Thiết kế quy trình công nghệ gia công chi tiết THÂN Ổ QUAY CẢI TIẾN
NỘI DUNG ĐỒ ÁN
Thiết kế quy trình công nghệ gia công chi tiết THÂN Ổ QUAY, đồ án môn học công nghệ chế tạo máy THÂN Ổ QUAY, bài tập lớn công nghệ chế tạo máy THÂN Ổ QUAY, thiết kế quy trình công nghệ gia công chi tiết THÂN Ổ QUAY
MỤC LỤC
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG. Trang
- Phân tích tính năng và công dụng chi tiết gia công. 6
- Phân tích độ chính xác gia công 7
PHẦN II: XÁC ĐỊNH DẠNG SẢN XUẤT.
- Tính thể tích chi tiết khối lượng chi tiết gia công 9
- Sản lượng chế tạo 11
PHẦN III: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Phương pháp chế tạo phôi. 11
- Xác định lượng dư gia công. 12
- Yêu cầu kỹ thuật và sơ đồ đúc 14
PHẦN IV: TIẾN TRÌNH GIA CÔNG CÁC BỀ MẶT.
- Xác định đường lối công nghệ. 14
- Chọn phương án gia công. 17
PHẦN V: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ 18
PHẦN VI:TÍNH CHẾ ĐỘ CẮT
Nguyên công 2: Phay thô mặt A 27
Nguyên công 3: Phay thô mặt B
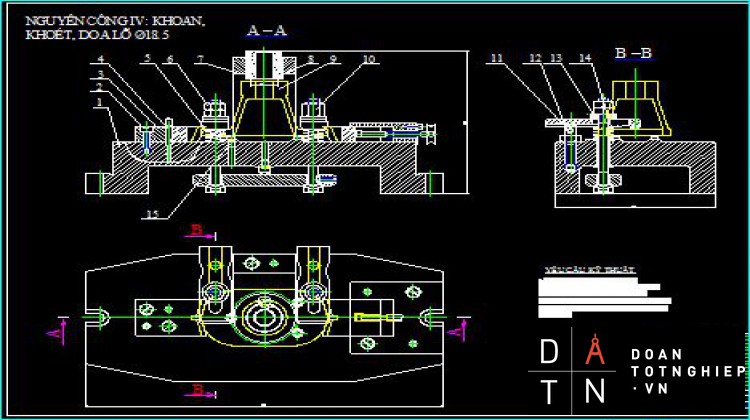
Nguyên công 4: Khoan, khoét, doa lỗ Ø18.5 37
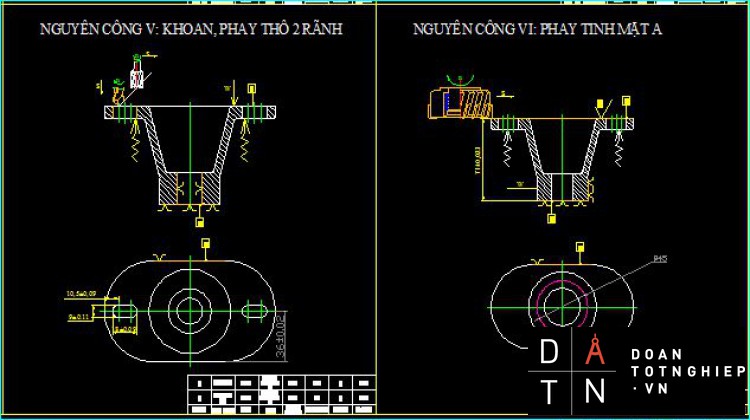
Nguyên công 5: Khoan, phay rãnh 9x18 41
Nguyên công 6 : Phay tinh mặt A
Nguyên công 7: Phay tinh mặt B
Nguyên công 8: Taro lỗ ren M21
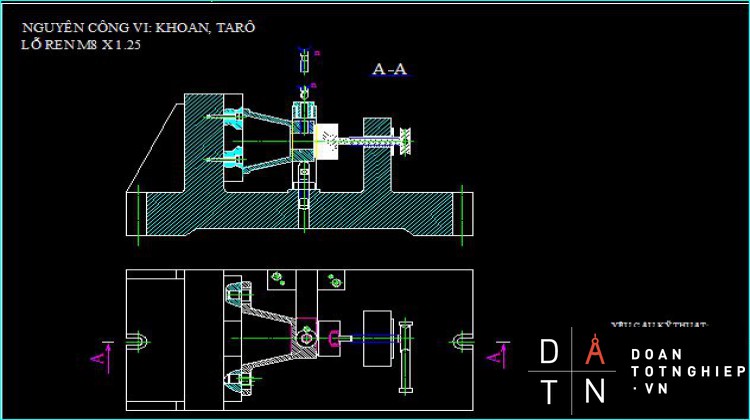
Nguyên công 9: Khoan, taro lỗ ren M8
PHẦN VII : TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ 47
TÀI LIỆU THAM KHẢO 51
PHẦN 1 : PHÂN TÍCH CHI TIẾT GIA CÔNG
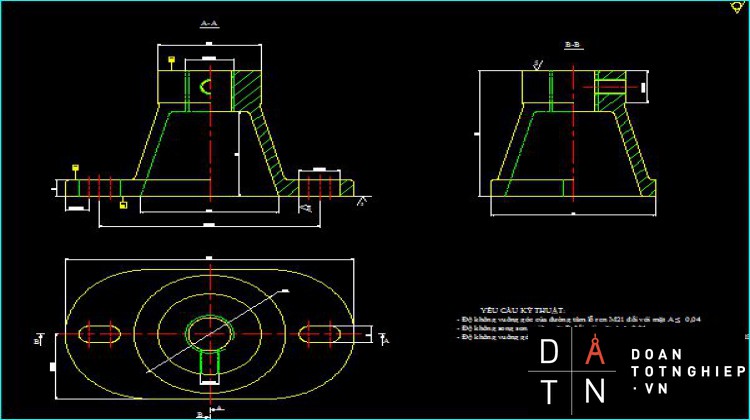
- Phân tích tính năng công dụng của chi tiết gia công
Thân ổ quay là chi tiết thuộc dạng hộp vì theo định nghĩa hộp là một chi tiết có hình khối rỗng thường làm nhiệm vụ của chi tiết cơ sở để lắp các đơn vị lắp (như nhóm, cụm, bộ phận…) của những chi tiết khác lên tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó của toàn bộ máy.
Mặt đầu A có 2 tai đối xứng nhau, có sẽ rãnh dọc để bắt bulông và mặt đầu A có gia công với độ chính xác cao dùng để lắp với đế ổ quay.
- Phân tích vật liệu chế tạo chi tiết.
Thân ổ quay được chế tạo bằng vật liệu gang xám 16-36
Kí hiệu: GX 16-36.
+ Giới hạn bền kéo бbk =160 N/m2
+ Giới hạn bền uốn б bu =360 N/m2
+ Giới hạn giãn dài = 0.5%.
+ Có độ cứng HB= 163-229.
+ Dạng graphit là tấm thô.
Thành phần cơ bản của vật liệu:
C = 3÷ 3.8%
Si = 1.5÷ 3%
Mn= 0.5÷ 1%
P = 0.15÷ 0.4%
S = 0.1÷0.2%
Gang xám có cấu trúc tinh thể ở dạng cacbon tự do, gang xám có độ bền nén cao, tính đúc tốt, độ dẻo dai kém nhưng graphit làm tăng khả năng chịu mài mòn, có tác dụng giảm rung động và giao động cộng hưởng. Gang xám giá thành rẻ, dễ chế tạo.
Từ những phân tích ở trên ta thấy việc chọn gang xám làm vật liệu chế tạo than ổ quay là hợp lý.
- Phân tích về độ chính xác gia công.
a/ Phân tích độ chính xác về kích thước.
- Các kích thước có chỉ dẫn dung sai.
- Kích thước 10.5±0.01
Kích thước danh nghĩa: 10.5
Sai lệch trên ES: 0.01
Sai lệch dưới EI: 0.01
Dung sai IT7
Miền dung sai H
- Kích thước 15±0.01 = 10.5H7
- Kích thước 18±0.01
Kích thước danh nghĩa: 18
Sai lệch trên ES: 0.01
Sai lệch dưới EI: 0.01
Dung sai IT7
Miền dung sai H
- Kích thước 18±0.01 = 18H7
- Kích thước 18±0.02
Kích thước danh nghĩa: 18
Sai lệch trên ES: 0.02
Sai lệch dưới EI: 0.02
Dung sai IT8
Miền dung sai H
- Kích thước 18±0.02 = 18H8
- Kích thước 36±0.02
Kích thước danh nghĩa: 36
Sai lệch trên ES: 0.02
Sai lệch dưới EI: 0.02
Dung sai IT8
Miền dung sai H
- Kích thước 36±0.02 = 36H8
- Kích thước 70±0.03
Kích thước danh nghĩa: 70
Sai lệch trên ES: 0.03
Sai lệch dưới EI: 0.03
Dung sai IT8
Miền dung sai H
- Kích thước 70±0.03 = 70H8
- Kích thước 96±0.02
Kích thước danh nghĩa: 96
Sai lệch trên ES: 0.02
Sai lệch dưới EI: 0.02
Dung sai IT8
Miền dung sai H
- Kích thước 96±0.02 = 96H8
- Các kích thước không chỉ dẫn dung sai.
- Kích thước giới hạn bởi 2 bề mặt gia công: CCX12.
Kích thước 9 => IT12 = 0.15 => 9±0.075
- Kích thước giới hạn bởi 1 bề mặt gia công và 1 bề mặt không gia công: CCX14.
Kích thước 9 => IT14 = 0.36 => 9±0.18
Kích thước 47 => IT12 = 0.62 => 9±0.31
- Kích thước giới hạn bởi 2 bề mặt không gia công: CCX16.
Kích thước ø45 => IT16 = 1.6 => ø45-1.6
Kích thước ø60 => IT16 = 1.9 => ø60+1.9
Kích thước ø66 => IT16 = 1.9 => ø66-1.9
Kích thước 72 => IT16 = 1.9 => 72±0.95
Kích thước 126 => IT16 = 2.5 => 126±1.25
- Các góc lượn do quá trình đúc tạo ra nên nó có cấp chính xác của phôi đúc là IT14.
b/ Độ chính xác về hình dáng hình học.
Đây là một chi tiết khá đơn giản, các bề mặt chủ yếu gia công thô, các
mặt phẳng nhỏ nên không đòi hỏi độ chính xác cao về hình dáng hình học. c/ Độ chính xác về vị trí tương quan.
-Độ không vuông góc giữa đường tâm của lỗ ren M21 đối với mặt A ≤ 0.04
-Độ không song song giữa mặt B đối với mặt A 0.04
-Độ không vuông góc giữa đường tâm lỗ ren M8 với đường tâm lỗ ren
M21 ≤ 0.03
d/ Chất lượng bề mặt ( độ nhám và độ cứng).
Giải thích kí hiệu:
: Các bề mặt bắt buộc có gia công cắt gọt.
: Các bề mặt không qua gia công hoặc qua gia công không phoi.
Rz : Chiều cao nhấp nhô trung bình của 10 điểm trên profin.
+ Mặt phẳng A có độ nhám bề mặt Ra=20 tra bảng 2.32 trang 103 tài liệu dung sai lắp ghép kỹ thuật đo lường ta được cấp độ nhám bề mặt cấp 6.
+ Mặt phẳng B có độ nhám bề mặt Rz=20 tra bảng 2.32 trang 103 tài liệu dung sai lắp ghép kỹ thuật đo lường ta được cấp độ nhám bề mặt là cấp 4.
+ Bề mặt bên của rãnh có cấp độ nhám Rz= 40 tra bảng 2.32 trang 103 sổ tay dung sai lắp ghép và kỹ thuật đo lường tra được cấp độ nhám là cấp 3.
Kết luận:
Cấp chính xác cao nhất về kích thước là cấp 7.
Cấp chính xác thấp nhất về kích thước là cấp 16.
Cấp độ nhám cao nhất là cấp 4.
Cấp độ nhám thấp nhất là cấp 2.
PHẦN 2: XÁC ĐỊNH DẠNG SẢN XUẤT
1/ Tính trọng lượng chi tiết.
Ta tiến hành chia chi tiết ra nhiều phần nhỏ để tính toán sau đó tổng các
thể tích đó lại ta được trọng lượng chi tiết.
Gọi V là tổng thể tích của các thể tích nhỏ được chia trên chi tiết. Sau
đây là thể tích từng phần.
- V1 là thể tích hình trụ tròn ø45
V1 ø45 = п x r2x h
= 3.14 x 22.52 x 18
= 28627.76 (mm3)
- V2 là thể tích lỗ ø21
V2 ø21 = п x r2x h
= 3.14 x 10.52 x 23
= 7966.29 (mm3)
- V3 là thể tích lỗ ø8
V3 ø8 = п x r2 x h
= 3.14 x 42 x 6.5
= 326.72 (mm3)
- V4 là thể tích hình nón cụt ø45, ø33
V4 = 1/3 x п x h x (r12 + r22 + r1 x r2)
= 1/3 x 3.14 x 43 x (22.52 + 332 + 22.5 x 33)
= 105267.7 (mm3)
- V5 là thể tích hình nón cụt ø34, ø60
V5 = 1/3 x п x h x (r12 + r22 + r1 x r2)
= 1/3 x 3.14 x 47 x (172 + 302 + 17 x 30)
= 83579.47 (mm3)
- V6 là thể tích hình chữ nhật lớn nhất:
V6 = l x h x b
= 126 x 9 x 72
= 81648 (mm3)
- V7 là thể tích 2 hình chữ nhật nhỏ nhất:
V7 = 2 x (l x h x b)
= 2 x (18 x 9 x 9)
= 2916 (mm3)
Như vậy ta có thể tích tổng như sau:
V = (V1 + V4 +V6) – (V2 + V3 + V5 + V7)
= (28627.76+105267.7+81648) – (7966.29+326.72+83579.47+2916)
= 120754.98 (mm3) = 0.12 (dm3)
Trọng lượng chi tiết:
G = φ x V
= 0.12 x 7.3 = 0.87 (kg)
Trong đó:
φ = 7.3 là trọng lượng riêng của gang xám
V là thể tích của chi tiết.
G là trọng lượng chi tiết.
2/ Sản lượng chế tạo trong một năm.
Chi tiết đã cho ở dạng sản xuất hàng loạt vừa có khối lượng 0.87kg < 4kg nên theo bảng tra dạng sản xuất trong sách công nghệ chế tạo máy biên soạn Võ Tùng Linh – Nguyễn Văn Thông ta có số lượng hằng năm 500 ÷ 600 sản phẩm/năm. Với sản lượng như vậy ta có đặc điểm sản xuất hàng loạt vừa.
- Công nhân đứng máy không cần tay nghề cao.
- Công nhân điều chỉnh máy cần tay nghề cao.
- Độ chính xác gia công cao nhờ đồ gá.
PHẦN 3 : CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1/ Chọn phôi.
Chọn phôi là gang xám GX 16-36 là vật liệu chế tạo thân ổ quay do có tính tạo hình và chống rung tốt, gang xám có độ cứng vững cao, không biến dạng dẻo.
2/ Phương pháp chế tạo phôi.
Để chọn ta căn cứ vào hai yếu tố:
+ Vật liệu chế tạo chi tiết.
+ Điều kiện làm việc của chi tiết và các yêu cầu cơ lý tính.
Theo bản vẽ chế tạo thì chi tiết được gia công là GX 16-36. Mà các phương pháp chế tạo phôi hiện nay gồm có đúc khuôn cát, đúc trong khuôn vỏ mỏng, đúc trong khuôn kim loại, đúc áp lực…
- Đúc trong khuôn cát: là phương pháp đúc phổ biến, khuôn cát là loại khuôn đúc một lần rồi tháo khuôn. Phương pháp này phù hợp cho dạng sản xuất đơn chiếc và hàng loạt vừa.
- Mẫu thường làm bằng gỗ hoặc kim loại có hình dáng giống vật đúc để tránh hiện tượng co ngót.
- Ưu điểm: đúc được những chi tiết phức tạp, do có thể đặc lõi bên trong và đúc được những chi tiết có khối lượng bất kì, rẽ tiền.
- Nhược điểm: Vật đúc bị biến cứng, độ chính xác không cao.
- Đúc trong khuôn kim loại: thường dùng với những kim loại có độ nóng chảy thấp như kẽm, nhôm, magie, đồng và gang. Chi tiết có độ chính xác cao, trọng lượng nhỏ thường dùng trong sản xuất hàng loạt vừa và lớn.
- Khuôn thường làm bằng thép có hai phần ghép chặt với nhau, nhiệt độ nóng chảy của khuôn lớn hơn nhiệt độ nóng chảy của chi tiết vật đúc.
- Độ chính xác cấp 13-15, độ nhám Ra = 20.
- Ưu: khuôn có thể dùng lại nhiều lần, độ chính xác cao, tiết kiệm vật liệu làm khuôn và thời gian.
- Nhược: không đúc được chi tiết có kết cấu phức tạp và khối lượng lớn, gia thành đắt nên chỉ sử dụng cho sản xuất hàng loạt vừa và lớn.
- Đúc trong khuôn mẫu nóng chảy: chỉ mang lại hiệu quả cao khi đúc các chi tiết có hình dạng phức tạp từ vật liệu bất kì với số lượng chi tiết hàng loạt lớn hơn 100 chiếc.
- Độ chính xác cấp 11-12, độ nhám bề mặt Ra = 10.
- Đúc ly tâm: kim loại nóng chảy được đổ vào khuôn quay tròn, dưới tác dụng của lực ly tâm bị ép vào thành khuôn và nguội đi, các bọt khí chất bẩn, oxit, xĩ bị đẩy vào phía trong và nổi lên trên. Sản phẩm đúc ly tâm có tinh thể nhỏ, tỷ trọng cao, cơ tính tốt, nhưng không đồng đều từ ngoài vào trong.
- Đúc áp lực: kim loại nóng chảy được đổ vào khuôn bằng thép dưới áp lực lớn, nhờ vậy kim loại sẽ điền đầy phần rỗng trong khuôn và chịu áp lực cao.
- Độ chính xác cấp 11-12, độ nhám bề mặt Ra = 5.
- Ưu điểm: độ bóng và độ chính xác cao, đúc được chi tiết có thành mỏng, khả năng điền đầy tốt, năng suất cao.
- Nhược điểm: không dùng lõi nên không đúc được chi tiết phức tạp, khuôn mau mòn do kim loại nhiệt độ nóng chảy cao.
Với các phương pháp trên ta căn cứ vào hai yếu tố:
+ Vật liệu chế tạo chi tiết.
+ Điều kiện làm việc của chi tiết và các yêu cầu cơ lý tính.
- Theo bản vẽ chế tạo thì chi tiết được gia công là GX 16-36. Đây là loại vật liệu giòn không bị biến dạng dẻo. Vì vậy ta chọn phương án tối ưu nhất là đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy.
a/ Chọn mẫu
Chọn mẫu kim loại thường dùng cho sản xuất hàng loạt vừa trở lên.
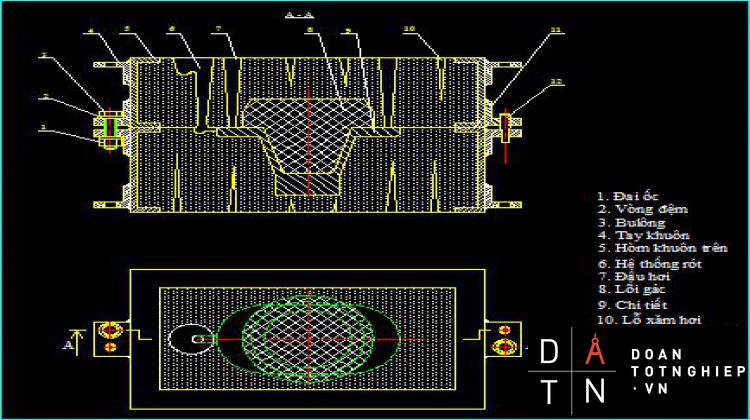
b/ Chọn mặt phân khuôn
Mặt phân khuôn phải đi qua tiết diện thuận lợi nhất của mẫu để lấy mẫu ra khỏi khuôn dễ dàng.
Mặt phân khuôn phải phẳng, số mặt phân khuôn cần ít nhất.
Vì vậy ta chọn mặt phân khuôn là mặt phẳng có diện tích lớn nhất giao giữa hai tiết diện lớn của chi tiết làm mặt phân khuôn.
c/ Số hàm khuôn
Dùng hai hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
3/ Xác định lượng dư tổng cho các bề mặt phôi.
Tra bảng lượng dư gia công của vật đúc bằng gang xám, cấp chính xác II trong sổ tay công nghệ chế tạo máy ta được:
- Lượng dư mặt A : với kích thước lớn nhất là 126mm, kích thước danh nghĩa là 70, vị trí đúc là mặt trên do đó có lượng dư gia công là 4.5mm
- Lượng dư mặt B: với kích thước lớn nhất là 126mm, kích thước danh nghĩa là 70, vị trí đúc là mặt dưới do đó có lượng dư gia công là 3.5mm
- Lỗ ø60 đúc rỗng (ø > 30)
- Lỗ ren M8, M21 được đúc đặc (ø < 30)
Các vị trí số trên được tra trong bảng 28.1 tài liệu sổ tay thiết kế CNCTM.
Phôi đúc sau khi đúc xong phải qua các công đoạn mài bỏ đậu ngót, hệ thống rót sau đó đưa phôi qua máy hóa chất để làm sạch mặt ngoài của phôi.
3/ Yêu cầu kỹ thuật
- Phôi không bị rỗ xỉ, rỗ khí, cháy cát.
- Phôi không bị biến trắng.
- Phôi không bị nứt.
- Phôi đảm bảo đúng hình dáng hình học, kích thước và lượng dư đúng dung sai.
→ Sơ đồ nguyên lý. .............
bản vẽ đúc:
Thiết kế quy trình công nghệ gia công chi tiết THÂN Ổ QUAY, đồ án môn học công nghệ chế tạo máy THÂN Ổ QUAY, bài tập lớn công nghệ chế tạo máy THÂN Ổ QUAY, thiết kế quy trình công nghệ gia công chi tiết THÂN Ổ QUAY





