THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH CHẶN



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH CHẶN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết

PHẦN I PHÂN TÍCH CHI TIẾT GIA CÔNG
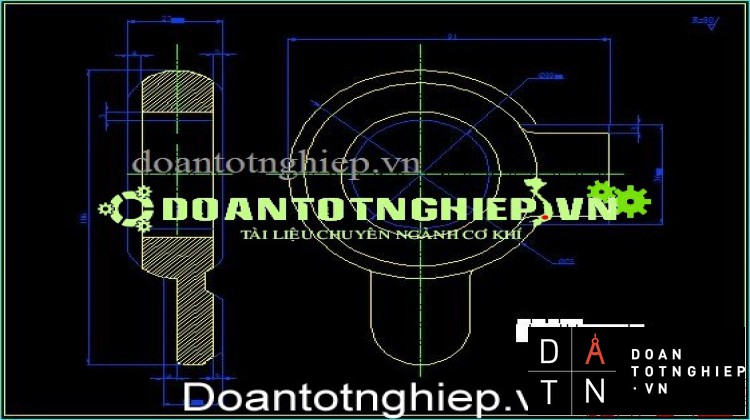
1. Phân tích kết cấu hình dáng chi tiết.
Mặt bích chặn thuộc chi tiết dạng bạc vì có đường kính ngoài ,đường kính trong .Hai mặt đầu, có 2 tai,1 tai sẽ rãnh dọc để bắt bulong,1 tai có lổ đinh vị.
2. Phân tích công dụng và điều kiện làm việc.
Mặt bích chặn có 2 tai, có lỗ 45 và 10 có gia công độ chính xác cao dùng để lắp với trục.
Có sẽ rãnh dọc để tạo độ đàn hồi khi lắp ghép sẽ xiết chặt vo trục.
3 .Phân tích vật liệu chế tạo chi tiết.
Ưu điểm :vì mặt bích chặn được chế tạo bằng gang xám nên có độ bền cao,rất bền trong điều kiện làm việc tải trọng tĩnh.
Nhược điểm:kém bền trong điều kiện làm việc tải trọng động,khả năng chịu va đập kém .
Giải thích ký hiệu:GX15-32.
GX:chỉ ký hiệu của gang xám............................................
PHẦN II CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI.
1.Chọn phôi.
Với vật liệu chế tạo mặt bích chặn là GX 15-32 có ưu điểm và nhược điểm về tính chất như tăng độ chịu mòn ,chống rung động tốt,giảm độ co ngót ,độ bền ,dẻo dai kém, chi tiết thuộc dạng sản xuất hàng lọat vừa có kết cấu hình dáng tương đối phức tạp rất phù hợp cho phương pháp đúc .Cho nên ta chọn phôi đúc là phù hợp .
2.Chọn phương pháp chế tạo phôi .
Phôi đúc có hình dáng kết cấu phức tạp mà các phương pháp khác không đạt được .Cơ tính và độ chính xác của phôi phụ thuộc vào phương pháp chế tạo .Với sản lượng hàng năm là 500÷ 5000 chiếc/năm thuộc dạng sản xuất hàng lọat vừa . Do đo rất phù hợp cho phương pháp đúc chi tiết đạt được cấp chính xác II.
Vì vậy để chế tạo chi tiết mặt bích chặn ta chọn phương pháp đúc trong khuôn cát ,với mẫu kim lọai ,làm khuôn bằng máy là thích hợp .
