THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP BƠM THỦY LỰC ALUMINUM


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP BƠM THỦY LỰC ALUMINUM, đồ án môn học công nghệ chế tạo máy NẮP BƠM THỦY LỰC ALUMINUM, bài tập lớn công nghệ chế tạo máy NẮP BƠM THỦY LỰC ALUMINUM, thiết kế quy trình công nghệ gia công chi tiết NẮP BƠM THỦY LỰC ALUMINUM
Mục lục
Phần 1: Phân tích chi tiết gia công 1
Phần 2: Xác định phương pháp chế tao phôi 4
Phần 3 : Lập bảng quy trinh công nghệ 9
Phần 4 : Biện minh bảng quy trình công nghệ gia công cơ 10
4.1 Tính chế độ cắt 10
4.1.1 Nguyên công 1: chuẩn bị phôi 10
4.1.2 nguyên công 2: phay thô mặt dưới 10
4.1.3 nguyên cong 3: phay mặt trên 12
4.1.4 nguyên công 4: phay tinh mặt dưới 14
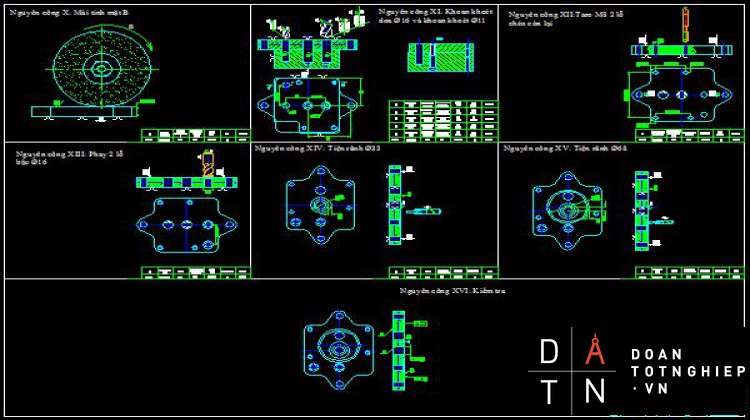
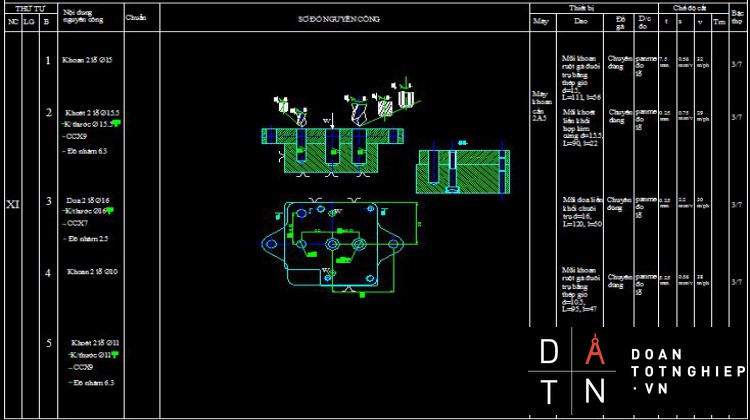
4.1.5 nguyên công 5: khoan, khoét Æ3 và khoan
Æ5 16
4.1.6 nguyên công 6: phay thô 2 mặt bên 20
4.1.7 nguyên công 7: phay tinh 2 mặt bên 22
4.1.8 nguyên công 8: khoét, doa Æ38 23
4.1.9 nguyên công 9: tổng kiểm tra 26
4.2 Tính thời gian nguyên công cho các nguyên công 28
4.2.1 nguyên công 2 28
4.2.2 nguyên công 3 29
4.2.3 nguyên công 4 29
4.2.4 nguyên công 5 29
4.2.5 nguyên công 6 30
4.2.6 nguyên công 7 30
4.2.7 nguyên công 8 30
Tổng thời gian gia công 31
Phần 5: tính toán và thiết kế đồ gá 32
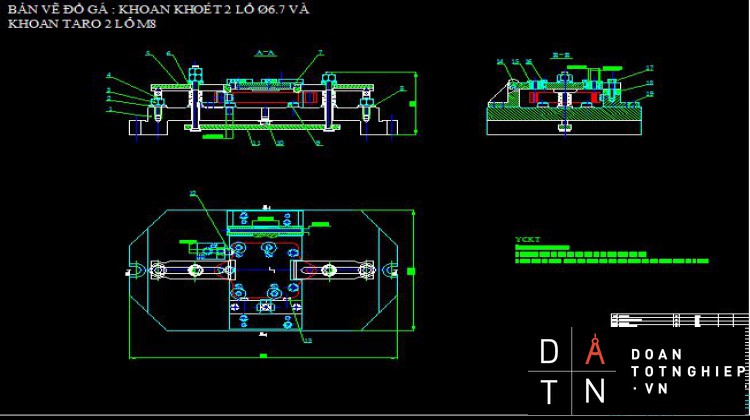
5.1 Tính toán và thiết kế đồ gá khoan, khoét Æ3
và khoan Æ5.5 32
5.1.1 Đồ định vị 32
5.1.2 Sơ đồ lực và tính lực cắt 32
5.1.3 thiết kế cơ cấu kẹp phôi 36
5.1.4 các cơ cấu khác của đồ gá 37
5.1.5 độ chính xác chế tạo đồ gá 39
5.1.6 yêu cầu kĩ thuật 39
5.1.7 nguyên lý làm việc 40
5.2 Tính toán và thiết kế đồ gá phay thô 2 mặt bên 41
5.2.1 Đồ định vị 41
5.2.2Tính lực cắt Pz 41
5.2.3 Sơ đồ phân tích lực 42
5.2.4 Tính lực kẹp khi phay 43
5.2.5 tính cơ cấu kẹp 44
5.2.6 yêu cầu kĩ thuật 45
5.2.7 tính sai số chuẩn 46
5.2.8 nguyên lý làm việc 47
Phần 6. kết luận về quá trình công nghệ 49
................................................
PHẦN 1:PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1 Phân tích điều kiện làm việc của chi tiết gia công
1.1.1 Điều kiện làm việc:
Bơm thủy lực là một thiết bị sử dụng chuyển động quay từ động cơ hoặc motor điện để hút dầu thủy lực từ bồn chứa dầu và đẩy chúng di chuyển trong mạch thủy lực dưới áp suất cao
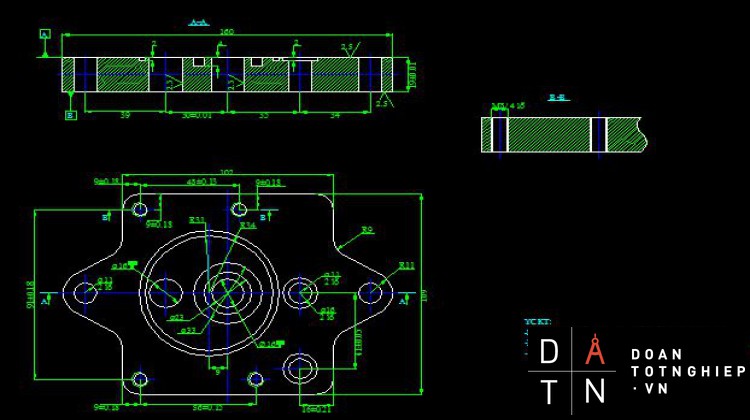
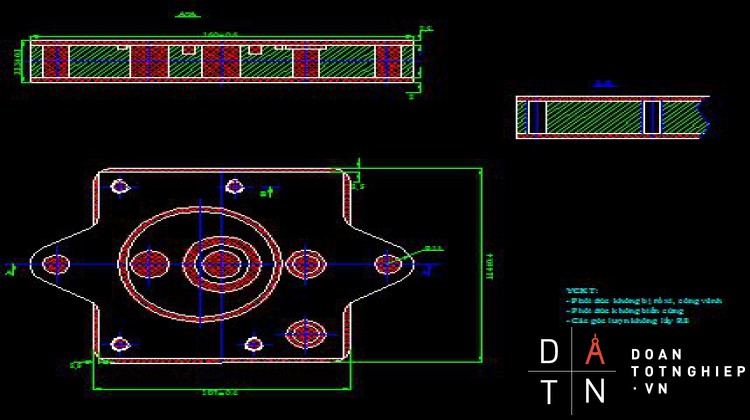
Nắp bơm thủy lực là một phần lắp với thân bơm để hút dầu vào và bơm dầu ra với áp suất cao. Trong đó nắp bơm thủy lực là chi tiết dạng hộp, nó có chức năng lắp với thân bơm, cùng với chuyển động quay của 2 trục bánh răng tạo áp suất đẩy dầu ra ngoài. Chúng làm việc trong môi trường được bôi trơn.
. 1.1.2 Những bề mặt cần gia công chính xác :
-Bề mặt gia công chính xác là Ø16+0.02 , L=19±0.01, L= 30±0.01, L=48±0.13, L=56±0.15.
1.2Phân tích độ chính xác chi tiết gia công:
1.2.1 Vật liệu chi tiết gia công
-Nắp bơm là chi tiết dạng hộp được lắp cùng với thân bơm, vật liệu để chế tạo là nhôm ki hiệu AL99
-Nhôm AL99 là hợp kim nhẹ,nhôm chiếm 99% vá 1% là của tạp chất, nặng khảng 1/3 của thép, có khả năng chống mài mòn thụ động cao, dễ đúc.
- Nhôm có nhiều đặc tính phù hợp nên được sử dung rộng rải trong các nghành vận tải, cơ khí………………
1.2.2 Độ chính xác gia công:
1.2.2.1 Độ chính xác về kích thước:
-Kích thước Æ16+0.02
Dung sai:IT=20 um Sai lệch trên : ES=0.02mm
Sai lệch dưới :EI=0
Tra bảng 1.14 (Sách sổ dung sai lắp ghép),ta có CCX :7
và sai lệch cơ bản là H
Þ Kết luận : kích thước Æ16 có sai lệch cơ bản và cấp chính xác là Æ16H7
- kích thước L=30±0.01 : Do khoản cách hai tâm của Æ16 cần độ chính xác cao nên ta Tra bảng 1.15 sổ tay dung sai lắp ghép ta có dung sai tự do với CCX7 và sai lệch cơ bản JS
Þ Kết luận kích thước 30±0.01 có sai lệch cơ bản và cấp chính xác là 30JS7
- kích thước L=19±0.01 : kích thước này được gia công chính xác qua công
đoạn mài, nên Tra bảng 1.15 sổ tay dung sai lắp ghép ta có dung sai tự do với
CCX7 và sai lệch cơ bản JS
+ kết luận kích thước 19±0.01 có sai lệch cơ bản và cấp chính xác là 19JS7
-kích thước L=9±0.18: là thuộc kích thước không chỉ dẫn, các kích thước này
được gia công 1 mặt tra bảng 1.15 ta có dung sai tự do với CCX14 và sai lệch
cơ bản JS
+ kết luận kích thước 9±0.18 có sai lệch cơ bản và cấp chính xác là 9JS14
-kích thước L=48±0.13: là thuộc kích thước không chỉ dẫn,các kích thước
này được gia công 2 mặt tra bảng 1.15 ta có dung sai tự do với CCX12 và sai
lệch cơ bản JS
+ kết luận kích thước 48±0.13 có sai lệch cơ bản và cấp chính xác là 48JS12
- kích thước L=91±0.18: là thuộc kích thước không chỉ dẫn, các kích thước
này được gia công 2 mặt tra bảng 1.15 ta có dung sai tự do với CCX12 và sai
lệch cơ bản JS
+ kết luận kích thước 91±0.18 có sai lệch cơ bản và cấp chính xác là 91JS12
- kích thước L=56±0.15: là thuộc kích thước không chỉ dẫn, các kích thước
này được gia công 2 mặt tra bảng 1.15 ta có dung sai tự do với CCX12 và sai
lệch cơ bản JS
+ kết luận kích thước 56±0.15 có sai lệch cơ bản và cấp chính xác là 56JS12
- kích thước L=16±0.21: là thuộc kích thước không chỉ dẫn, các kích thước
này được gia công 1 mặt tra bảng 1.15 ta có dung sai tự do với CCX12 và sai
lệch cơ bản JS
+ kết luận kích thước 16±0.21 có sai lệch cơ bản và cấp chính xác là 16JS14
- kích thước L=41±0.05: là thuộc kích thước không chỉ dẫn, các kích thước
này được gia công 2 mặt, do khoản cách 2 lỗ Æ11 có vị trí tương quan cao ,
tra bảng 1.15 ta có dung sai tự do với CCX10 và sai lệch cơ bản JS
+ kết luận kích thước 41±0.05 có sai lệch cơ bản và cấp chính xác là
41JS10
- kích thước L=109±0.11: là thuộc kích thước không chỉ dẫn nhưng được gia
công tương đối chính xác ( bán tinh), các kích thước này được gia công 2 mặt
tra bảng 1.15 ta có dung sai tự do với CCX11 và sai lệch cơ bản JS
+ kết luận kích thước 109±0.11 có sai lệch cơ bản và cấp chính xác là
109JS11
- kích thước L=102±0.2: là thuộc kích thước không chỉ dẫn nhưng được
gia công tương đối chính xác , các kích thước này được gia công 2 mặt tra
bảng 1.15 ta có dung sai tự do với CCX12 và sai lệch cơ bản JS
+ kết luận kích thước 102±0.2 có sai lệch cơ bản và cấp chính xác là 102JS12
- kích thước lớn nhất L=160 là kích có sai lệch do phôi đúc tạo ra và có cấp
chính xác 16: 160JS16
PHẦN 2 :XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1 Chọn vật liệu làm phôi :
-Nhôm AL99 có độ bền 20KG/mm2, và độ cứng 95 HB và thành phần hóa học của nhôm AL99 là : Nhôm chiếm 99% , còn lại thành phần các kim loại khác như Si, Cu……
- Nhôm AL99 có khả năng chống mài mòn cao, giá thành tương đối ,dễ gia công cơ .
- Có khả năng chống oxi hóa cao, không cần phủ sơn, nhẹ bằng 1/3 thép.
2.2 Chọn phương pháp chế tạo phôi:
-Có nhiều phương pháp chế tạo phôi như :
2.2.1 Phôi rèn : lợi dụng tính dẻo của kim loại, làm biến dạng kim loại ở thể rắn dưới tác dụng của ngoại lực để tạo ra thành phẩm.
-Ưu điểm :gia công những chi tiết có kích thước nhỏ ,sản phẩm đa dạng .
-Nhược điểm :Sản lượng ít, tốn nhiều thời gian chế tạo phôi ,dùng trong sản xuất đơn chiếc
-Phạm vi sử dụng :dùng trong chế tạo các chi tiết dạng càng có kích thước vừa và nhỏ ,sản lượng ít.
2.2.2 Phôi dập :là một phần của gia công bằng áp lực, nhờ tính dẻo của kim loại làm biến dạng phôi hoặc điền đầy kim loại vào lồng khuôn hoặc làm kim loại chảy qua lổ thoát của cối hoặc của chày để tạo ra chi tiết có hình dạng và kích thước theo yêu cầu
-Dùng trong sản xuất hàng loạt vừa trở lên ,sản lượng lớn .
- Ưu điểm :năng xuất cao ,tiết kiệm thời gian sản xuất . - Nhược điểm :Không chế tạo được những chi tiết có hính dáng phức tạp .
2.2.3 Phôi đúc :
- Có thể đúc trong khuôn cát ,khuôn kim loại ,khuôn mẫu chảy .
-Đúc trong khuôn cát :là phương pháp đúc lâu đời và ngày nay vẫn còn sử dụng rộng rãi, khuôn chỉ được đúc 1 lần nguyên liệu chủ yếu là cát và 1 số chất phụ gia đi kèm
+Ưu :đúc được những chi tiết có kích thước và khối lượng bất kì, có kết cấu bên trong phức tạp .Là phương pháp chế tạo phôi rẻ tiền ,dùng trong sản xuất vừa và nhỏ.
+Nhược : Phải làm khuôn tốn nhiều thời gian ,vật đúc kém chính xác ,vật đúc bị biến trắng .
+Phạm vi sử dụng :được sử dụng phổ biến ,sử dụng một lần rồi phá khuôn .
- Đúc trong khuôn kim loại: hay còn gọi là đúc khuôn vĩnh cữu, trong đó phương pháp đúc khuôn làm bằng kim loại giống như đúc áp lực.
+Ưu:Được sử dụng nhiều lần ,độ bóng và độ chính xác cao ,tiết kiệm thời gian và vật làm khuôn ,cơ tính của vật đúc tốt.
+ Nhược :Không đúc được những chi tiết có kết cấu phức tạp ,giá thành đắt ,dùng trong sản xuất hàng loạt vừa trở lên .
-Đúc trong khuôn mẫu chảy : lồng khuôn tạo ra nhờ vật liệu dễ chảy, khi sấy hoặc rót kim loại nóng chảy vào thì mẫu chảy tan biến và nguyên liệu được điền đầy vào khuôn
+Ưu:đúc được chi tiết rất phức tạp ,độ bóng và độ chính xác cao .
+Nhược :Cường độ dao động lớn ,chu kì sản xuất lớn ,giá thành đắt .
2.2.4 Đúc li tâm: là quá trình đúc kim loại , hợp kim lỏng kết tinh trong lòng khuôn bằng kim loại và khuôn được quay quanh trục của mình với vận tốc gốc bằng hằng số quá trình tạo hình nhờ lực li tâm tác dụng vào kim loại lỏng
- ưu điểm: không dùng hệ thống rót nên tiết kiệm kim loại đúc, phôi đúc có cơ tính cao, có thể đúc rỗng mà không cần lỗi, vật đúc có mật độ kim loại cao, vật đúc sạch do các tạp chất không lẫn vào trong kim loại
- nhược điểm : phần lõi có lượng dư lớn, tính toán thông số công nghệ gặp nhiều khó khăn, phôi chủ yếu là dạng tròn xoay và rất khó thay đổi tiết diện,
*Vậy :ứng với hình dạng và kích thước của phôi ,chọn phương pháp chế tạo phôi là :Đúc trong khuôn kim loại. Phôi đạt CCX :16
2.3Xác định lượng dư :
- Tra bảng 3-94 trang 252 sách sổ tay công nghệ chế tạo máy ta có :
+Kích thước lớn nhất của chi tiết là :160 mm
+Vị trí bề mặt khi rót khuôn :trên ,dưới ,bên .
+Kích thước danh nghĩa :19 lượng dư là 2
+ kích thước danh nghĩa 109 lượng dư là 2.5
+ kích thước danh nghĩa 102 lượng dư là 2.5
+ kích thước danh nghĩa 160 lượng dư là 3
- Tra bảng 3-95 sổ tay công nghệ chế tạo máy ta có dung cho phép của phôi : 160±0.6, 114±0.4, 107±0.4, 24.5±0.3
2.4 Tính khối lượng phôi :
-Tính khối lượng của chi tiết lồng phôi theo công thức : Mph=V.γ
-Phân tích chi tiết lồng phôi thành nhiều phần :
+Phần 1: Hình hộp chữ nhật
Ta có V1= a x b x h
+ a là chiều rộng a=114
+ b là chiều rộng b= 160
+ h là chiều cao h=23.5
V1= 114 x 160 x 23.5 = 428640mm3
V2 = V3 hình dang V2 tương tự như hình tam giác nên ta có
V2= V3= ((a x b) /2)x h
+ a là cạnh vuông góc với b : a= 32
+ b là cạnh đáy b=49
+ h là chiều cao h= 23.5
V2=V3= ((32 x 49)/2) x 23.5= 18424 mm3
Vậy V= V1 + V2 + V3
= 428640 + 18424 + 18424 mm3
= 465488 mm3 = 0.466 dm3
Vậy khối lượng của chi tiết Q= V. γ (γ=2.7 kg/dm3)
= 0.466 . 2,7= 1.26 kg
Sản lượng hàng năm được tính theo công thức sau
- Dạng sản xuất là hàng loạt vừa
N = N1m(1 + b/100)
Trong đó :
N : số chi tiết sản xuất trong một năm
N1 : số sản phẩm ( số máy ) sản xuất trong một năm
m : số chi tiết trong một sản phẩm
b : số chi tiết được sản xuất thêm để dự trử ( 5 – 7%)
PHẦN 3.LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
PHẦN 4.BIỆN MINH BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG
4.1:Tính chế độ cắt
(được tra theo sổ tay chế độ cắt gia công cơ khí của NGUYỄN NGỌC ĐÀO, HỒ VIẾT BÌNH, TRẦN THẾ SAN )
4.1.1. Nguyªn c«ng 1: Chuẩn bị phôi
-Cắt bỏ đậu ngót ,đậu rót
-Kiểm tra khuyết tật của phôi
-Kiểm tra kích thước của phôi
-Ủ phôi
..............................................................
-Tra bảng (14-5) sổ tay chế độ cắt ta có
Vậy S=0.1- 0.18mm/răng
Ta chọn Sz=0.1mm/răng
Tốc độ cắt:
.......................................................
5.2.2.3 chế độ cắt khi khoan Æ15
Như đã tính trong phần biện luận quy trình ta có
- Sm=0.56 mm/v
-Vt = 28 m/phút
-n = 600 v/ph
-t = 7,5 mm
* momen xoắn và lực chiệu trục
Theo sổ tay ta có, momen cắt khi khoan và lực cắt:
MX =CM.Dzm.Sym.kmM (1)
P0 =CP.Dzp.Syb.kmp (2)
Theo bảng 7-3 ta có
CM = 0,012 Zm = 2,0 ym = 0,8
CP= 31,5 Zb = 1,0 yb = 0,8
Theo bảng 5-10 sổ tay công nghệ CTM tập 2 hệ số kP khi khoan nhôm = 1
Thay vào công thức 1 và 2 ta được:
MX =0,012.152.0,560,8.1 = 1.7 KGm
P0 =31,5.151.0,560,81 = 297 KGm
Công suất cắt:
mà n=1180 v/phút
đảm bảo an toàn khi máy làm việc
So với công suất máy 4,5kW
5.2.2.4 chế độ cắt khi khoét Æ15.85
Như đã tính trong phần biện luận quy trình ta có
Sm=0.79 mm/v
Vt = 29 m/phút
n = 600 v/ph
t = 0,425 mm
* momen xoắn và lực chiệu trục
Doa có lực dọc trục bé nên bỏ qua
Momen xoắn
MX =
Theo bảng 11-1 ta có
Cpz=50 , xpz=1, ypz=1
Bảng (14-1): Kmp=1,5
Thay vào ta được
MX = \
Công suất Ne=kW đảm bảo an toàn khi máy làm việc
5.2.2.5 chế độ cắt khi doa Æ16
Như đã tính trong phần biện luận quy trình ta có
Sm=2.2 mm/v
Vt = 30 m/phút
n = 600 v/ph
t = 0,075 mm
* momen xoắn và lực chiệu trục
Doa có lực dọc trục bé nên bỏ qua
Momen xoắn
MX =
Theo bảng 11-1 ta có
Cpz=50 , xpz=1, ypz=1
Bảng (14-1): Kmp=1,5
Thay vào ta được
MX = \
Công suất Ne=kW đảm bảo an toàn khi máy làm việc
5.2.3 thiết kế cơ cấu kẹp phôi
Vì lực kẹp có hướng vuông góc với bề mặt định vị chính của chi tiết cùng chiều với lực hướng trục khi khoan Po nên ta phải chọn lực kẹp sao cho lực kẹp trên đồ gá bảo đảm phôi luôn cân bằng, ổn định, không xê dịch , không lật trong quá trình gia công dưới tác dụng của ngoại lực trong đó chủ yếu là lực cắt , momen xoắn và trọng lượng bản thân phôi (trong trường hợp này bản than phôi là không đáng kể. Để xác định lực kẹp cần thiết cho các nguyên công , đối với nguyên công đang xét là khoan khoét và taro thì lực cắt ở đây là lực có lợi làm tăng thêm lực kép cho kết cấu kẹp, vì lực cắt vuông góc với bề mặt định vị chính nen chi tiết không bị lật , do đó chỉ phân tích lực chống xoay, Phương trình can bẳng của nguyên công khoan khoét có dạng như sau
theo sơ đồ lực thi cân bằng phương trình lực
Mx.K W.b - W.a
W³ (Mx.K )/ (b-a)
Mx là momen xoắn
Po là lực hướng trục
K hệ số an toàn
f: hệ số ma sát giữa chi tiết và mặt định vị thường =0,1
a=12
b=75
Vì thông thường hệ số ma sát =0,1
Trong đó K là hệ an toàn
K = K0 K1 K2 K3 K4 K5 K6
K0 : 1,2 4 2 hệ số an toàn cho mọi trường hợp gia công . K0 = 1,5.
K1 : số lượng dư không đồng đều. K1 = 1,2 do gia công thô
K2 :hệ số phụ thuộc vào độ mòn dao. K2 = 1 4 1,9 chọn K2 = 1,5.
K3 : hệ số phụ thuộc lực cắt không liện tục 1,2.
K4 : hệ số phụ thuộc nguồn sinh lực tăng không ổn định. Kẹp chặt bằng tay K4 = 1,4.
K5 : hệ số pụ thuộc vào sự thuận tiện tay quay cơ cấu. Góc quay < 900 K5 = 1,2.
K6 :hệ số tính đến momen làm quay chi tiết, định vị trên phiến tỳ: K6 = 1,5
Vậy ta có hệ số an toàn K = 8,2 .
Nguyên công khoan Ø10,5 W1³ Mx.K / b – a
W1³ 0,83.8,2 / (0,075-0,012) = 108 N
Nguyên công doa Ø11 W2³ Mx.K / b – a
W2³ 0,22.8,2 / (0,075-0,012) = 28,6 N
Nguyên công khoan Ø15 W3³ Mx.K / b – a
W3³ 1,7.8,2 / (0,075-0,012) = 221 N
Nguyên công khoét Ø15,85
W4³ Mx.K / b – a
W4³ 0,37.8,2 / (0,075-0,012) = 48 N
Nguyên công doa Ø16 W5³ Mx.K / b – a
W5³ 0,53.8,2 / (0,075-0,012) = 67 N
Ta có W3=221N la lớn nhất
Nên lực kẹp cần thiết W³ 221N
Với lực kẹp tương đối ta chọn bulông đai ốc giữ đòn kẹp M10
5.2.4 các cơ cấu khác của đồ gá
* Bạc dẫn hướng
Bạc dẫn hướng khi khoan: để tiện thay thế ta sử dụng bạc thay thế thay nhanh, loại bạc được chế tạo theo tiêu chuẩn, kích thước mặt ngoài được chế tao theo hệ lỗ, còn kích thước của lỗ được chế tạo theo hệ trục. Mặt trụ ngoài và mặt trụ trong phải có độ nhám 1,25 – 0,63 và không đồng tâm lớn hơn 0,005, bạc lót được chế tạo từ thép C45, và tôi cứng từ 44 – 60 HRC
* Chốt tỳ phẳng
Do chi tiết nhẹ và bề mặt được gia công bán tinh nên ta định vị mặt chuẩn tinh chính bằng 3 bậc tự do, bằng chốt tỳ đầu phẳng
YCKT:-các chốt tỳ phẳng được chế tạo bằng thép cacbon dụng cụ có hàm lượng C= 0,7 – 0,8% và tôi cứng đạt HRC = 50-60
* chốt nhám : trong nguyên công này ta sử dụng chốt nhám cho việc chống xoay chi tiết.
YCKT:-các chốt tỳ phẳng được chế tạo bằng thép cacbon dụng cụ có hàm lượng C= 0,7 – 0,8% và tôi cứng đạt HRC = 50-60
5.2.5 độ chính xác chế tạo đồ gá:
ở đây:
-: sai số chuẩn do chi tiết định vị trên 2 chốt tỳ phẳng, gốc kích thước trùng với gốc định vị nên=0
-: sai số gá đặt, khi tính toán có thể lấy gần đúng trị số cùa sai số gá đặt¸ và sai số gá đặt cho phép [] như sau:
Trong đó d dung sai của kích thước nguyên công cần thiết cho thiết kế đồ gá . d = 0,03 mm = 30 mm. vậy chọn[] = 15mm
-: sai số kẹp chặt , sinh ra do lực kẹp chặt của đồ gá và được xác định bằng công thức:
Trong đó: C là hệ số phụ thuộc vào vật liệu (nhôm C = 0,4); Q: lực kẹp = 2kG; L: chiều dài chổ tiếp xúc = 27mm
-: sai số chế tạo đồ gá,để đạt yêu cầu ta sử dung sai số chế tạo cho phép của đồ gá để tính, công thức tinh như sau:
-: sai số mòn của đồ gá , được tính theo công thức:
Hệ số b = 0,18, N là số lượng chi tiết trên đồ gá nên = 0,18mm
-: sai số điều chỉnh phụ thuộc vào khả năng lắp ráp của người thợ lắp đồ gá và dụng cụ điều chỉnh. Tuy nhiên khi thiết kế đồ gá ta có thể chọn = 10mm.
5.2.6 yêu cầu kĩ thuật
* yêu cầu đối với thân gá:
Tất cả các thân gá và đế đồ gá phải được ủ để khử ứng suất
* kiểm tra đồ gá
- phải kiểm tra các kích thước chuẩn và khoảng cách các bạc dẫn. kích thước của các cơ cấu kẹp chặt và khả năng đưa chi tiết gia công vào lúc kẹp chặt và rút chi tiết gia công ra khi tháo lỏng.
- kiểm tra chế độ lắp ghép của chi tiết
- kiểm tra khả năng di trượt của các chi tiết di động trên đồ gá
* những yêu cầu an toàn về đồ gá
- những chi tiết ngoài đồ gá không được có cạnh sắc
- không được làm xê dịch vị trí của đồ gá khi thay đổi điều chỉnh trên máy
- các đồ gá phải được cân bằng tĩnh và cân bằng động
- khi lắp các chi tiết lên đồ gá phải có dụng cụ chuyên dùng.
5.2.7 nguyên lý làm việc
Sau khi thiết kế và gia công xong đồ gá để gia công chi tiết hộp thì quá trình làm việc của đồ gá như sau:
-cố định đế đồ gá trên bàn máy bằng cách xiết chặt các bulông trên đế, sau đó lắp chi tiết thân đồ gá với đế và điều chỉnh các kích thước nhờ khe hở giũa bulông với thân đồ gá, rồi siết chặt bằng các bulông ở thân đế, sau đó khoan và lắp chốt định vị
- lắp các tấm dẫn trên đó có bạc dẫn hướng, khi lắp các chi tiết thì phải chú ý lắp các vít để điều chỉnh kích thước của tâm mũi khoan trùng với tâm lỗ gia công, sau đó kẹp chặt vít rồi mới khoan 2 lỗ định vị trên đó.
- lắp chốt tì phụ vào đế bằng vít
- Định vị chi tiết hộp trên đồ gá và kẹp chặt bằng cơ cấu kẹp bulông đai ốc.
Chú ý: chi tiết gia công hộp không lắp trực tiếp lên vỏ đồ gá và đai ốc mà phải qua chốt tỳ phẳng.
Phần 6. KẾT LUẬN VỀ QUÁ TRÌNH CÔNG NGHỆ
-Chi tiết nắp bơm thủy lực là 1 phần của bơm thủy lực, vì tính công nghệ nên nắp bơm được chế tao rời với thân bơm, nắp bơm là chi tiết dang hộp, nhằm lắp với thân bơm tạo thành 1 thiết bị sử dụng chuyển động quay từ động cơ để hút dầu thủy lực từ bồn chứa và đẩy chúng di chuyển trong mạch thủy lực dưới áp suất cao.
Phần làm việc chính của nắp bơm là 2 lỗ Ø16,và mặt phẳng tiếp xúc lắp ghép với thân bơm, nên cần gia công chính xác để quá trình lắp ghép và làm việc với thân bơm trở nên hoàn chỉnh.
-Về độ nhám và độ chính xác của chi tiết cần chính xác nên cần sử dụng dụng cụ đo có độ chính xác cao
-Chi tiết gia công cũng đơn giản nên không cần yêu cầu đồ gá phức tạp hay cồng kềnh, Chi tiết có kích thước trung bình nên đồ gá chế tạo cũng nhỏ gọn, và tương đối.
-Đồ gá gia công tương đối chính xác và đạt được các yều cầu định vị và kẹp chặt nên yêu cầu tay nghề người thợ không cao khi đứng máy
- Chi tiết nắp thân bơm là chi tiết dạng hộp nên nên không được định vị chi tiết ngay trên thân gá mà phải định vị trên chốt tỳ.
- yêu cầu người thợ là khi gá đặt chi tiết gia công lên đồ gá để gia công phải thực hiện thao tác chính xác để gia công đạt được kích chính xác, và chú ý về kẹp chặt , tránh kẹp quá mạnh làm cho tiết chi có khả năng biến dạng khi gia công.
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK
TÀI LIỆU THAM KHẢO
Một số tài liệu tham khảo chính để thực hiện Đồ án CNCTM:
1. PGS.TS. Trần Văn Địch (2002), Sổ tay gia công cơ, NXB Khoa học kỹ thuật, Hà Nội
2. Đặng Ngọc Giao (2004), Thiết kế Đồ gá, NXB Khoa Học Kỹ Thuật, Hà Nội.
3. Phạm Quang Lê (1977), Kỹ thuật phay, NXB Khoa học kỹ thuật, Hà Nội
4. GS.TS. Nguyễn Đắc Lộc (2005), Sổ tay công nghệ CTM tập 1-2-3, NXB Khoa học kỹ thuật, Hà Nội
5. GS.TS. Nguyễn Đắc Lộc (2009), Hướng dẫn thiết kế Đồ án CNCTM, NXB Khoa học kỹ thuật, Hà Nội
6. GS.TS. Ninh Đức Tốn (2005), Sổ tay dung sai lắp ghép, NXB Giáo dục, Hà Nội
7. TS. Hà Văn Vui (2004), Sổ tay thiết kế Cơ khí tập 1-2, NXB Khoa học kỹ thuật, Hà Nội.








