 trang 326 ST CNCTM tập 1
- Mũi doa hợp thép gió:
D=4 mm; L = 65 mm; l = 37 mm; T=60 phút
Tra bảng 4-49 trang 336 ST CNCTM tập 1
Dụng cụ đo: thước kẹp dài 200mm, độ chính xác 0,05mm
- Tra chế độ cắt và tính thời gian gia công:
Chế độ cắt khi khoan lỗ ø3,9:
- Chiều sâu cắt: t = 1,95 mm
- Lượng chạy dao: S = 0,13 mm/vg (Tra bảng 5-89 trang 86 ST CNCTM tập 2)
Tốc độ cắt: Vb = 55m/phút (Tra bảng 5-91 trang 87 ST CNCTM tập 2 )
Các hệ số hiệu chỉnh :
K1 = 1: hệ số điều chỉnh phụ thuộc vào chu kỳ bền của dao
K2 = 1: hệ số điều chỉnh
- Vậy tốc độ tính toán là: Vt = Vb. K1.K2 = 55.1.1 = 55 m/ph
- Số vòng quay của trục chính theo tính toán là:
- Máy 2H55 có nmin = 20 vg/ph, nmax = 2000 vg/ph, 21 cấp tốc độ.
Tìm công bội φ như sau:
Ứng với có giá trị là 101.61 g,ần với 100 tương ứng với = 1,26 ( bảng 4.7 tài liệu [1]).
- Mặc khác:
Theo bảng 4.7 tài liệu [1] tương ứng với = 1,26 ta có giá trị = 101,61 gần với 225.
- Vậy số vòng quay theo máy là:
nm = 20.20 = 400 vg/ph
- Tốc độ cắt thực tế là:
.....................
ekc thô = 0,05.120 = 6 mm
ekc bán tinh = 0,05.6 = 0,3mm
Cách tính lượng dư được hướng dẫn ở trang 75,76 tài liệu HD TKDACNCTM
ðTa có bảng lượng dư
|
Thứ tự bước CN |
Rza |
Ti |
ra |
eb |
Zbmin |
Kt |
d |
amax |
amin |
Zmax |
Zmin |
|
|
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
|
Phôi |
500 |
153 |
|
|
60,952 |
1200 |
62,16 |
60,96 |
|
|
|
|
Phay thô |
80 |
100 |
4,536 |
120 |
733 |
60,219 |
300 |
60,53 |
60,23 |
1,63 |
0,73 |
|
Phay btinh |
25 |
50 |
3,204 |
6 |
190,54 |
60,029 |
120 |
60,16 |
60,04 |
0,37 |
0,19 |
|
Phay tinh |
6,4 |
25 |
1,151 |
0,3 |
78,504 |
59,95 |
30 |
59,99 |
59,96 |
0,17 |
0,08 |
Kiểm tra lại kết quả tính toán :
Zomax – Zomin = 2,17 – 1 = 1,17 mm
mm
CHƯƠNG VI: TÍNH TOÁN CHẾ ĐỘ CẮT NGUYÊN CÔNG 5
Khoét-Doa lỗ 40, chia nguyên công làm 4 bước:
Bước 1: Khoét thô D = 37 mm
Bước 2: Khoét bán tinh D = 39 mm
Bước 3: Doa thô D = 39,75mm
Bước 4: Doa tinh D = 40 mm
Bước 1: Khoét thô
- Chiều sâu cắt t = 1,5mm
- Lượng chạy dao S = 1 mm/vòng ( bảng 5-26 trang 22 STCNCTM tập 2)
- Tốc độ cắt V được tính theo công thức
Trong đó :Các hệ số và số mũ tra bảng 5-29 trang 22 STCNCTM tập 2
Cv = 105 ; Zv = 0,4; m = 0,4 ; Xv = 0,15; Yv = 0,45
T = 50 phút
Hệ số điều chỉnh chung cho tốc độ cắt tính đến các điều kiện cắt thực tế:
KV = Kmv.Knv.Klv.Kuv
Kmv: Hệ số phụ thuộc vào vật liệu gia công ; kmv= 0,9
Kuv: Hệ số phụ thuộc vào vật liệu dụng cụ cắt ; kuv = 0,83
Klv: Hệ số phụ thuộc vào chiều sâu khoét ; klv = 1
Knv = 0,6
KV = 0,9.0,6.1.0,83 = 0,45
Tốc độ cắt:
- Mô men xoắn Mx và lực chiều trục P0
+ P0 = CP.Dzp.tXp.SYp.Kmp
Kmp= (205/190)0,8 = 1,06
( Bảng 12-1,13-1 sách chế độ cắt)
Tra bảng 7-3 có: CP = 1 ; Zp = 1; Xp =1; Yp = 1
=> P0 =11.371.1,5.1.1,06 = 58,83 kG
+ M = CM.DZM.tXM.SYM.kmM
CM = 0,196; ZM =0,85 ; XM = 0,8 ; YM = 0,7 ; mM = 1,06
=> M = 0,196.370,85.1,50,8.10,7.1,06 = 6,2 kG.m
- Công suất cắt:
Nc < Nm = 4,5Kw
Bước 2: Khoét bán tinh
- Chiều sâu cắt t = 1 mm
- Lượng chạy dao S = 1 mm/vòng ( bảng 5-26 trang 22 STCNCTM tập 2)
- Tốc độ cắt V được tính theo công thức
Trong đó: Các hệ số và số mũ tra bảng 5-29 trang 22 STCNCTM tập 2
Cv = 105; Zv = 0,4; m = 0,4 ; Xv = 0,15; Yv = 0,45
T = 50 phút
Hệ số điều chỉnh chung cho tốc độ cắt tính đến các điều kiện cắt thực tế:
- KV = Kmv.Knv.Klv.Kuv
- Kmv: Hệ số phụ thuộc vào vật liệu gia công ; kmv= 0,9
- Kuv: Hệ số phụ thuộc vào vật liệu dụng cụ cắt; kuv = 0,83
- Klv: Hệ số phụ thuộc vào chiều sâu khoét ; klv = 1
- Knv = 0,6
- KV = 0,9.0,6.1.0,83 = 0,45
- Tốc độ cắt:
- Mô men xoắn Mx và lực chiều trục P0
+ P0 = CP.Dzp.tXp.SYp.kmp
kmp = (200/190)0,8 = 1,06
( Bảng 12-1,13-1 sách chế độ cắt)
Tra bảng 7-3 có: CP = 1 ; Zp = 1; Xp =1; Yp = 1
=> P0 =11.38,51.1,51.1.1,06 = 61,22 kG
+ M = CM.DZM.tXM.SYM.kmM
CM = 0,196; ZM =0,85 ; XM = 0,8 ; YM = 0,7 ; mM = 1,06
=> M = 0,196.38,50,85.10,71,50,8.1,06 = 5,55 kG.m
- Công suất cắt:
Bước 3: Doa thô
- Chiều sâu cắt t = 0,375mm
- Lượng chạy dao S = 2,7 mm/vòng ( bảng 5-27 trang 23 STCNCTM tập 2)
- Tốc độ cắt V được tính theo công thức
Trong đó :Các hệ số và số mũ tra bảng 5-29 trang 22 STCNCTM tập 2
Cv = 105 ; Zv = 0,4; m = 0,4 ; Xv = 0,15; Yv = 0,45
T = 50 phút
Hệ số điều chỉnh chung cho tốc độ cắt tính đến các điều kiện cắt thực tế:
KV = Kmv.Knv.Klv.Kuv
Kmv: Hệ số phụ thuộc vào vật liệu gia công ; kmv= 0,9
Kuv: Hệ số phụ thuộc vào vật liệu dụng cụ cắt ; kuv = 0,83
Klv: Hệ số phụ thuộc vào chiều sâu khoét ; klv = 1
Knv = 0,6
KV = 0,9.0,6.1.0,83 = 0,45
Tốc độ cắt:
- Mô men xoắn Mx và lực chiều trục P0
+ P0 = CP.Dzp.tXp.SYp.Kmp
Kmp= (205/190)0,8 = 1,06
( Bảng 12-1,13-1 sách chế độ cắt)
Tra bảng 7-3 có: CP = 1 ; Zp = 1; Xp =1; Yp = 1
=> P0 =11.39,751.0,375.1.1,06 = 15,8 kG
+ M = CM.DZM.tXM.SYM.kmM
CM = 0,196; ZM =0,85 ; XM = 0,8 ; YM = 0,7 ; mM = 1,06
=> M = 0,196.39,750,85.0,3750,8.2,70,7.1,06 = 2,17 kG.m
- Công suất cắt:
Nc < Nm = 4,5Kw
Bước 4: Doa tinh
- Chiều sâu cắt t = 0,125mm
- Lượng chạy dao S = 2,7 mm/vòng ( bảng 5-26 trang 22 STCNCTM tập 2)
- Tốc độ cắt V được tính theo công thức
Trong đó :Các hệ số và số mũ tra bảng 5-29 trang 22 STCNCTM tập 2
Cv = 105 ; Zv = 0,4; m = 0,4 ; Xv = 0,15; Yv = 0,45
T = 50 phút
Hệ số điều chỉnh chung cho tốc độ cắt tính đến các điều kiện cắt thực tế:
KV = Kmv.Knv.Klv.Kuv
Kmv: Hệ số phụ thuộc vào vật liệu gia công ; kmv= 0,9
Kuv: Hệ số phụ thuộc vào vật liệu dụng cụ cắt ; kuv = 0,83
Klv: Hệ số phụ thuộc vào chiều sâu khoét ; klv = 1
Knv = 0,6
KV = 0,9.0,6.1.0,83 = 0,45
Tốc độ cắt:
- Mô men xoắn Mx và lực chiều trục P0
+ P0 = CP.Dzp.tXp.SYp.Kmp
Kmp= (205/190)0,8 = 1,06
( Bảng 12-1,13-1 sách chế độ cắt)
Tra bảng 7-3 có: CP = 1 ; Zp = 1; Xp =1; Yp = 1
=> P0 =11.401.0,125.2,7.1,06 = 14,31 kG
+ M = CM.DZM.tXM.SYM.kmM
CM = 0,196; ZM =0,85 ; XM = 0,8 ; YM = 0,7 ; mM = 1,06
=> M = 0,196.400,85.0,1250,8.2,70,7.1,06 = 6,2 kG.m
- Công suất cắt:
Nc < Nm = 4,5Kw
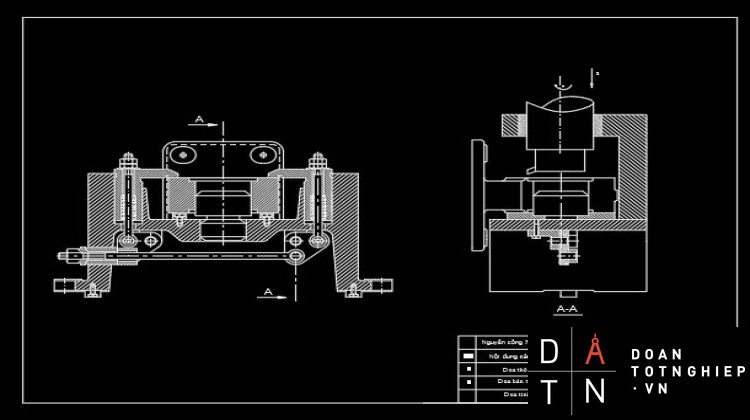
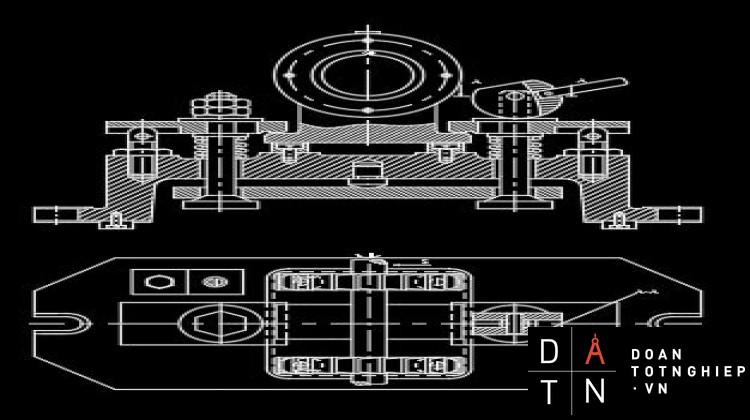
CHƯƠNG VII: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
1. Tính lực kẹp cần thiết
Chi tiết dạng hợp định vị bằng mặt phẳng và hai chốt trụ, trám. Khi khoét lực sẽ làm chi tiết trượt dọc hoặc lật quanh điểm A.
Phương trình cân bằng lực
K. = = .f
=> =
Trong đó:
- f = 0,4 ( tra bảng 6.3, Sách HD DACNCTM)
- K= .
k0: Hệ số an toàn cho tất cả trường hợp, chọn k0 = 1,5
K1: Hệ số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi. Khi gia công thô: k1 = 1,2 . khi gia công tinh : k1 = 1,0 Chọn k1 = 1,2
K2: Hệ số tăng lực cắt khi dao mòn, k2 = 1,0 ÷ 1,8. Chọn k2 = 1,2
K3: Hệ số tăng lực cắt khi gia công gián đoạn, chọn k3 = 1,2
K4: Hệ số tính đến lực kẹp ổn định, k4 = 1,3
K5: Số tính đến mức độ thuận lợi của cơ cấu kẹp, chọn k5 = 1
K6: Số tính đến momen quay chi tiết, chọn k6 = 1 (định vị trên chốt tỳ),
= 1,5 ; = 1,2 ; =1,2
=1,2 ; =1,3 ; =1
=1,2
( trang 145, giáo trình HD DACNCTM )
K= 1,5.1,2.1,2.1,2.1,3.1.1,3 = 3,1
- P0 = .DZp.SYp.Kmp
Tra bảng 5-32, trang 25 STCNCTM Tập 2
Ta có : = 46
Tra bảng 7.3, trang 87 Giáo trình Chế Độ Cắt
Zp = 0 ; Yp = 0
Kmp = = ()0.4 = 1,03
Tra bảng 12.1 và 13.1, trang 21, giáo trình Chế Độ Cắt
ðP0 = 46.400.1,40.1,03 = 47,38 kG
ð = = 367,2 kG
Phương trình cân bằng momen
K.P0.L = Wct.H
=> Wct = = 179,5 kGm
Mà Wct là lực kẹp tác dụng trực tiếp lên chi tiết. Còn cơ cấu sinh lực là cơ cấu cam
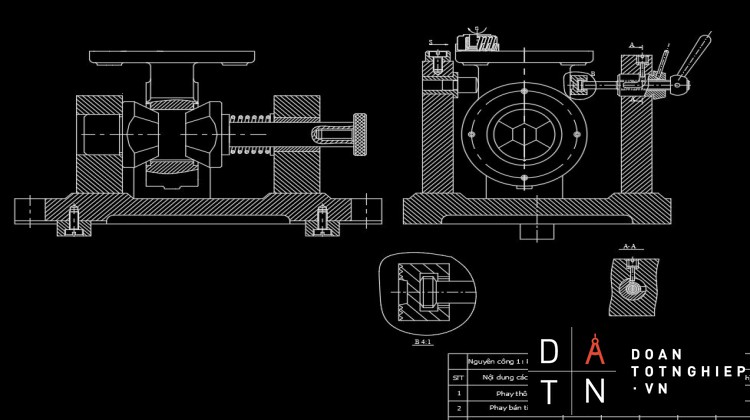
2. Chọn cơ cấu sinh lực kẹp
=> Wct= = = 684,69 kG
3. Tính toán cơ cấu cam
Thông số cam:
D=40 : e=2; d=6;
B=25; H=34; d2=3
Tra bảng 8-41, trang 446, sổ tay công nghệ chế tạo máy tập 2
Wc =
Ta chọn Q = 15 Kg
L = 110 mm
= 0,5D + 2 = 0,5.40 + 2= 22
= 0
S = 0
Tra bảng 3.2, Giáo trình công nghệ chế tạo máy
Ta có = = 20 => tg = 0
ðWc = = 750
Mà W=684,8 kG < Wc= 750 kG
ðCam thoãi mãn yêu cầu
4. Tính sai số chế tạo đồ gá
Sai số gá đặt
Sai số chuẩn
Sai số kẹp chặt
Sai số do chế tạo đồ gá
Sai số do mòn đồ gá
Sai số do điều chỉnh đồ gá
Ta có
[ ] = = = 30 μm (δ: Độ lệch tâm giữa lỗ Φ30 và phần trụ Φ105)
Do chuẩn định vị trùng với góc kích thước
Do phương lực kẹp vuông góc với kích thước
μm
= 5 μm










