THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP BÍCH 3 LỖ
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP BÍCH 3 LỖ
MỤC LỤC
Phần 1 PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC)................................ 1
1.1 Phân tích công dụng và điều kiện làm việc của CTGC.............................. 1
1.2 Phân tích vật liệu chế tạo CTGC............................................................... 1
1.3 Phân tích kết cấu, hình dạng CTGC.......................................................... 2
1.4 Phân tích độ chính xác gia công................................................................ 2
1.5 Sản lượng năm.......................................................................................... 5
PHẦN 2 CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ.................................................................................................................. 5
2.1 Chọn phôi................................................................................................. 5
2.2 Phương pháp chế tạo phôi........................................................................ 6
2.3 Xác định lượng dư..................................................................................... 9
2.4 Tính hệ số sử dụng vật liệu....................................................................... 9
Phần 3 LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ............ 9
3.1 Mục đích................................................................................................... 9
3.2 Nội dung................................................................................................... 9
CHƯƠNG 4 BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ............................ 11
4.1 Nguyên công I.......................................................................................... 11
4.2 Nguyên công II.......................................................................................... 11
4.2 Nguyên công III......................................................................................... 17
4.4 Nguyên công IV........................................................................................ 20
4.5 Nguyên công V ........................................................................................ 20
4.6 Nguyên công VI........................................................................................ 21
4.7 Nguyên công VII....................................................................................... 25
4.8 Nguyên công VIII...................................................................................... 27
PHẦN 5 TÍNH TOÁN THIẾT KẾ ĐỒ GÁ.................................................. 28
.........
Phần 1 PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC)
1.1 Phân tích công dụng và điều kiện làm việc của CTGC
- Công dụng: CTGC là nắp bích của hộp giảm tốc, được lắp cố định bên thành hộp nhằm chặn chuyển động dọc trục của ổ lăn, định vị kết cấu trục và che bụi xâm nhập từ bên ngoài.
- Điều kiện làm việc: nắp bích là chi tiết tĩnh với hai bề mặt làm việc trong môi trường khác nhau. Mặt ngoài chi tiết tiếp xúc với không khí ở nhiệt độ môi trường nên bị bám nhiều bụi bẩn, ngược lại mặt trong tiếp xúc với thành hộp, vòng ngoài ổ lăn sẽ chịu nhiệt độ cao và có dầu. Qua phân tích công dụng và điều kiện làm việc có thể nhận thấy chế tạo nắp bích không đòi hỏi quá khắt khe về vật liệu và yêu cầu kỹ thuật.
1.2 Phân tích vật liệu chế tạo CTGC
Từ vật liệu CTGC đã cho là GX 15-32 vào trang 163 [6] và tra bảng 2.55 [6] sẽ có các đặc tính như sau:
- Thành phần cấu tạo:
Tổ chức tế vi: gang xám là gang mà phần lớn cacbon của nó nằm ở dạng tự do (graphit), rất ít hoặc không có cacbon ở dụng liên kết với sắt. Lượng cacbon liên kết ở khoảng 0 ÷1% C trong tổng lượng cacbon của gang. Do tổ chức chứa nhiều graphit nên mặt gang có màu xám, tối nên có tên là gang xám.
Thành phần hoá học: thành phần các nguyên tố trong gang xám ở bảng 1.1 bảo đảm mức độ tạo thành graphit và cơ tính theo yêu cầu.
Bảng 1.1 Thành phần hoá học của gang xám
|
Nguyên tố |
C |
Si |
Mn |
P |
S |
|
Tỷ lệ (%) |
2.8÷3.5 |
1.5÷3 |
0.5÷1 |
0.1÷0.2 |
0.08÷0.12 |
- Công dụng, tính công nghệ
GX 15-32 có độ bền trung bình và có tính gia công tốt nên được sử dụng để chế tạo các chi tiết như bệ của máy công cụ, moay ơ, thân của các loại van và các chi tiết khác có hình dạng phức tạp khi không cho phép độ cong vênh lớn và không có khả năng thực hiện được sự hoá giá. Bên cạnh đó vật liệu này còn được ứng dụng cho vật đúc thành mỏng có kích thước phủ bi lớn, khối lượng không lớn, bàn trượt, thân ụ động, đai ốc hai nửa, bánh răng, giá chia...
- Tính chất cơ lý
Tính chất cơ lý của GX 15-32 được thể hiện cụ thể trong bảng 1.2.
