THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỘNG CƠ


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỘNG CƠ, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
LỜI GIỚI THIỆU
Nền kinh tế nước ta trong giai đoạn hiện nay đang phát triển không ngừng về mọi mặt nhờ vào các chính sách đầu tư trong các lĩnh vực thu hút vốn đầu tư nước ngoài. Trong đó, các ngành công nghiệp nặng đang được ưu tiên hàng đầu nhằm tạo thành ngành kinh tế mũi nhọn trong công cuộc phát triển đất nước. Trong công cuộc công nghiêp hoá và hiện đại hoá đất nước, ngành cơ khí nói chung và ngành công nghệ chế tạo máy nói riêng đang dần được khôi phục và phát triển, sau một thời gian dài bị ngừng trệ
Yêu cầu cấp thiết của cơ khí nước ta hiện nay là dần dần nội địa hoá các sản phẩm cơ khí nhằm đưa công nghệ kỹ thuật Việt Nam đuổi kịp với sự phát triển của các nước trong khu vực. Để làm được điều này thì việc nghiên cứu, ứng dụng các phương pháp gia công tiên tiến vào sản xuất là một việc cấp thiết. Các sản phẩm động cơ cũng là một lĩnh vực quan trọng trong tiến trình nội đia hoá sản phẩm cơ khí .Công nghệ sản xuất các chi tiết của động cơ cũng chưa phổ biến ở nước ta , do vậy trong quá trình thực hiện đồ án,chúng em đã chọn đề tài làm tốt nghiệp :’Gia công thân động cơ 37-E’
Quá trình thực hiện, là việc đo đạc, lên bản vẽ và lập quy trình công nghệ gia công chi tiết này đảm bảo các yêu cầu kỹ thuật, phù hợp với điều kiện công nghệ và máy móc nước ta hiện nay với một chi phí sản xuất là thấp nhất . Trong đồ án này, qui trình công nghệ gia công cơ được cơ bản thiết kế cho việc gia công trên máy công cụ thông thường đồng thời kết hợp với công nghệ gia công tiên tiến trên máy CNC, một xu hướng chung của quá trình gia công cơ.
Trong sản xuất cơ khí, việc gia công tinh sẽ quyết định lớn đến chất lượng sản phẩm cơ khí. Một trong các nguyên công gia công tinh là “mài”. Yếu tố ảnh hưởng trực tiếp đến chất lượng bề mặt sản phẩm là nhiệt cắt khi mài. Do đó chung em được giao nhiệm vụ “Nghiên cứu sự phân bố nhiệt cắt trong quá trình mài phẳng”
Nội dung của đồ án được trình bầy hai phân như sau:
+PHẦN 1:Nghiên cứu sự phân bố nhiệt cắt trong quá trình mài phẳng
+PHẦN 2:Thiết kế quy trình công nghệ gia công thân động cơ 37-E
Để hoàn thành đề tài này, ngoài sự cố gắng của bản thân là sự giúp đỡ tận tình của thầy giáo hướng dẫn, thầy ................ cùng thầy cô giáo trong bộ môn công nghệ chế tạo máy .
Trong phạm vi đề tài tốt nghiệp, do thời gian và trình độ còn hạn chế cho nên không tránh khỏi những thiếu sót, do vậy chúng em rất mong nhận được sự đóng góp ý kiến của các thầy, các cô cùng các bạn trong ngành để đề tài này được hoàn thiện.
PHẦN I: NGHIÊN CỨU SỰ PHÂN BỐ NHIỆT CẮT TRONG QUÁ TRÌNH MÀI PHẲNG
I.Tầm quan trọng của kỹ thuật mài:
Với sự phát triển của khoa học kỹ thuật ngày càng đòi hỏi có những sản phẩm cơ khí có yêu cầu kỹ thuật cao, làm việc chính xác và tin cậy cao phục vụ cho đời sống con người. Để đạt được chất lương chi tiết cao, đòi hỏi phải có các phương pháp cần thiết, đặc biệt là phương pháp gia công tinh lần cuối, sẽ đem lại chất lượng bề mặt cao, đảm bảo yêu cầu kỹ thuật, trong đó phải kể đến phương pháp gia công tinh lần cuối là màiở các nước công nghiệp phát triển thì nguyên công mài chiếm khoảng 20¸25% giá thành chế tạo sản phẩm. Như có người nói rằng “Nếu không có mài thì không có xã hội văn minh” .Mài là một phương pháp gia công tinh phổ biến cho năng suất cũng như chất lượng bề mặt cao.
