THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC CT



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC CT, đồ án môn học công nghệ chế tạo máy GỐI ĐỠ TRỤC CT, bài tập lớn công nghệ chế tạo máy GỐI ĐỠ TRỤC CT, thiết kế quy trình công nghệ gia công chi tiết GỐI ĐỠ TRỤC CT
CHƯƠNG I
PHÂN TÍCH CHI TIẾT GIA CÔNG
I. Công dụng và điều kiện làm việc
1. Cơng dụng
Chi tiết Gối Đỡ Trục là một phụ tùng được trang bị trong các máy công cụ, thường là trong máy phay, ở trong may thuỷ lực
2. điều kiện làm việc
Chi tiềt làm vệc tốt trong môi trường bôi trơn ở nhiệt dộ 400 - 600 C
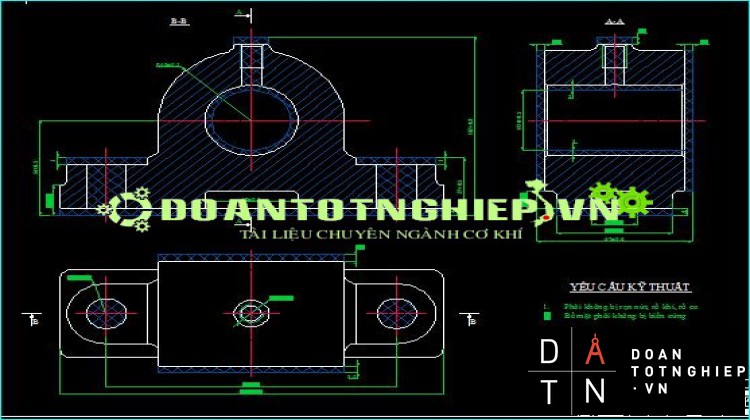
II. Phân tích hình dáng và kết cấu Gối Đỡ Trục
Gối đỡ Trục là một chi tiết dạng hộp có hình dạng và kết cấu hơi phức tạp, chi tiết làm việc chủ yếu dựa vao cac lỗ 40+0,025. Mặt A địi hỏi người chế tạo phải làm chính xác về kích thước và độ nhám cũng như hình dáng hình học.Còn các lỗ bậc và các mặt phẳng không mấy phức tạp trong việc chọn đường lối gia công, chi tiết có một số bề mặt phảng và bề rộng trụ tương đối lớn nên không khó trong việc định vị và kẹp chặt. Ta thấy đa phần chi tiết có nhiều lỗ như,40,025 bên cạnh đó còn có rất nhiều các lỗ nhỏ khác nhau như : mặt khác khuôn khổ lớn nhất của chi tiết là 165mm và chiều di khoảng cách giữa mặt C và mặt B thì không vấn đề gì nhưng phải chú ý các vấn đề cong, vênh khi đúc.
Về tính công nghệ thì các lỗ bạc co vị trí tương đối thuận lợi trong việc sử dụng máy khoan cần ngang để gia công, các lỗ này nằm trong nhiều mặt phảng vuông góc nhau nên ta có thể chế tạo đồ gá khoan lật để đảm bảo tính công nghệ.Còn các lỗ 40,025sẽ được gia công từ một phía và lấy chuẩn tinh chính là mặt A vì theo yêu cầu kỹ thuật của đề bài là độ không vuông góc giữa mặt A với lỗ,Þ40+0,025 <=
0,05mm. Cac bề mặt khac thì ta co thể chọn cach gia công l phay, cac lỗ con lại thì co thể khoan-khoet-doa.
III. Vật liệu chế tạo chi tiết
Ưu điểm: vì chi tiết gối đỡ trục được chế tạo bằng gang xám nên có độ bền cao rất bền trong điều kiện làm việc tải trọng tỉnh
Nhược điểm: kèm bền trong điều kiện làm việc tải trọng động, khả năng chịu va đập kém
IV. Phân tích độ chính xác chi tiết gia công.
1. Kích thườc có sai lệch chỉ dẫn
- Kích thước lỗ Þ17 +0,18
+ Kích thước danh nghĩa D=17 mm
+ Sai lệch trn ES=+0,18mm
+ Sai lệch dưới EI=0
+ Dung sai IT=ES-EI=+0,18mm
Dmax=17.18mm,Dmin=16.81mm
Tra bảng 2.3 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 11
Vì EI=0 nn lắp ghp theo đường kính lỗ ,dung sai cấp chính xác là 78H11(tra bảng phụ lục 1 sai lêch giới hạn kích thước lỗ trang 177)
Điều kiện kích thước đạt yêu cầu :
16.89 < KT< 17.11
Dung sai độ trụ <0,016
Dung sai độ trịn <0,016
- Kích thước Þ40 +0,025
+ Kích thước danh nghĩa D=40 mm
+ Sai lệch tren ES=+0,025mm
+ Sai lệch dưới EI=0
+ Dung sai IT=ES-EI= 0,025-0 = 0,025mm
Dmax=40,025mm,Dmin=40mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
Vì EI=0 nên lắp ghép theo đường kính lỗ ,dung sai cấp chính xác l Þ77H7
Điều kiện kích thước đạt yêu cầu :
40 ≤ KT≤ 40,025
Dung sai độ trụ ≤ 0,016
Dung sai độ trịn ≤ 0,016
- Kích thước 60 ± 0,15
+ Kích thước danh nghĩa D=60 mm
+ Sai lệch trn ES=+0,15mm
+ Sai lệch dưới EI=-0,15
+ Dung sai IT=ES-EI=0,15-(-0,15)=0,30mm
Dmax=60.03mm, Dmin=59.97mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 10
Vì có sai lệch đối xứng nên có dung sai cấp chính xác đối xứng Js10
Điều kiện kích thước đạt yêu cầu :
59.97≤ KT≤ 60.03
- Kích thước 88 ±0,15
+ Kích thước danh nghĩa D=88mm
+ Sai lệch tren ES=+0,15mm
+ Sai lệch dưới EI=-0,15
+ Dung sai IT=ES-EI=0,15-(-0,15)=0,30mm
Dmax=88,3mm,Dmin=87,7mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đạt cấp chính xác 12
Vì cĩ sai lệch đối xứng nên có dung sai cấp chính xác đối xứng Js12
Điều kiện kích thước đạt yêu cầu :
87.7≤KT≤88.3
- Kích thước 20±0.1
+ Kích thước danh nghĩa D=20mm
+ Sai lệch trn ES=+0,1mm
+ Sai lệch dưới EI=-0,1
+ Dung sai IT=ES-EI=0,1-(-0,1)=0,2mm
Dmax=20.2mm, Dmin=19.8mm
Tra bảng 2.3 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đạt cấp chính xác7
Vì có sai lệch đối xứng nên có dung sai cấp chính xác đối xứng Js11
Điều kiện kích thước đạt yêu cầu :
19.8≤KT≤20.2
2. Dung sai kích thước không chỉ dẫn.
Kích thước danh nghĩa : 10, 13 ,25 ,50 ,125 ,165 ,40,
3. Gỉải thích các ký hiệu trên bản vẽ.
- Ký hiệu độ nhám
:Độ nhám khơng có gia công bề mặt
:Độ nhám các bề mặt để gia công ,hoặc gia công không có phoi
√ :Chỉ bề mặt khơng qua gia công cắt gọt
Rz:Ký hiệu độ nhám chiều cao nhấp nhô profin theo 10 điểm
Rz40:là độ nhám chiều cao nhấp nhô theo 10 điểm ≤ 40 mm
Rz20:là độ nhám chiều cao nhấp nhô theo 10 điểm ≤ 20 mm
Ra:Sai lệch trung bình số học profin
Ra2,5:Sai lệch trung bình số học profin 2,5
Ra1,25:Sai lệch trung bình số học profin 1,25
- Các cấp chính xác về độ nhám
Ra 20:Độ nhám cấp 5
Ra 10:Độ nhám cấp 4
Ra2,5:Độ nhám cấp 7
Ra1,25:Độ nhám cấp 6
4. Phân tích yêu cầu kỹ thuật của bản vẽ.
+ Dung sai độ không song song giữa lỗ 40+0,025 và mặt A là 0,05 tra bảng về dung sai độ không song song ta có cấp chính xác là 6
+Dung sai độ không song song giữa mặt A với mặt B <=0,05,ta cókhoảng kích thước danh nghĩa giữa mặt Avà mặt B là 100mm tra bảng dung sai ta có cấp chính xác là 6, nghĩa là khoảng cách giữa A và B là 100mm cho phép độ không song song là 0,05 mm
+ Dung sai độ không vuông góc giữa 50+0,5 v 40 +0,025là 0,05 mm, với khoảng cách giữa 50 và 40 là 45mm cho phép độ không vuông góc là 0,05mm. Tra bảng 8 sách dung sai đo lường trang 191 ta có cấp chính xác là 4
......................................................
CHƯƠNG II
BIỆN LUẬN DẠNG SẢN XUẤT
Để phân loại sản xuất ngưởi ta căn cứ vào sản lượng sản xuất hàng năm, và khối lượng sản phẩm .Muốn biết khối lượng sản phẩm ta phải tính thể tích của chi tiết.
I. Tính thể tích của chi tiết
- Tính thể tích gối đỡ trục ta chia chi tiết ra nhiều phần khác nhau và các phần đó giống hình dáng hình học để tính
- Thể tích hình trụ Þ40 có h=60
V=3.14*202 *60=75398 mm3
- Thể tích hình trụ Þ34 có h=12
V=3.14*172*12=10895 mm3
- Thể tích hình chữ nhật có h =13, dài bằng 165 rộng 50
V=165*50*13=107250 mm3
- Thể tích hình chữ nhật có h =25, dài 80, rộng 60
V=25*60*80=120000 mm3
- Thê tich nửa hình trụ Þ80 có h=60
V=(3.14*402*60)/2=150796 mm3
- Thể tích rãnh
V=20*40*10=8000 mm3
- Thể tích 2 hình trụ Þ17 có h=25
V =(3.14*8.152*25)*2=11349 mm3
- Thể tích hình trụ Þ10 có h=23
- V=3.14*52*23=1806 mm3
- vậy thể tích chi tiết là:
Vct=Vđặc -V rỗng
Mà thể tích chi tiết đặc là:
V= 150796+120000+51000+107250+10985=440031 mm3
Ta có khối lượng riêng của gang là:
Ta chọn
Thể tích rỗng của chi tiết là:
V=8000+11349+75398+1806=96553 mm3
Vct=Vđặc-Vrỡng=440031-96553=343478 mm3 ~0.34 dm
Ta có khối lượng riêng của gang là:
Ta chọn
Vậy khối lượng của chi tiết gối đỡ trục là:
M =0.34*7.4=2.5 kg
Xác định sản lượng hàng năm của sản phẩm;
Với dạng sản xuất hàng loạt vừa chi tiết gia công có khối lượng 2.5kg. Ta tra bảng xác định sản xuất trong giáo trình công nghệ chế tạo 1 sản lượng hàng năm của chi tiết là 200 ->500 chiếc/năm
.........................................
CHƯƠNG III
CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠP PHÔI
I. CHỌN PHÔI
- Chọn phôi là gang xám GX (15-32) là vật liệu chế tạo đầu chia, do có tính tạo hình và chống rung tốt, gang xám có độ cứng vững cao và phù hợp với phương pháp đúc. Do vậy ta chọn gang xám để chế tạo đầu chia
Các chỉ số về thành phần hóa học của gang xám
15: giới hạn bền ko 15Kg/mm2
32: giới hạn bền uốn 32Kg/mm2
Thành phần hóa học của gang xám gồm
+ C:3 -3,8%
+ Si:0,5- 3%
+ Mn:0,5 -0,8%
+ P:0,15- 0,40%
+ S:0,12- 0,20%
..........................
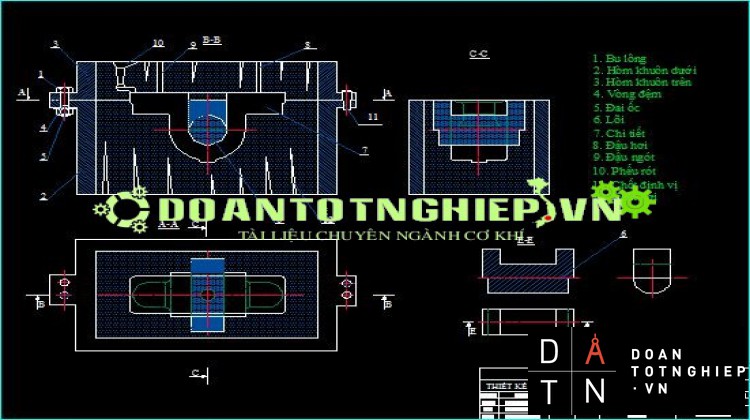
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI
1.Sơ đồ quy trình chế tạo phôi
.......................
- Chi tiết đầu chia có kích cỡ trung bình nn để đảm bảo chất lượng vật đúc ta chọn nhiệt độ khi rót khoảng (1280 -- 1320)0C trn lệch giữa gang trong lỗ và gang khi rĩt l 500C
+ Thông thường hỗn hợp làm khuôn đúc gang có độ hạt khoảng 0,4--1 lượng đất sét đủ là 8 ¸ 20%, độ không khí 25-- 100%, độ bền nén 37,5N/cm2
2. Hòm khuôn
Hòm khuôn cần được chọn sao cho khoảng cách từ phần trên cùng của mẫu đến mặt trên cảu khuôn cũng như khoảng cách từ điểm dưới cùng của mẫu đúc đến mặt dưới của hòm khuôn dưới từ 40 --70mm đối với mẫu trung bình, khoảng cách từ mẫu đến thành bên của hòm khuôn l 30--50mm
+ Chọn góc nghiêng thóat mẫu l 10
+ Vật đúc nằm ở hàm khuôn dưới và mặt A là mặt phân khuôn
3.Lượng dư
Vì theo dạng sản xuất này l dạng sản xuất hàng loạt vừa nhỏ chọn loại phôi cấp chính xác 2 với kích thước chiếm chỗ lớn nhất là 165mm. Tra bảng 28-1 trang 44 sch sổ tay cơng nghệ chế tạo máy ta có các lượng dư như sau:
- Xác định lượng dư bề mặt A
Tra bảng 10b sổ tay công nghệ chế tạo máy với phôi đúc cấp chính xác 2
- Kích thước danh nghĩa của bề mặt A là 165mm
- Kích thước choán chỗ lơn nhất là 165m
- Vị trí bề mặt gia công khi đúc là mặt dưới
- Ta tra được lượng dư của bề mặt A là 4mm
- Xác định lượng dư bề mặt B
Tra bảng 10b sổ tay công nghệ chế tạo máy với phôi đúc cấp chính xác 2
- Kích thước danh nghĩa của bề mặt B là 60mm
- Kích thước choán chỗ lơn nhất là 125m
- Vị trí bề mặt gia công khi đúc là mặt trên
- Ta tra được lượng dư của bề mặt B là 4,5mm
- Xác định lượng dư bề mặt C
Tra bảng 10b sổ tay công nghệ chế tạo máy với phôi đúc cấp chính xác 2
- Kích thước danh nghĩa của bề mặt C là 60mm
- Kích thước choán chỗ lớn nhất l 125m
- Vị trí bề mặt gia công khi đúc là mặt bn
- Ta tra được lượng dư của bề mặt C là 3.5mm
- Xác định lượng dư bề mặt D
Tra bảng 10b sổ tay công nghệ chế tạo máy với phôi đúc cấp chính xác 2
- Kích thước danh nghĩa của bề mặt C là 20mm
- Kích thước choán chỗ lớn nhất là 165m
- Vị trí bề mặt gia công khi đúc là mặt trên
- Ta tra được lượng dư của bề mặt D là 3mm
- Xác định lượng dư bề mặt F
Tra bảng 10b sổ tay công nghệ chế tạo máy với phôi đúc cấp chính xác 2
- Kích thước danh nghĩa của bề mặt C l 13mm
- Kích thước choán chỗ lớn nhất là 165m
- Vị trí bề mặt gia công khi đúc là mặt trên
- Ta tra được lượng dư của bề mặt C là 4.5mm
- Xác định lượng dư của lỗ rỗngÞ40
Tra bảng 11 sổ tay công nghệ chế tạo máy:lưọng dư gia công đối với các lỗ lắp ghép với phôi đúc là gang xám, dạng sản xuất hàng loạt vừa. Ta được lượng dư của lỗ là 6 mm
CHƯƠNG IV LẬP BẢN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
(LẬP Ở PHẦN CAD)
CHƯƠNG V
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
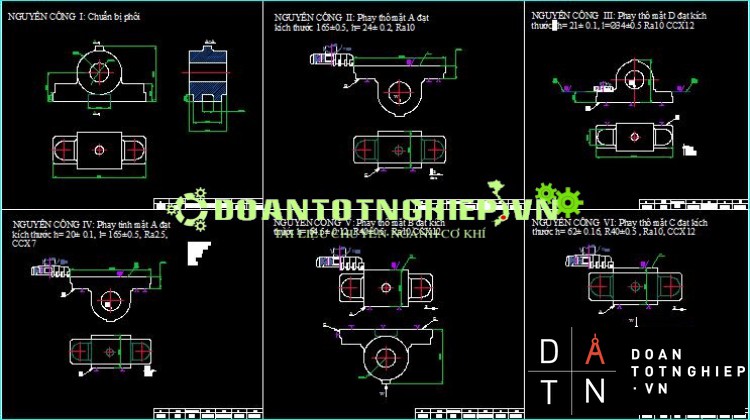
I.NGUYÊN CÔNG I:Chuẩn bị phôi.
1.Loại bỏ các phần thừa trên vật đúc :
+ Phôi đúc trong khi thoát mẫu, các bề mặt của phôi còn gồ ghề do còn sót lại của đậu ngót đậu hơi…
+ Dể đảm bảo yêu cầu trên ta dùng máy mài hai đá để mài bỏ đi các phần thừa đó
2. Làm sạch phôi :
Làm sạch các dính, bám trên các bề mặt của phôi. Để hoàn thành và đạt yêu cầu, ta làm sạch phôi bằng cách dùng máy làm sạch phôi có thùng máy quay kêt hợp với việc phun bi. Có nghĩa lá ta cho chi tiết vào thùng của máy, thùng máy quay các chi tiết sẽ quay va đập với các viên bi được phun vào làm cho các bám trên các bề mặt phôi bị văng ra
+ Làm sạch phôi bằng phương pháp này đả bảo chất lượng và phù hợp với dạng sản xuất hàng loạt vừa.
3. Kiểm tra kích thước của phôi
Yêu cầu: Loại bỏ những phôi không đủ kích thước lượng dư cắt gọt.
+ Để kiểm tra kích thước của phôi ta dùng thước cặp 1/10 để đo kiểm, vì phôi đúc song chưa qua gia công cắt gọt nên dùng thước cặp là thích hợp nhất.
4. Kiểm tra yêu cầu kỹ thuật của phơi
+ Bề mặt không bị cong, vênh
+ Phôi không bị lẫn các tạp chất.
+ Phôi không bị rỗ xỉ, rỗ khí, rỗ co.
+ Bề mặt phôi không bị chai cứng
- Sau khi phôi đã được kiểm tra về kích thước thì ta phải kiểm tra về chất lượng của phôi. Vì các khuyết tật nằm bên trong của phôi mà ta không thể kiểm tra bằng mắt thường được.
II. NGUYÊN CÔNG II:Phay thô mặt A
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay thô đạt được Ra10
2. Biện luận về chuẩn v kẹp chặt
+ Ta chọn mặt B là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z. Ta chọn mặt B là mặt định vị chính để đảm bảo kích thước 24mm giữa mặt A với mặt B
+ Mặt C khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
+ Lực kẹp hướng vào mặt định vị chính, mặt B
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy pha đứng 6H12 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:30-1500 (v/p)
- Giới hạn bước tiến của bàn: 30-1500 (mm/ph)
4) Biện luận việc chọn dao
+ Để phay thô mặt A ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn chế độ cắt gia công cơ khí ( Nguyễn Ngọc Đào,Hồ Viết Bình, Trần Thế San )ta có :
4.1) chọn chiều sau cắt t
T= h =3mm
- chọn lượng chạy dao
Bảng 6-5/ 124 chế độ cắt gia công cơ khí( Nguyễn Ngọc Đào,Hồ Viết Bình, Trần Thế San)
Sz =(0.2- 0.24)
Chọn Sz =0.2
- Tính tốc độ cắt V
Bang 40-5/138 124 chế độ cắt gia công cơ khí( Nguyễn Ngọc Đào,Hồ Viết Bình, Trần Thế San)
D = 110 , Z =12 , T = 3 , Sz =0.2
- V=141mm/phút
- V=14.1 k
k = hệ số điều chỉnh tốc độ phụ thuộc vào tỉ số giữ bề rộng phay và đường kính dao
=0.45
=> k =1.13 bảng 45-5/139 chế độ cắt gia công cơ khí( Nguyễn Ngọc Đào,Hồ Viết Bình, Trần Thế San)
=> V=141*1.13=159
Số vòng quay của dao trong 1 phút.
...................................
XI.Nguyên Công XI .Phay Thô Mặt F
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay tinh đạt được Ra=10,
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Mặt B khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt C khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định vị chính, mặt E
Do chi tiết có kích thước nhỏ nên ta chọn máy pha đứng 6H12 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:30--1500(v/p)
- Giới hạn bước tiến của bàn: 30--1500 (mm/ph)
4. Biện luận việc chọn dao
+ Để phay thô mặt B ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy ta có D=75mm, Z=10, CCX 12
+ Sử dụng đồ gá chuyên dùng
+Chọn bậc thợ là 3/7
4.1 Chế dộ cắt t:
t=4.5mm
4.2 Bước tiến S:
Tra bảng 6-5/124 chế độ cắt gia công cơ khí( Nguyễn Ngọc Đào,Hồ Viết Bình, Trần Thế San)
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC CT, đồ án môn học công nghệ chế tạo máy GỐI ĐỠ TRỤC CT, bài tập lớn công nghệ chế tạo máy GỐI ĐỠ TRỤC CT, thiết kế quy trình công nghệ gia công chi tiết GỐI ĐỠ TRỤC CT
5. Chọn kiểu lắp ghép
-Lắp ghép giữa ống lót trung gian và tấm dẫn hướng ta chọn kiểu lắp(thuộc nhóm lắp trung gian )
-Lắp ghép giữa bạc dẫn hướng và ống lót trung gian ta chọn kiểu lắp (lắp lỏng)
-Lắp ghép giữa chốt và thân gá (lắp chặt)
- Lắp ghép giữa chốt với chi tiết gia công là (lắp lỏng)
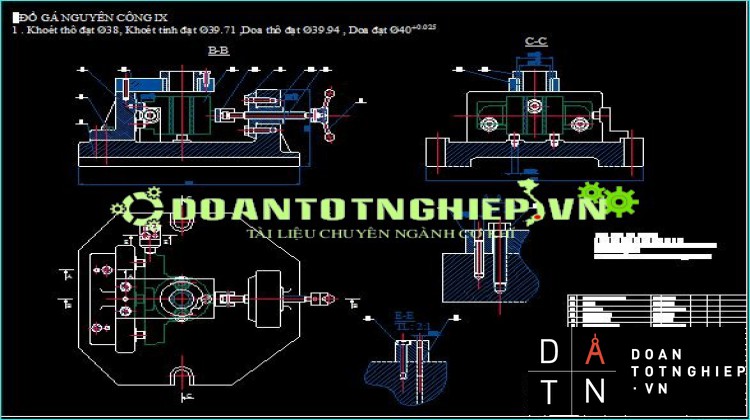
6. Phân tích yêu cầu kĩ thuật của nguyên công khoét – doa lổ F40
Lổ F40 gia công xong phải đạt được kích thước F40+0.025 đạt cấp chính xác 6 Lổ gia công xong phải đạt được độ nhám Ra=1,25, đạt độ nhẵn cấp 6 vì là lổ lắp ghép với trục máy có chuyển động xoay tròn nên phải đạt độ nhẵn cao.
Lổ gia công xong phải đảm bảo vuông góc với mặt A sau cho góc hợp bởi F40+0.0025và mặt A so với góc vuông ≤ 0.05mm.
7. Phân tích phương án tính toán lực kẹp:
Phương án kẹp chặt là kẹp chặt bằng ren vít được thực hiện với 1 mỏ kẹp và đai ốc cao 16
+ Tính lực kẹp:
Chi tiết được định vị trên mặt phẳng và được kẹp chặt bằng mỏ kẹp không tính đến lực hướng trục P0 thì phương trình cân bằng lực có dạng:
K × M = Q × f × a ( 1 )
Trong đó K: hệ số an toàn K= 1.,6 – 1,8 ⇒ ta chọn K= 1,7
M: mô men xoắn 16( Kgm )
Q: lực kẹp chi tiết ( KN )
f: hệ số ma sát f= 0.25
D : là đường kính dao khoét d = 38mm
( 1 ) ⇒
Tra bảng 11 – 1 sách CĐCGCCK ta được Cp= 92, xp= 1, yp= 0.75,
⇒
Vậy Q =2,72KN
Vậy lực kẹp cần thiết để kẹp chặt chi tiết là 2,72 KN.
*Hướng dẫn sử dụng đồ gá:
Đây là cơ cấu dùng ren đòn kẹp chi tiết gia công được định vị trên các chốt đỡ đầu phẳng. Khi ta xiết chặt đai ốc thì trục vít co ren sẽ tiến vào sẽ tác động lên mỏ kẹp làm kẹp chặt chi tiết gia công giữa trục vít và mỏ kẹp có 2 lỗ ta chốt 2 cái then vào để giử cho mỏ kẹp không xoay . Khi nới lỏng đai ốc thì đòn kẹp cung với mỏ kẹp sẽ tiến ra xa so voi chi tiết khi đó ta co thể lấy chi tiết gia công ra.
*Hướng dẫ bảo quản đồ gá:
Khi sử dụng đồ gá thao tác phải nhẹ nhàng đặt và lấy chi tiết gia công moat cách nhẹ nhàng tránh làm biến dạng các chi tiết định vị. Sau khi sử dụng song phải lau chùi đồ gá.
*Đánh giá ưa khuyết điểm của đồ gá.
Kết cấu đồ gá tương đối đơn giản thuận tiện cho việc tháo lắp chi tiết gia công được dễ dàng và nhanh chống.
Đồ gá đơn giản không có gì phức tạp tương đối dễ tháo lắp với bàn máy nhờ hai bu lông chữ T.
Đồ gá có khuyết điểm là tháo lắp chi tiết gia công nhiều lần sẽ dẫn đến việc mòn các chi tiết định vị sẽ dẫn tới sai số do đó sau một thời gian các cần kiểm tra lại các chi tiết định vị
TÀI LIỆU THAM KHẢO
2/ Đồ Gá Trên Máy Cắt Kim Loại Tập 1 – 2
Tác giả: HÀ VĂN VUI – NGUYỄN VĂN LONG
Khoa Học& Kỹ Thuật HÀ NỘI 1987
3/ Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy
Đại Học Bách Khoa HÀ NỘI 1970
4/ Tính Và Thiết Kế Đồ Gá
Tác Giả ĐẶNG VŨ GIAO
Đại Học Bách Khoa HÀ NỘI 1968
Tác Giả NGUYỄN ĐỨC NĂM
5/ Chế Độ Cắt Gia Công Cơ Khí
Tác Giả: NGUYỄN NGỌC ĐÀO-TRẦN THẾ SAN-HỒ VIẾT BÌNH
Trừơng Đại Học Sư Phạm Kỹ Thuật TPHCM
NXB Đà Nẵng
6/ Sổ Tay & Atlas Đồ Gá
Tác Giả PGS, TS TRẦN VĂN ĐỊCH
7/ Dung Sai Và Lắp Ghép
Tác Giả: PGS, TS NINH ĐỨC TỐN
Nhà Xuất Bản Giáo Dục 2000
PHẦN MỤC LỤC
Lời Nói Đầu
Nhận Xét Của Giáo Viên
Chương I:Phân Tích Chi Tiết Gia Công. 3
Chương II:Biện Luận Dạng Sản Xuất. 8
Chương III: Chọn Phôi Và Phương Pháp Chế Tạo Phôi. 10
Chương IV: Lập Bảng Quy Trình Công Nghệ Gia Công Cơ.
Chương V: Biện Luận Quy Trình Công Nghệ. 14
ChươngVI: Tính Toán Và Thiết Kế Đồ Gá. 67
Tài Liệu Tham Khảo. 73
Mục Lục.