Bảng 1.2 Tính chất cơ lý của gang xám GX 15-32
|
Mác gang |
Giới hạn kéo (Kg/) |
Giới hạn uốn (Kg/) |
Độ võng khi khoảng cách gối tựa |
Độ cứng HB |
|
|
600 |
300 |
||||
|
GX 15-32 |
15 |
32 |
8 |
2.5 |
163- 229 |
Tính chất, công dụng của GX 15-32 vừa trình bày đáp ứng được tất cả các yêu cầu kỹ thuật về vật liệu CTGC ở phần 1.1. Do vậy, vật liệu GX 15-32 đã cho là hợp lý có thể sử dụng để gia công.
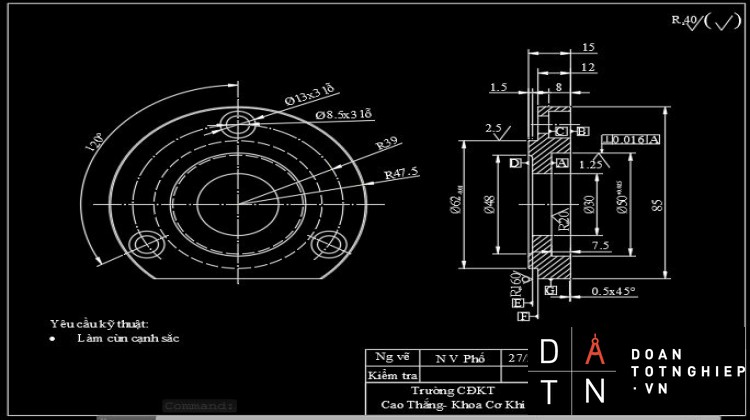
1.3 Phân tích kết cấu, hình dạng CTGC
Hình 1.1 Hình dạng, yêu cầu kỹ thuật của CTGC
CTGC hình 1.1 có dạng bạc, cấu tạo đơn giản. Công dụng của các mặt như sau:
- Mặt A và lỗ dùng để lắp ổ lăn.
- Kích thước dùng để định vị CTGC vào lỗ hộp.
- Mặt B, G và các lỗ , , không làm việc.
- Mặt C và các lỗ , dùng để lắp bu lông cố định nắp bích vào thành hộp.
- Mặt D tựa vào mặt đầu của vòng ngoài ổ lăn.
- Mặt E tiếp xúc với thành hộp.
- Mặt F là mặt thoát, giúp nắp bích không bị cấn các chi tiết khác khi lắp ghép.
1.4 Phân tích độ chính xác gia công
Từ bản vẽ CTGC đã cho tra tài liệu [4] để kiểm tra lại độ chính xác gia công.
1.4.1 Độ chính xác kích thước
- Đối với các kích thước có chỉ dẫn dung sai
- Kích thước đường kính lỗ lắp ghép
+ Sai lệch trên: ES = 0,025
+ Sai lệch dưới: EI = 0
+ Dung sai kích thước: ITD = ES - EI = 0,025
+ Tra bảng 1.14 [9]
+ Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7.
+ Miền dung sai kích thước lỗ H7: vậy H7.
- Kích thước đường kính trục lắp ghép
+ Sai lệch trên: es = 0
+ Sai lệch dưới: ei = - 0,03
+ Dung sai kích thước: ITD = es - ei = 0,03
+ Tra bảng 1.29 [9]
+ Độ chính xác về kích thước đường kính trục đạt cấp chính xác 7.
+ Miền dung sai kích thước trục h7: vậy h7.
- Những kích thước không chỉ dẫn dung sai
- Các kích thước sau đây được giới hạn giữa hai bề mặt gia công không chỉ dẫn dung sai lấy cấp chính xác 12.
+ Kích thước cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,35 mm. Kích thước đầy đủ R47,5.
+ Kích thước 85 cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,35 mm. Kích thước đầy đủ 85.
+ Kích thước cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,3 mm. Kích thước đầy đủ R39.
+ Kích thước cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,21 mm. Kích thước đầy đủ .
+ Kích thước 15 cấp chính xác 10. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,07 mm. Kích thước đầy đủ 15.
+ Kích thước cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,18 mm. Kích thước đầy đủ .
+ Kích thước 12 cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,18 mm. Kích thước đầy đủ 12.
+ Kích thước cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,15 mm. Kích thước đầy đủ .
+ Kích thước 8 cấp chính xác 14. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,36 mm. Kích thước đầy đủ 8.
+ Kích thước 7,5 cấp chính xác 12. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,15 mm. Kích thước đầy đủ 7,5.
- Các kích thước sau đây được giới hạn giữa một bề mặt gia công và một bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 14.
+ Kích thước 1,5 cấp chính xác 14. Theo TCVN tra bảng 1.4 [4] ta được IT = 0,25 mm. Kích thước đầy đủ 1,5.
- Các kích thước sau đây được giới hạn giữa hai bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 16.
+ Kích thước cấp chính xác 16. Theo TCVN tra bảng 1.4 [4] ta được IT = 1,6 mm. Kích thước đầy đủ .
1.4.2 Độ chính xác về hình dáng hình học
CTGC không có yêu cầu đặc biệt về độ chính xác hình dáng hình học.
1.4.3 Độ chính xác về vị trí tương quan
Các bề mặt lắp ghép quan trọng sau đây yêu cầu độ chính xác về vị trí tương quan:
- Dung sai độ vuông góc giữa tâm lỗ và mặt A 0,016.
1.4.4 Chất lượng bề mặt (độ nhám và độ cứng)
Độ nhám bề mặt của CTGC như sau:
- Bề mặt lỗ có độ nhám 1,25 Cấp độ nhám 7
- Bề mặt trục có độ nhám 2,5 Cấp độ nhám 6
- Bề mặt A có độ nhám Cấp độ nhám 5
- Bề mặt B có độ nhám Cấp độ nhám 4
- Bề mặt F có độ nhám Cấp độ nhám 4
- Bề mặt D có độ nhám Cấp độ nhám 4
- Bề mặt G có độ nhám Cấp độ nhám 4
- Bề mặt R47,5 có độ nhám Cấp độ nhám 4
- Bề mặt có độ nhám Cấp độ nhám 4
- Bề mặt lỗ có độ nhám Cấp độ nhám 4
- Bề mặt lỗ có độ nhám Cấp độ nhám 4
- Bề mặt E có độ nhám Cấp độ nhám 2
1.4.5 Yêu cầu về cơ lý tính
CTGC không có yêu cầu đặc biệt về cơ lý tính.
1.4.6 Kết luận
- Dung sai kích thước có cấp chính xác cao nhất là 7.
- Dung sai hình dạng hình học: không có yêu cầu đặc biệt.
- Dung sai vị trí tương quan có cấp chính xác cao nhất là 7.
- Độ nhám bề mặt cấp cao nhất là 7.
- Dung sai kích thước, hình dáng hình học, vị trí tương quan, nhám bề mặt.
- Các giá trị dung sai đã cho là tương thích với nhau và phù hợp với điều kiện làm việc của CTGC.
1.5 Sản lượng năm
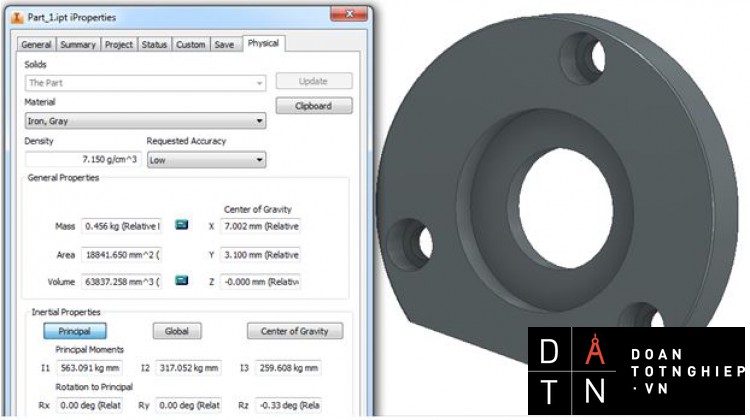
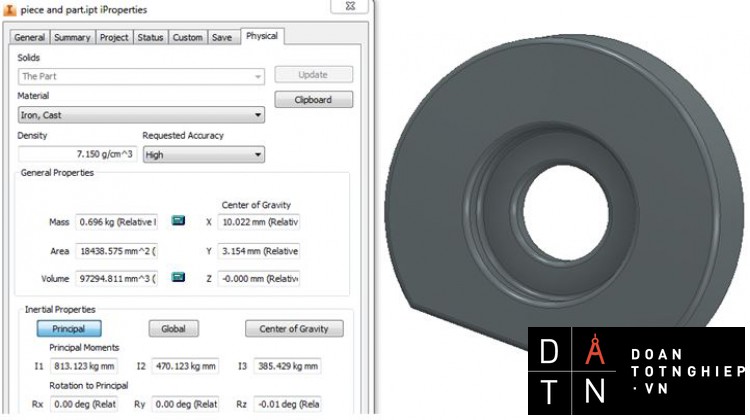
Tính khối lượng CTGC: sử dụng phần mềm Autodesk Inventor thiết kế 3D CTGC.
