THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ NHIỀU LỖ
NỘI DUNG ĐỒ ÁN
QUY TRÌNH CÔNG NGHỆ CHI TIẾT GỐI ĐỠ NHIỀU LỖ
Chương I: Phân tích chi tiết gia công và phương pháp chế tạo phôi
I. Chức năng và điều kiện làm việc của chi tiết
Kết cấu:
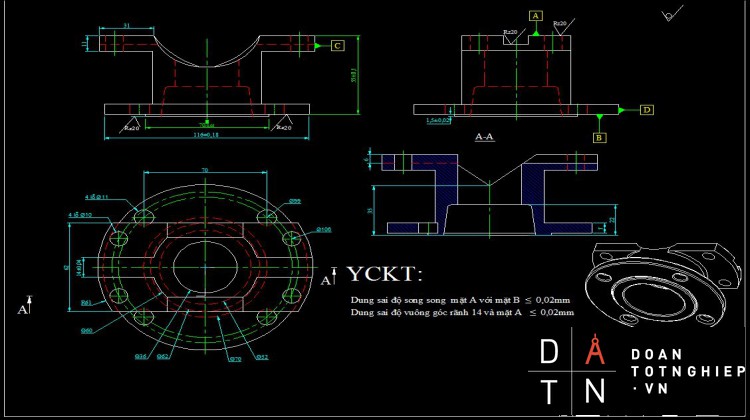
-Chi tiết cao 55mm.
-Đường kính trụ trên của chi tiết có đường kính Þ 122mm, cao 11mm.
-Trên bề mặt còn có bốn lỗ Þ 10mm dùng để bắt bu lông.
-Ngoài bu lông ra trên bề mặt còn có rãnh cái hình chữ nhật rộng 14mm, sâu 7mm để tịnh tiến trong quá trình lắp ghép.
-Đường kính trụ dưới của chi tiết là Þ 116mm, cao 6,9mm.
-Trên bề mặt trụ dưới còn có một rãnh đực hình tròn Þ 70mm, cao 1,5mm.
-Ngoài ra còn có bốn lỗ Þ 11mm để bắt bu lông cố định với chi tiết khác, rãnh đực hình tròn dùng để định vị hai mặt lắp ghép lại với nhau.
Chức năng và điều kiện làm việc:
-Chi tiết dùng làm chi tiết trung gian để nối các chi tiết khác lại với nhau.
-Phần đỉnh chi tiết có bốn lỗ Þ 10mm và 1 rãnh cái hình chữ nhật.
-Bốn lỗ Þ 10mm dùng để bắt bốn con bu lông giúp gắn kết hai chi tiết lại với nhau, còn rãnh then dùng để di trượt nên xuống hoặc trái phải.
-Muốn di trượt chúng ta chỉ việc dùng cờ lê hoặc mỏ lết nới lỏng bốn con bu lông ở bốn lỗ ra và điều chỉnh theo ý mình.
-Phần chân chi tiết gồm bốn lỗ Þ 10mm và rãnh đực hình tròn.
-Bốn lỗ dùng để bắt bốn con bu lông còn rãnh đực dùng để cố định hai chi tiết lại với nhau.
- Độ chính xác gia công
Vật liệu: Là một chi tiết trung gian chịu tải trung bình, rung động nhiều nên không cần độ bền cao. Vì vậy ta chọn vật liệu cho chi tiết là GX 15-32. GX 15-32 có cơ tính không cao, độ bền thấp, độ dẻo và độ dai va đập thấp, có thể coi là vật liệu giòn.
Thành phần hóa học của GX 15-32:
C = 3÷3,7.
Si = 1,2÷2,5.
Mn = 0,25÷1,00.
S < 0,12
P = 0,05÷1,00.
Độ chính xác về kích thước: Đây là kích thước trung gian dùng để lắp ghép hai chi tiết khác lại với nhau nên các chi tiết trên hai bề mặt trên dưới là quan trọng.
Các chi tiết quan trọng là:
- Rãnh cái hình chữ nhật trên mặt trên của chi tiết
- Rãnh đực hình tròn bên mặt dưới của chi tiết
- Các kích thước có chỉ dẫn dung sai.
- Kích thước Þ 116 ± 0,18:
ES = + 0,18.
EI = - 0,18.
IT = ES – EI = 0,18 – (-0,18) = 0,36.
Tra bảng 1.4 trang 4 bảng tra dung sai : Cấp CX 12.
- Kích thước Þ 70 ± 0,06:
ES = + 0,06.
EI = - 0,06.
IT = ES – EI = 0,06 – (-0,06) = 0,12.
Tra bảng 1.4 trang 4 bảng tra dung sai : Cấp CX 10.
- Kích thước 1,5 ± 0,02:
ES = + 0,02.
EI = - 0,02.
IT = ES – EI = 0,02 – (-0,02) = 0,04.
Tra bảng 1.4 trang 4 bảng tra dung sai : Cấp CX 10.
- Kích thước 14 ± 0,04:
ES = + 0,04.
EI = - 0,04.
IT = ES – EI = 0,04 – (-0,04) = 0,08.
Tra bảng 1.4 trang 4 bảng tra dung sai : Cấp CX 10.
- Kích thước 7 ± 0,02 :
ES = + 0,02.
EI = - 0,02.
IT = ES – EI = 0,02 – (-0,02) = 0,04
Tra bảng 1.4 trang 4 bảng tra dung sai : Cấp CX 10.
- Các kích thước không chỉ dẫn dung sai:
+ Kích thước Þ 36mm
+ Kích thước Þ 62mm
+ Kích thước Þ 52mm
+ Kích thước Þ 60mm
+ Kích thước Þ 122mm
Độ chính xác về hình dáng hình học:
- Không có yêu cầu về độ chính xác hình dáng hình học
Độ chính xác về vị trí tương quan:
- Dung sai độ phẳng mặt A và mặt B < 0,06mm
- Dung sai độ vuông góc giữa lỗ Þ 10mm với mặt A ≤ 0,06mm
- Dung sai độ vuông góc giữa rãnh với mặt A ≤ 0,03mm
Độ chính xác về chất lượng bề mặt: Ta đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy độ chính xác cao lượng dư nhỏ
- Các bề mặt dùng để lắp ghép ta dùng Rz20.
- Các bề mặt không gia công ta dùng Rz40.
- Biện luận dạng sản xuất và sản lượng hàng năm của chi tiết gia công
-Thể tích chi tiết chưa gia công:
- Thể tích toàn phần của chi tiết chưa gia công là:
- V1 = π * r2 * h = π * 622 * 11,5 = 138877,3 mm3
- V2 = π * r2 * h = π * 312 * 37 = 111705,6 mm3
- V3 = a * b * h = 131 * 62 * 15,5 = 125891 mm3
- Thể tích lõi của chi tiết chưa gia công là:
- V1’ = π * r2 * h = π * 262 * 1,5 = 3185,6 mm3
- V2’ = π * r2 * h = π * 262 * 20,5 = 43536,2 mm3
- V3’ = π * r2 * h = π * 182 * 13 = 13232,4 mm3
- V4’ = * (R2 + r2 + R*r) = * (302 + 182 + 30*18) = 36945,1 mm3
- Thể tích thực của chi tiết chưa gia công là:
- Vct = Vtp - Vlõi = (138877,3 + 111705,6 + 125891) – (3185,6 + 43536,2 + 13232,4 + 36945,1) = 279574,6 mm3 = 0,28 dm3
- Khối lượng chi tiết chưa gia công là:
M = V. Ɣ = 0,27 * 7,2 = 1,95 kg
Thể tích chi tiết đã gia công:
- Thể tích toàn phần của chi tiết:
- V1 = π * r2 * h = π * 352 * 1,5 = 5772,6 mm3
- V2 = π * r2 * h = π * 582 * 7 = 73978,2 mm3
- V3 = π * r2 * h = π * 312 * 37 = 111705,6 mm3
- V4 = a * b * h = 122 * 62 * 11 = 83204 mm3
- Thể tích lõi của chi tiết:
- V1’ = π * r2 * h = π * 262 * 1,5 = 3185,6 mm3
- V2’ = π * r2 * h = π * 262 * 20,5 = 43536,2 mm3
- V3’ = π * r2 * h = π * 182 * 13 = 13232,4 mm3
- V4’ = * (R2 + r2 + R*r) = * (302 + 182 + 30*18) = 36945,1 mm3
- Thể tích thực của chi tiết:
- Vct = Vtp - Vlõi = (5772,6 + 73978,2 + 111705,6 + 83204) – (3185,6 + 43536,2 + 13232,4 + 36945,1) = 177461,1 mm3 = 0,18 dm
Trọng lượng vật liệu;
|
Vật liệu |
Thép |
Gang dẻo |
Gang xám |
Nhôm |
Đồng |
Khác |
|
Ɣ(KG/dm3) |
7,852 |
7,2-7,4 |
6,8-7,4 |
2,6-2,8 |
8,72 |
.......... |
- Do vật liệu là gang xám từ 6,8-7,4 nên ta chọn Ɣ= 7,2
- Khối lượng chi tiết là:
M = V. Ɣ = 0,18 * 7,2 = 1,3 kg
Dạng sản xuất chi tiết:
- Chi tiết có khối lượng 1,3kg < 4kg
- Dạng sản xuất: Hàng loạt vừa
ðSản lượng hàng năm của chi tiết từ 500-5000 chiếc.
- Phân tích lựa chọn phôi, phương pháp chế tạo phôi, lượng dư gia công
- Chọn phương pháp đúc.
Dựa vào vật liệu và kết cấu của chi tiết, ta chọn phương pháp tạo phôi đúc. Không thể chọn phương pháp tạo phôi khác như dập, rèn tự do được vì vật liệu chế tạo chi tiết là gang nên khả năng xung lực rất kém, dễ rạn nứt.
Các phương pháp chế tạo phôi thông dụng:
- Đúc trong khuôn cát, mẫu gỗ, làm khuôn bằng tay,: phương pháp này độ chính xác thấp, lượng dư gia công lớn, năng suất thấp, đòi hỏi trình độ công nhân cao. Phương pháp này thích hợp với sản xuất đơn chiếc và loạt nhỏ.
- Đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy: phương pháp này độ chính xác cao, lượng dư gia công cắt gọt nhỏ. Phương pháp này thích hợp với dạng sản xuất hàng loạt vừa.
- Đúc trong khuôn vỏ mỏng: chi tiết đúc có độ chính xác 0,3 ÷ 0,6 mm, tính chấtcơ học tốt. Phương pháp này dùng trong hàng loạt lớn và hàng khối nhưngthường để đúc các chi tiết có trọng lượng nhỏ.
- Đúc áp lực: có thể tạo nên các chi tiết hộp cỡ nhỏ có hình thù phức tạp.Từ những phân tích sơ bộ trên, ta chọn phương pháp đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy để chế tạo phôi.
ðTrong trường hợp này ta chọn chi tiết được đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy.
- Chọn vật liệu và hỗn hợp làm khuôn lõi
- Ta chọn hỗ hợp làm khuôn là loại cát áo khuôn tươi (để đúc các vật đúc gang có khối lượng nhỏ hơn 200kg)
- Với các thành phần khối lượng %:
Độ ẩm: 4,5 ÷ 5,5 %.
Cát cũ: 45 ÷ 75 %.
Hỗn hợp cát mới: 41 ÷ 51%.
Bột than: 3 ÷ 5 %.
Lượng đất sét làm chất kết dính: 8 ÷ 10 %.
- Hỗn hợp được chọn có tính chất :
Cỡ hạt: 0,16÷ 0,2.
Độ thông khí: 40÷ 70 .
Độ bền nén tươi đạt: 4÷5 N/cm 2.
Chọn vậtliệu vàhỗnhợp làmlõi
- Với trường hợp lõi có kết cấu đơn giản, ta chọn hỗn
hợp làm lõi loại IV.
- Các thành phần khối lượng (%)
Lượng đất sét: 5 ÷ 7 %
Cát thạch anh: 93 ÷ 59 %
Đất sét: 7 ÷ 10 %
Mùn cưa: 0 ÷ 2 %
Nước bã giấy: 2 ÷ 3%
- Có các tính chất:
Độ thông khí: 70 %
Độ ẩm: 4 ÷ 5 %
Độ bền nén tươi: 1,5 ÷ 2,5 N/cm 2
Độ bền kéo khô: 20 ÷ 30 N/cm
- Lượng dư phôi.
- Bề mặt trên của chi tiết có lượng dư là: 4,5mm
- Bề mặt dưới của chi tiết có lượng dư là: 4,5mm
- Bề mặt phải cạnh trên của chi tiết có lượng dư là: 5mm
- Bề mặt trái cạnh trên của chi tiết có lượng dư là: 4mm
- Bề mặt phải cạnh dưới của chi tiết có lượng dư là: 4,5mm
- Bề mặt trái cạnh dưới của chi tiết có lượng dư là: 3,5mm
Chương II: Lập quy trình gia công
- Chế độ cắt.