II.Ảnh hưởng của nhiệt mài tới chất lượng sản phẩm
Mài là phương pháp gia công tinh với chiều sâu cắt rất nhỏ. Do đó, lực cắt sinh ra là rất nhỏ và ảnh hưởng không đáng kể đến chất lượng sản phẩm. Nhưng quá trình mài thường diễn ra ở vận tốc cắt lớn nên nhiệt mài sinh ra là rất lớn (Q0=Ft.V). Lượng nhiệt này sẽ truyền ra xung quanh và một phần lớn nhiệt lượng sẽ truyền vào chi tiết. Phần nhiệt này sẽ ảnh hưởng lớn đến chất lượng sản phẩm. Cụ thể là làm biến dạng lớp bề mặt, tạo ra ứng suất , làm thay đổi tính chất cơ lý hoá của lớp bề mặt. Chính vì nó có ảnh hưởng lớn đến chất lượng sản phẩm như vậy nên vấn đề này đã được nhiều nhà khoa học nghiên cứu từ rất lâu, như: M.C.Shaw, S.Malkin, K.Sato, Y.Hasegawa…..Các nhà khoa học đã đưa ra được các lí thuyết về nhiệt cắt sinh ra trong quá trình mài nhưng thường chưa đưa ra được các công thức tính toán cụ thể.
Do vậy việc tính toán lượng nhiệt truyền vào chi tiết và ảnh hưởng của các thông số công nghệ đến lượng nhiệt đó sẽ góp phần và việc điều khiển được chất lượng bề mặt chi tiết gia công.
III-Tính toán lượng nhiệt truyền vào chi tiết khi mài phẳng
1-Lý thuyết của M.C.Shaw
Mô hình lí thuyết
............................................................................................................................................
THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG
THÂN ĐỘNG CƠ 37E
CHƯƠNG I: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
I- CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT.
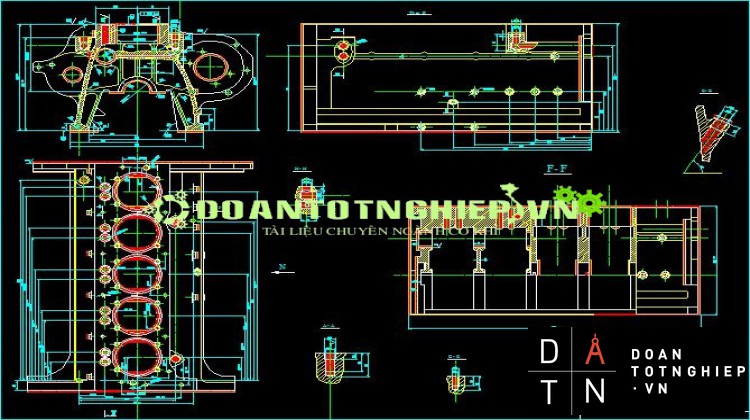
+Chi tiết thân động cơ 37E là chi tiết dạng hộp có kết cấu khá phức tạp và đòi hỏi về yêu cầu kỹ thuật khá cao. Các bề mặt làm việc và cần gia công của chi tiết là các mặt phẳng và các lỗ, trong đó có các bề mặt cần được gia công chính xác như mặt phẳng phía trên của thân, các lỗ lắp xi lanh, các lỗ lắp đũa đẩy xu páp, lỗ lắp trục khuỷu, trục cam ...Do đó yêu cầu kỹ thuật của chi tiết :
Yêu cầu của chi tiết:
+Vật liệu: Phải có tính chảy điền đầy khuôn tốt, tản nhiệt tốt, dễ gia công và giá thành rẻ.
+ Kỹ thuật:
- Đảm bảo độ vuông góc giữa đường tâm lắp xi lanh với đương tâm lắp trục khuỷu.
- Đảm bảo độ vuông góc giữa đường tâm lắp xi lanh với đương tâm lắp trục cam.
- Đảm bảo độ song song giữa đường tâm lắp xi lanh với nhau, giữa các đường tâm lắp đũa đẩy...
II- XÁC ĐỊNH DẠNG SẢN XUẤT VÀ ĐƯỜNG LỐI CÔNG NGHỆ GIA CÔNG CƠ.
Mỗi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau. Người ta căn cứ vào từng dạng sản xuất mà có các phương án gia công chi tiết nhất định. Tuy nhiên ở đây chúng ta không đi sâu nghiên cứu những đặc điểm của từng dạng sản xuất mà chỉ nghiên cứu phương pháp xác định chúng theo tính toán.
Muốn xác định dạng sản xuất của chi tiết trước hết phải biết sản lượng hàng năm của chi tiết gia công ( ở đây ta đã biết sản lượng chi tiết trong một măm là 5000 sản phẩm.) và khối lượng của một chi tiết.
- Công thức tính sản lượng hàng năm là:
N=N1.m.(1+a/100).(1+b/100).
Trong đó:
N: Số chi tiết phải sản xuất trong một năm.
N1: Là số sản phẩm yêu cầu sản xuất trong một năm : N1=5000 Chiếc/năm.
m: Số chi tiết trong một sản phẩm : m=1;
a: Tỷ lệ phế phẩm. a=5%
b: Tỷ lệ sản phảm dự trữ. b=5%.
N=5000.1.(1+5%).(1+5%)=5500 (chi tiết/năm).
- Khối lượng chi tiết được xác định theo công thức.
Qt=V.g(kg);
Trong đó:
Qt - trọng lượng chi tiết(kg);
g -trọng lượng riêng của vật liệu đối với hợp kim nhôm g=7,8 (Kg/dm3);
V – Thể tích của chi tiết ;
Thể tích của chi tiết được xác định gần đúng chư sau: Coi chi tiết là một khối hình hộp chữ nhật, có kích thước của khối hộp bao chi tiết. Sau đó ta trừ đi thể tích của các hốc, các lỗ...
Vhộp=275.310.590=67347500 mm3=67,3dm3 .
Vct=Vhộp-(V1+V2+V3+V4+V5+ V6+V7+V8+V9+V10+ V11+V12+V13+V14+V15)
V1 = 0,5.275.66.590= 10354250mm3=10,35 dm3.
V2 = 285.101.590= 23826400mm3=23,83 dm3.
V3 = 0,5.3,14.752/4.590= 1303270mm3=1,3 dm3.
V4 = 4.230.120.260= 38704000mm3=38,7 dm3.
V5 = 4.3,14.1162/4..52= 2198210mm3=2,2 dm3.
V6 = 8.3,14.312/4.42= 253473mm3=0,25 dm3.
V7 = 3,14.602/4.590= 1668185mm3=16,7 dm3.
V8 = 16.3,14.142/4.45= 110835mm3=0,11 dm3.
V9 = 4.3,14.82/4.18= 57876mm3=0,06dm3.
V10 = 4.2.3,14.102/4.28= 17593mm3=0,018 dm3.
V11 = 6.3,14.142/4.28= 25861mm3=0,026 dm3
V12 = 4.3,14.122/4.28= 12667mm3=0,013 dm3‑
V13 = (15+13).3,14.102/4.20= 43982mm3=0,044 dm3
NỘI DUNG ĐỒ ÁN
PHẦN I: NGHIÊN CỨU SỰ PHÂN BỐ CỦA NHIỆT CẮT
TRONG QUÁ TRÌNH MÀI PHẲNG
PHẦN II: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG
CHI TIẾT THÂN ĐỘNG CƠ 37E
CHƯƠNG I – THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.
- CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT
- XÁC ĐỊNH DẠNG SẢN XUẤT VÀ ĐƯỜNG LỐI CÔNG NGHỆ GIA CÔNG CƠ
- THIẾT KỄ NGUYÊN CÔNG GIA CÔNG CƠ
CHƯƠNG II - TÍNH VÀ THIẾT KẾ ĐỒ GÁ CHO MỘT SỐ NGUYÊN CÔNG.
PHẦN III - KẾT LUẬN.