Hình 1.2 CTGC và các thông số liên quan
- Khối lượng chi tiết: 0,456 (kg)
- Thể tích chi tiết: 63837 ()
Dựa vào dạng sản xuất hàng loạt vừa và khối lượng CTGC đã cho tra bảng 2.6 [6] sẽ có sản lượng hằng năm là 500 5000 chiếc.
PHẦN 2 CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
2.1 Chọn phôi
Trong cơ khí, một chi tiết có thể chọn những phương pháp chế tạo phôi liệu khác nhau như: rèn, đúc, cán…Mỗi phương pháp đều có công dụng và ưu thế riêng.
- Phôi đúc: kim loại nóng chảy được rót vào khuôn nên dễ điền đầy vào các góc ngạnh phức tạp với kích thước từ nhỏ đến lớn mà các phương pháp khác khó đạt được. Tuy nhiên nhược điểm của đúc là khó kiểm soát được thành phần hoá học bên trong kim loại và rỗ khí làm ảnh hưởng đến chất lượng phôi. Đúc được sử dụng trong các dạng phôi như: đế, vỏ máy, dạng tròn xoay, cánh tua- bin, chạc…
- Phôi cán: là sản phẩm của nhà máy luyện kim liên hợp để chế tạo trực tiếp bằng phương pháp gia công có phôi trên các máy cắt gọt kim loại. Ưu điểm lớn nhất của phôi cán là nếu CTGC có hình dạng, kích thước gần giống như các loại phôi có sẵn thì không cần phải gia công nhiều và cơ tính đảm bảo hơn so với đúc. Nhược điểm phương pháp cán là không tạo được phôi có hình dạng phức tạp. Cán được sử dụng để tạo các trục trơn, trục bậc có đường kính ít thay đổi, các tay gạt, trục then..
- Phôi rèn: khởi phẩm của phôi rèn là những thỏi thép đúc hay phôi cán. So với đúc và cán thì phôi rèn có kết cấu bền chặt hơn, do đó đối với những trục quan trọng như trục chính máy cắt kim loại, trục khuỷu các loại động cơ đốt trong thường dùng phôi rèn. Nhược điểm phôi rèn là: không tạo được phôi có hình dạng phức tạp và giá thành cao.
Việc lựa chọn phương pháp tạo phôi phụ thuộc vào nhiều yếu tố như: hình dạng, kích thước, trọng lượng của chi tiết, nguyên liệu làm chi tiết, sản lượng, dạng sản xuất…CTGC có các đặc điểm sau:
+ Dạng sản xuất: loạt vừa, trang thiết bị tự chọn.
+ Đặc điểm hình dạng: dạng bạc, hình dạng, cấu tạo đơn giản.
+ Vật liệu: Gang xám GX 15-32 dễ chảy lỏng, độ bền dẻo thấp nhưng độ giòn cao nên phù hợp với phương pháp đúc.
Dựa vào đặc điểm CTGC và phân tích các loại phôi thì công nghệ đúc là lựa chọn hợp lý nhất.
2.2 Phương pháp chế tạo phôi
Tuỳ theo công dụng, hình dạng và kích thước của chi tiết sẽ có nhiều phương pháp đúc khác nhau:
+ Đúc bằng khuôn tay.
+ Đúc bằng khuôn máy.
+ Đúc bằng khuôn chân không.
+ Đúc bằng khuôn vỏ mỏng.
+ Đúc chính xác.
+ Đúc đầy.
+ Đúc áp lực.
+ Đúc khuôn kim loại.
+ Đúc ly tâm.
CTGC phù hợp phương pháp đúc có thể lấy được mẫu ra và cấp chính xác đạt được là 16. Do vậy những phương pháp sau đây là khả thi:
- Đúc mẫu gỗ làm khuôn bằng tay: phương pháp này có độ chính xác kích thước thấp vì quá trình làm khuôn có sự xê dịch của mẫu trong chất làm khuôn và sai số chế tạo mẫu. Năng suất cực thấp vì quá trình thực hiện bằng tay. Do đó dùng trong sản xuất đơn chiếc hoặc đúc những chi tiết có trọng lượng lớn như bệ máy, thân máy cắt gọt kim loại.
- Đúc mẫu gỗ làm khuôn bằng máy: phương pháp này có năng suất và độ chính xác cao hơn phương pháp trên vì đảm bảo sự đồng nhất của khuôn, giảm sai số của qua trình làm khuôn gây ra. Muốn khuôn ép sát người ta có thể dùng đầm hay rung động để dồn khuôn. Phương pháp này dùng sản xuất hàng loạt nhỏ với trọng lượng chi tiết không lớn lắm.
- Đúc mẫu kim loại làm khuôn bằng máy: phương pháp này có năng suất và độ chính xác cao hơn các phương pháp trên vì đảm bảo sư đồng nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra, phương pháp này dung sản xuất loạt vừa trở lên.
+ Vật đúc cấp chính xác ΙII thường đạt được trong sản xuất đơn chiếc. Độ chính xác tương ứng cấp chính xác 14 đối với kích thước < 500 mm, và 15-16 với kích thước > 500 mm.
+ Vật đúc cấp chính xác II thường đạt được trong sản xuất hàng loạt. Độ chính xác tương ứng cấp chính xác 13-14 đối với kích thước < 500 mm, và 14-15 với kích thước > 500 mm.
+ Vật đúc cấp chính xác I thường đạt được trong sản xuất hàng loạt. Độ chính xác tương ứng cấp chính xác 12.
- Đúc khuôn chân không: khuôn chân không được tạo ra từ cát không có chất kết dính. Hai nửa mẫu vật có những lỗ khoan nhỏ thông với thùng rỗng của hộp khuôn chân không. Một tấm màng co được phủ lên vật mẫu. Dưới sức nóng của hộp sưởi điện bên trên và do sức hút chân không từ mặt dưới, tấm màng co biến dạng theo hình thù của vật mẫu. Đổ cát lên tấm màng. Qua quá trình rung khuôn cát bên trong dồn sít lại, sau đó phủ lên tấm màng co thứ hai. Dưới sức hút chân không, cát trong lòng khuôn bị nén chặt. Khi tắt máy hút chân không khuôn đúc được tách ra khỏi mẫu. Sau khi tạo xong nửa kia của khuôn, hai nửa trên dưới được ghép lại với nhau, gài chắc và đúc. Trong khi đó vẫn giữ toàn bộ hộp khuôn trong tình trạng bị hút chân không áp suất âm. Khi kim loại được rót vào, tấm màng co sẽ bị bốc hơi. Sau khi vật đúc đã đông đặc lại, tắt máy hút chân không, vật đúc tự động rơi ra khỏi khuôn. Cát làm khuôn có thể sử dụng lại. Phương pháp này được sử dụng để đúc bệ máy công cụ và tấm thành khung hai bên của máy in.
CTGC sản xuất dạng loạt vừa và có cấp chính xác thấp nhất là 16 nên đúc phôi theo phương pháp “đúc mẫu kim loại làm khuôn bằng máy” là phù hợp.
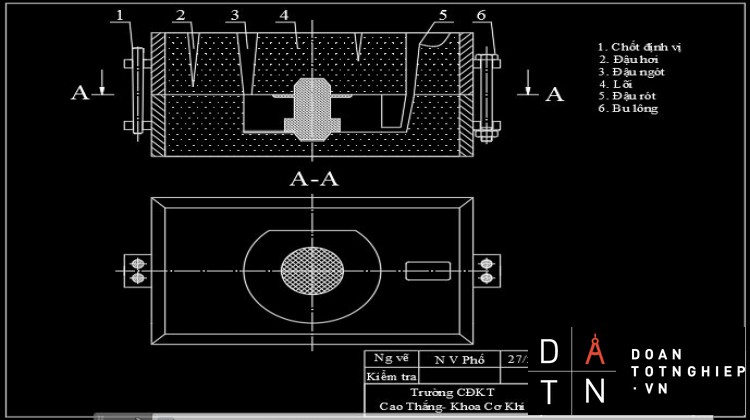
Hình 2.1 Sơ đồ đúc
2.3 Xác định lượng dư
Với kích thước lớn nhất của chi tiết là R47,5 tra bảng 3-95 [1] sẽ được lượng dư chi tiết đúc như sau:
|
Mặt |
Kích thước danh nghĩa |
Lượng dư |
Dung sai |
|
Lỗ |
4 |
0,5 |
|
|
Lỗ |
4 |
0,5 |
|
|
Mặt |
3 |
||
|
A |
7,5 |
2,5 |
0,5 |
|
B |
15 |
2,5 |
0,5 |
|
C |
8 |
2,5 |
0,5 |
|
D |
3 |
3,5 |
0,5 |
|
F |
12 |
2,5 |
0,5 |
Hình 2.2 Bản vẽ chi tiết lồng phôi
2.4 Tính hệ số sử dụng vật liệu
- Khối lượng phôi bằng phần mềm Inventor:
Hình 2.3 Phôi và các thông số liên quan
- Hệ số sử dụng vật liệu: K = = = 0,713 > 0,7
- Kiểm tra hệ số sử dụng vật liệu K, lượng dư của CTGC đạt yêu cầu.
Phần 3 LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
3.1 Mục đích
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2 Nội dung
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
- Chọn trình tự gia công các chi tiết.
(Đính kèm phiếu hướng dẫn công nghệ)
CHƯƠNG 4 BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1 Nguyên công I : chuẩn bị phôi
Hình 4.1Kích thước phôi ban đầu
Bước 1: Làm sạch phôi.
- Làm sạch cát trên bề mặt phôi.
- Mài bavia, phần thừa của đậu rót, đậu ngót.
Bước 2 : Kiểm tra.
- Kiểm tra về kích thước.
- Kiểm tra về hình dáng.
- Kiểm tra về vị trí tương quan.
Bước 3 : Ủ phôi.
.........................
+ l = 15 mm: chiều dài gia công.
+ mm: khoảng trước khi chạm phôi của mũi khoan
+ 3 mm: khoảng thoát mũi khoan
+ : tốc độ trục chính
+ S = 0,25 mm/vòng: lượng chạy dao
phút
4.6.2 Bước 2 : Khoét 3 lỗ ∅13 trùng vị trí bước 1
- Chọn mũi khoét:Mũi khoét liền khối chuôi trụ, D = 1, L = 160, l = 80, d = 13
b. Chọn chế độ cắt:
- Chọn t: t = 0,5(D-d) = 2,25 mm
- Chọn lượng chạy dao: Theo bảng 5-26 trang 21 của [1] ta được: chọn S = 0,7 mm/ vòng
- Tốc độ cắt theo công thức:
(m/phút) (*)
Theo bảng 5-29 trang 23 của [1] ta có :
|
q |
x |
y |
m |
|
|
105 |
0,4 |
0,15 |
0,45 |
0,4 |
Theo 5-30 trang 24 của [1]: T = 30 phút.
Bảng 5.1 trang 6 của [1]:
Theo bảng 5-6 trang 8 của [1]: Kuv = 1
Theo bảng 5-31 trang 8 của [1]: Klv = 1
Kv = Kmv . Kuv . Klv = 1 . 1 . 1 = 1
Thay vào (*) ta có: 17 m/phút
Số vòng quay trong 1 phút của dao:
(vg/phút)
Chọn n = 475 vg/phút . Lúc này tốc độ cắt thực tế:
(m/phút)
- Tính lực dọc trục và momen theo công thức:
Theo bảng 5-32 trang 25 của [1] ta được:
|
x |
y |
q |
|
|
23,5 |
1,2 |
0,4 |
- |
|
x |
y |
q |
|
|
0,085 |
0,75 |
0,8 |
- |
Thay vào công thức:
- Công suất cắt cho 3 lỗ:
0,3 kW
So với công suất máy = 4,5 kW, máy làm việc đảm bảo an toàn.
- Thời gian chạy máy:
Trong đó:
+ l = 8 mm: chiều dài gia công.
+ mm: khoảng trước khi chạm phôi của mũi khoét
+ 3 mm: khoảng thoát mũi khoét
+ : tốc độ trục chính
+ S = 0,7 mm/vòng: lượng chạy dao
phút
4.7. Nguyên công VII: phay thô mặt G đạt: cấp chính xác 12, kích thước 85±0,17, độ nhám Rz40.
- Chọn chuẩn gia công:
- Mặt B : Định vị 3 bậc tự do.
- Lỗ : Định vị 2 bậc tự do.
- Lỗ : Định vị 1 bậc tự do.
- Chọn máy:
Máy phay 6H12, có các thông số cơ bản như sau
- Bề mặt làm việc của bàn : 320x350 mm
- Công suất: 7kW.
- Số vòng quay trục chính 30- 37, 5 - 4, 75 -60 -75 - 95 -118 – 150 –190 –235 – 300 –375 –475 –600- 753- 950 –1180- 1500
- Chọn dao: Dao phay mặt đầu thép gió d= 27 D= 63 l =27 Z= 8
- Chọn chiều sâu cắt t: chọn t= 2,5 mm
- Chọn lượng chạy dao: Theo bảng 5-34 trang 29 [1] :S=(0,2 - 0,4) mm/răng, S= 0,3 mm/răng.
- Vận tốc cắt theo công thức: V= m/phút (*)
Theo bảng 5-39 [1] ta có :
|
Cv |
q |
m |
x |
y |
u |
p |
|
42 |
0,2 |
0,15 |
0,1 |
0,4 |
0,1 |
0,1 |
Theo bảng 5-40 [1]: T=180’
Theo bảng 5-1 [1] KMV = 1
Theo bảng 5-5 [1]: Knv = 0,8
Theo bảng 5-6 [1]: Kuv = 1
Kv=Kmv . Knv . Kuv = 1 . 0,8 . 1 =0,8
Thay vào (*) ta có: V= m/phút
- Số vòng quay trong 1 phút của dao: vg/phút
Theo thuyết minh máy chọn n = 375 vg/phút.
- Tốc độ cắt thực tế: Vt = 78,2 m/phút
- Tính lực cắt Pz theo công thức: = (kg)
Theo bảng 5-41 [1]:
|
x |
y |
u |
q |
w |
|
|
50 |
0,9 |
0,72 |
1,14 |
1,14 |
0 |
Theo bảng 5-9 [1]: 0,55
Thay vào công thức: = = 485 N
- Công suất cắt: N= = 0,62 kW
So với công suất máy = 7 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm =
Trong đó:
l = 15 mm.
y = 3 mm
∆ = (2 ¸ 5) mm. Chọn ∆ = 5.
Tm = 0,2 phút
4.8 Nguyên công VIII: tổng kiểm tra
Kiểm tra các kích thước lỗ , mặt trụ .
Kiểm tra độ nhám lỗ đạt 1.25 và mặt trụ đạt 2.5.
Kiểm tra độ vuông góc giữa mặt lỗ và mặt A đạt 0.016.
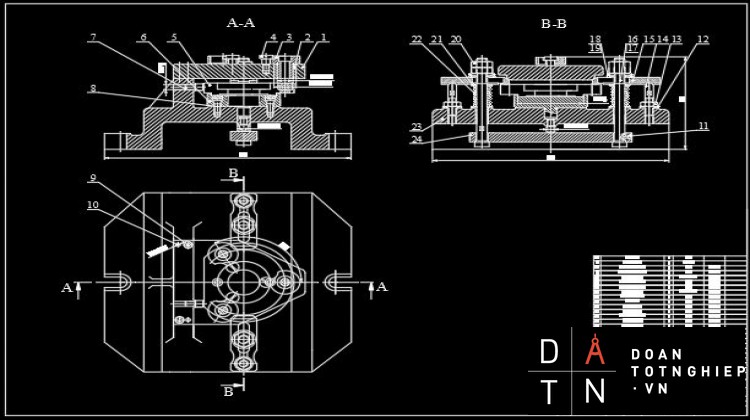
PHẦN 5 TÍNH TOÁN THIẾT KẾ ĐỒ GÁ
ĐỒ GÁ KHOAN 3 LỖ , KHOÉT 3 LỖ
............
5.8 Các chi tiết tiêu chuẩn
5.8.1 Mỏ kẹp
5.8.2 Bạc dẫn thay nhanh
PHẦN 6 KẾT LUẬN
Quy trình công nghệ gia công chi tiết cần lắc đã được thiết kế gồm 8 nguyên công cùng với trình tự công nghệ ở từng nguyên công.
QTCN có những nhược điểm là không trang bị những thiết bị hiện đại có dây chuyền tự động hóa. Tuy nhiên, QTCN được thiết lập đơn giản dể dàng sử dụng không cần bậc thợ cao nhưng vẫn đảm bảo tính công nghệ và chỉ tiêu kinh tế.