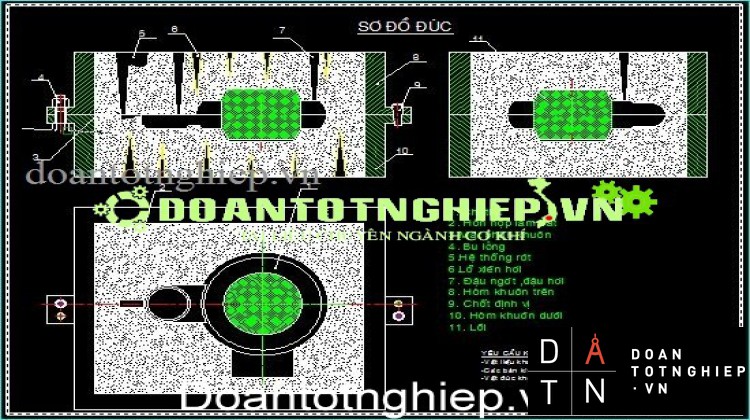
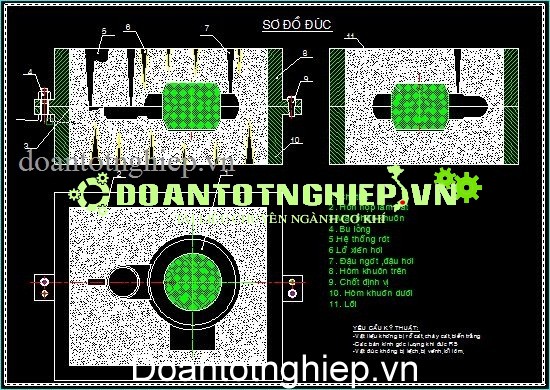
3.Vẽ sơ đồ đúc :
a.Xác định mặt phân khuôn.
Mặt phân khuôn được chọn là mặt phẳng C .
b.Xác định vị trí khi đúc .
Khi ta chọn mặt phẳng C là mặt phân khuôn thì mặt phẳng A nằm ở hòm khuôn dưới ,v mặt B nằm ở hịm khuơn trn.
c.Sơ đồ đúc .
ë 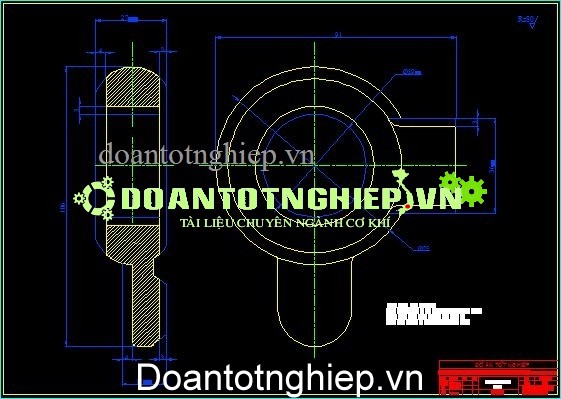 .
.
-Lượng dư mặt A với kích thước chóan chỗ lớn nhất là 106mm vị trí khi đúc thuộc mặt dưới do đó lượng dư gia công là 3 mm .
-Lượng dư mặt B :với kích thước chóan chỗ lớn nhất là 75mm,vị trí khi đúc thuộc mặt trn do đó lượng dư gia công là 4 mm .
-Lượng dư mặt C : để thuận tiện cho việc làm khuôn và vì vị trí khi đúc thuộc mặt trn do đó lượng dư gia công là 4 mm .
-Lượng dư của lỗ 45: Với vị trí gia cơng thuộc mặt bn nn ta chọn lượng dư gia công là 3 mm.
-Còn các lỗ 10, 9 ,M8,kích thước rãnh 2 được đúc đặc.
Xác định kích thước tổng cộng và dung sai của từng mặt gia công.
PHẦN III QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
PHẦN IV BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
- Nguyên công I :Chuẩn bị phôi
a.Làm sạch phôi :Mài các phần thừa của phôi do quá trình đúc để lại như đậu ngót ,đậu rót ,đậu hơi ,phần dư của mặt phân khuôn để lại trên phôi .Ta dùng máy mài 2 đá để mài bỏ đi các phần thừa.

-Làm sạch cát dính ,bám trên bề mặt phôi có thể làm sạch bằng tay hoặc bằng thùng quay để làm sạch .
b.Kiểm tra kích thước phôi :Vì phôi đúc chưa qua gia công nên ta dùng thước kẹp 1/20 để kiểm tra là thích hợp .
Kiểm tra và loại bỏ những loại phôi không đủ kích thước hoặc bị nứt ,cong vênh,bề mặt phôi không bị cháy cát vv..
- Nguyên công II:Phay thô mặt B và mặt C.................
PHẦN V THIẾT KẾ ĐỒ GÁ
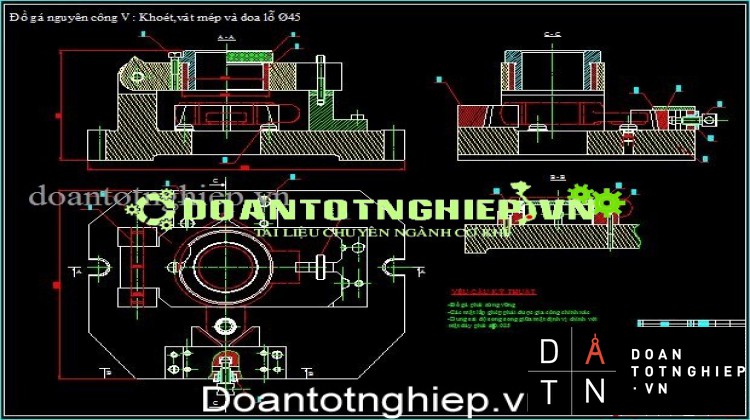
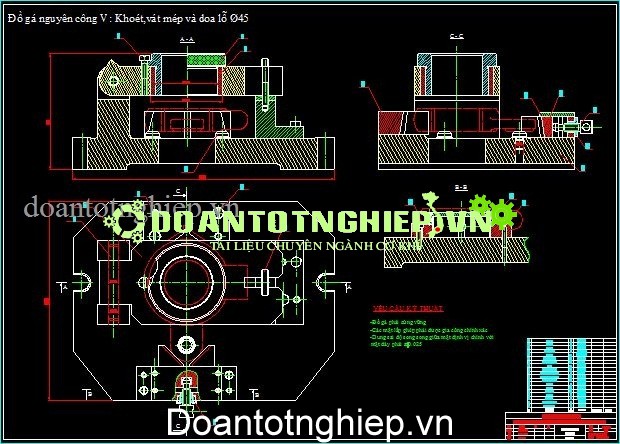
Thiết kế đồ gá nguyên công V: đồ gá khoét, doa lỗ 45
1. Phân tích yêu cầu kỹ thuật của nguyên công.
Lỗ 45 được gia công để lắp ghép với chi tiết khác để truyền chuyển động nên được gia công chính xác Ra=2,5, đạt kích thước Ø45+0,039, do đó ta phải khoét doa.
2. Phân tích lại phương án định vị và chọn phương án kẹp chặt.
Vì mặt A đ được gia công tinh nên ta chọn mặt A định vị 3 bậc(tinh tiến theo oz, quay quanh ox) và khối V cố định khử 2 bậc tự do(tịnh tiến theo ox, tịnh tiến theo oy), ta dng khối V di động khử bậc chống xoay( quay theo oz).
3. Chọn chi tiết định vị và tính sai số chuẩn.
a Chọn chi tiết định vị: Ta dùng chốt đỡ đầu phẵng định vị mặt A khống chế 3 bậc tự do, khối V cố định khống chế 2 bậc tự do, khối V di động khống chế 1 bậc tự do.
7. Hướng dẫn sử dụng, tháo lắp đồ gá khi gia công
Sau khi đồ gá được láp ráp hoàn chỉnh và được định vị trên bàn máy 5 bậc tự do( mặt đế khử ba bậc tự do, 2 then dẫn hướng chữ T được lắp vào bàn máy khử 2 bậc tự do) sau đó ta lắp cố định đồ gá trên bàn máy bằng 2 bulông M12 ở hai phía thân gá.
b Tho lắp chi tiết gia công.
Ta xoay tấm dẫn hướng bản lề đi lên 1 góc 140˚ sau đó ta đặt chi tiết từ trên xuống sao cho lỗ Ø45 lọt vào 2 khối V và mặt A chạm vào chốt đỡ, sau đó ta tiến hành kẹp chặt chi tiết gia công bằng khối V di động thông qua đai ốc M10. Sau khi gia công xong ta nới lỏng đai ốc ra sau đó ta xoay tấm dẫn hướng
Nguyên công X:Phay cắt đứt rãnh 2mm
- Phân tích yêu cầu kỹ thuật cần đạt của nguyên công :
Do tính chất bề mặt gia công của chi tiết cần đạt độ nhám Rz=40Mm KT:2±0,25 .Độ không đối xứng giữa 2 bề mặt bên của rnh so với tâm lỗ Þ45 ≤0,05 ,do đó ở nguyên công này ta phay cắt đứt có bề rộng đạt KT: 2- 0,25,Rz=40 M
 m .
m .
2.Phương án định vị và kẹp chặt
Như đã nêu ở phần biện luận QTCN mặt A là mặt lớn nhất đã được gia công trước để làm chuẩn tinh chính cho các nguyên công tiếp theo .
Để thuận tiện cho việc định vị và kẹp chặt ta chọn mặt A làm chuẩn định vị khử 3 bậc tự do tịnh tiến oz,xoay quanh oy, ox. Lỗ 45 làm mặt dẫn hướng khử 2 bậc tự do tịnh tiến ox, oy. Lỗ 10 làm mặt chặn khử 1 bậc tự do xoay quanh oz
Lực kẹp chặt hướng vào mặt định vị chính do đó lực kẹp chặt được đặt lên bề mặt A là có lợi nhất nên ta chọn phương án này.
3.Chi tiết định vị và chọn cơ cấu kẹp .
Cơ cấu gồm có thân gá được đúc bằng gang ,có các phần đúc lồi lên để lắp các chi tiết khác ,có 2 hệ lỗ dùng để lắp chốt vai và chốt trm,chốt vai có gia công lỗ bên trong ,để thuận tiện cho việc kẹp chặt ta chọn cơ cấu kẹp truc g cứng.
4. Tính sai số chuẩn
Xét kích thước bề rộng rnh 2mm, kích thước này có sai số chuẩn phụ thuộc vào dao nên bỏ qua.
Xét kích thước 14±0.18 có chuẩn định vị là mặt A và chuẩn kích thước là mặt F, ta thấy 2 chuẩn không trùng nhau nên kích thước 14±0.18 cĩ sai số chuẩn
5. Tính lực cắt(Pz)
Do dao phay khi phay tạo ra lực cắt Pz lực này kéo chi tiết khỏi mặt định vịcủa đồ gá.
Một số tài liệu tham khảo trong quá trình thực hiện
- Nguyễn Ngọc Đào - Hồ Viết Bình - Trần Thế San ( 2001), Chế độ cắt gia công cơ khí , Nhà Xuất Bản Đà Nẵng.
- GS.TS. Trần Văn Địch (2006), Atlas Đồ Gá, Nh Xuất Bản Khoa Học V Kĩ Thuật, H Nội.
- GS.TS. Nguyễn Đắc Lộc, PGS.TS. Lê Văn Tiến , PGS.TS. Ninh Đức Tốn, PGS.TS Trần Xuân Việt (2005), Sổ Tay Cơng Nghệ Chế Tạo My, Nh Xuất Bản Khoa Học V Kĩ Thuật, H Nội.
- Ninh đức Tốn (2005), Sổ Tay Dung Sai Lắp Ghp, Nh Xuất Bản Gio Dục.
- Đặng Ngọc Giao ( 2004), Thiết Kế Đồ Gá, Nh Xuất Bản Khoa Học Kĩ Thuật, H Nội.
- GS.TS. Nguyễn Đắc Lộc ( 2009) , Hướng Dẫn Thiết Kế Đồ Án CNCTN , Nh Xuất Bản Khoa Học Kĩ Thuật, H Nội.
- TS Hồ Văn Vui ( 2004), Sổ tay thiết kế Cơ khí tập 1-2, Nh Xuất Bản Khoa Học Kĩ Thuật, H Nội.
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH CHẶN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết











