THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT PHIẾN ĐỠ 1

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT PHIẾN ĐỠ, đồ án môn học công nghệ chế tạo máy PHIẾN ĐỠ, bài tập lớn công nghệ chế tạo máy PHIẾN ĐỠ, thiết kế quy trình công nghệ gia công chi tiết PHIẾN ĐỠ

Chương I: NGHIÊN CỨU CHI TIẾT GIA CÔNG
Mục đích của phần này là xem kết cấu và các điều kiện kỹ thuật cho trong bản vẽ chi tiết có phù hợp hay không đối với chức năng phục vụ và khả năng chế tạo.
1/ Chức năng và điều kiện làm việc của chi tiết :
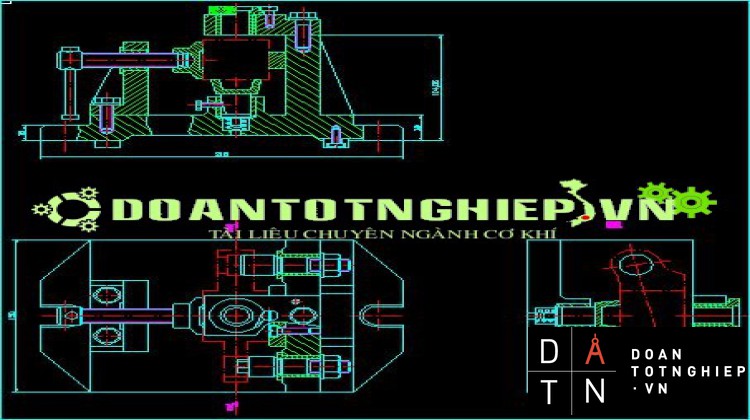
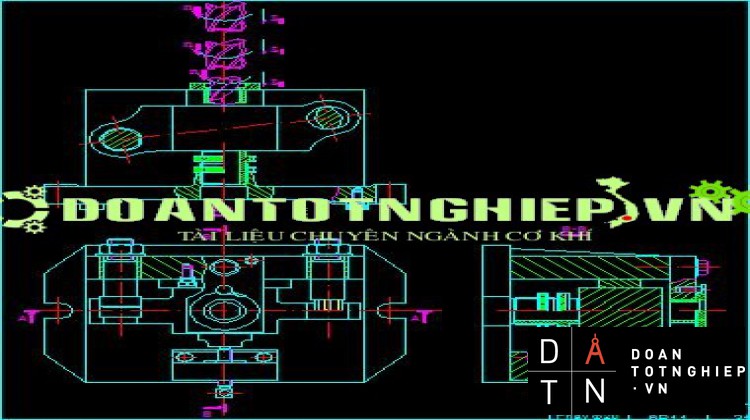
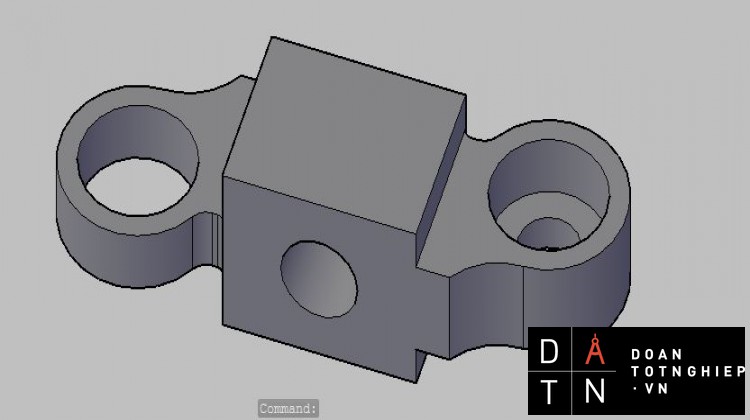
Phiến đỡ là chi tiết dạng hộp, làm nhiệm vụ của chi tiết cơ sở để lắp các đơn vị lắp (nhóm, cụm, bộ phận) của những chi tiết khác lên nó tạo thành một bộ phận máy nhằm thực hiện nhiệm vụ đỡ các chi tiết đó.
Phiến đỡ làm việc chủ yếu ở các lỗ và mặt đầu của lỗ :
- Các lỗ Ư20 lắp với các trục yêu cầu cấp chính xác 7, độ bóng cấp 8, tức là Ra=0,63 .
- Lỗ Ư16 dùng để tarô ren nên chỉ cần khoan đạt độ chính xác 11, độ bóng cấp 4.
- Các mặt đầu của lỗ dùng để đỡ các chi tiết khác nên yêu cầu cấp chính xác 8, độ bóng cấp 6, tức Ra=2,5 .
- Các mặt bên còn lại của chi tiết không làm việc nên không gia công.
Chi tiết phiến đỡ được chế tạo bằng phương pháp đúc từ gang xám 18-36, đây là loại gang có độ bền trung bình và có tính gia công tốt, thích hợp chế tạo các chi tiết như thân,...
Gang xám 18-36 có các cơ tính như sau :
- Độ cứng HB: 183-188
- Dạng graphit :tấm thô
(2.8¸ 3.5) %C , (1.5¸3)% Si, (0.5¸1)% Mn, (0.1¸0.2)% P, 008% S và một số nguyên tố khác như: Cr, Ni, Cu, Al …
- Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, có góp phần làm giảm rung động nên được sử dụng nhiều trong chế tạo máy.
2/ Phân tích tính công nghệ của chi tiết gia công :
Chi tiết được chế tạo từ gang xám 18-36 bằng phương pháp đúc, hình dáng bên ngoài của chi tiết đơn giản, hơn nữa các lỗ đều đúc đặc nên việc tạo phôi dễ dàng.
Các mặt phẳng tuy song song nhưng có chiều dày khác nhau, không thể gia công cùng lúc, do đó chi tiết có tính công nghệ không cao, nhưng hình dáng và kích thước của các mặt này được xác định bởi nguyên lý cấu trúc hoặc chức năng làm việc nên không thể thay đổi.
Các lỗ đều là lỗ thông suốt, thuận lợi cho việc gia công bằng phương pháp khoan kết hợp khoét, doa.
Lỗ trung tâm là lỗ bậc, lại yêu cầu độ bóng và cấp chính xác cao ở nơi có đường kính lớn, khó gia công. Vì dùng phương pháp doa đạt cấp chính xác và độ bóng nhưng không thể gia công được sát mặt bậc, còn khoét thì được nhưng lại không đảm bảo yêu cầu về cấp chíng xác và độ bóng.
Kết hợp 2 lỗ bên Ư20 và bề mặt 50x39 thuận lợi cho việc làm chuẩn tinh thống nhất và đảm bảo độ vuông góc giữa các lỗ bên và mặt đầu.
Nhìn chung, hình dáng của phiến đỡ là đơn giản, tương đối đối xứng, kết cấu bề ngoài phù hợp cho quá trình gia công.....................THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT PHIẾN ĐỠ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết.....................................................................
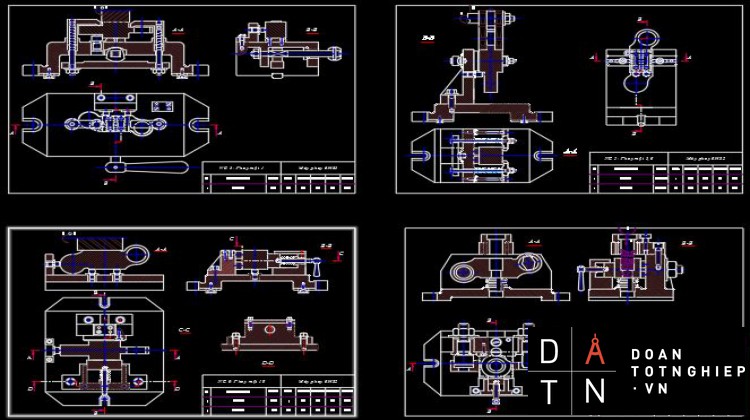
4. Sai số gá đặt:
-Sai số chế tạo đồ gá là một trong những phần tử tham gia vào dung sai của kích thước gia công nên chúng phải được khống chế trong giới hạn cho phép.
-Khi phay thì độ chính xác kích thước và độ chính xác vị trí giửa bề mặt gia công và bề mặt chuân phu thuộc vào vị trí tương quan giữa các chi tiết định vị của đồ gá.
-Độ không song song giửa mặt đinh vị và mặt đáy của đồ gá sẻ gay sai số cùng dạng giửa bề mặt gia công và mặt chuẩn .
-Sai số đồ gá khi gia công cả loạt chi tiết có thể coi là không đổi và có thể làm giảm bớt hoặc loại bỏ bằng cách giảm sai số chế tạo và các thành phần của nó hoặc nhờ hiệu chỉnh lại máy .
-Sai số đồ gá xuất hiện do chế tạo đồ gá không chuẩn ,do mòn các bề mặt dịnh vị khi vận hành và do rắp ráp điều chỉnh đồ gá lean bàn máy không chính xác .sai số đồ gá chính là khoản dịch chuyển của chuẩn đo theo phương của kích thước gia công trên nguyên công đang thực hiện và được xác định theo công thức:...................
Như vậy , qui trình công nghệ gia công chi tiết phiến đỡ cơ bản đã được hoàn thành, gồm tất cả 10 nguyên công. Trình tự các bước công nghệ và chế độ cắt đã được trình bày cụ thể trong tập thuyết minh. Trình tự gia công có thể không phải là tối ưu nhất nhưng với sự hợp lý và thời gian nhất định hy vọng sẽ tạo năng suất cao, có hiệu quả kinh tế.
Qua môn học đồ án công nghệ chế tạo máy này ,chúng em đã học tập được rất nhiều điều bổ ích, củng cố lại toàn bộ kiến thức trong các môn thuộc bộ môn Công Nghệ Chế Tạo Máy và hơn hết là chúng em đã học tập được một cách làm việc có hiệu quả và kiểu tư duy sáng tạo đối với vấn đề cần phải giải quyết .
Tuy nhiên trong quá trình thiết kế không tránh khỏi những sai sót. Rất mong được sự góp ý chân tình của quí thầy, cô trong bộ môn Chế Tạo Máy.
Một lần nữa em xin chân thành cảm ơn sự hướng dẫn tận tình của ............ đã giúp em hòan thành đồ án này.
TÀI LIỆU THAM KHẢO
[1]: Sổ Tay Công Nghệ Chế Tạo Máy tập 1 (Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt)
[2]: Sổ Tay Công Nghệ Chế Tạo Máy tập 2 (Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt)
[3]: Sổ Tay Công Nghệ Chế Tạo Máy tập 3 (Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt)
[4]: Hướng dẫn thiết kế đồ án môn học Công Nghệ Chế Tạo Máy (Gs.Ts Nguyễn Đắc Lộc ,Lưu Văn Nhang )
[5]: Thiết kế đồ án Công Nghệ Chế Tạo Máy (Trần Văn Địch) – Nhà Xuất Bản Khoa Học Kỹ Thuật Hà Nội 2000)
[6]:Atlas Đồ Gá (Trần Văn Địch ) - Nhà xuất bản Khoa Học và Kỹ Thuật 2000
[7]: Cơ sở Công Nghệ Chế Tạo Máy (Nguyễn Ngọc Đào, Hồ Viết Bình, Phan Minh Thanh) – Trường Đại Học Sư Phạm Kỹ Thuật Tp.HCM 2004.
[8]: Công Nghệ Chế Tạo Máy (Hồ Viết Bình, Nguyễn Ngọc Đào) - Trường Đại Học Sư Phạm Kỹ Thuật Tp.HCM 2005.
[9]: Chế Độ Cắt Gia Công Cơ Khí (Nguyễn Ngọc Đào, Trần Thế San, Hồ Viết Bình) - Trường Đại Học Sư Phạm Kỹ Thuật Tp.HCM 2002.
[10]: Công Nghệ Kim Loại (Nguyễn Tác Ánh) - Trường Đại Học Sư Phạm Kỹ Thuật Tp.HCM 2004.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT PHIẾN ĐỠ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết