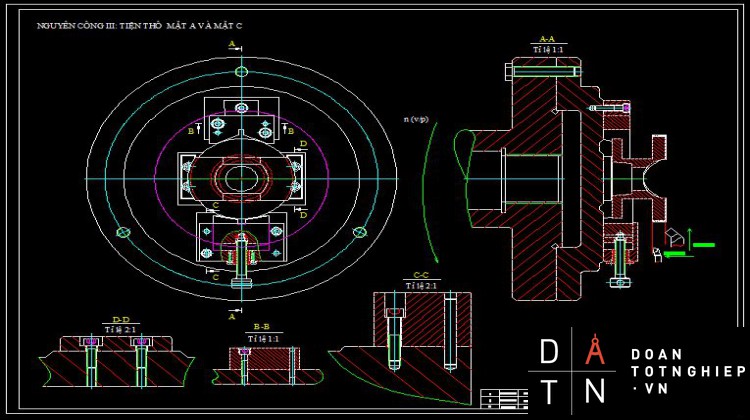
a. Tiện thô mặt B.
Chọn chiều sâu cắt t.
t = 3,5 mm
Chọn bước tiến S.
Bước tiến khi cho phép theo sức bền mảnh hợp kim cứng khi tiện.
Tra bảng (21-1) trang 27.
C = 3,5; t < 4mm; µ = 60º.
ðS1 = 1,3 x 1,6 x 0,4 = 0,83 mm/vòng.
Bước tiến khi tiện thô dọc trục.
Tra bảng (25-1) trang 29.
D = 40 ÷ 60mm ; F = 16 x 25 ; t > 3 ÷ 5.
Vật liệu gia công là gang.
ðS2 = (0,4 ÷ 0,8) mm/vòng.
S2 = 0,4.
Tra thuyết minh máy T616 trang 216 chọn St = 0,39.
Chọn tốc độ cắt V.
Tra bảng (45-1) tr 38.
HB = 220 ÷ 241, t = 3,5, S = 0,14 tiện ngang( mặt đầu).
V = 248.
Tra bảng ( 46 -1 ) trang 39 T = 60 phút.
K1 = 1
Tra bảng (47-1) trang 39 BK6
K2 = 1
Tra bảng (48 -1) trang 39 µ = 60º
K3 = 0,87
Tra bảng ( 49-1) trang 39
K4 = 0,5
V = 248 * 1 * 1 * 0,5 * 0,87 = 123,54 mm/phút.
Tính n.
n = = = 641,7 vòng/phút.
Tra thuyết minh máy T616 trang 216 chon nt = 503 vòng/phút.
Thời gian gia công
l = = = 30
l1 = 1,5
l2 = 0,5
L = l + l1 +l2 = 30 + 1,5 + 0,5 = 32.
To = < = 0,16
T = 4mm
Chọn bước tiến S.
Bước tiến cho phép theo sức bền mảnh hợp kim cứng khi tiện.
Tra bảng (21-1) trang 27.
C = 3,5; t ≤ 4mm; µ = 60º.
ðS1 = 1,3 x 1,6 x 0,4 = 0,83 mm/vòng.
Bước tiến khi tiện thô dọc trục.
Tr.bảng (25-1) trang 29.
D = 100 ÷ 400mm; F = 16 x 25; t ≥ 3 ÷ 5.
Vật liệu gia công là gang.
ðS2 = (0,7 ÷ 1,2).
S = 0,7 mm/vòng.
Tra thuyết minh máy T616 trang 216 chọn St = 0,71mm/vòng
Chọn chế độ cắt V.
Bảng (45-1) trang 38.
HB = 220 – 241 ; t = 3,5; S = 0,14, tiện ngang ( mặt đầu).
V = 248 mm/phút.
Tra bảng (46-1) trang 39 T = 60 phút
K1 = 1
Tra bảng (47-1) trang 39 BK6
K2 = 1
Tra bảng (48-1) trang 39 µ = 60º
K3 = 0,87
Tra bảng (49-1) trang 39
K4 = 0,5.
V= 248 x 1 x 1 x 0,87 x 0,5 = 123,54.
Tính n.
D = = = 339 vòng/phút.
Thời gian gia công. Tra thuyết minh máy T616 chọn nt = 350 vòng/phút.
l = = = 30
l1 = 1
l2 = 1
L = l + l1 + l2 = 30 + 1 +1 = 32.
To = = = 0,12 phút.
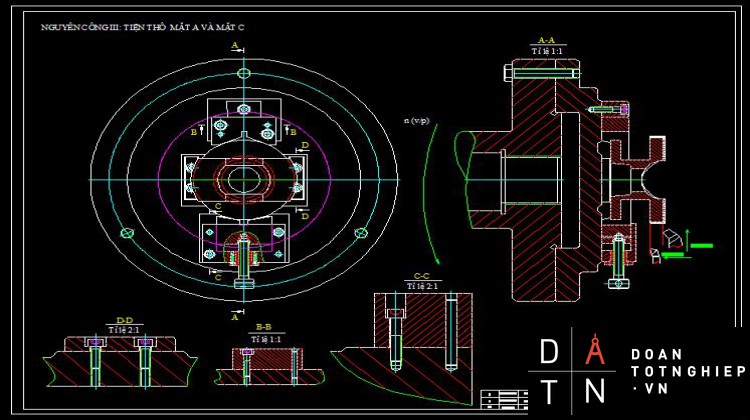
c. Tiện thô mặt A.
T = 4mm
Chọn bước tiến S.
Bước tiến cho phép theo sức bền mảnh hợp kim cứng khi tiện.
Tra bảng (21-1) trang 27.
C = 4; t ≤ 4mm; µ = 60º.
ðS1 = 1,3 x 1,6 x 0,6 = 1,248 mm/vòng.
Bước tiến khi tiện thô dọc trục.
Tr.bảng (25-1) trang 29.
D = 40 ÷ 60mm; F = 16 x 25; t ≥ 3 ÷ 5.
Vật liệu gia công là gang.
ðS2 = (0,5 ÷ 0,8).
S = 0,5 mm/vòng.
Tra thuyết minh máy T616 trang 216 chọn St = 0,55 mm/vòng
Chọn chế độ cắt V.
Bảng (45-1) trang 38.
HB = 220 – 241 ; t = 4; S = 0,14, tiện ngang ( mặt đầu).
V = 174 mm/phút.
Tra bảng (46-1) trang 39 T = 60 phút
K1 = 1
Tra bảng (47-1) trang 39 BK6
K2 = 1
Tra bảng (48-1) trang 39 µ = 60º
K3 = 0,87
Tra bảng (49-1) trang 39
K4 = 0,5.
V= 174 x 1 x 1 x 0,87 x 0,5 = 75,69 m/phút.
Tính n.
D = = = 419 vòng/phút.
Tra thuyết minh máy T616 chọn nt = 503 vòng/phút.
Thời gian gia công.
l = = = 33,5
l1 = 1
l2 = 1
L = l + l1 + l2 = 33,5 + 1 +1 = 35,5.
To = = = 0,38 phút.
d. Tiện thô mặt C.
T = 4,5 mm
Chọn bước tiến S.
Bước tiến cho phép theo sức bền mảnh hợp kim cứng khi tiện.
Tra bảng (21-1) trang 27.
C = 4,5; t ≤ 4mm; µ = 60º.
ðS1 = 1,3 x 1,6 x 0,6 = 1,248 mm/vòng.
Bước tiến khi tiện thô dọc trục.
Tr.bảng (25-1) trang 29.
D = 100 ÷ 400mm; F = 16 x 25; t ≥ 3 ÷ 5.
Vật liệu gia công là gang.
ðS2 = (0,9 ÷ 1,4).
S = 0,9 mm/vòng.
Tra thuyết minh máy T616 trang 216 chọn St = 0,93 mm/vòng
Chọn chế độ cắt V.
Bảng (45-1) trang 38.
HB = 220 – 241 ; t = 4,5; S = 0,14, tiện ngang ( mặt đầu).
V = 174 mm/phút.
Tra bảng (46-1) trang 39 T = 60 phút
K1 = 1
Tra bảng (47-1) trang 39 BK6
K2 = 1
Tra bảng (48-1) trang 39 µ = 60º
K3 = 0,87
Tra bảng (49-1) trang 39
K4 = 0,5.
V= 174 x 1 x 1 x 0,87 x 0,5 = 75,69 m/phút.
Tính n.
n = = = 195 vòng/phút.
Tra thuyết minh máy T616 chọn nt = 240 vòng/phút.
Thời gian gia công.
l = = = 29
l1 = 1
l2 = 1
L = l + l1 + l2 = 29 + 1 +1 = 31.
To = = = 0,13 phút = 7,8 s.
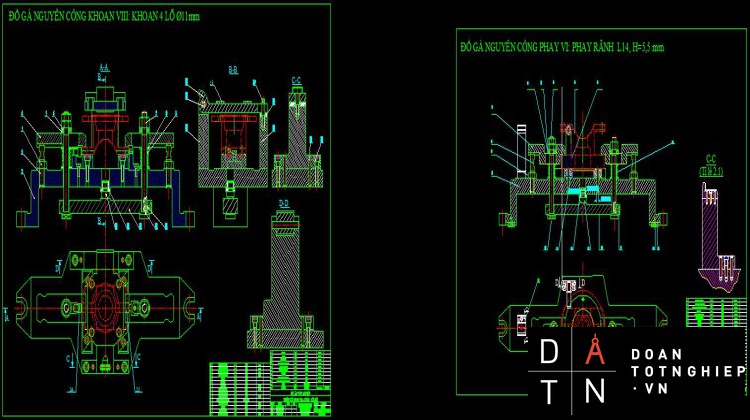
h. Khoan 4 lỗ ∅10
Chiều sâu cắt t= = = 5 mm.
Theo sức bền mũi khoan ta có công thức.
S1= 7,34. = 0,165 mm/vòng.
Vì dùng đầu khaon nhiều trục khoan đồng thời 4 lỗ nên phải giảm lượng chạy dao.
S khoảng (20-30), do đó lấy S= 0,6 mm/vòng.
Tốc độ cắt:
Theo công thức V=
Tra bảng 3.3:
Cv= 1,71.
Xv= 0.
Zv= -0,25.
Yv= 0,4.
m= 0,125.
Tra bảng 4.3:
T= 45’.
Tra bảng 6.3:
Kv= 1.
Tra bảng 5.3:
kmv= 1,27.
Tra bảng 7.1:
knv= 0,7
Tra bảng 8.1:
kuv= 1.
Thay vào công thức:
V= 14,6 mm/phút.
Tính số vòng quay mũi khoan.
n= == 465 vòng/phút.
Momen xoắn là lực chiều trục.
M= Cm . Dzm . Sym . Kmm (KGm)
Po= Cp . Dzm . Syp . kp (kG)
Tra bảng 7.3:
Cm Zm Ym Cp Zp Yp
0,022 2,5 0,8 42,7 1 0,8
Tra bảng 12.1 và 13.1:
kmp= kmm= 0,912
Thay vào công thức ta có:
M= 4,21 KGm
Po= 284 KG
Vì khoan đồng thời 4 mũi khoan nên lực chiều trục bằng
4Po= 284 . 4= 1136 KG.
So sánh lực cho phép [ Po]m ở thuyết minh máy, máy làm việc an toàn.
Công suất khoan:
N= = = 1KW.
Tổng công suất cả 4 mũi khoan là 4KW so với công suất máy là 6KW thỏa mãn điều kiện an toàn.
k. Khoan 4 lỗ ∅11.
Chiều sâu cắt t= = = 5,5 mm.
Theo sức bền mũi khoan ta có công thức.
S1= 7,34. = 1,12 mm/vòng.
Vì dùng đầu khaon nhiều trục khoan đồng thời 4 lỗ nên phải giảm lượng chạy dao.
S khoảng (20-30), do đó lấy S= 0,6 mm/vòng.
Tốc độ cắt:
Theo công thức V=
Tra bảng 3.3:
Cv= 1,71.
Xv= 0.
Zv= -0,25.
Yv= 0,4.
m= 0,125.
Tra bảng 4.3:
T= 45’.
Tra bảng 6.3:
kv= 1.
Tra bảng 7.1:
knv= 0,7.
Tra bảng 8.1:
kuv= 1.
Tra bảng 5.3:
kmv= 1,27.
Thay vào công thức:
V= 21,1 m/phút.
Tính số vòng quay mũi khoan.
n= = = 610 vòng/phút.
Momen xoắn là lực chiều trục.
M= Cm . Dzm . Sym . Kmm (KGm)
Po= Cp . Dzm . Syp . kp (kG)
Tra bảng 7.3:
Cm Zm Ym Cp Zp Yp
0,022 2,5 0,8 42,7 1 0,8
Tra bảng 12.1 và 13.1:
kmp= kmm= 0,912
Thay vào công thức ta có:
M= 1,5 KGm
Po= 284 KG
Vì khoan đồng thời 4 mũi khoan nên lực chiều trục bằng
4Po= 284 . 4= 1136 KG.
So sánh lực cho phép [ Po]m ở thuyết minh máy, máy làm việc an toàn.
Công suất khoan:
N= = = 1KW.
Tổng công suất cả 4 mũi khoan là 4KW so với công suất máy là 6KW thỏa mãn điều kiện an toàn.
- Phay rãnh mặt A.
Lượng dư: Z= 6 mm
Chiều sâu cắt: t= 6mm
Lượng chạy dao Sz= 0,05 mm/răng. (bảng 5-177 Sổ tay CNCTM2)
Lượng chạy dao vòng So= 0,05.24= 1,2 mm/vòng
Tốc độ cắt V= 18,5 m/phút (bảng 5-184 Sổ tay CNCTM2)
Các hệ số điều chỉnh;
K1: Hệ số điều chỉnh dựa vào chiều rộng phay k1= 1
K2: Hệ số điều chỉnh dựa vào mác hợp kim k2=1
K3: Hệ số điều chỉnh dựa vào trạng thái bề mặt gia công k3= 0,8
Vậy tốc độ tính toán là:
Vt= Vb.k1.k2.k3 = 18.5.1.1.0,8 = 14,8 m/phút
Số vòng quay trục chính theo tốc độ tính toán là:
nt= 43 vòng/phút
Ta chọn số vòng quay theo máy nm= 47,5 (vòng/phút).
Như vậy, tốc độ cắt sẽ là:
Vtt= 16,4 m/phút
Lượng chay dao phút là Sp= Sz.z..nm =0,,05.24.47,5 = 57 mm/phút
Thời gian nguyên công:
L1= mm
L2= 3 mm
Vậy
Tm= 1,61+0,25.1,61 = 2 phút
T = 0,5 mm
Chọn bước tiến S.
Bước tiến khi tiện tinh.
Tr.bảng (26-1) trang 30.
ðS= (0,2 ÷ 0,3).
S = 0,2 mm/vòng.
Tra thuyết minh máy T616 trang 216 chọn St = 0,2 mm/vòng.
Chọn chế độ cắt V.
Bảng (45-1) trang 38.
HB = 220 – 241 ; t = 0,5; S = 0,2, tiện ngang ( mặt đầu).
V = 195 mm/phút.
Tra bảng (46-1) trang 39 T = 60 phút
K1 = 1
Tra bảng (47-1) trang 39 BK6
K2 = 1
Tra bảng (48-1) trang 39 µ = 60º
K3 = 0,87
V= 195 x 1 x 1 x 0,87 = 169 m/phút.
Tính n.
n = = = 440 vòng/phút.
Tra thuyết minh máy T616 chọn nt = 503 vòng/phút.
Thời gian gia công.
l = = = 31
l1 = 1
l2 = 1
L = l + l1 + l2 = 31 + 1 +1 = 33.
To = = = 0,32 phút = 19 s.
T = 0,5 mm
Chọn bước tiến S.
Bước tiến khi tiện tinh.
Tr.bảng (26-1) trang 30.
ðS= (0,2 ÷ 0,3).
S = 0,2 mm/vòng.
Tra thuyết minh máy T616 trang 216 chọn St = 0,2 mm/vòng.
Chọn chế độ cắt V.
Bảng (45-1) trang 38.
HB = 220 – 241 ; t = 0,5; S = 0,2, tiện ngang ( mặt đầu).
V = 195 mm/phút.
Tra bảng (46-1) trang 39 T = 60 phút
K1 = 1
Tra bảng (47-1) trang 39 BK6
K2 = 1
Tra bảng (48-1) trang 39 µ = 60º
K3 = 0,87
V= 195 x 1 x 1 x 0,87 = 169 m/phút.
Tính n.
n = = = 463 vòng/phút.
Tra thuyết minh máy T616 chọn nt = 503 vòng/phút.
Thời gian gia công.
l = = = 28
l1 = 1
l2 = 1
L = l + l1 + l2 = 28 + 1 +1 = 30.
To = = = 0,29 phút = 17 s.
T = 0,75 mm
Chọn bước tiến S.
Bước tiến khi tiện tinh.
Tr.bảng (26-1) trang 30.
ðS= (0,2 ÷ 0,3).
S = 0,2 mm/vòng.
Tra thuyết minh máy T616 trang 216 chọn St = 0,2 mm/vòng.
Chọn chế độ cắt V.
Bảng (45-1) trang 38.
HB = 220 – 241 ; t = 0,75; S = 0,2, tiện ngang ( mặt đầu).
V = 195 mm/phút.
Tra bảng (46-1) trang 39 T = 60 phút
K1 = 1
Tra bảng (47-1) trang 39 BK6
K2 = 1
Tra bảng (48-1) trang 39 µ = 60º
K3 = 0,87
V= 195 x 1 x 1 x 0,87 = 169 m/phút.
Tính n.
n = = = 768 vòng/phút.
Tra thuyết minh máy T616 chọn nt = 723 vòng/phút.
Thời gian gia công.
l = = = 5
l1 = 1
l2 = 1
L = l + l1 + l2 = 5 + 1 +1 = 7.
To = = = 0,04 phút = 3 s.
Chương IV: Tính toán thiết kế đồ gá
- Định vị chi tiết gia công rãnh L14 , H5,5
Gia công bằng phương pháp phay trên máy phay 6H12
Cắt bằng dao phay ngón ∅12
Định vị chi tiết như sau:
- Mặt B định vị bằng chốt đinh vị : (khử 3 bậc tự do)
+ Tịnh tiến Ox
+ Tịnh tiến Oy
+ Quay quanh Oz
- Bậc 1,5mm định vị bang tấm đỡ vành khan (khử 2 bậc tự do)
+ Tịnh tiến Oz
+ Quay quanh Oy
- Vẽ chi tiết định vị ( hình vẽ kèm theo)
- Tính sai số chuẩn
- Tính sai số chuẩn
Kích thước
Chuẩn định vị : Mặt B
Gốc kích thước : Mặt B
ðChuẩn định vị => Gốc kích thước => không có sai số chuẩn
- Kẹp chặt và cơ cấu kẹp chặt
-Ta chọn máy gia công là máy phay 6H12 , chon chiều sâu cắt t=5,5, vận tốc cắt =722 (v/phút), bước tiến s= 0.47 (mm)
Tính giá trị của lực cắt Px:
Sử dụng mỏ kẹp liên động
Lực kẹp hướng vào mặt định vị chính C, lực kẹp vuông góc với mặt phẳng C.
Tính lực kẹp
Lực cắt Pz = 204 KG
Lực Px được phân ra làm 2 thành phần
P1= 0,9.Pz = 0,9.553 = 183,6 KG
P1= 0,3.Pz = 0,3.553 = 61,2 KG
Để đảm bảo an toàn thì Wct = W.K
K = K0.K1.K2.K3.K4.K5= 1,4.1,2.1,2 = 2
Trongđó :
K0 = 1,4làhềsốđảmbảo
K1 = 1 bề mặt đã qua gia công
K2 = 1,2khiphay
K3 = 1bềmặtgiacônglientục
K4 = 1,2dùngcơcấukẹpbằngsứcngười
K5 = 1 khiđịnhvịbìnhthường
Wct = == 193,6 KG
Xácđịnhđườngkínhbulong
d = = 1,4= 6,16 mm
chọn d =6~ 10 mm
Trongđó :
C = 1,4Đốivớirenhệmétcơbản
Ứngsuấtkéo, thép C45 thì = 8-10 (Kg/mm2)
Wct : Lựckẹpcầnthiếtdo rentạora
d : Đườngkínhđỉnhren
- 1.2.Xác định sai số chuẩn cho phép:
- 1.2.1.Sai số chuẩn :
Đối với kích thước 92,5±0,2 có gốc kích thước trùng với chuẩn định vị nên không có sai số chuẩn.
5.1.3 Ưu khuyết điểm của đồ gá:
Các chi tiết định vị trên đồ gá khá đơn giản, dể thay thế khi bị mòn.
Cơ cấu kẹp chặt gọn gàng, dễ thao tác khi gá đặt.
5.1.4.Hướng dẩn bảo quãn đồ gá:








