THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH ĐHCN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH ĐHCN, đồ án môn học công nghệ chế tạo máy MẶT BÍCH ĐHCN, bài tập lớn công nghệ chế tạo máy MẶT BÍCH ĐHCN, thiết kế quy trình công nghệ gia công chi tiết MẶT BÍCH ĐHCN
CHƯƠNG 2 : PHÂN TÍCH CHI TIẾT
- Nhiệm vụ thiết kế :
Mặt bích thuộc chi tiết dạng bạc, vì vậy khi tính tốn v thiết kế chi tiết ny ta cần đảm bảo các yêu cầu kĩ thuật cho trên bản vẽ.
- Phân tích chứ năng và điều kiện làm việc của chi tiết và chọn vật liệu chế tạo :
Mặt bích dng trong cc mối lin kết lắp ghp giữa cc trục, cc chi tiết, ống nối.
Vì chi tiết mặt bích lm việc trong mơi trường chịu tải trọng tỉnh, chịu lực nén khi siết bu long, và chịu lực kéo khi làm việc nên ta chọn vật liệu chế tạo là Thép CT38
-Thnh phần hĩa học : C = 0.3 ÷ 0.38 %,
P= 0.1÷0.2 %, S= 0.08÷0.12%, cịn lại l thnh phần của Fe
-Cơ tính :
- Độ cứng : 150 ÷ 250HB
- Độ dẻo xấp xỉ 0 , ~0.5%
- Độ dai : ak <100 KJ/m2
- Độ chính xác gia công
- Kích thước
+ Kích thước: Ø130 đây là lỗ dùng để định lưu thông nên không cần độ chính xc cao gia công nó đạt tới cấp chính xác kích thước là cấp 9 , và đạt độ nhám cấp 5.
IT =0.1
ES = +0.05
EI= -0.05
Miền dung sai js9
Cấp chính xác kích thước 9
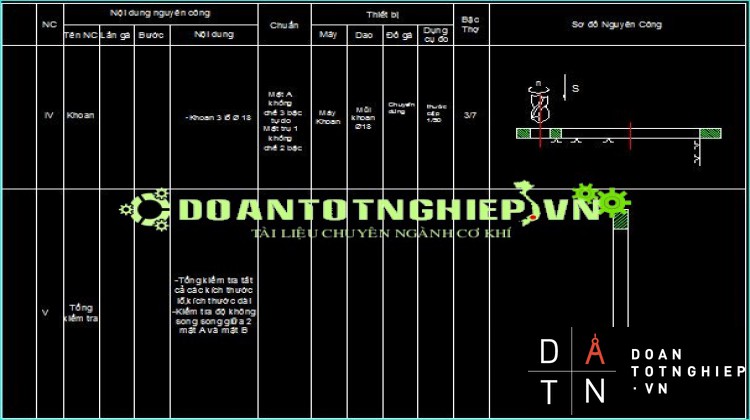
+ Kích thước: Ø18 đây là lỗ dùng để lắp ghép bu long nên ta phải gia công nó đạt tới cấp chính xác kích thước là cấp 8 , và đạt độ nhám cấp 5.
IT =0.1
ES = +0.05
EI= -0.05
Miền dung sai j8
Cấp chính xác kích thước 8
+ Kích thước 12 đây là kích thước khơng yêu cầu độ chính xác cao của chi tiết nn ta chỉ cần gia cơng đạt độ nhám cấp 4.
IT=0.54
es=+0.27
ei=-0.27
Miền dung sai : js
Cấp chính xác kích thước 12
- Vị trí tương quan
- Độ không song song giữa mặt đáy phải .... 0.035.
- Độ nhm
+ 12 độ nhám Rz= 20 vì cĩ chức năng làm kín.
- Xác định dạng sản xuất
- Dạng sản xuất hang loạt vừa
Sản lượng hàng năm của chi tiết gia công được xác định theo công thức 1[12] thiết kế đồ án CNCTM.
N=N1.m.(1+....)
Trong đó: N - Số chi tiết được sản xuất trong một năm (ct/n).
N1- Số sản phẩm được sản xuất trong một năm (ct/n).
( N1 = 2000 (ct/n))
m - Số chi tiết trong một sản phẩm (m =1ct)
-Số phần trăm chi tiết dự phịng hư hỏng do chế tạo.
- Số chi tiết được chế tạo thêm để dự trữ (tính cho 100ct)
Chọn = 3(%)
N = 2000.1.(1+ ) = 2120 (ct/n)
- Tính sản lượng : dựa vào phần mềm pro/engineer ta tính được khối lượng của chi tiết gia cơng l 0.63 kg
vào bảng 2- hướng dẫn TKDA CNCTM.Sản lượng hàng năm của chi tiết là: 2120 => Đây là dạng sản xuất hàng loại vừa.
Chương 2: VẬT LIỆU VÀ
PHƯƠNG PHÁP CHẾ TẠO PHÔI
Do vật liệu chế tạo chi tiết là thép C38, cùng với việc chi tiết được sản xuất hàng lọat lớn nên chi tiết đựơc dập cấp chính xác I. Chi tiết đựơc dập tạo hình trước, sau đó dập chính xác trong điều kiện chi tiết được nung nóng lên tới nhiệt độ khỏang 1150oc đến 1200oc trong lògiữ ổn định nhiệt độ. Lúc này ![]() b còn khỏang 5.1 KG/mm2 (Bảng 2-122 CNCTM). Ở trạng thái này thép đã chuyển từ tổ chức Pherit, Peclit sang tổ chức Auxtenit có tính dẻo cao, cho nên khi dập phôi dập sẽ điền đầy vào khuôn dập.
b còn khỏang 5.1 KG/mm2 (Bảng 2-122 CNCTM). Ở trạng thái này thép đã chuyển từ tổ chức Pherit, Peclit sang tổ chức Auxtenit có tính dẻo cao, cho nên khi dập phôi dập sẽ điền đầy vào khuôn dập.
Việc tạo phôi theo phương pháp dập khuôn hở sẽ tạo ra 1 lượng bavia nhất định cho chi tiết, cho nên khi vừa dập tạo hình xong, thì phôi sẽ được đưa qua giai đọan cắt mép bavia và đột lỗ f35 khi nhiệt độ phôi dập còn nằm trong giới hạn cho phép.
|
Các bề mặt gia công |
Lượng dư cho phép ( mm ) |
|
1 |
2.3 |
|
2 |
2.3 |
|
3 (lỗ) |
3 |
Vậy lúc này khối lượng của phôi sau khi được dập là khỏang 2.4Kg, phôi dập có Rz 40÷Rz10, độ chính xác đạt ± (0.1÷0.05) (Tra sáchCNCTM/161).
Lượng dư mỗi bên hai bề mặt là 2.3mm (Bảng 15 – Cẩm nang kĩ thuật), lượng dư chiều dài là 1.4mm ( Bảng 12 – Cẩm nang kĩ thuật)
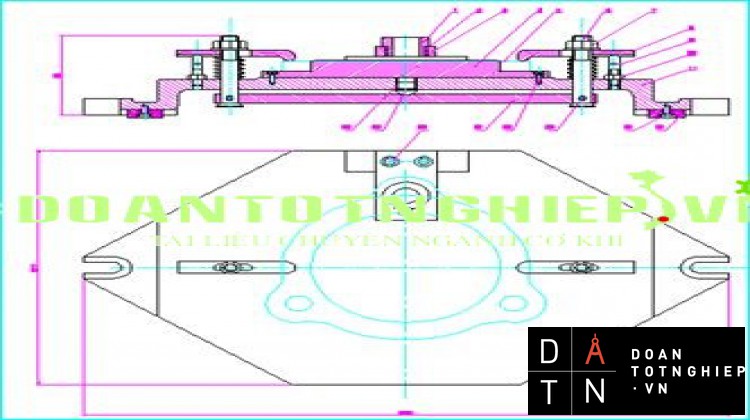
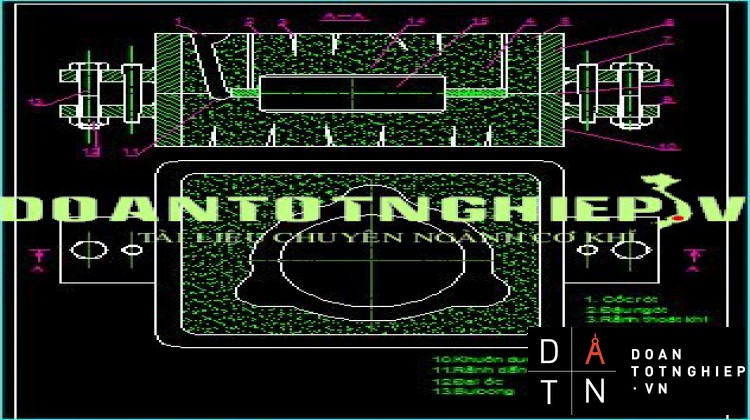
- Bản vẽ khuôn dập:

THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH ĐHCN, đồ án môn học công nghệ chế tạo máy MẶT BÍCH ĐHCN, bài tập lớn công nghệ chế tạo máy MẶT BÍCH ĐHCN, thiết kế quy trình công nghệ gia công chi tiết MẶT BÍCH ĐHCN








