THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT HỘP TRỤC VÍT
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT HỘP TRỤC VÍT, hướng dẫn thiết kế đồ gá HỘP TRỤC VÍT
đồ án môn học công nghệ chế tạo máy HỘP TRỤC VÍT, bài tập lớn công nghệ chế tạo máy,HỘP TRỤC VÍT thiết kế quy trình công nghệ gia công chi tiết HỘP TRỤC VÍT, hướng dẫn quy trình công nghệ chế tạo máy HỘP TRỤC VÍT
Phần I: PHÂN TÍCH SẢN PHẨM.
- Nguyên lý làm việc:
Trong các phương pháp chế tạo phôi, không thể không nói đến việc chế tạo phôi bằng phương pháp đúc. Do đó việc thiết kế và chế tạo các tấm khuôn là rất cần thiết và thực dụng. Hộp trục vít là loại khuôn được đúc bằng gang, được sử dụng rộng rãi dung để đúc các chi tiết có độ chính xác, độ nhám bề mặt, hình dáng hình học cao… Hộp trục vít được bắt chặt trên băng máy bằng các con vít và bulông – đai ốc và rót kim loại vào.
Muốn Hộp trục vít đúc được chi tiết đạt cấp chính xác, độ nhám bề mặt, độ chính xác hình học cao, ta cần lắp thêm các chi tiết định vị cũng như các phần khuôn khác (những phần khuôn còn lại). Khi đó tấm khuôn có thể đúc ra được những sản phẩm đạt theo yêu cầu.
- Phân tích vật liệu của chi tiết:
Hộp trục vít được chế tạo từ vật liệu GX15 – 32 có: Bề mặt của gang xám ở mặt gãy của gang có màu xám là đặc trưng của ferit tự do. Trong quá trình dộng đặc do tốc độ tản nhiệt chậm trong khuôn đúc bằng cát, dẫn đến lượng graphit hòa tan trong sắt lỏng có đủ thời gian để giải phóng thành các phiến nhỏ có hình thù tự do (dạng tấm).
C = 3.5-3.7%. Ngoài ra còn có Si, Mn, P, S…
+ Giới hạn bền kéo ..bk= 150 kg/mm2.
+ Giới hạn bền uốn ...bu= 320 kg/mm2.
Thành phần cơ bản của vật liệu:
C =3.5-3.7% Si = 2-2.4%
Mn = 0.5-0.8% P = 0.2%
S = 0.5% HB= 173-229
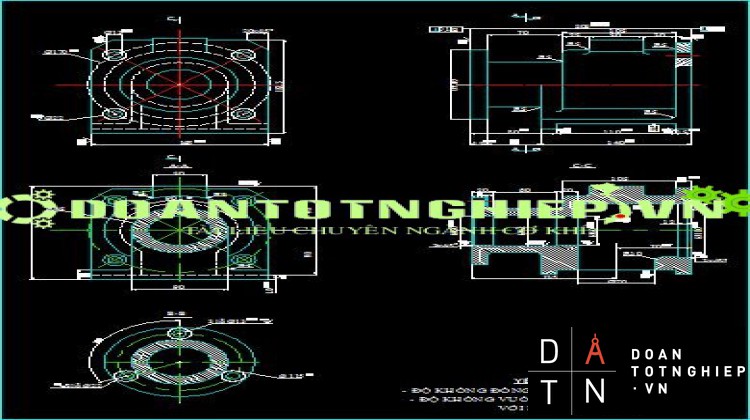
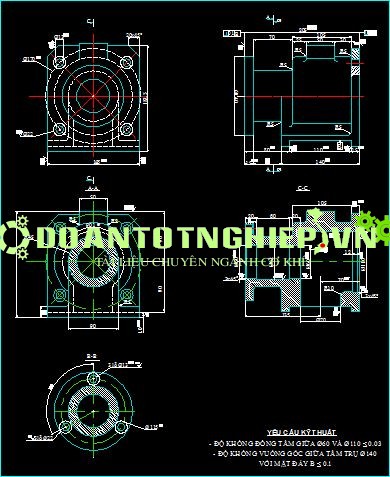
3. Phân tích về yêu cầu kỹ thuật của chi tiết gia công:
a) Phân tích độ chính xác về kích thước:
- các kích thước có chỉ dẫn:
- Kích thước: 205±0.23.
Ta có: kích thước danh nghĩa 205 và IT = 230 µm. Theo bảng 1.4, kích thước 205 có CCX 12.
- Kích thước 140±0.5.
Ta có: kích thước danh nghĩa 140 và IT = 500µm. Theo bảng 1.4, kích thước 140±0.5 có CCX14.
- Kích thước 165±0.2.
Ta có: kích thước danh nghĩa 165 và IT = 200 µm. Theo bảng 1.4, kích thước 165±0.2 có CCX12.
- Kích thước 110±0.11.
Ta có: kích thước danh nghĩa 110 và IT = 110mm. Theo bảng 1.4, kích thước 110±0.11 có CCX12.
- Kích thước 15±0.09.
Ta có: kích thước danh nghĩa 15 và IT = 90 µm. Theo bảng 1.4, kích thước 15±0.09 có CCX 12.
- Kích thước 15±0.152.
Ta có: kích thước danh nghĩa 15 và IT = 215 mm. Theo bảng 1.4, kích thước 15±0.152 có CCX 14.
- Kích thước 80±0.15.
Ta có: kích thước danh nghĩa 80 và IT = 150 µm. Theo bảng 1.4, kích thước 80±0.15 có CCX 12.
- Kích thước ...110+0.027.
Ta có: kích thước danh nghĩa 110 và IT = 27 µm. Theo bảng 1.4, kích thước có CCX IT7.
- Kích thước ..60+0.023.
Ta có: kích thước danh nghĩa 60 và IT = 23 µm. Theo bảng 1.4, kích thước có CCX IT7.
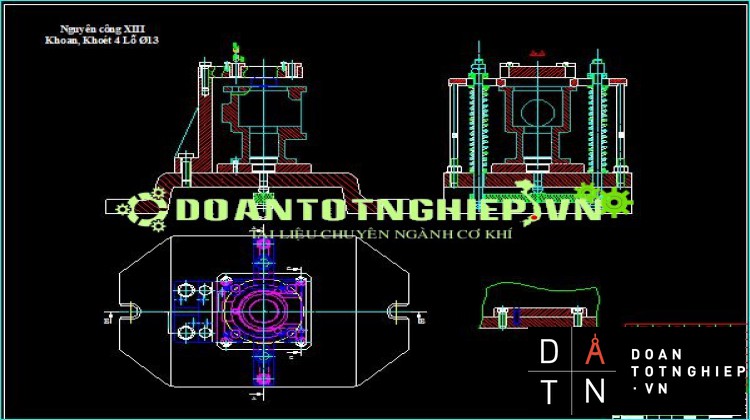
- Kích thước ..13+0.09.
Ta có: kích thước danh nghĩa 13 và IT = 90 µm. Theo bảng 1.4, kích thước có CCX IT7.
+ Các kích thước không chỉ dẫn:
- Kích thước 105±0.43 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.43; ei = 0.43 => IT= es-ei = 0.43 - (-0.43) = 0.87mm = 870 µm.
- Kích thước 70±0.37 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.37; ei = 0.37 => IT= es-ei = 0.37 - (-0.37) = 0.74mm = 740 µm.
- Kích thước 50±0.31 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.31; ei = 0.31 => IT= es-ei = 0.31 - (-0.31) = 0.62mm = 620 µm.
- Kích thước 70+0.37 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.37; ei = 0 => IT= es-ei = 0.37 -0 = 0.37mm = 370 µm.
- Kích thước 25±0.65 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.65; ei = 0.65 => IT= es-ei = 0.65 - (-0.65) = 1.3mm = 1300 µm.
- Kích thước 30±0.8 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.8; ei = 0.8 => IT= es-ei = 0.8 - (-0.8) = 1.6mm = 1600 µm.
- Kích thước 62±0.95 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.95; ei = 0.95 => IT= es-ei = 0.95 - (-0.95) = 1.9mm = 1900 µm.
- Kích thước .. 140+0.5 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.5; ei = 0 => IT= es-ei = 0.5 -0 = 0.5mm = 500 µm.
- Kích thước ... 90+0,435 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.435; ei = 0 => IT= es-ei = 0.435 -0 = 0.435mm = 435 µm.
- Kích thước 60±0.95 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 12. Tra bảng 6 ta được: es = 0.95; ei = 0.95 => IT= es-ei = 0.95 - (-0.95) = 1.9mm = 1900 µm.
b) Phân tích độ chính xác về hình dáng hình học:
- Độ không tròn và trụ của lỗ ..20+0.021 ≤ 0.012
- Độ không tròn và trụ của lỗ .. 16 ≤ 0.02
- Độ không tròn và trụ của lỗ .. 5≤ 0.008
- Độ không tròn và trụ của lỗ .. 142+0.1 ≤ 0.006
c) Phân tích độ chính xác về vị trí tương quan có chỉ dẫn:
- Dung sai độ đồng tâm giữa lỗ ..110+0,027 và .. 60+0,023 ≤ 0.03.
- Dung sai độ vuông góc giữa lỗ ... 140 với mặt B ≤ 0.01.
d) Độ chính xác về tính chất cơ lí:
- Mặt A, lỗ 60+0,023 có dộ nhám bề mặt Ra ≤ 1.25µm. Tra bảng IV- 3 trang 45 tài liệu dung sai lắp ghép ta được cấp độ nhám bề mặt là cấp 7.
- Mặt A, lỗ 95+0,087 và lỗ 142+0,1 có độ nhám bề mặt Ra ≤ 2.5µm. Tra bảng IV- 3 trang 45 tài liệu dung sai lắp ghép ta được cấp độ nhám bề mặt là cấp 6.
- Mặt C, D, G có độ nhám bề mặt RZ ≤ 40. Tra bảng IV- 3 trang 45 tài liệu dung sai lắp ghép ta được cấp độ nhám bề mặt là cấp 4.
Phần II: XÁC ĐỊNH DẠNG SẢN XUẤT.
- Tính trọng lượng chi tiết:
Ta tiến hành chia chi tiết ra nhiều phần nhỏ để tính toán, sau đó tổng các thể tích đó lại, ta được trọng lượng của chi tiết.
Gọi .. là tổng thể tích của các thể tích nhỏ được chia trên chi tiết. Sau đây là thể tích từng phần:
.......................
V7 = 4V = = 392.7 mm3
V8 = 4V = = 6283.2 mm3
V9 = 4V = = 703.7 mm3
Vaäy = V1 + V2 = 1509750 + 947025 = 1456775 mm3
= V3 + V4 + V5 + V6 +V7 +V8 +V9 = 633470,7 + 148752,6 + 38327,4 + 12868 + 392,7 + 6283,2 + 703,7 = 840798,3 mm3
Thể tích của chi tiết:
V = -------= 2456775 – 840798,3 = 1615976,7 mm3
= 1.6159767 dm3
=> trọng lượng chi tiết:;
G = --- = 7.3 - 1.6159767 = 11,79 kg/dm3
Trong đó: .. là trọng lượng riêng của gang xám.
V là thể tích của chi tiết.
G là trọng lượng của chi tiết.
- Sản lượng chế tạo trong 1 năm:
Mục đích của phần này là xác định hính thức tổ chức sản xuất, để từ đó cải thiện công nghệ của chi tiết.
Để thực hiện việc này trước hết ta cần xác định sản lượng chi tiết chế tạo trong 1 năm.
Gọi N là số sản lượng chi tiết chế tạo trong 1 năm.
Với dạng sản xuất hàng loạt vừa tra bảng 1 – 1 trang 19 tài liệu công nghệ CT máy ta được sản lượng chi tiết chế tạo trong 1 năm N = 320 chi tiết/năm.
Vì dạng sản xuất hàng loạt vừa nên xác định nhịp sản xuất theo công thức:
T= .......... phút
Trong đó f: tổng thời gian làm việc tính trong 1 năm. f = 20.360 = 7200 giờ.
Mục đích của việc xác định nhịp sản xuất là xác định số lượng máy hoặc dây chuyền cần thiết cho việc gia công cân đối với thời gian tại nguyên công và tổ chức sản xuất sao cho hợp lý.
T = ...... = 1350 phút
Phần III: CHỌN PHÔI VÀ PƯƠNG PHÁP CHẾ TẠO PHÔI.
- Chọn phôi:
Để chọn loại phôi ta căn cứ vào hai yếu tố sau:
- Vật liệu chế tạo chi tiết.
- Điều kiện làm việc của chi tiết và các yêu cầu về cơ lí tính.
Theo bản vẽ chế tạo thì chi tiết được gia công là GX 15 – 32. Đây là loại vật liệu giòn, không biến dạng dẻo. Mà các phương pháp chế tạo phôi hiện nay gồm có: đúc khuôn cát, đúc trong khuôn vỏ mỏng, đúc trong khuôn kim loại, đúc áp lực, đúc trong khuôn mẫu nóng chảy, đúc li tâm… Trong các phương pháp trên, phương pháp đúc trong khuôn cát là phương pháp chế tạo phôi được sử dụng rộng rãi nhất (sử dụng đến 80%). Vì vậy ta chọn phương pháp đúc trong khuôn cát là tối ưu nhất.
2 .Phương pháp chế tạo phôi:
Để chọn phương pháp chế tạo phôi ta căn cứ vào các yếu tố sau:
- Hình dạng kích thước của chi tiết máy.
- Sản lượng hoặc dạng sản xuất.
- Điều kiện sản xuất của xí nghiệp.
- Chọn mẫu:
Chọn mẫu kim loại thường dung cho sản xuất hàng loạt vừa trở lên.
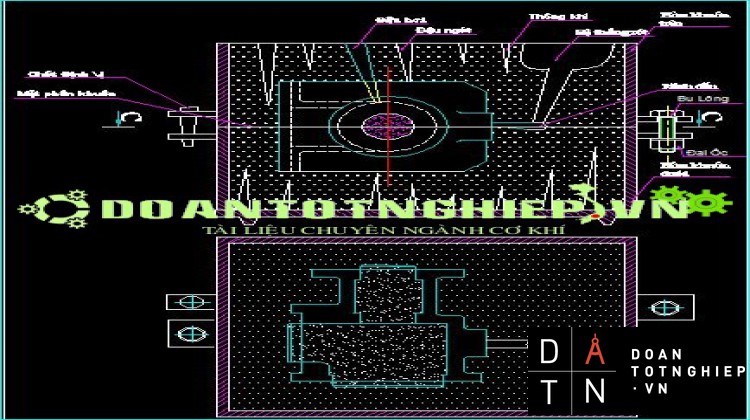
b) Chọn mặt phân khuôn:
- Mặt phân khuôn phải đi qua tiết diện thuận lợi nhất của mẫu để lấy mẫu ra khỏi khuôn dễ dàng.
- Mặt phân khuôn phải thẳng, số mặt phân khuôn cần ít nhất.
=> Vì vậy ta chọn mặt B làm mặt phân khuôn.
c)Số hòm khuôn:
Dùng hai hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
3.Xác định lượng dư tổng cho các bề mặt phôi:
Lượng dư gia công của vật đúc bằng gang, cấp chính xác 2 khi đúc.
+ Mặt D: 4.5 mm (mặt trên).
+ Mặt C: 3.5 mm (mặt dưới).
+ Các mặt bên khi đúc: 3.5 mm.
( Các trị số trên được tra trong bảng 28 – 1 tài liệu sổ tay thiết kế công nghệ chế tạo máy).
Phôi đúc sau khi đúc xong phải qua các công đoạn mài bỏ đậu ngót, hệ thống rót chưa lấy hết ở nguyên công thoát phôi. Đưa qua máy phun bi d = 3-5mm để làm sạch mặt ngoài của phôi.
4.Yêu cầu kĩ thuật:
- Phôi không bị rỗ xỉ, rỗ khí, rỗ co, cháy cát.
- Phôi không bị nứt.
- Phôi không bị biến trắng.
Sau đây là bản vẽ sơ đồ đúc.
......................................................................................










