THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP HỘP
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP HỘP, đồ án môn học công nghệ chế tạo máy NẮP HỘP, bài tập lớn công nghệ chế tạo máy NẮP HỘP, thiết kế quy trình công nghệ gia công chi tiết NẮP HỘP, hướng dẫn thiết kế đồ gá chi tiết NẮP HỘP
PHẦN I
PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Phân tích kết cấu hình dáng chi tiết
- Nắp hộp thường làm nhiệm vụ chi tiết cơ sở để lắp các đơn vị lắp( nhóm, cụm , bộ phận) của chi tiết tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào của toàn máy.
- Đặc điểm của chi tiết nắp hộp là một chi tiết phức tạp khó gia công , khi chế tạo phải bảo đảm nhiều yêu cầu kỷ thuật khác nhau.
- Tính công nghệ về kết cấu của chi tiết hộp có ý nghĩa đặc biệt quan trọng bởi vì nó không chỉ ảnh hưởng rất lớn tới công suất lao động khi chế tạo mà còn ảnh hưởng tới việc tiêu hao vật liệu muốn vậy ngay từ khi thiết kế ta cần phải bảo đảm các yêu cầu về tính công nghệ kết cấu như:
- Nắp hộp phải có độ cứng vững và độ bền nhất định để trong quá trình gia công không bị biến dạng và có thể dùng chế độ cắt cao, đạt năng suất cao.
- Các bề mặt làm chuẩn có độ dài nhất định và phải cho phép thực hiện nhiều nguyên công gia công cắt gọt khi dùng bề mặt đó làm chuẩn. Ngoài ra bề mặt chuẩn còn tạo điều kiện để gá đặt chi tiết nhanh khi gia công và khi lắp ráp.
- Các bề mặt cần gia công trên nắp hộp không vó vấu lồi lõm nên thuận lợi cho dao ăn vào và thoát ra khi cắt xong.
- Các lỗ trên vỏ hộp ngoài có hình dạng đơn giản, không có các rãnh hoặc dạng định hình, bề mặt lỗ không có đứt quãng.
- Các lỗ đồng tâm có đường kính tăng dần từ ngoài vào trong.
- Không có các lỗ nghiêng với mặt phẳng của các vách nên khi gia công hạn chế rất nhiều sự cố sứt mẻ hoặc vặn lệnh của mũi khoan, khoét.
...........................................................................
2. phân tích về điều kiện làm việc của nắp hộp
- Điều kiện làm việc của nắp hộp trước hết trạng thái đứng yên của nắp hộp . Như ta đã phân tích về mặt kích thướt 85v 3 lỗ M8 lỗ f 26±0.042 là hệ thống lỗ cơ sở ta thấy nắp hộp là 1 chi tiết cơ sở để các chi tiết khác lắp vào, nên chi tiết có dạng chịu tải ở mức độ thấp do chi tiết có khối lượng là 0.3 kg.
3 .Phân tích vật liệu chế tạo chi tiết.
Ưu điểm :vì chi tiết nắp hộp được chế tạo bằng gang xám nên có độ bền cao,rất bền trong điều kiện làm việc tải trọng tĩnh.
Nhược điểm:kém bền trong điều kiện làm việc tải trọng động,khả năng chịu va đập kém .
Giải thích ký hiệu:GX15-32.
ÆGX:chỉ ký hiệu của gang xám.
Æ15:chỉ giới hạn bền kéo của gang xám dk =15 kg/mm2
Æ32:chỉ giới hạn bền uốn của gang xám ...bu= 32kg/mm2.
ÆĐộ cứng của bề mặt chi tiết không ghi trên bản vẽ ,do đó độ cứng được lấy trong khoảng HB=163÷229 kg/mm2.
Chọn HB=185 kg/mm2 .
ÆThành phần hoá học cơ bản của gang xám GX15-32 là sắt(Fe),cacbon
(C )trong đó:
ÆCácbon (C ):3.5÷3.7%
ÆPhốtpho (P ):0.3%
Æ Lưuhuỳnh (S ):0.15%
ÆMangang (Mn):0.5÷0.8%
ÆSilic (Si):2÷4%
Còn lại là sắt (Fe)
4. Phân tích độ chính xác chi tiết gia công.
Để gia công nắp hộp như bản vẽ ta cần phải đạt các độ chính xác như sau:
ÆĐộ chính xác về kích thước.
ÆĐộ chính xác về vị trí tương quan cấp 9.
ÆĐộ chính xác về hình dáng hình học.
ÆĐộ chính xác về cấp độ nhám cấp 9.
a.Phân tích về các kích thước có sai lệch chỉ dẫn.
ëKích thước :Ø85 được xác định khi tiện thô mặt B,đạt cấp chính xác 15, thuộc hệ thống lỗ và miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= Þ85 mm
ES=+0,7 mm
EI=-0,7 mm
IT=ES-EI=+0,7+0,7=+1,4mm =+1400µm
Vậy ta được kích thước Þ85±0,7 được ghi lại như sau:Þ85JS15.
ëKích thước :Ø47 được xác định khi tiện tinh mặt A,đạt cấp chính xác 9, thuộc hệ thống lỗ và miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= Þ47 mm
ES=+0,031 mm
EI=-0,031 mm
IT=ES-EI=+0,031+0,031=+0,062mm =+62µm
Vậy ta được kích thước Þ47±0,031 được ghi lại như sau:Þ47JS9.
ëKích thước :Ø38 được xác định khi tiện thô mặt E,đạt cấp chính xác 15, thuộc hệ thống lỗ v miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= Þ38 mm
ES=+0,5 mm
EI=-0,5 mm
IT=ES-EI=+0,5+0,5=+1mm =+1000µm
Vậy ta được kích thước Þ38±0,5 được ghi lại như sau:Þ38JS15
ëKích thước :Ø26 được xác định khi khoét tinh lỗ,đạt cấp chính xác 10, thuộc hệ thống lỗ và miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= Þ26 mm
ES=+0,042 mm
EI=-0,042 mm
IT=ES-EI=+0,042+0,042=+0,084mm =+84µm
Vậy ta được kích thước Þ26±0,042 được ghi lại như sau:Þ26JS10
ëKích thước :Ø65 được xác định khi đúc,đạt cấp chính xác 15, thuộc hệ thống lỗ và miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= Þ65 mm
ES=+0,6 mm
EI=-0,6 mm
IT=ES-EI=+0,6+0,6=+1,2mm =+1200µm
Vậy ta được kích thước Þ65±0,6 được ghi lại như sau:Þ65JS15
ëKích thước :16,5 được xác định khi tiện thô mặt K,đạt cấp chính xác 16, thuộc hệ thống lỗ v miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= 16,5 mm
ES=+0,55 mm
EI=-0,55 mm
IT=ES-EI=+0,55+0,55=+1,1mm =+1100µm
Vậy ta được kích thước 16,5±0,7 được ghi lại như sau:16,5JS16
ëKích thước :12 được xác định khi khoan lỗ24 mặt K,đạt cấp chính xác 15, thuộc hệ thống lỗ và miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= 12 mm
ES=+0,35 mm
EI=-0,35 mm
IT=ES-EI=+0,35+0,35=+0,7mm =+700µm
Vậy ta được kích thước 12±0,7 được ghi lại như sau:12JS15
ëKích thước :8.5 được xác định khi tiện thô mặt F,đạt cấp chính xác 16, thuộc hệ thống lỗ v miền dung sai JS :
Tra sách DSLG-KTĐL bin tập (Nguyễn Thanh Lm) theo TCVN (2245-99) trang 4 ta cĩ:
DN= 8,5 mm
ES=+0,45 mm
EI=-0,45 mm
IT=ES-EI=+0,45+0,45=+0,9mm =+900µm
Vậy ta được kích thước 8,5±0,29 được ghi lại như sau:8,5JS16
ëKích thước M8x1,25 là kích thước gia công đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.36mm=360Mm
ES=+0.18mm
EI=-0.18mm
Thuộc miền dung sai Js.Vậy kích thước M8 được viết lại là :M8x1,25±0.18 hay M8x1,25Js14.
c. Phân tích độ chính xác về vị trí trương quan
- Độ không đồng tâm giữa Ø26±0.042 và Ø85±0.0435 ≤0.05
- Độ không vuông góc của tâm lỗ Ø26 ±0.042với mặt đầu A≤0.015
d. Phân tích độ chính xác về cấp độ nhám.
Giải thích ký hiệu trên bản vẽ.
: Các bề mặt bắt buộc có gia công cắt gọt.
: Các bề mặt không qua gia công hoặc gia công không phoi.
Các ký hiệu độ nhám trên bản vẽ:Ra=25, Ra=3.2
° Ra : Sai lệch trung bình số học của profin.
+Ra =25: Sai lệch trung bình số học profin là 25 đạt cấp độ nhám cấp 15.
+Ra =3.2: Sai lệch trung bình số học profin là 3.2 đạt cấp độ nhám cấp 9.
Kết luận:
Cấp chính xác cao nhất về kích thước là cấp 9.
Cấp chính xác thấp nhất về kích thước là cấp 16.
Cấp độ nhám cao nhất là cấp 8.
Cấp độ nhám thấp nhất là cấp 2.
5. Phân tích dạng sản xuất.
ë Tính thể tích nắp hộp
Để tính thể tích nắp hộp ta chia chi tiết ra làm nhiều phần khác nhau, và các phần đó giống hình dáng hình học để tính.
Thể tích hình trụ 85 có h = 8,5
...................................................................
ë Xác định sản lượng hàng năm của sản phẩm .
-Với dạng sản xuất hàng lọat vừa chi tiết gia công có khối lượng 0,33kg .Ta tra bảng(2.6) xác định dạng sản xuất trong giáo trình công nghệ chế tạo my sản lượng hàng năm của chi tiết là 500÷ 5000 chiếc/năm.
Bảng 2.6 xác định dạng sản xuất dựa vào trọng lượng chi tiết.
|
Dạng sản xuất |
Trọng lượng của chi tiết Mm(kg) |
||
|
<4 kg |
4-200 kg |
>200kg |
|
|
Sản xuất hàng năm của chi tiết (chiếc) |
|||
|
Đơn chiếc |
<100 |
<10 |
<5 |
|
Hng loạt nhỏ |
100-500 |
10-200 |
10-55 |
|
Hng loạt vừa |
500-5000 |
200-500 |
100-300 |
|
Hng loạt lớn |
5000-50000 |
500-1000 |
300-1000 |
|
Hng khối |
>50000 |
>5000 |
>1000 |
PHẦN II
CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI.
1.Chọn phôi.
Với vật liệu chế tạo nắp hộp là GX 15-32 có ưu điểm và nhược điểm về tính chất như tăng độ chịu mòn ,chống rung động tốt,giảm độ co ngót ,độ bền ,dẻo dai kém, chi tiết thuộc dạng sản xuất hàng lọat vừa có kết cấu hình dáng tương đối đơn giảnđrất phù hợp cho phương pháp đúc .Cho nên ta chọn phôi đúc là phù hợp .
2.Chọn phương pháp chế tạo phôi .
Phôi đúc có hình dáng kết cấu đơn giản .Cơ tính và độ chính xác của phôi phụ thuộc vào phương pháp chế tạo .Với sản lượng hàng năm là 500÷ 5000 chiếc/năm thuộc dạng sản xuất hàng lọat vừa và chi tiết có khối lượng 0.33kg , vật liệu chế tạo nắp hộp là GX 15-32 nên rất phù hợp với phương pháp đúc trong khuôn kim loại . vật đúc trong khuôn bằng cách rót kim loại lỏng vào khuôn kim loại. Vật đúc đông đặc dưới tác dụng của trọng trường mà không chịu bất cứ tác động nào khác.Đây là phương pháp rất phổ biến hiện nay có những đặc điểm sau:
- Khuôn được sử dụng nhiều lần
- Độ sạch và độ chính xác được nâng cao đáng kể điều này sẽ làm giảm khối lượng gia công cơ khí
- Nâng cao dược khối lượng hàng năm do giảm được kích thước đậu ngót và phế phẩm đúc
- Nâng cao được năng suất lao động
- Tiết kiệm diện tích ,khơng cần chế tạo hỗn hợp lm khuơn
- Giảm gi thnh sản phẩm
- Dễ cơ khí hóa và tự động hóa và điều kiện vệ sinh lao động
-Nhưng cũng có một số mặt hạn chế chế tạo khuôn kim loại phức tạp và đắt tiền,khó đúc vật thành mỏng,vật đúc có ứng suất lớn do kim loại cản co lại , đúc gang dễ bị biến cứng.
Tuy nhiên đúc trong khuôn kim loại vẫn được sử dụng rộng ri đạc biệt là đúc gang ,kim loại màu...
Vì vậy để chế tạo chi tiết nắp hộp ta chọn phương pháp đúc trong khuôn kim loại ,với mẫu kim lọai l thích hợp .
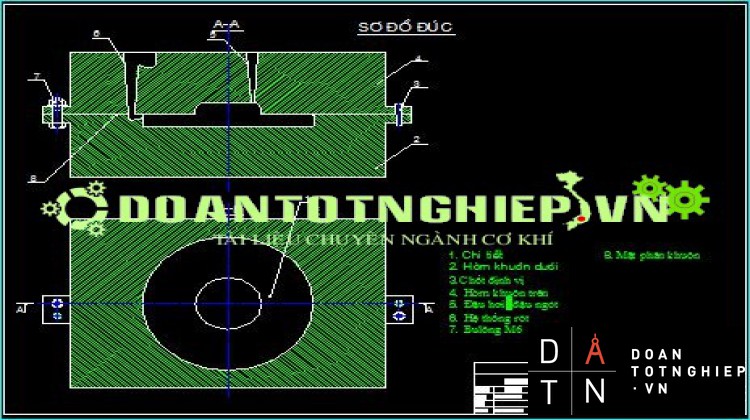
3.Vẽ sơ đồ đúc :
a.Xác định mặt phân khuôn.
Mặt phân khuôn được chọn là mặt phẳng F
b.Xác định vị trí khi đúc .
Khi ta chọn mặt phẳng F là mặt phân khuôn thì mặt phẳngA,B nằm ở hòm khuôn dưới v mặt phẳng E,K nằm ở hịm khuơn trn.
c.Sơ đồ đúc .
ë Xác định kích thước lượng dư gia công .
-Lượng dư gia công được tra bảng (3.9)lượng dư gia công cơ của gang và thép đúc bằng khuôn kim loại. trong sổ tay công nghệ chế tạo máy tập I do trường ĐHBK Hà Nội xuất bản năm 1970
-Ta tra được lượng dư mặt A :với kich thước mặt lớn nhất là Þ85mm ,vị trí khi đúc thuộc mặt dưới do đó lượng dư gia công là 1,4 mm .
-Lượng dư mặt B :với kích thước mặt lớn nhất là Þ85mm,vị trí khi đúc thuộc mặt bn do đó lượng dư gia công là 1,4 mm .
-Lượng dư mặt F : với kích thước mặt lớn nhất là Þ85mm,vị trí khi đúc thuộc mặt trn do đó lượng dư gia công là 2 mm .
- Lượng dư mặt E :với kích thước mặt lớn nhất là Þ85mm,vị trí khi đúc thuộc mặt bn do đó lượng dư gia công là 1,4 mm .
-Lượng dư mặt K : với kích thước mặt lớn nhất là Þ85mm,vị trí khi đúc thuộc mặt trn do đó lượng dư gia công là 2 mm .
-Còn các lỗ 26, 3lỗM8 được đúc đặc.
ë Xác định kích thước tổng cộng và dung sai của từng mặt gia công.
-Ta có kích thước tổng cộng của bề mặt A với bề mặt K là 19,9mm. tra bảng (3.9)lượng dư gia công cơ của gang và thép đúc bằng khuôn kim loại , sổ tay công nghệ chế tạo máy tập I ta được sai lệch cho phép là 0,5mm, nên kích thước tổng cộng có dung sai là 19.9 0,5mm.
- Kích thước tổng cộng của mặt A với mặt trụ B là Þ87,8mm. . Tra bảng (3.9)lượng dư gia công cơ của gang và thép đúc bằng khuôn kim loại ,sổ tay công nghệ chế tạo máy tập I ta được dung sai lệch cho phép là 0,5mm, nên kích thước tổng cộng có dung sai là 87.7 0,5mm.
- Kích thước tổng cộng của mặt A với mặt trụ E là Þ40,8mm. . Tra bảng (3.9)lượng dư gia công cơ của gang và thép đúc bằng khuôn kim loại ,sổ tay công nghệ chế tạo máy tập I ta được dung sai lệch cho phép là 0,5mm, nên kích thước tổng cộng có dung sai là 40,8 0,5mm.
4.Yu cầu kỹ thuật:
-phôi không được rổ sĩ rỗ khí.
-Phơi khơng bị biến dạng.
-Phơi khơng bị vết nứt.
-phô đảm bảo đúng hình dng hình học ,kích thước và lượng dư đúng dung sai.










